UL486-1991端子拉力标准
- 格式:xls
- 大小:19.50 KB
- 文档页数:1
小型端子拉力测试国际标准(一)
小型端子拉力测试国际标准
简介
•小型端子拉力测试在电子设备制造和相关领域具有重要意义;•国际标准的制定旨在统一测试方法和评估标准;
•本文将介绍小型端子拉力测试的相关国际标准要求。
测试范围
1.小型端子的材料性能测试;
2.端子与连接器之间的拉力测试;
3.端子连接于基板或电线的拉力测试。
测试方法
1.测试前需准备合适的测试设备和工具;
2.对端子进行预处理,确保表面无任何污垢和氧化层;
3.使用合适的拉力测试仪进行测试,记录相关数据;
4.根据不同类型的端子,选择合适的测试方法,如常规拉力测试、
插拔测试等。
评估标准
1.根据国际标准要求,评估端子在不同拉力下的性能表现;
2.评估标准包括端子的最大拉力承受能力、连接稳定性等;
3.使用合适的统计方法对测试结果进行分析和结论。
国际标准
•[ISO 19694:2017](
•[IEC 60512-XX-XX](
结论
小型端子拉力测试国际标准的制定对于保证电子设备的可靠性和安全性具有重要意义。
通过遵守相关标准的要求,可以确保端子在各种应力下的正常工作和可靠连接。
如今,各个行业和企业都应当重视小型端子拉力测试的标准化和规范化,以提高产品质量和用户体验。
精心整理核准审核制作钟菊兰1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.0范围:此规范适用于各类端子压着检验.3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验.4.定义:无.5.0内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。
5.1.3.正确铆压见:如附图一.5.2.端子不良铆压标准:5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3.尾料切断部分,所剩下之料头超过1mm.如附图四。
5.2.4.端子内模有导体外露(分叉).如附图五。
5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与足,易脱落。
如附图七。
5.2.7.端子内模压着突嘴过大(超过内模的1/3)。
如附图八。
5.3.端子内模导体压着高度测量方式:如附图九5.4.端子外模绝缘外被压着检验方式:5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
如附图十.5.5.端子内模导体拉力测试及检验方式:如附图十一.5.5.1.测试长度以150mm左右为标准5.5.2.脱去外被20mm左右。
5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
5.5.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.5.5.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)5.5.6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合5.6.端子铆压后高度及拉力必须符合要求标准.5.6.1.详细见附件一:端子铆压规格一览表.5.6.2.若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定。
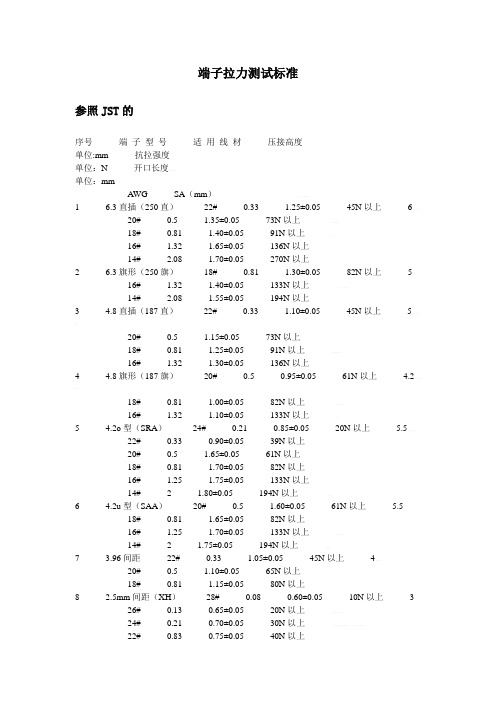
端子拉力测试标准参照JST的序号端子型号适用线材压接高度单位:mm 抗拉强度单位:N 开口长度单位:mmAWG SA(mm)1 6.3直插(250直)22# 0.33 1.25±0.05 45N以上620# 0.5 1.35±0.05 73N以上18# 0.81 1.40±0.05 91N以上16# 1.32 1.65±0.05 136N以上14# 2.08 1.70±0.05 270N以上2 6.3旗形(250旗)18# 0.81 1.30±0.05 82N以上 516# 1.32 1.40±0.05 133N以上14# 2.08 1.55±0.05 194N以上3 4.8直插(187直)22# 0.33 1.10±0.05 45N以上520# 0.5 1.15±0.05 73N以上18# 0.81 1.25±0.05 91N以上16# 1.32 1.30±0.05 136N以上4 4.8旗形(187旗)20# 0.5 0.95±0.05 61N以上 