铸造工艺流程图
- 格式:xls
- 大小:15.00 KB
- 文档页数:2

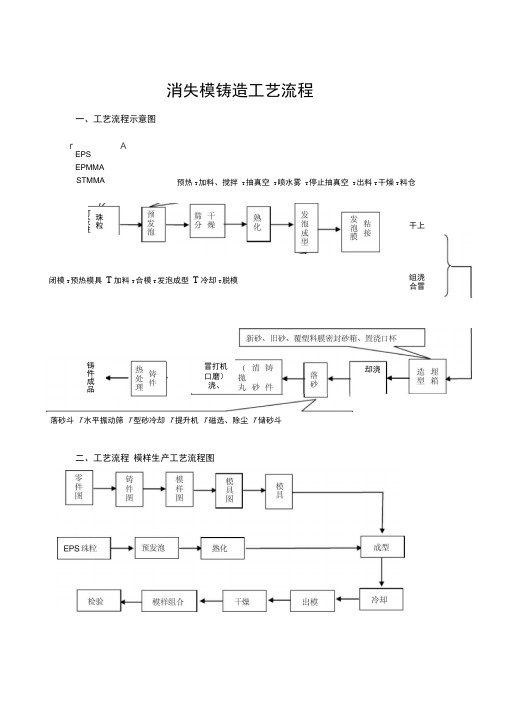
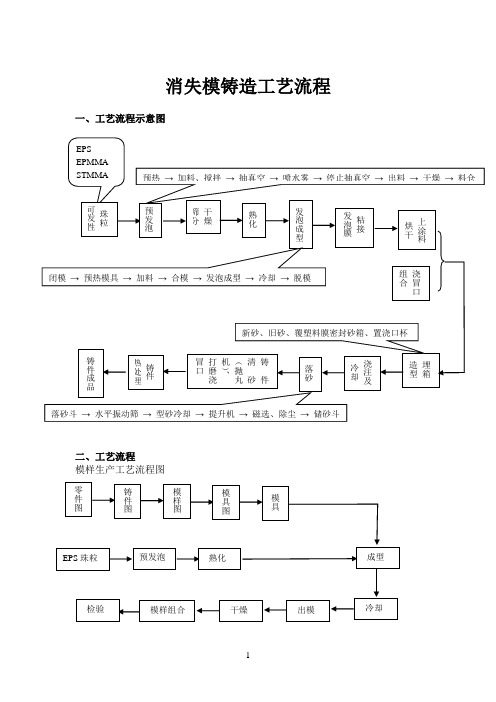
消失模铸造工艺流程一、工艺流程示意图rAEPS EPMMA 预热T 加料、搅拌 T 抽真空 T 喷水雾 T 停止抽真空 T 出料T 干燥T 料仓二、工艺流程 模样生产工艺流程图STMMA干上闭模T 预热模具 T 加料T 合模T 发泡成型 T 冷却T 脱模珠粒可发性组浇 合冒落砂斗 T 水平振动筛 T 型砂冷却 T 提升机 T 磁选、除尘 T 储砂斗冒打机 口磨) 浇、铸件成品却浇(一)预发泡:预发泡目的:为了获得低密度、表面光洁、质量优良的泡沫模样。
流程:预热f加料、搅拌f抽真空f喷水雾f停止抽真空f 出料f干燥f料仓、熟化EPS预发温度100~105C;STMMA 预发温度105~115°C;EPMMA 预发温度120~130C。
进入预发机的加热蒸汽压力在0.15~0.20MPa范围调节。
说明:①间歇式蒸汽预发泡机必须满足加热均匀(蒸汽与珠粒接触)筒体内温度在90~130C范围容易调节和控制。
搅拌要充分、均匀,筒体底部和侧壁要有刮板,防止珠粒因过热而粘壁,搅拌速度可调。
筒体底部冷凝水的排除要畅通,否则影响预发泡效果。
②加热蒸汽压力可调并稳定,且蒸汽中不能夹带水分。
③出料要干净,每批发泡后,筒体内残留的料要吹扫干净。
熟化:把预发泡珠放置几小时以上,让空气进入珠粒内,使珠粒变得干燥有弹性,变形后又能复原的过程。
熟化时间一般为10~24h,熟化时间不能太长否则发泡剂损失太多影响发泡成型质量。
(二)成形发泡的工艺过程为:闭模f预热模具f加料f合模f发泡成型f冷却f脱模f模样熟化要点:珠粒均匀填满模具,模具必须预热到100C,水蒸气温度一般在120C左右,压力为0.15MPa。
模样熟化:将模样置入50~70C的烘干室强制干燥5~6h可达到在室温下自然熟化2天的效果。
(三)模样的粘合对复杂的模样往往不能整体发泡成形,而分块制造,最后需要将各块粘合成整体。
另外,模样与浇冒口系统组成模样组,也需要粘合工序。
铸造工艺流程图铸造是一种常见的制造工艺,通过将熔化的金属或其他材料注入到预置的模具中,然后在冷却后得到所需的制品。
铸造工艺的流程可以分为准备工作、模具制备、熔炼、浇注、冷却和成品处理等步骤。
下面是一份700字的铸造工艺流程图。
铸造工艺流程图一、准备工作1. 定义产品需求和技术要求。
2. 按照需求选择合适的材料和铸造方法。
3. 准备必要的模具、工具和设备。
4. 制定详细的工艺流程和操作规范。
二、模具制备1. 根据产品的形状和尺寸,设计并制作或选用合适的模具。
2. 对模具进行抛光、清洗和涂层,以保证产品的表面质量。
3. 检查和修复模具的损坏,确保其完好可用。
4. 将模具安装在铸造设备上,准备进行下一步的铸造过程。
三、熔炼1. 根据产品所需的材料种类和比例,将金属或其他物质加入到熔炉中。
2. 加热熔炉,并控制温度和熔化速度,使材料完全熔化。
3. 添加合适的助熔剂和除杂剂,提高熔化和浇注过程的质量。
4. 对熔融的金属进行化学分析,确保其符合产品的材料要求。
四、浇注1. 检查模具的温度和准备状态,确保模具能够承受浇注过程带来的高温和压力。
2. 将熔融金属通过铸造设备的喷嘴注入到模具的腔室中。
