安川PLC程序及软件操作
- 格式:ppt
- 大小:4.57 MB
- 文档页数:69

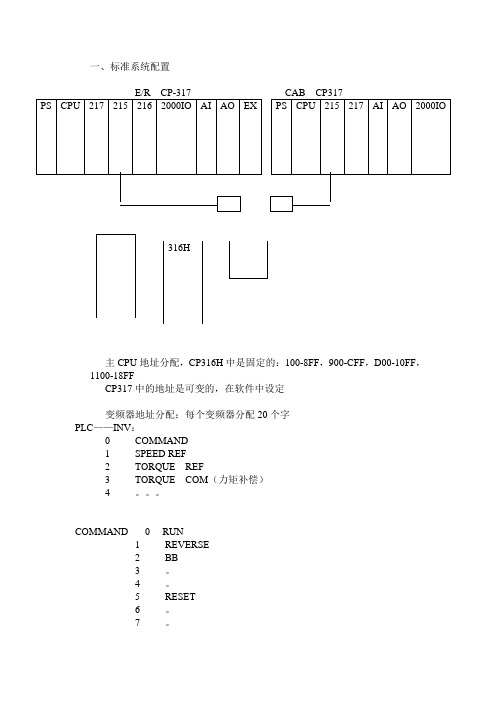
一、标准系统配置主CPU 地址分配,CP316H 中是固定的:100-8FF ,900-CFF ,D00-10FF ,1100-18FFCP317中的地址是可变的,在软件中设定变频器地址分配:每个变频器分配20个字PLC ——INV :0 COMMAND1 SPEED REF2 TORQUE REF3 TORQUE COM (力矩补偿)4 。
COMMAND 0 RUN1 REVERSE2 BB3 。
4 。
5 RESET6 。
7 。
8INITE T/SF MOTOR2INV——PLC:0 STATUS1SPEED FB2TORQUE3。
STATUS 0 RUN1ZERO SPEED调速方式: VECTOR, V/F程序:变量:MW MBSW SBIW IBOW O BDW D B(DW有停电记忆的功能)1.硬件设置:用216卡通讯的变频器,站号设定必须在通讯板上的拨码开关来实现,下面为低位,上面为高位,网络号取决于变频器接在哪一个连接孔(CP316H中,接在第一个CP216口的是0#网络,接在第二个CP216口的是1#网络)变频器参数初始化O2-04设定容量O2-03设为000,恢复出厂设置//。
916A编程实现地址分配PROFIBUS 两端接电阻CP-217模块,两个RS232端口、1个RS485端口2.软件设置:MODEL CONFIGRATION 设置各模块通讯属性、地址属性FUNCTION DIFINATION :输入开关量XB0~XBF,输入数值量XW1~XW15,输出为YW,ZW为中间变量,程序框架:各程序段功能,对应哪一机构的参数修改。
增量编码器和绝对值编码器互相对比,监测,超出误差范围,报故障L2.21 修改C5-06,ASR CLAEAR无冲击控制(SHAVE-LESS CONTROL)H5 速度反馈*10000/30000G5 速度反馈*30000/30000H5 力矩反馈*10000/20000变频器反馈数据都在H2.01,PLC到变频器的数值量都在H4.1一、CP717程序1.打开程序,建立通讯,新建工程,察看PLC程序。

