欧式管形端子拉力标准UL486C
- 格式:pdf
- 大小:27.06 KB
- 文档页数:1
UL486A——486B接线器<参考译文>Wire Connectcers目录序言前言(ANCE)(略)前言(CSA) (略)前言(UL) (略)1 使用条件2 参考文献2.1 规范性引用文件2.2 资料性引用文件3 测量单位4 定义5 标志及缩写6 结构要求6.1 总则6.2 材料6.3 焊接插头7 试验要求7.1 总则7.2 电流循环试验7.3 静态热顺序试验7.4 机械顺序试验7.5 介电强度顺序试验7.6 绝缘可靠性试验7.7 跌落7.8 跌落后的介电强度7.9 绕曲7.10 低温安装7.11 吸湿7.12 力腐蚀/湿氨(NH4)7.13 力腐蚀/硝酸汞(HgNO3)8 样品要求8.1 总则8.2 电流循环试验8.3 静态热顺序试验8.4 机械顺序试验8.5 介电强度8.6 绝缘可靠性8.7 跌落8.8 跌落后的介电路度8.9绕曲8.10 低温安装8.11 吸湿8.12应力腐蚀/湿氨(NH4)8.13应力腐蚀/硝酸汞(HgNO3)9 试验方法9.1 总则9.2 电流循环9.3 静态热顺序9.4 机械顺序9.5 介电强度9.6 绝缘可靠性9.7 跌落9.8 跌落后的介电路度9.9绕曲9.10 低温安装9.11 吸湿9.12应力腐蚀/湿氨(NH4)9.13应力腐蚀/硝酸汞(HgNO3)10 标志、标签及包装表图附录A—资料性参考附录B—易燃性试验(材料V2和VTM-2)附录C—样品附录D—稳定系数计算附录E—标志位置指导序言(ANCE)(略)前言(CSA) (略)前言(UL) (略)1 使用条件1.1 本标准适用于供所有铜,铝合金或二者之用的连接器,适用于供载流部件间接能用的连接器。
在加根据加拿大电气规范,第一部分;C22.1,国家电气规范,NFPA-70,美国的口国家标准中或电气安装标准中,在墨西哥中,根据NOM-001-SEDE,如下:a)压线连接器预期一根或更多导线;b)供符合上述电气和设备要求的电气和设备使用的连接器;c)焊接连接器;d)接头线连接器;供4WG(21.2mm2)或更大导线用;注:接头线和电缆连接器供导线尺寸范围可以包括的导线尺寸小于4AWG(21.2mm2)e)中性线汇流排;f)用于额定和低于35000V电路的不绝缘连接器;g)不供普通使用的额定电流连接器;和h)绝缘段连接器。

线束通用检验规范版本:A编制/日期:_____________审核/日期:_____________批准/日期:_____________ 版本修改记录:1. 目的:使生产制作人员和检验人员有统一的标准可依。
2. 范围:本规范规定了冲制裸压端子压接作业方法、检验标准及判定标准3•规范性引用文件:IPC-A-620 线缆及线束组件的一般要求UL486A 电线与端子压接拉力测试标准4. 术语与定义:4.1端子拉脱力:端子和导体压接后,将导体从端子中拉脱时的所需最小分离力。
4.2压接高度:端子和导体压接后,在导体压接区所形成的闭合压接截面的最大高度5. 制作与检验要求5.1端子各部分区域的示意图:示意图序号名称1绝缘皮检查窗2喇叭口3刷尾检杳窗4锁紧翼/锁紧舌/锁紧弹片5绝缘皮压接区6导体压接区7端子结合区/装配功能区8料带残耳/料带头9接线柱挡耳/止位挡片5.2 裁线检验标准521导体损伤:状态图示描述大于121 6% 5% 5%描述5.3线材处理一沾锡先沾锡以确保被锡焊的芯线形成一个统一的、可焊性的表面。
多股芯线沾锡有一个附加的好处: 能将单股的芯线沾在一起,以使整个的芯线能够焊在端子上或附件的焊点上,而不是单股的芯线外露。
5.2.2 绝522绝 状态 理想状态绝缘层被切的整齐且沒有被收缩, 变长,碎屑,变色,腐蚀或烧伤。
绝缘层被切的整齐且沒有被收缩, 变长,碎屑,变色,腐蚀或烧伤。
匀收状态绝缘层经过剥皮后有轻微的均衡 的印痕。
绝缘层经过剥皮后有轻微的均衡 的印痕。
绝缘层的厚度減少不超过 20%绝缘层的不平整度要小于绝缘层 外径的50%或者小于1mm 绝缘层的不平整度要小于绝缘层 外径的50%或者小于1mm 绝缘层在剥皮过程中产生变色。
绝缘层被切开或损伤 绝缘层的厚度減少超过 20% 拒收状态绝缘层的不平整度大于绝缘层外 径的50%或者或1mm 绝缘层烧焦 绝缘层熔到导体里控制要求:芯线需要焊锡的部分,装配、焊接前要沾锡。

端子是电子设备中连接电路的重要部件,而端子的铆压高度和宽度对于端子的质量和稳定性有着至关重要的影响。
端子的铆压高度和宽度需要符合一定的标准,才能保证端子的性能和可靠性。
本文将介绍端子铆压高度和宽度的ul标准,以及其对端子质量的影响。
一、端子铆压高度的ul标准1. ul标准是指Underwriters Laboratories的标准,是国际上公认的电气设备安全认证机构之一,其标准严格、权威。
2. 根据ul标准,端子的铆压高度需要符合一定的要求,一般情况下,端子的铆压高度需要保证在一定的范围内,以确保端子的连接稳定性和可靠性。