3. 控制浇注的速度和流量,使金属在模具中均匀分布,避免产生缺陷。
4. 确保金属填充完全,并保持足够的压力和温度,以确保产品的完整性和质量。
五、冷却1. 模具中的金属开始冷却,温度逐渐降低。
2. 控制冷却速度,以避免产生应力和缺陷。
3. 根据不同的产品要求,冷却时间可以从几分钟到几小时不等。
4. 在冷却过程中,可以进行相关检测和测量,以确保产品的尺寸和质量。
六、成品处理1. 将冷却后的产品从模具中取出,并进行去毛刺和修整等表面处理。
2. 进行必要的热处理,以改善产品的力学性能和结构。
3. 进行质量检查和测试,确保产品符合相关标准和要求。
4. 将成品优化、包装和储存,准备进行后续的销售和使用。
铸造工艺流程图的每一步都非常重要,不同的材料和产品都需要不同的处理方式和参数控制。
精密铸造过程工艺流程图本文由灵寿县洞里矿产加工厂整理制作,转载请注明出处,公司网址 公司专业生产铸造用石英砂、石英粉、铝矾土,质优价廉,真诚期待与您的合作具设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。
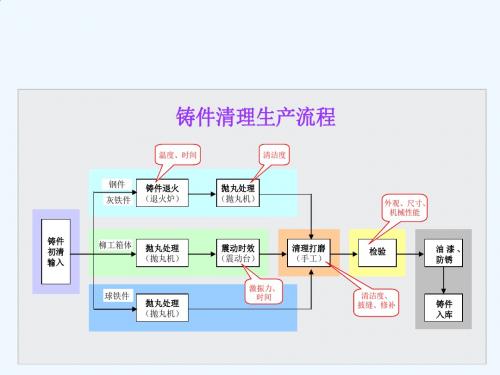
如过在详细点就是:压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库铸造生产流程大体就是这样总的来说可以分为压蜡、制壳、浇注、后处理、检验压蜡包括(压蜡、修蜡、组树)压蜡---利用压蜡机进行制作腊模修蜡---对腊模进行修正组树---将腊模进行组树制壳包括(挂沙、挂浆、风干)后处理包括(修正、抛丸、喷砂、酸洗、)浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)检验包括(蜡检、初检、中检、成品检)现代熔模精密铸造方法在工业生产中得到实际应用是在二十世纪四十年代。
当时航空喷气发动机的发展,要求制造象叶片、叶轮、喷嘴等形状复杂,尺寸精确以及表面光洁的耐热合金零件。
由于耐热合金材料难于机械加工,零件形状复杂,以致不能或难于用其它方法制造,因此,需要寻找一种新的精密的成型工艺,于是借鉴古代流传下来的失蜡精密铸造,经过对材料和工艺的改进,现代精密铸造方法在古代工艺的基础上获得重要的发展。
所以,航空工业的发展推动了精密铸造的应用,而精密铸造的不断改进和完善,也为航空工业进一步提高性能创造了有利的条件。
我国是于上世纪五、六十年代开始将精密铸造应用于工业生产。
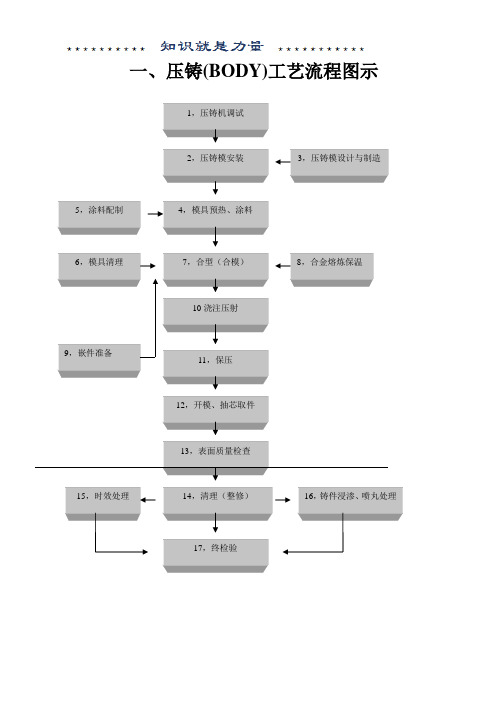
一、压铸(BODY)工艺流程图示1,压铸机调试2,压铸模安装4,模具预热、涂料7,合型(合模)10浇注压射11,保压12,开模、抽芯取件14,清理(整修)17,终检验3,压铸模设计与制造5,涂料配制6,模具清理8,合金熔炼保温9,嵌件准备13,表面质量检查15,时效处理16,铸件浸渗、喷丸处理二、压射压力P2P1 P2P1T1 t2 t3 t4 保压时间升压充填增压注:t1 金属液在压室中未承受压力的时间;P1为一级(慢速)t2 金属液于压室中在压射冲头的作用下,通过内浇口充填型腔的时间;P2为二级(快速)t3 充填刚刚结束时的舜间;P3为三级(增压)t4 最终静压力;P4为补充压实铸件4P yP b=Лd2式中:P b 比压(Mpa); Py 