机械制造工艺学中南大学出版社
- 格式:ppt
- 大小:6.27 MB
- 文档页数:10
《机械制造工艺学》课程标准一、课程基本信息二、课程定位与作用《机械制造工艺学》是机械设计制造及其自动化专业的一门综合性专业课。
课程归纳总结机械制造工艺的有关科学理论与实践,探索解决工艺过程中遇到的实际问题,其作用为培养高素质机制专业人才从事机械加工工艺设计、机械装配工艺设计等工作岗位所必须的实用技能。
三、课程教学目标及要求《机械制造工艺学》课程教学基本要求:通过本课程的学习,使学生掌握机械制造过程中有关工艺问题的基本理论和方法,使学生初步具有分析和解决工艺等制造技术问题的能力及自学工艺理论和新工艺、新技术的能力。
(一)知识目标1)掌握机械加工工艺规程制定的有关理论和方法;2)掌握保证零件加工质量有关理论和方法;3)理解典型零件的机械加工工艺规程;4)掌握装配工艺规程的制定方法;5)了解现代制造技术。
(二)职业技术能力目标1)能制定中等复杂程度零件的机械加工工艺规程;2)分析影响零件加工精度的有关因素,提出相应措施保证零件加工精度;五、主要教学内容及要求:(注明:●代表重点★代表难点)第一部分教学内容(一)机械加工工艺规程的制定和工艺尺寸链 24学时[主要内容]1. 基本概念●2. 零件结构工艺性分析3.确定毛坯●4.定位基准的选择●5.工艺路线的拟定●6. 确定加工余量、工序尺寸及其公差7. 时间定额和提高劳动生产率的工艺途径8. 工艺过程的技术经济分析★9. 工艺尺寸链[教学要求]:1. 了解机械加工工艺过程基本概念,掌握制定机械加工工艺规程内容、步骤;2. 会分析零件结构工艺性的好坏,掌握零件毛坯的选择方法;3. 掌握工艺规程制定中的主要问题和内容确定;4. 理解工艺尺寸链的概念,掌握工艺尺寸链极值法解算公式并能应用其解决常见工艺尺寸链的问题;5. 了解机械加工生产率和经济性的基本知识。
(二)机械加工精度 8学时[主要内容]1. 基本概念●2. 工艺系统的几何误差●3. 工艺系统的受力变形●4. 工艺系统的受热变形5. 工艺系统的残余应力引起的加工误差★6. 加工误差的统计分析方法7. 提高和保证加工精度的方法和途径[教学要求]:1. 理解精度、误差、工艺系统及原始误差的概念;2. 掌握工艺系统的几何误差;3. 掌握工艺系统受力变形对加工精度的影响;4. 掌握工艺系统的热源及工艺系统热变形的影响;5. 理解工件残余内应力的概念及产生过程和消除方法;6. 了解提高加工精度的主要途径,能够对实例进行加工误差分析。
中南大学机械制造工艺学实验报告二组合夹具的设计、组装与调整《机械制造工艺学》课程实验报告实验名称: 实验二组合夹具的设计、组装与调整姓名: 班级: 学号: 实验日期: 年月日指导教师: 成绩:一、实验目的(1)掌握组合夹具的特点和设计装配方法,具有按加工要求组装组合夹具并进行检测的能力。
(2)了解组合夹具的元件种类、结构与功用。
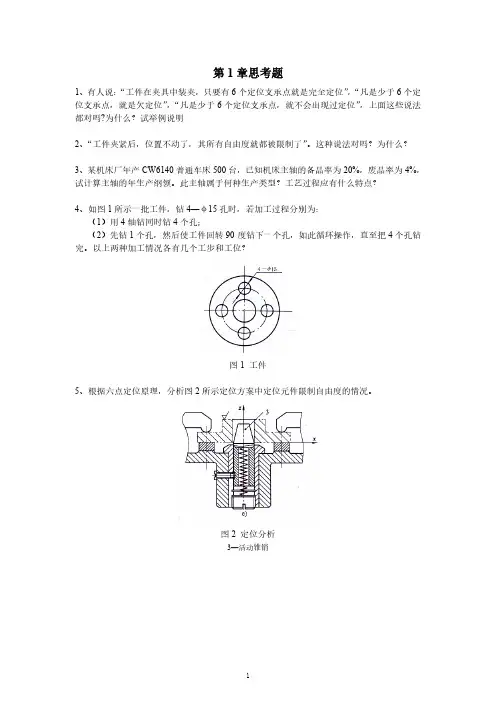
(3)掌握六点定位原理及粗、精基准选择原则。
(4)理解夹具各部分连接方法,了解夹具与机床连接及加工前的对刀方法。
(5)掌握定位方法,调整定位尺寸、消除形位误差、夹紧力的分析等。