3. ul标准对于不同类型的端子,其铆压高度的要求也有所不同,具体的要求需要根据ul标准的相关文件进行查询。
二、端子铆压宽度的ul标准1. 端子的铆压宽度也是影响端子质量的重要因素之一,合适的铆压宽度可以确保端子与电路板之间的连接紧密可靠。
2. ul标准对于端子的铆压宽度也有明确的要求,一般情况下,铆压宽度需要能够满足电路板的厚度和材料的要求,以确保连接的牢固性。
3. 合适的铆压宽度可以有效避免端子在使用过程中因受力过大而出现松动或断裂的情况,从而提高了端子的可靠性和稳定性。
三、端子铆压高度和宽度对端子质量的影响1. 端子的铆压高度和宽度对于端子的质量和性能有着直接的影响,合适的铆压高度和宽度可以确保端子与电路板之间的连接牢固可靠,从而提高了端子的使用寿命和稳定性。
2. 如果端子的铆压高度和宽度不符合ul标准的要求,可能会导致端子在使用过程中出现连接不可靠或断裂的情况,从而影响整个电子设备的性能和安全性。
3. 严格按照ul标准对端子的铆压高度和宽度进行控制和检测,对于提高端子的质量和可靠性具有重要的意义,也是保证电子设备安全可靠运行的重要保障。
四、结论端子的铆压高度和宽度是影响端子质量和可靠性的重要因素,而ul标准为端子的铆压高度和宽度制定了严格的要求。
严格按照ul标准对端子的铆压高度和宽度进行控制和检测,可以有效提高端子的质量和稳定性,保证电子设备的安全可靠运行。
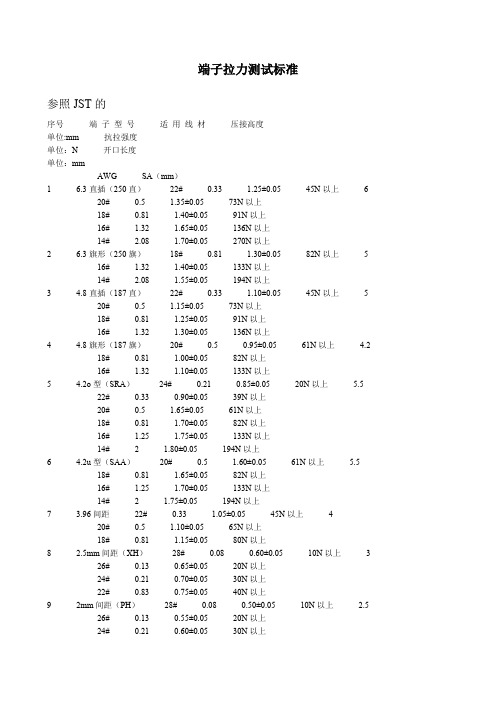
端子拉力测试标准参照JST的序号端子型号适用线材压接高度单位:mm 抗拉强度单位:N 开口长度单位:mmAWG SA(mm)1 6.3直插(250直)22# 0.33 1.25±0.05 45N以上 620# 0.5 1.35±0.05 73N以上18# 0.81 1.40±0.05 91N以上16# 1.32 1.65±0.05 136N以上14# 2.08 1.70±0.05 270N以上2 6.3旗形(250旗)18# 0.81 1.30±0.05 82N以上 516# 1.32 1.40±0.05 133N以上14# 2.08 1.55±0.05 194N以上3 4.8直插(187直)22# 0.33 1.10±0.05 45N以上 520# 0.5 1.15±0.05 73N以上18# 0.81 1.25±0.05 91N以上16# 1.32 1.30±0.05 136N以上4 4.8旗形(187旗)20# 0.5 0.95±0.05 61N以上 4.218# 0.81 1.00±0.05 82N以上16# 1.32 1.10±0.05 133N以上5 4.2o型(SRA)24# 0.21 0.85±0.05 20N以上 5.522# 0.33 0.90±0.05 39N以上20# 0.5 1.65±0.05 61N以上18# 0.81 1.70±0.05 82N以上16# 1.25 1.75±0.05 133N以上14# 2 1.80±0.05 194N以上6 4.2u型(SAA)20# 0.5 1.60±0.05 61N以上 5.518# 0.81 1.65±0.05 82N以上16# 1.25 1.70±0.05 133N以上14# 2 1.75±0.05 194N以上7 3.96间距22# 0.33 1.05±0.05 45N以上 420# 0.5 1.10±0.05 65N以上18# 0.81 1.15±0.05 80N以上8 2.5mm间距(XH)28# 0.08 0.60±0.05 10N以上 326# 0.13 0.65±0.05 20N以上24# 0.21 0.70±0.05 30N以上22# 0.83 0.75±0.05 40N以上9 2mm间距(PH)28# 0.08 0.50±0.05 10N以上 2.526# 0.13 0.55±0.05 20N以上24# 0.21 0.60±0.05 30N以上备注:类似端子型号按此规范执行。
冷压端子拉力测试标准冷压端子拉力测试标准因不同的冷压端子类型而异。
以下是一些常见类型的冷压端子及其对应的拉力标准:圆形端子:在轴向拉力下,不少于60牛。
U型端子:在轴向拉力下,不少于80牛。
三角形端子:在轴向拉力下,不少于100牛。
角形端子:在轴向拉力下,不少于120牛。
环形端子:在轴向拉力下,不少于150牛。
在拉力测试时,需要注意的是,应该施加与端子实际工作时受到的力相似的力。
在测试过程中应该将仪器放在稳固平坦的表面上,并保证测试时导线不会受到外力的影响。
同时,需要注意以下操作流程和注意事项:操作流程:准备工作:根据测试标准选择适当的测试设备和工具,安装调试好设备。
样品制备:选取需要测试的冷压端子,根据样品要求加工制备。
拉力测试:按照测试标准的要求,将样品固定在测试设备上,通过测试设备施加拉力,测试端子的断裂拉力或松脱力。
记录数据:测试过程中需要记录数据。
包括测试样品的标识信息、拉力值和测试环境温度等。
数据处理:对测试数据进行处理,计算各项测试指标。
注意事项:在进行测试前必须确保设备和工具的正常运行和使用,确保测试的准确性和可靠性。