4.218# 0.81 1.00±0.05 82N以上16# 1.32 1.10±0.05 133N以上5 4.2o型(SRA)24# 0.21 0.85±0.05 20N以上 5.522# 0.33 0.90±0.05 39N以上20# 0.5 1.65±0.05 61N以上18# 0.81 1.70±0.05 82N以上16# 1.25 1.75±0.05 133N以上14# 2 1.80±0.05 194N以上6 4.2u型(SAA)20# 0.5 1.60±0.05 61N以上 5.518# 0.81 1.65±0.05 82N以上16# 1.25 1.70±0.05 133N以上14# 2 1.75±0.05 194N以上7 3.96间距22# 0.33 1.05±0.05 45N以上420# 0.5 1.10±0.05 65N以上18# 0.81 1.15±0.05 80N以上8 2.5mm间距(XH)28# 0.08 0.60±0.05 10N以上 326# 0.13 0.65±0.05 20N以上24# 0.21 0.70±0.05 30N以上22# 0.83 0.75±0.05 40N以上9 2mm间距(PH)28# 0.08 0.50±0.05 10N以上 2.526# 0.13 0.55±0.05 20N以上24# 0.21 0.60±0.05 30N以上备注:类似端子型号按此规范执行。

核准审核制作钟菊兰1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.0范围:此规范适用于各类端子压着检验.3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验.4.定义:无.5.0内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可. 5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。
5.1.3.正确铆压见: 如附图一.5.2.端子不良铆压标准:5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。
5.2.4.端子内模有导体外露(分叉). 如附图五。
5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与5.2.6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
如附图七。
5.2.7.端子内模压着突嘴过大(超过内模的1/3)。
如附图八。
5.3.端子内模导体压着高度测量方式:如附图九5.4.端子外模绝缘外被压着检验方式:5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
如附图十.5.5.端子内模导体拉力测试及检验方式:如附图十一.5.5.1.测试长度以150mm左右为标准5.5.2.脱去外被20mm左右。
5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
5.5.4.若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.15.5.5.拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)5.5.6.双并线合铆压在一端子时,端子内模时不得有芯线导体外露.双并线之拉力在拉力规格范围内即可,不要求符合5.6.端子铆压后高度及拉力必须符合要求标准.5.6.1.详细见附件一:端子铆压规格一览表.5.6.2.若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。
1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范•2.0范围:此规范适用于各类端子压着检验.3. 权责:3.1. 制造部:依此规范进行生产.3.2. 品保部:负责依此规范进行检验.4. 定义:无.5. 0内容:5.1. 端子正确铆压标准:5.1.1. 端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可.5.1.2. 端子的内模压着导体后外露部分须超过0.2~1mm5.1.3. 正确铆压见:如附图一.5.2. 端子不良铆压标准:5.2.1. 绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2. 绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3. 尾料切断部分,所剩下之料头超过1mm.如附图四。