(6)熟悉铣、钻、镗等机床夹具的特点。
二、实验设备、仪器及试件1(组合夹具元件一套。
2(零件实物一件。
3(活动扳手、铜锤、起子等工具。
4(千分尺、游标卡尺、千分表、磁力表座、块规、心棒等检具。
三、组合夹具元件及其作用通过本次实验,我们学习到:组合夹具按组装对元件间连接基面的形状不同,可分为槽系和孔系两大系统。
为了适应不同产品加工零件尺寸大小的需要,组合夹具按其尺寸大小又分为大、中、小型三个系列,见下表。
各系列中,其元件用途又可分为八大类。
在每一类元件中又分很多结构类型、品种及规格,以供组装不同夹具时搭配选用。
为了掌握组合夹具的组装技术,必须熟悉各类元件的结构特点、尺寸规格及使用方法,以便灵活运用各类元件,迅速组装出所适用的夹具来。
现以中型系列为例,介绍八大类元件的主要结构形式和基本用途。
1(基础件它是组合夹具中最大的元件,包括各种规格尺寸的方形、矩形、圆形基础板和基础角铁等。
基础件通常作为组合夹具的基体,通过它将其他各种元件或合件组装成一套完整的夹具,图1为其中的几种结构。
图1 基础件图2 支承件2(支承件支承件是组合夹具的骨架元件。
支承件通常在组合夹具中起承上启下的作用,即把上面的其他元件通过支承件与其下面的基础件连成一体,一般各种夹具结构中都少不了它。
支承件有时可作定位元件使用,当组装小夹具时,也可作为基础件。
《机械制造工艺学》教学教案(一)一、教学目标:1. 让学生了解机械制造工艺学的基本概念、内容及其在工程实践中的应用。
2. 使学生掌握机械制造工艺的基本原理和方法,具备分析、解决实际问题的能力。
3. 培养学生对机械制造工艺学的兴趣,提高其创新意识和工程实践能力。
二、教学内容:1. 机械制造工艺学的概念及其发展历程。
2. 机械制造工艺学的基本内容:工艺过程、工艺参数、工艺方法等。
3. 机械制造工艺在工程实践中的应用实例。
三、教学方法:1. 采用讲授法,讲解基本概念、原理和方法。
2. 利用案例分析法,分析机械制造工艺在实际工程中的应用。
3. 开展小组讨论,培养学生解决问题的能力。
四、教学准备:1. 教案、教材、课件等教学资源。
2. 计算机、投影仪等教学设备。
3. 相关工程案例资料。
五、教学过程:1. 引入新课:通过介绍机械制造工艺学的概念及其在工程实践中的应用,激发学生的学习兴趣。
2. 讲解基本概念:讲解机械制造工艺学的定义、发展历程、基本内容等。
3. 分析实际案例:分析机械制造工艺在实际工程中的应用实例,让学生了解其应用价值。
4. 小组讨论:让学生针对案例进行分析,提出解决方案,培养学生的实际问题解决能力。
5. 总结与反思:对本节课的内容进行总结,引导学生思考机械制造工艺学在工程实践中的重要性。
《机械制造工艺学》教学教案(二)二、教学内容:1. 机械制造工艺的基本原理:工艺过程、工艺参数、工艺方法等。
2. 机械制造工艺的制定与优化:工艺规程、工艺卡片、工艺数据库等。
3. 机械制造工艺的实施与控制:生产过程、质量控制、生产效率等。
三、教学方法:1. 采用讲授法,讲解基本原理、方法及其应用。
2. 利用互动教学法,引导学生参与讨论,提高课堂氛围。
3. 利用仿真软件,演示机械制造工艺的实施与控制过程。
四、教学准备:1. 教案、教材、课件等教学资源。