测试过程中需要对测试样品进行检查和放置,避免样品存在杂质和损伤等情况。
测试过程中需要注意测试环境的稳定,避免外力干扰和温度变化等影响测试结果的因素。
对于测试过程中发现的异常情况,需要及时停止测试,并进行检查和调整。
总之,正确的拉力测试和评估非常重要,这可以保证电气设备的正常工作和延长其使用寿命。
需要根据不同的冷压端子型号和规格,选择合适的拉力测试方法,并按照相应的拉力标准进行评估。
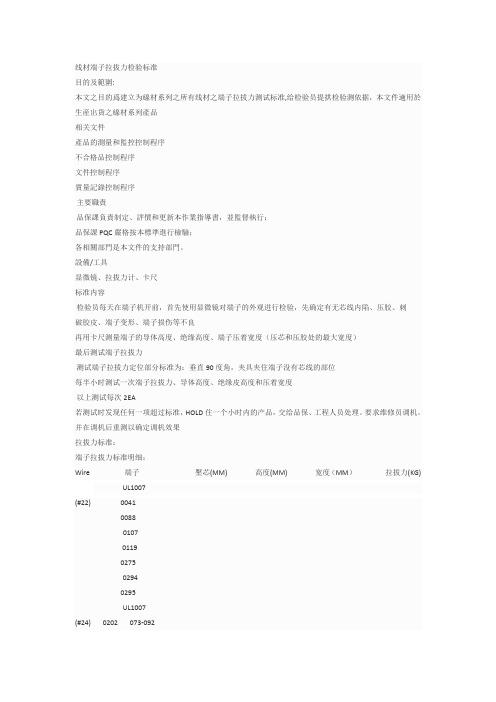
线材端子拉拔力检验标准目的及範圍:本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品相关文件產品的測量和監控控制程序不合格品控制程序文件控制程序質量記錄控制程序主要職責品保課負責制定、評價和更新本作業指導書,並監督執行;品保課PQC嚴格按本標準進行檢驗;各相關部門是本文件的支持部門。
設備/工具显微镜、拉拔力计、卡尺标准内容检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度)最后测试端子拉拔力测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度以上测试每次2EA若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。
要求维修员调机。
并在调机后重测以确定调机效果拉拔力标准:端子拉拔力标准明细:Wire 端子壓芯(MM) 高度(MM) 宽度(MM)拉拔力(KG) UL1007(#22) 0041008801070119027502940295UL1007(#24) 0202 073-09202030274029700330028UL1007(#26) 0067 --0170 ---0136 --0046 --0046 M762 -0048(合打)0048(單打)00680076地线0055 --0090 ---0095 ---0119Wire 端子壓芯高度宽度拉拔力UL1007 (#28)0067(合打)--0067(单打)0067 061--0068 地线00760082 ---008200900095 ---UL2426(#24)0028005800680095UL2426(#26)082UL2426(#28)0170UL1007(#18)0026 (min) 10-2000290087 10-20008900920102/01020103/0103 10-200294 (min)0029 (min)0087 (min)UL1007(#24) 0029Wire 端子壓芯高度宽度拉拔力UL1571(#32)0103/01030061 --0061带套管00620062带套管00800080带套管00810081带套管00840084带套管00970097带套管00990099带套管0099两线合打0084两线合打0046带套管0046带套管0046/004600050005带套管025602590106Wire 端子壓芯高度宽度拉拔力UL1061(#26) 0033 00680082009501070107UL1061(#28) 00820046/0046014800680095010501060131 .01530170 10-20025900480130UL2725(#24) 01070095UL2725(#28) 0170005800550095UL2725(#26) 0082Wire 端子壓芯高度宽度拉拔力UL1571(#32) 0102/0102小线 0102/0102地线0081地线0084地线UL1571(#28)00990046/00460046/004600810084008400970148099(合打)--0106 --0130 ---0131 ---0097 --0106 -- mm0046/0046(M762)0259UL1571 (#28)0259UL1571(#26)00900046Wire 端子壓芯高度寬度拉拔力UL1571 (#26) 00460260UL2651(#28) 00820067008800950296UL1691(#28) 01060259UL1691(#26) 00900260UL3239(#24) 01720173Ul3239(#22) 0172017302020203UL3239(#28) 0202017201730203 UL1007(#22) 0170 UL1061(#28) 0097UL1571(#28) 0074质量记录及保养:《端子压着测试记录表》―――1年端子。
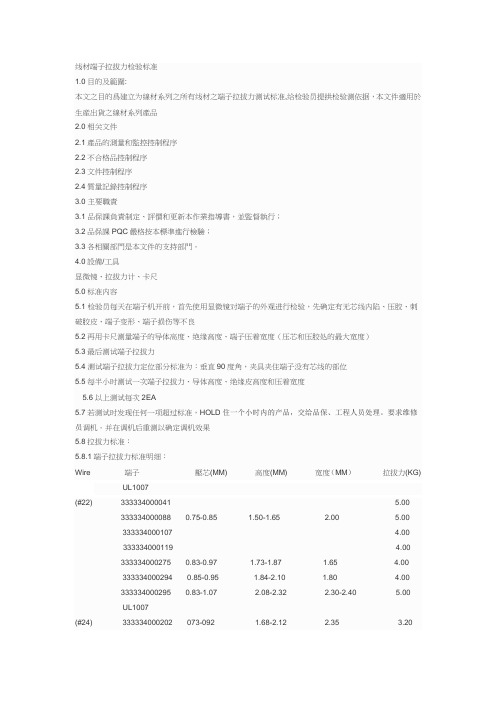