安川PLC使用安川CP717使用一、程序安装及打开执行安装文件\CP717_V0471E\ENGLISH中的setup,在按照提示装完程序后在桌面和开始栏的程序中出现YE_Applications和YASKAWA Camtool文件夹,其中打开YE_Applications 文件夹出现Communication Manager和Total Engineering Tool,前一个是通讯配置,后者是CP717主程序。
(当运行Total Engineering Tool后会自动运行Communication Manager)。
二、通讯配置:打开Communication Manager,选中逻辑端口1后双击,出现逻辑端口设定,选择串行口后选详细在弹出的窗口中进行通讯配置,其中单元号选择1,物理端口选择PC的物理通讯端口,通讯速度设为19200,数据位选8,奇校验,停止位1确定后完成通讯设置。
三、程序的清空及1、316H程序的清空在调试时,可能CPU模块中已经有调试的程序,需要首先删除CPU中的程序时删除的顺序是:A在通电状态下将CP-316H上的INT、TEST从OFF置ON,RUN从ON置OFF,保持一段时间后断电;B上电,RUN指示灯和RDY指示灯不停的闪动,保持一段时间后将RUN从OFF置ON,INT、TEST从ON置OFF断电C再送电CP-316中的程序已清空。
2、215RIO模块程序的清空将215RIO模块的SW旋钮的箭头分别拨为7、9位置上,按RESET按钮。
断开电源,保持一段时间后再送电,215RIO模块的程序被清空。
然后将其通讯地址再改为0、2。
四、上载下载1、打开T otal Engineering Tool,在ROOT上按右键新建组文件夹,名字任意如08000,在08000下建立指令文件夹,名字任意如PLC1,在PLC1上按右键新建PLC文件夹。
2、在弹出的对话框内对新PLC进行选型,如果是新建立的程序名字任意,如果是想读取电脑上已有的程序则名字要与现有名字一致,按第6步进行打开已有PLC文件的操作。


YASKAWA(安川)PLC编程语言CP-717的结构及使用介绍安川PLC控制软件CP-717内部功能完善,通讯及运算功能强大,能对PLC及变频器实施精密控制.CP-717支持CP-316,CP-316H,CP-317,CP-916A等PLC,可以进行远程I/O接收模块120I/O、2000I/O模块配置,另外可以和INVERTER通过216IF 建立通讯,实时监视、修改INVERTER参数等功能。
通过CP-717编程软件,可以方便的进行PLC离线编程、在线修改。
第一节 C P-717使用.启动和退出1 启动通讯过程本节说明如何开始CP-717和PLC之间的通讯过程。
1.1 打开通讯过程窗口打开通讯过程窗口双击台式机的屏幕上的“YE_Application”(YE_应用程序)图表,然后双击,“YE_Application”(YE_应用程序)窗口中的“Communication Manager”(通讯管理器)图标。
①通讯过程窗口打开。
1.2 设置通讯过程(串联通讯)设置通讯过程①单击将要使用的端口的逻辑端口号。
②通讯过程菜单的“File (F)”(文件)中选择“Setting(E)”(设置)。
③在对话框中,将“Port Kind”(端口类型)设定为“Serial”(串联),并且单击[Detail](细节)按钮。
④在对话框中,进行串联端口设置。
设置“波特率”到“9600”或“19200”。
保持“数据字节”、“奇偶性校验”和“停止字节”为默认设置。
然后单击[OK]按钮。
⑤在上述第(3)步逻辑端口设置的对话框中单击[OK]按钮。
串联通讯的信息在通讯过程窗口中设置。
⑥通讯过程菜单中的“文件(F)”中选择“保存(S)”。
⑦在消息框中,单击“是(Y)”按钮。
⑧在通讯过程菜单中的“文件(F)”中选择“退出(X)”。
通讯过程设置在关闭并重新启动通讯过程窗口后生效。
因为在启动CP-717时,通讯过程也同时开始,因此只要CP-717还未启动,无需重新启动通讯过程。