5.2.4. 端子内模有导体外露(分叉).如附图五。
5.2.5. 导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与5.2.6. 导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
如附图七。
5.2.7. 端子内模压着突嘴过大(超过内模的1/3 )。
如附图八。
5.3. 端子内模导体压着高度测量方式:如附图九5.4. 端子外模绝缘外被压着检验方式:5.4.1. 导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
如附图十.5.5. 端子内模导体拉力测试及检验方式:如附图十一.5.5.1. 测试长度以150m左右为标准5.5.2. 脱去外被20m左右。
5.5.3. 以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。
5.5.4. 若端子为有外皮包裹的,测量端子拉力时先去除外皮后再测量.5.5.5. 拉力测试后应检验端子拉出后的状况,若导体七股芯线全部断在端子内模内为端子压着高度过低,则必须重新将端子内模高度调高;若导体七股芯线无一股芯线留在内模中,则必须重新将端子内模高度调低.(除铆压双并线端子外)5.56 双并线合铆压在一端子时,端子内模时不得有芯线导体外露•双并线之拉力在拉力规格范围内即可,不要求符合七5.6. 端子铆压后高度及拉力必须符合要求标准.5.6.1. 详细见附件一:端子铆压规格一览表.5.6.2. 若端子为新端子(第一次生产)暂无端子高度规格时且客户无特别要求时,可以只记录实际高度的测量值,其拉力是否符合要求(按线号规格核对拉力要求)而作为最终判定的依据。

端子拉力标准(总10页) -CAL-FENGHAI.-(YICAI)-Company One1-CAL-本页仅作为文档封面,使用请直接删除核准审核制作钟菊兰1.0目的:为确保本公司于生产过程中,端子压着能符合品质需求而制订此规范.2.0范围:此规范适用于各类端子压着检验.3.权责:3.1.制造部:依此规范进行生产.3.2.品保部:负责依此规范进行检验.4.定义:无.5.0内容:5.1.端子正确铆压标准:5.1.1.端子的外模压着绝缘外被铆压部分须在端子内模与外模间距的1/2或2/3的位置即可.5.1.2.端子的内模压着导体后外露部分须超过0.2~1mm。
5.1.3.正确铆压见: 如附图一.5.2.端子不良铆压标准:5.2.1.绝缘外被压着过长(即绝缘外被过于靠近导体压着部分或将绝缘外被直接压着于导体压着部份),此种现象将造成铜丝易断落。
如附图二。
5.2.2.绝缘外被压着过短(即绝缘外被未完全被压着或没被端子外模包覆),此种现象将造成端子拉力不足,易脱落。
如附图三。
5.2.3.尾料切断部分,所剩下之料头超过1mm. 如附图四。
5.2.4.端子内模有导体外露(分叉). 如附图五。
5.2.5.导体压着过长(导体过于靠近端子头部),此现象将造成端子不易与5.2.6.导体压着过短(即导体未完全被压着或没被端子内模包覆),此种现象将造成端子拉力不足,易脱落。
如附图七。
5.2.7.端子内模压着突嘴过大(超过内模的1/3)。
如附图八。
5.3.端子内模导体压着高度测量方式:如附图九5.4.端子外模绝缘外被压着检验方式:5.4.1.导体外被压着后需将导线做上下90度弯曲三次,检查绝缘被覆是否有损伤或滑出,若有表面损伤或滑出,则压着高度须重新调整。
如附图十.5.5.端子内模导体拉力测试及检验方式:如附图十一.5.5.1.测试长度以150mm左右为标准5.5.2.脱去外被20mm左右。
5.5.3.以拉力计拉引测试,直到导体与端子分离,记下此时拉力计上指针之刻度即为端子拉力。

端子拉力测试国际标准单位
在端子拉力测试(Terminal Pull Test)中,常用的国际标准单位是牛顿(Newton)。
拉力测试用于测定电气连接器端子(如插头、插座等)与导线的连接牢固性,以确保连接的可靠性和性能。
在拉力测试中,端子连接部分受到一定的牵拉力,然后测定在何种牵拉力下连接是否能够保持稳定。
测试结果以牛顿(N)为单位表示连接的牵拉强度。
具体的国际标准和测试方法可能会因行业和应用而异。
在电气和电子领域,一些标准组织(如IEC、UL等)发布了相关的测试标准,这些标准通常详细描述了测试装置、测试参数、测试过程以及评估标准。
因此,进行端子拉力测试时,建议参考相应的行业标准以确保测试的准确性和可比性。