线材端子拉拔力检验标准1.0目的及範圍:本文之目的爲建立为線材系列之所有线材之端子拉拔力测试标准,给检验员提拱检验测依据,本文件適用於生産出貨之線材系列產品2.0相关文件2.1產品的測量和監控控制程序2.2不合格品控制程序2.3文件控制程序2.4質量記錄控制程序3.0 主要職責3.1 品保課負責制定、評價和更新本作業指導書,並監督執行;3.2品保課PQC嚴格按本標準進行檢驗;3.3各相關部門是本文件的支持部門。
4.0設備/工具显微镜、拉拔力计、卡尺5.0标准内容5.1 检验员每天在端子机开前,首先使用显微镜对端子的外观进行检验,先确定有无芯线内陷、压胶、刺破胶皮、端子变形、端子损伤等不良5.2再用卡尺测量端子的导体高度、绝缘高度、端子压着宽度(压芯和压胶处的最大宽度)5.3最后测试端子拉拔力5.4 测试端子拉拔力定位部分标准为:垂直90度角,夹具夹住端子没有芯线的部位5.5每半小时测试一次端子拉拔力、导体高度、绝缘皮高度和压着宽度5.6以上测试每次2EA5.7若测试时发现任何一项超过标准,HOLD住一个小时内的产品,交给品保、工程人员处理。
要求维修员调机。
并在调机后重测以确定调机效果5.8拉拔力标准:5.8.1端子拉拔力标准明细:Wire 端子壓芯(MM) 高度(MM) 宽度(MM)拉拔力(KG) UL1007(#22) 333334000041 5.00 333334000088 0.75-0.85 1.50-1.65 2.00 5.00333334000107 4.00333334000119 4.00333334000275 0.83-0.97 1.73-1.87 1.65 4.00333334000294 0.85-0.95 1.84-2.10 1.80 4.00333334000295 0.83-1.07 2.08-2.32 2.30-2.40 5.00UL1007(#24) 333334000202 073-092 1.68-2.12 2.35 3.20333334000203 0.68-0.87 2.18-2.32 2.70 3.50333334000274 0.68-0.82 1.68-1.87 1.70 3.50333334000297 0.73-0.84 1.23-1.37 1.44 2.50333334000033 0.85-0.95 1.60-1.70 1.65 4.50933333400028 0.66-0.77 1.15-1.27 1.38 3.50UL1007(#26) 333334000067 0.72-0.82 1.45-1.62 1.70 2.50333334000170 0.70-0.80 1.50-1.60 1.5-1.65 2.50333334000136 0.78-0.90 1.58-1.73 1.70 2.50333334000046 0.59-0.65 1.05-1.15 1.03 1.50933333400046 M762 0.59-0.65 1.05-1.15 1.03 1.50333334000048(合打) 0.82-0.92 1.55-1.65 1.62 3.00333334000048(單打)0.75-0.82 1.41-1.51 1.55 2.50333334000068 0.65-0.80 1.70-1.90 1.60 2.50333334000076地线3.00333334000055 0.70-0.80 1.50-1.70 1.70 2.50333334000090 0.70-0.80 1.70-2.00 1.7-1.90 2.00333334000095 0.70-0.80 1.25-1.35 1.3-1.45 2.50333334000119 2.50Wire 端子壓芯高度宽度拉拔力UL1007 (#28)333334000067(合打)0.69-0.77 1.25-1.31 1.70 1.50 333334000067(单打) 1.70 1.50 333334000067 061-0.71 1.36-1.46 1.70 2.00 333334000068 地线 2.00 333334000076 3.00 333334000082 0.70-0.80 1.13-1.35 1.4-1.68 1.50 333334000082 0D0.8mm 2.00 333334000090 OD0.8mm 2.00 333334000095 0.60-0.70 1.25-1.35 1.3-1.45 2.00 UL2426(#24)933333400028 0.68-0.75 1.17-1.25 1.38 3.50 933333400058 0.70-0.80 1.20-1.30 1.46 2.50 333334000068 0.73-0.84 1.58-1.72 1.60 3.50 333334000095 0.70-0.80 1.30-1.40 1.46 2.50 UL2426(#26)33333400082 0.75-0.90 1.08-1.28 1.65 2.50 UL2426(#28)333334000170 1.50UL1007(#18)333334000026 1.10(min) 2.35-2.65 2.91 10-20333334000029 