模块式PLC实训指导书主编:渊崔忠毅2011年10月目录项目一安川PLC控制系统识图 (4)项目二安川PLC硬件组态及测试 (19)项目三控制起升电机正反转 (30)项目一安川PLC控制系统识图一、项目导入日本安川电机公司(YASKAWA)成立于1915年,该公司制造的PLC和变频器产品在我国港口大型装卸机械中应用较为广泛,如图1、2所示。
图1 安川模块式PLC 图2 安川G7变频器图3所示为轮胎吊实训台,该实训台采用安川PLC和变频器,其控制系统与港口实际PLC控制系统基本一致,本项目的任务是读懂该实训台PLC控制系统电气图纸,从而对模块式PLC控制系统有一个整体上的把握。
图3 轮胎吊实训台安川PLC安川变频器二、项目分析模块式PLC控制系统由于一般应用于较为复杂的电气控制中,所以其电气图纸相对于整体式PLC控制系统或继电器控制系统要复杂一些,但是也可以分为主电路和控制电路两部分。
对于采用模块式PLC控制系统的港口大型装卸机械来讲,可以分成以下几个部分:(一)主电路1、主驱动电路,例如驱动大机各机构动作的电路,现在一般采用变频调速。
2、辅助机构驱动电路,例如大机各机构风机电路、制动器电路等,一般采用工频电源,不需变频调速。
(二)控制电路1、PLC外部控制电路,该部分电路既不是PLC输入回路,也不是PLC输出回路,而主要是输入输出的中继电路或者安全电路。
2、PLC模块配置电路,该部分电路表明PLC控制系统采用何种CPU模块、电源模块、输入输出模块、特殊功能模块、通讯模块等,同时说明了PLC控制系统的网络通讯结构和输入输出模块的地址分配等重要信息。
3、PLC输入回路,一般每页图纸绘制16个输入点,并标明每个输入点所对应输入设备的功能。
4、PLC输出回路,一般每页图纸绘制16个输出点,并标明每个输出点所对应输出设备的功能。
二、项目实施(一)供电线路1、主电路供电如附录P1所示,轮胎吊实训台采用主变压器输出的380V工频交流电源供电,经空气开关QF1给主电路供电。

安川PLC程序及软件操作安川PLC(Programmable Logic Controller)是一种用于控制和自动化系统的计算机系统。
它通常用于工业环境中,用于控制和监控机器和设备的运行。
下面是关于安川PLC程序和软件操作的详细信息:1.安川PLC程序设计:-硬件配置:首先,根据所需的控制和自动化系统的功能和要求,确定所需的硬件配置。
选择适合应用的PLC模块,如CPU、I/O模块等,并根据需要设置通信模块、显示屏等。
-线路设计:根据控制和自动化系统的需求,设计PLC系统的线路连接。
确定输入和输出的电气信号连接,包括传感器、开关、执行器等。
- PLC编程:使用安川PLC编程软件,如MotionWorks、CX-Programmer等,编写PLC程序。
这些软件提供了用户友好的编程界面和各种编程语言,如梯形图(Ladder Diagram)、结构化文本(Structured Text)等。
根据实际需要,编写逻辑控制、时间控制、计数器、触发器和其他功能块。
2.安川PLC软件操作:- 安装软件:首先,安装安川PLC编程软件,如MotionWorks、CX-Programmer等。
确保计算机系统满足软件的安装要求,并按照软件提供的安装指南进行操作。
-创建项目:启动软件后,创建一个新的项目。
为项目命名,并选择PLC模块和通信模块等配置信息。
根据需要,添加输入和输出模块,并完成硬件配置。
-编写程序:在项目中创建一个新的程序,并选择所需的编程语言。
使用软件提供的工具和功能块,编写程序代码。
可以根据需要添加注释和文档,以便其他人理解程序的功能和逻辑。
-编译和调试:在编写完成后,使用软件将程序编译为可执行代码。
在调试模式下运行程序,检查逻辑和功能的正确性。
使用调试工具和监视器检查变量和信号的状态,并根据需要进行调整和修复。