机器的压射力(N);(压射力=压射缸直径×蓄压器压射时间最小压力)d 压室(冲头)直径(MM)选择比压考虑的的主要因素上海旭东压铸技术咨询培训资料压铸工艺参数比压因素选择条件高低壁厚薄壁厚壁压铸件结构形状复杂简单工艺性差些好些结晶温度范围大小压铸合金特性流动性差好密度大小比强度大小阻力大小浇注系统散热速度快慢公布合理不太合理排溢系统截面积大小内浇口速度快慢温度合金与压铸模具温度大小●压铸各种合金常用比压表(Mpa)铸件壁厚≤3(mm) 铸件壁厚>3(mm)合金结构简单结构复杂结构简单结构复杂锌合金20-30 30-40 40-50 50-60铝硅、铝铜合金25-35 35-45 45-60 60-70铝、镁合金30-40 40-50 50-65 65-75镁合金30-40 40-50 50-65 65-80铜合金40-50 50-60 60-70 70-80●压力损失折算系数K直浇道导入口截面F1,K值与内浇铸口截面F2之比>1 =1 <1立式冷室压铸机0.66-0.70 0.72-0.74 0.76-0.78卧式冷室压铸机0.88●压射速度浇注金属液量占压室容积百分数(%) 压射速度(cm/s)≤30 30-4030-60 20-30>60 10-20●高压速度计算公式:VVh= ×[1+(n-1)×0.1]1/4Лd2T式中:Vh 高速压射速度(CM/S);V 型腔容积(CM3);N 型腔数;D 冲头直径(CM);T 适当的充填时间。

精密铸造过程工艺流程图本文由灵寿县洞里矿产加工厂整理制作,转载请注明出处,公司网址 公司专业生产铸造用石英砂、石英粉、铝矾土,质优价廉,真诚期待与您的合作具设计-----磨具制造----压蜡-----修蜡-----组树-------制壳(沾浆)-----脱蜡----型壳焙烧------化性分析---浇注----清理-----热处理-------机加工-----成品入库。
如过在详细点就是:压蜡(射蜡制蜡模)---修蜡----蜡检----组树(腊模组树)---制壳(先沾浆、淋沙、再沾浆、最后模壳风干)---脱蜡(蒸汽脱蜡)-------模壳焙烧--化性分析--浇注(在模壳内浇注钢水)----震动脱壳---铸件与浇棒切割分离----磨浇口---初检(毛胚检)---抛丸清理-----机加工-----抛光---成品检---入库铸造生产流程大体就是这样总的来说可以分为压蜡、制壳、浇注、后处理、检验压蜡包括(压蜡、修蜡、组树)压蜡---利用压蜡机进行制作腊模修蜡---对腊模进行修正组树---将腊模进行组树制壳包括(挂沙、挂浆、风干)后处理包括(修正、抛丸、喷砂、酸洗、)浇注包括(焙烧、化性分析也叫打光谱、浇注、震壳、切浇口、磨浇口)后处理包括(喷砂、抛丸、修正、酸洗)检验包括(蜡检、初检、中检、成品检)现代熔模精密铸造方法在工业生产中得到实际应用是在二十世纪四十年代。
当时航空喷气发动机的发展,要求制造象叶片、叶轮、喷嘴等形状复杂,尺寸精确以及表面光洁的耐热合金零件。
由于耐热合金材料难于机械加工,零件形状复杂,以致不能或难于用其它方法制造,因此,需要寻找一种新的精密的成型工艺,于是借鉴古代流传下来的失蜡精密铸造,经过对材料和工艺的改进,现代精密铸造方法在古代工艺的基础上获得重要的发展。
所以,航空工业的发展推动了精密铸造的应用,而精密铸造的不断改进和完善,也为航空工业进一步提高性能创造了有利的条件。
我国是于上世纪五、六十年代开始将精密铸造应用于工业生产。