1.05-1.15 1.85-2.00 1.98 6.00333334000087 1.05 2.15-2.4 2.68 10-20333334000089 1.08-1.18 2.18-2.30 3.03 10.00333334000092 1.30-1.40 2.2-2.32 2.70333334000102/933333400102 1.03-1.40 2.20-2.28 2.68 333334000103/933333400103 1.16-1.35 2.10-2.45 10-20333334000294 1.05(min) 2.70-3.00 5.00333334000029 0.75(min) 1.65-1.95333334000087 0.8(min) 1.90-2.00UL1007(#24) 333334000029 0.81-0.95 1.61-1.72 1.84 3.50Wire 端子壓芯高度宽度拉拔力UL1571(#32)333334000103/933333400103 0.53-0.61 0.85-0.95 1.00 0.75333334000061 0.47-0.57 0.7-0.82 0.77333334000061带套管 0.58-0.64 0.95-1.05 1.00333334000062 0.48-0.54 0.70-0.80 0.85333334000062带套管0.53-0.61 0.70-0.80 1.00333334000080 0.46-0.52 0.70-0.80 0.85333334000080带套管0.53-0.61 0.72-0.82 1.00333334000081 0.40-0.50 0.73-0.87 1.04333334000081带套管0.56-0.67 0.93-1.07 1.04333334000084 0.52-0.58 0.75-0.85 1.00333334000084带套管0.57-0.65 0.95-1.05 1.00333334000097 0.42-0.52 0.78-0.87 0.85333334000097带套管0.54-0.64 0.93-1.07 0.85333334000099 0.44-0.51 0.70-0.80 1.00333334000099带套管0.52-0.58 0.95-1.05 1.00333334000099两线合打0.50-0.60 0.95-1.05 1.00 0.80333334000084两线合打0.55-0.65 0.95-1.05 1.10 1.10333334000046带套管0.58-0.66 0.95-1.05 0.9-1.0 1.25933333400046带套管333334000046/933333400046 0.55-0.61 0.85-0.95 1.00 0.75933333400005 0.47-0.57 0.78-0.90 0.82933333400005带套管0.56-0.66 0.93-1.07 1.00333334000256 0.50-0.60 0.73-0.87 1.00333334000256带套管0.55-0.65 0.93-1.07 1.00333334000259 0.49-0.59 0.80-0.92 0.98333334000106 0.48-0.56 0.83-0.93 0.92-0.98Wire 端子壓芯高度宽度拉拔力UL1061(#26) 333334000033 2.50 333334000068 0.70-0.76 1.39-1.49 1.58 1.50333334000082 0.75-0.90 1.25-1.45 1.65 2.50333334000095 2.50333334000107 0.58-0.75 1.45-1.60 1.95-2.10 2.50333334000107 0.70-0.80 1.50-1.60 1.5-1.65 2.00UL1061(#28) 333334000082 0.70-0.80 1.13-1.35 1.40-1.60 2.20333334000046/933333400046 0.57-0.63 1.00-1.10 1.03 1.50333334000148 0.55-0.64 0.98-1.04 1.02 1.50333334000068 0.65-0.75 1.52-1.62 1.60 2.00333334000095 0.60-0.70 1.05-1.20 1.30-1.45 2.00333334000105 OD0.6mm 1.50333334000106 OD0.8mm 0.56-0.64 1.16-1.26 1.03 1.50333334000131 0.60-0.70 .090-1.10 0.90-1.10 1.50333334000153 0.59-0.65 1.16-1.26 1.03 1.50333334000170 0.60-0.70 1.10-1.30 1.50-1.60 