安川CP717使用一、程序安装及打开执行安装文件\CP717_V0471E\ENGLISH中的setup,在按照提示装完程序后在桌面和开始栏的程序中出现YE_Applications和YASKAWA Camtool文件夹,其中打开YE_Applications 文件夹出现Communication Manager和Total Engineering Tool,前一个是通讯配置,后者是CP717主程序。
(当运行Total Engineering Tool后会自动运行Communication Manager)。
二、通讯配置:打开Communication Manager,选中逻辑端口1后双击,出现逻辑端口设定,选择串行口后选详细在弹出的窗口中进行通讯配置,其中单元号选择1,物理端口选择PC的物理通讯端口,通讯速度设为19200,数据位选8,奇校验,停止位1确定后完成通讯设置。
三、程序的清空及1、316H程序的清空在调试时,可能CPU模块中已经有调试的程序,需要首先删除CPU中的程序时删除的顺序是:A在通电状态下将CP-316H上的INT、TEST从OFF置ON,RUN从ON置OFF,保持一段时间后断电;B上电,RUN指示灯和RDY指示灯不停的闪动,保持一段时间后将RUN从OFF置ON,INT、TEST从ON置OFF断电C再送电CP-316中的程序已清空。
2、215RIO模块程序的清空将215RIO模块的SW旋钮的箭头分别拨为7、9位置上,按RESET按钮。
断开电源,保持一段时间后再送电,215RIO模块的程序被清空。
然后将其通讯地址再改为0、2。
四、上载下载1、打开Total Engineering Tool,在ROOT上按右键新建组文件夹,名字任意如08000,在08000下建立指令文件夹,名字任意如PLC1,在PLC1上按右键新建PLC文件夹。
2、在弹出的对话框内对新PLC进行选型,如果是新建立的程序名字任意,如果是想读取电脑上已有的程序则名字要与现有名字一致,按第6步进行打开已有PLC文件的操作。

YASKAWA程序操作指南第一章联机的条件及配置第一节通讯协议的配置1.首先安装CP-717软件,提供系统操作平台.2.CP-717软件安装后,在程序一栏中会有YE APPLICATION菜单,在YE APPLICATION菜单下有COMMUNICATION MANAGER和TOTAL ENGINEERING TOOL两个菜单。
3.点击COMMUNICATION MANAGER菜单,会出现COMMUNICATION PROCESS 的对话框,在对话框中设定通讯协议。
4.双击COMMUNICATION PROCESS 的对话框中的“1”,会出现LOGICAL PORT SETTING对话框,在PORT KIND选项中选SERIAL项,其它为默认,点击OK,通讯协议设置完成。
第二节子程序路径的建立及配置1.点击YE APPLICATION 菜单中的TOTAL ENGINEERING TOOL菜单,出现FILE MANAGER对话框。
2.选中FILE MANAGER对话框中的“ROOT”后,单击鼠标右健,会出现“NEW”“RENAME”“DELETE”三个选项,选中“NEW”后会出现“GROUP FOLDER”“ORDER FOLDER”,点击“ORDER FOLDER”。
3.点击“ORDER FOLDER”后,出现“MAKE NEW FOLDER”对话框,在空白处输入“ORDER NAME”如12号岸桥可输入QC12,然后回车。
4.选中QC12单击鼠标右健,会弹出“CREATE NEW FOLDER”“RENAME”“DELETE”三个选项,选中“CREATE NEW FOLDER”后会弹出“CONTROLLER FOLDER”单击“CONTROLLER FOLDER”。
5.单击“CONTROLLER FOLDER”,弹出“CONTROLLER CONFIGARATION”对话框,在“INFORMATION”目录下第一个“CONTROLLER”框中一般根据此控制器所处的网络号和站号编名如“N01S01”即一号网络一号站;“COMMENT”可不填写;第二个“CONTROLLER”为控制器的类型如“CP-317”“CP-316H”“CP-916A”“RIO2000”等等,一般“N01S01”的控制器的类型QC选“CP-317”,RTG选“CP-316H”。