10-20333334000259 0.54-0.66 1.14-1.28 1.00 1.50333334000048 0.55-0.64 0.98-1.04 1.02 1.50333334000130 0.60-0.70 1.00-1.15 0.90-1.10 1.50UL2725(#24) 333334000107 0.70-0.80 1.50-1.60 1.50-1.60 2.00333334000095 2.50UL2725(#28) 333334000170 0.60-0.70 1.40-1.50 1.50-1.60 2.00933333400058 0.60-0.70 1.05-1.20 1.30-1.45 2.00933333400055 0.70-0.76 1.13-1.23 1.40-1.68 1.50333334000095 2.00UL2725(#26) 333334000082 0.73-0.92 1.23-1.52 1.75 2.50Wire 端子壓芯高度宽度拉拔力UL1571(#32) 333334000102/933333400102 0.52-0.64 0.90-1.00 1.04 0.75小线 333334000102/933333400102 0.61-0.71 0.87-0.97 1.04 0.75地线333334000081 0.57-0.63 0.85-0.95 1.00 0.75地线333334000084 0.57-0.63 0.80-0.90 1.00 0.75地线UL1571(#28) 333334000099OD0.8mm 0.49-0.55 0.96-1.05 0.82 1.50333334000099 OD0.6mm 0.46-0.58 0.78-0.88 1.00 2.00333334000046/933333400046 0.59-0.65 1.16-1.26 1.03 1.50 OD0.8mm333334000046/933333400046 0.57-0.67 0.90-1.10 1.03 2.00 OD0.6mm333334000080 0.85 1.50 OD0.6mm333334000081 1.50 OD0.6mm333334000084 0.55-0.64 0.98-1.08 1.02 1.50 OD0.8mm333334000084 0.53-0.66 0.90-0.99 1.02 1.50 OD0.6mm333334000097 0.46-0.58 0.90-1.00 1.00 1.50 OD0.6mm333334000148 0.55-0.64 0.98-1.04 1.02 1.50 OD0.8mm33333400099(合打)0.60-0.68 1.03-1.10 1.00 2.00 OD0.6mm333334000106 0.55-0.65 1.10-1.30 1.05 2.00333334000130 0.66-0.75 0.93-1.07 0.90-1.0 1.50333334000131 0.50-0.60 0.90-1.10 0.90-1.0 1.50333334000097 0.49-0.55 0.96-1.05 0.84 1.50333334000106 0.55-0.65 0.80-1.10 1.05 1.50 OD0.6 mm333334000046/933333400046(M762)0.59-0.65 1.05-1.15 1.03 1.50 OD0.6mm 333334000259 0.55-0.65 0.80-1.10 1.05 1.50 OD0.6mmUL1571 (#28)333334000259 0.53-0.66 1.14-1.28 0.98 2.00UL1571(#26)333334000090 0.75-0.85 1.80-1.90 1.98333334000046 0.60-0.72 1.03-1.17 1.03Wire 端子壓芯高度寬度拉拔力UL1571 (#26) 933333400046 0.60-0.72 1.23-1.42 1.03 2.00333334000260 0.73-0.87 1.60-2.10 1.98 2.00UL2651(#28) 333334000082 0.60-0.85 1.25-1.50 1.69 1.50333334000067 0.65-0.72 1.15-1.26 1.54 2.00333334000088 0.60-0.68 1.09-1.23 1.82 2.00333334000095 0.60-0.70 1.05-1.20 1.30-1.45 2.00333334000296 0.60-0.85 1.25-1.50 1.69 2.00UL1691(#28) 333334000106 0.56-0.66 1.16-1.26 1.04 1.50333334000259 0.55-0.65 1.10-1.30 1.05UL1691(#26) 333334000090 0.75-0.85 1.80-1.90 1.90 2.00333334000260 0.75-0.85 1.80-1.90 2.00 2.00UL3239(#24) 333334000172 0.85-0.95 1.75-1.85 1.60-1.70 3.00333334000173 0.85-0.95 1.75-1.85 1.60-1.70Ul3239(#22) 333334000172 0.83-0.97 1.73-1.87 1.57-1.67 5.00333334000173 0.83-0.97 1.73-1.87 1.60-1.70333334000202 0.78-0.92 2.18-2.32 2.35 4.00333334000203 0.78-0.92 2.18-2.32 2.60UL3239(#28) 333334000202 0.58-0.65 1.85-1.95 2.20-2.40 1.50333334000172 0.66-0.72 1.54-1.62 1.67333334000173 0.70-0.80 1.55-1.70 1.67333334000203 0.58-0.65 1.90-2.0 2.60UL1007(#22) 333334000170 0.83-0.89 1.80-1.90 1.59 5.00 UL1061(#28) 333334000097 0.53-0.60 0.92-1.12 0.85 2.00 UL1571(#28) 333334000074 0.62-0.72 1.01.15 1.16 1.506.0质量记录及保养:《端子压着测试记录表》―――1年端子第十三章:干燥通过本章的学习,应熟练掌握表示湿空气性质的参数,正确应用空气的H–I 图确定空气的状态点及其性质参数;熟练应用物料衡算及热量衡算解决干燥过程中的计算问题;了解干燥过程的平衡关系和速率特征及干燥时间的计算;了解干燥器的类型及强化干燥操作的基本方法。
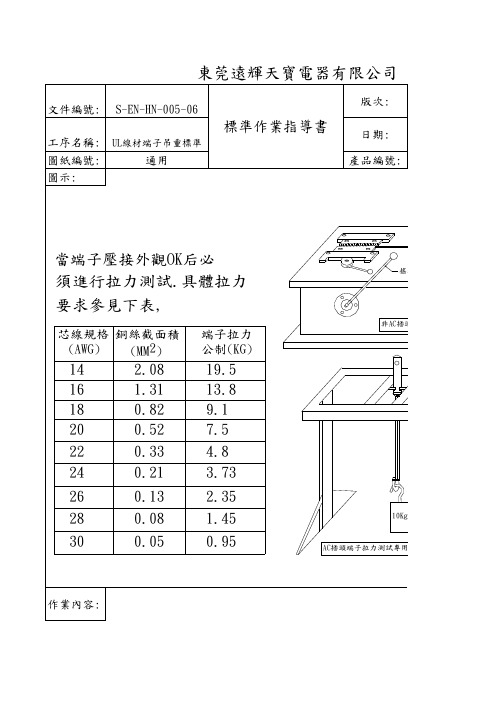
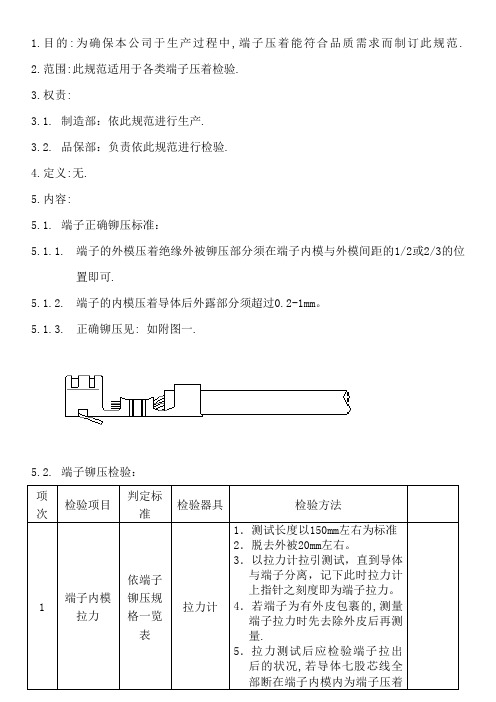
1.目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.范围:此规范适用于各类端子压着检验。
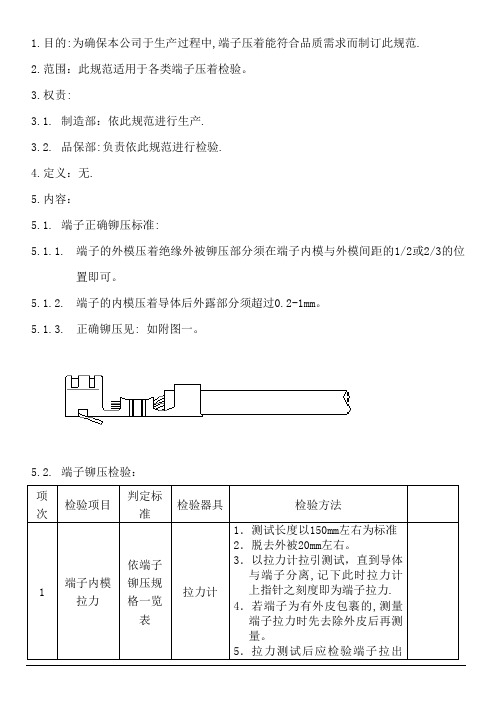
3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验.4.定义:无.5.内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可。
5.1.2.端子的内模压着导体后外露部分须超过0.2-1mm。
5.1.3.正确铆压见: 如附图一。
5.2.端子铆压检验:项次检验项目判定标准检验器具检验方法1 端子内模拉力依端子铆压规格一览表拉力计1.测试长度以150mm左右为标准2.脱去外被20mm左右。
3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量。
5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露。
双并线之拉力在拉力规格范围内即可,不要求符合5条。
项次检验项目判定标准检验器具检验方法2 端子内模高度依端子铆压规格一览表分离卡3 端子外模绝缘被覆损伤露芯线或滑出为不允收摇摆导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整.5.3.端子铆压检验标准:项次检验项目判定标准不良图示说明检验方法1外观绝缘外被压着过长不允收。
(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
目视2 绝缘外被压着过短不允收(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
目视3 尾料切断部分,所剩下之料头超过1mm.不允收量测项次检验项目判定标准不良图示说明检验方法4 外观端子内模有导体外露(分叉)。
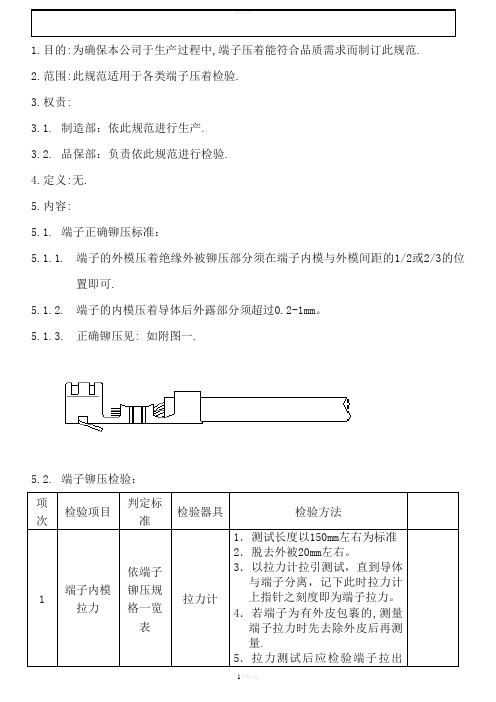
1.目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.范围:此规范适用于各类端子压着检验.3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验.4.定义:无.5.内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可.5.1.2.端子的内模压着导体后外露部分须超过0.2-1mm。
5.1.3.正确铆压见: 如附图一.5.2.端子铆压检验:项次检验项目判定标准检验器具检验方法1端子内模拉力依端子铆压规格一览表拉力计1.测试长度以150mm左右为标准2.脱去外被20mm左右。