YASKAWA(安川)PLC编程语言CP-717的结构及使用介绍 安川PLC控制软件CP-717内部功能完善,通讯及运算功能强大,能对PLC及变频器实施精密控制.CP-717支持CP-316,CP-316H,CP-317,CP-916A等PLC,可以进行远程I/O接收模块120I/O、2000I/O模块配置,另外可以和INVERTER通过216IF 建立通讯,实时监视、修改INVERTER参数等功能。
通过CP-717编程软件,可以方便的进行PLC离线编程、在线修改。
第一节 C P-717使用.启动和退出1 启动通讯过程本节说明如何开始CP-717和PLC之间的通讯过程。
1.1 打开通讯过程窗口打开通讯过程窗口双击台式机的屏幕上的“YE_Application”(YE_应用程序)图表,然后双击,“YE_Application”(YE_应用程序)窗口中的“Communication Manager”(通讯管理器)图标。
① 通讯过程窗口打开。
1.2 设置通讯过程(串联通讯)设置通讯过程①单击将要使用的端口的逻辑端口号。
② 通讯过程菜单的“File (F)”(文件)中选择“Setting(E)”(设置)。
③ 在对话框中,将“Port Kind”(端口类型)设定为“Serial”(串联),并且单击[Detail](细节)按钮。
④ 在对话框中,进行串联端口设置。
设置“波特率”到“9600”或“19200”。
保持“数据字节”、“奇偶性校验”和“停止字节”为默认设置。
然后单击[OK]按钮。
⑤ 在上述第(3)步逻辑端口设置的对话框中单击[OK]按钮。
串联通讯的信息在通讯过程窗口中设置。
⑥ 通讯过程菜单中的“文件(F)”中选择“保存(S)”。
⑦ 在消息框中,单击“是(Y)”按钮。
⑧ 在通讯过程菜单中的“文件(F)”中选择“退出(X)”。
通讯过程设置在关闭并重新启动通讯过程窗口后生效。
因为在启动CP-717时,通讯过程也同时开始,因此只要CP-717还未启动,无需重新启动通讯过程。

安川PLC程序及软件操作首先,为了编写安川PLC程序,需要使用特定的编程软件。
目前,安川PLC的编程软件主要有两种:一种是CX-Programmer,另一种是NANDIAS。
CX-Programmer适用于安川的CP1H系列和CP1L系列PLC,而NANDIAS适用于安川的NJ系列PLC。
下面将以CX-Programmer为例,介绍安川PLC程序的编写和软件操作过程。
第一步,打开CX-Programmer软件,并选择新建一个项目。
然后,选择一个适用于目标PLC型号的项目模板。
接着,输入项目名称和存储位置,并点击确定。
第二步,界面中会出现一个工程导航树,其中包含了程序、数据表、符号表、监视表等等模块。
在程序模块中,可以编写PLC的控制逻辑代码。
第三步,右键点击程序模块,选择新建立一个程序。
然后,在弹出的对话框中输入程序名称,并选择程序的类型(例如连续型、跳转型、或其他类型)。
最后,点击确定完成程序的创建。
第四步,双击打开刚刚创建的程序,并编写程序的逻辑代码。
PLC程序的编写语言一般采用梯形图(ladder diagram)方式。
在CX-Programmer中,可以通过拖拽功能块(Function Blocks)、输入、输出连接符号等等来编写代码。
编写完每一段代码后,都需要进行编译和上传到PLC设备中的操作。
第五步,编写完整的PLC程序后,可以使用仿真功能测试程序的正确性。
在CX-Programmer软件中,有一个仿真环境可以模拟PLC设备的工作情况。
通过运行仿真,可以验证程序的逻辑是否正确,以及PLC设备的输出是否满足预期。
除了CX-Programmer,还有其他一些与安川PLC相关的软件工具,可以用于更高级别的配置和监控。
比如,可以使用WINCAPS III软件来进行整个控制系统的配置和调整,用PLC Setup Tool软件来进行PLC设备的设置和管理,以及使用MotionWorks IEC软件来进行运动控制编程。