3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合5条.项次检验项目判定标准检验器具检验方法2端子内模高度依端子铆压规格一览表分离卡3 端子外模绝缘被覆损伤露芯线或滑出为不允收摇摆导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
5.3.端子铆压检验标准:项次检验项目判定标准不良图示说明检验方法1外观绝缘外被压着过长不允收。
(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
目视2 绝缘外被压着过短不允收(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
目视3 尾料切断部分,所剩下之料头超过1mm.不允收量测项次检验项目判定标准不良图示说明检验方法4 外观端子内模有导体外露(分叉).不允收目视5 导体压着过长(导体过于靠近端子头部)不允收,此现象将造成端子不易与H.S.G实配。
端子与导线压接力标准Technology(DG)Co、,Ltd文件名称端子与导线压接力标准文件编号ST/ENG-23版本01页码/总页数1/11、0 目的:确保样品、生产首件、量产时端子与导线压接力达到国际标准,满足客户压接力要求;2、0 范围:此标准适用本公司所有打端子产品、在没有特殊说明并且客户没有要求时,须满足UL486A的标准、当客户要求军规标准时,须以MIL-T-7928G为标准、当客户要求其它标准时,须在工程图/检规上注明并描述清楚测试方法;3、0 方法: UL486A标准,测试铜丝与端子的最小保持力,保持1分钟、(参考UL486A)MIL标准,端子与线材分别固定在测试机两端,测试机两端须以1、0+/-0、25英寸每分钟的相对速度移动;(参考MIL-STD-1344A METHOD2003、1 或 EIA-364-08B)4、0 要求:测试期间和测试后绝缘铆合处不能松动,铜丝不能断裂或部分断裂,铜丝不能从端子中拉出、MIL标准,在出现上述现象前的最大拉力须大于最小拉力要求;5、0 最小拉力对照表:线规(AWG)截面积(mm)最小拉力UL486AMIL-T-7928G公斤(KG)磅(pounds)公斤(KG)磅(pounds)281、7180250、0550481、5400645、4100136、1300840、990102、1225105、0 36、38068、1150123、031、87049、9110142、022、75031、870161、2513、63022、750180、859、1xx、338200、55、9138、719220、33、740、22、354、610260、131、433、27280、081、02300、050、681、5320、451、0核准(工程部主管)制作(产品工程师)日期日期。
UL 486E用于连接铝和/或铜导体的设备接线端子目次前言引言1 范围2 测量单位3 参考结构4 总则5 材料性能6 总则7 样品的选择7.1 总则7.2 热循环7.3 静态加热程序7.4 机械程序8 样品的准备8.1 总则8.2 试验和控制导线8.3 导线剥皮8.4 拧紧扭矩8.5 均衡器9 温度测量10热循环试验10.1 总则10.2 样品试验装配装置10.3 紧固部件11 静态加热试验12 牢固性试验13 重复静态加热试验14 拔出试验14A 10天潮湿氨-空气应力断裂试验标志15 详细内容引言1 范围1.1 这些要求适用于预期与(带有符合“国家电气法规NFPA 70”的铜、铝或覆铜铝线的)器具或设备一起使用的压力型设备接线端子。
端子的结构要保证它们与任何导线一起使用都是可接受的。
1.2 这些要求适用于现场连接的设备接线端子,它们是设备整体的一部分,或预期用在某一特定设备中。
1.3 这些要求覆盖了标定电流的设备接线端子、标定功率的端子和标定导线范围的端子,这些端子预期用在器具和设备中并符合这些器具和设备的要求。
1.4 这些要求覆盖了预期与AWG 12(3.3)或以上的铝或覆铜铝导线以及AWG 30(0.05 mm2)或以上的铜导线一起使用的端子型导线连接器。
电流额定值基于按照连接器的额定值标定为75︒C或90︒C的绝缘导体的载流量,且不超过接线端子的最大电流额定值(如果提供的话)。
对于预期与标准导线一起使用的设备接线端子,则预期采用下述导线股结构:铝线——B类同心、压缩、及单向捻实的铜线——B类同心和压缩,C类同心覆铜铝线——B类同心也可以按标识所示包括其它类别及绞股结构。
(1995年8月29日对1.4进行了修订)1.4A 这些要求还覆盖了为AWG 2(33.6 mm2)及以上的压实绞股铜导线附加标定的连接器。
这些连接器是按照15.9A标记的。
参见4.1及8.2.6(b)(3)例外。
(2000年5月23日对1.4A进行了修订)1.4B这些要求还覆盖了1.3规定的预期与米制导线一起使用的其横截面积在标定的AWG/kcmil导线范围内的所有类型的连接器。