安川PLC通讯实验工具:安川系列PLC 316H,安川H1000变频器。
软件:安川PLC变成软件CP717_V6.51。
一、软件安装打开CP717_V6.51安装包的Install文件夹,打开Disk1,双击Setup,按照提示安装结束就可以了。
1、2、3、二、PLC与电脑的联机数据线焊接:二、硬件接线:(在IO2000上拨站号左边的拨码开关具体含义不是很清楚,需要再找资料详细了解)下面是每个通讯插头的具体焊线图,截取的原理图,注意每个口不必要混淆,并且不能忘记终端电阻。
如上图,CPU和215 R I/O连接,两边都是用8针的方形通讯插头,焊接1、8脚。
CPU的216口接变频器的,是用8孔插头,焊接1、7脚。
在每个网络的开头和最终需要一个75Ω1/2W的终端电阻。
三、软件配置通讯:1、安装软件后,会在桌面生成一个文件夹,双击打开后这两个图标,双击打开“Total Engineering”,在电脑右下角回出现一个通讯管理器,双击打开后,出现如下的界面,在这里我们以自己焊接的串口线为例在第一次打开时,所有的都是空白,双击逻辑端口号1,出现下面界面这里选择串行口,选择通讯超时时间,再点击详细这里选择物理端口COM口。
确认退出。
把通讯线插好后,配置结束,通讯正常的情况下,在通讯管理器的状态上会显示“Ready”,否则是“Open”。
2、硬件配置双击打开“Total Engineering”,在这个界面右键选择“root”-新建-定单文件夹:写入定单名后,确定。
在展开的树形图选项的“TEST”中右键-新建-PLC文件夹:给PLC文件命名,机型的下拉菜单中选择正确的CPU型号,确定。
展开下一级树形图文件夹,右键寻则PLC图标,选择“注册”。
如果这个时候提示需要输入用户名和密码,在软件的菜单栏中选择“显示”-“配置”-“用户管理”,默认用户名和默认密码:USER-A。
选择注册后,树形图菜单回增加很多。
这里我们先添加一个驱动器。

模块式PLC实训指导书主编:郑渊崔忠毅2011年10月目录项目一安川PLC控制系统识图 (3项目二安川PLC硬件组态及测试 (12项目三控制起升电机正反转 (20项目一安川PLC控制系统识图一、项目导入日本安川电机公司(YASKAWA成立于1915年,该公司制造的PLC和变频器产品在我国港口大型装卸机械中应用较为广泛,如图1、2所示。
图1 安川模块式PLC 图2 安川G7变频器图3所示为轮胎吊实训台,该实训台采用安川PLC和变频器,其控制系统与港口实际PLC控制系统基本一致,本项目的任务是读懂该实训台PLC控制系统电气图纸,从而对模块式PLC控制系统有一个整体上的把握。
图3 轮胎吊实训台二、项目分析模块式PLC控制系统由于一般应用于较为复杂的电气控制中,所以其电气图纸相对于整体式PLC控制系统或继电器控制系统要复杂一些,但是也可以分为主电路和控制电路两部分。
对于采用模块式PLC控制系统的港口大型装卸机械来讲,可以分成以下几个部分:(一主电路安川PLC安川变频器1、主驱动电路,例如驱动大机各机构动作的电路,现在一般采用变频调速。
2、辅助机构驱动电路,例如大机各机构风机电路、制动器电路等,一般采用工频电源,不需变频调速。
(二控制电路1、PLC外部控制电路,该部分电路既不是PLC输入回路,也不是PLC输出回路,而主要是输入输出的中继电路或者安全电路。
2、PLC模块配置电路,该部分电路表明PLC控制系统采用何种CPU模块、电源模块、输入输出模块、特殊功能模块、通讯模块等,同时说明了PLC控制系统的网络通讯结构和输入输出模块的地址分配等重要信息。
3、PLC输入回路,一般每页图纸绘制16个输入点,并标明每个输入点所对应输入设备的功能。
4、PLC输出回路,一般每页图纸绘制16个输出点,并标明每个输出点所对应输出设备的功能。
二、项目实施(一供电线路1、主电路供电如附录P1所示,轮胎吊实训台采用主变压器输出的380V工频交流电源供电,经空气开关QF1给主电路供电。