2. 计算机、投影仪等教学设备。
3. 相关仿真软件。
4. 实际生产案例资料。
《机械制造工艺学》教学大纲一、课程教学目标1. 对专业人才培养目标支撑本课程培养学生学习机械制造工艺的基本理论和基本知识,掌握制定工艺规程和设计专用夹具的原则、方法和步骤,使学生能够对机械加工过程一般工艺问题的进行分析,了解改进加工质量、提高生产率、降低成本的工艺途径方法,了解现代机械制造技术,培养学生的实践动手能力和创新精神,对培养有关制造工艺技术方面的应用型人才起到直接的和重要的作用。
2. 在课程体系中地位、作用机械制造工艺学课程是机械设计制造及其自动化专业的一门重要的本科专业课,它是为培养机械工程高等人才的需要而设置的。
机械制造工业在国民经济中具有十分重要的地位和作用,是国民经济的支柱,其规模和水平是反映国民经济实力和科学技术水平的重要标志,机械制造工艺学课程是以机械制造中的工艺问题为研究对象,研究工艺过程中的基本规律,合理选择工艺过程中的参数及控制这些参数的方法和手段的学科,具有理论性,实践性,关联性强的特点。
机械制造工艺学是制造技术学科中的核心内容,机械制造技术涉及面广,涉及各类制造方法和过程,从毛坯制造、热处理到机械加工、表面处理和装配,还涉及设备及工艺装备。
课程的学习要善于综合运用已学过的专业基础课和专业课,如工程材料及机械制造基础、计算机应用技术、电工电子学、检测技术、液压传动与控制、金属切削机床、企业管理与技术经济等课程。
图1 《机械制造工艺学》与已学相关课程的关系图2 《机械制造工艺学》与机械设计制造及其自动化专业其他课程中的关系3. 对专业培养要求支撑通过课程学习学生应获得以下几方面毕业要求中的知识、能力与素质:1. 毕业要求3中掌握工程基础知识和机械设计制造及其自动化相关的专业基础理论知识,了解机械设计制造及其自动化专业前沿发展现状和趋势;2. 毕业设计要求5中掌握机械设计、机械制造工艺和机电产品基本的创新方法,具有追求创新的态度和意识。
二、教学内容及基本要求第一章绪论(1)机械制造工程学科的发展(2)生产过程、工艺过程与工艺系统(3)生产类型与工艺特点(4)工件加工时的定位和基准要求学生了解机械制造工程学科的发展,掌握生产过程、工艺过程与工艺系统的基本概念,学习生产类型与工艺特点、工件加工时的定位和基准。
机械制造工艺学概念机械制造工艺学是工程技术的一个重要分支,它研究的是机械零部件和机械产品的生产加工过程,以及相应的工艺和技术方法。
通过掌握机械制造工艺学的概念和原理,可以有效地提高机械制造的质量和效率。
一、机械制造工艺学的定义与范围机械制造工艺学是研究机械工艺及其方法、技术和机械产品加工和装配过程的一门学科。
它的研究范围包括:机械制造的基本概念和基本要素,如材料、工件、工序等;机械制造的基本工艺,如切削、焊接、冲压等;机械制造的技术方法,如数控加工、模具设计等。
机械制造工艺学的目标是为了满足机械产品的设计要求,通过合理的工艺设计和工艺流程控制,实现机械制造的高效率、高质量和低成本。
二、机械制造工艺学的基本原理1. 工艺性原理:机械制造工艺学研究的核心是如何将机械产品的设计要求转化为具体的加工工艺和技术方法。
在机械制造中,需要考虑材料的可加工性、工艺的可行性以及加工效率等因素,从而确定最佳的工艺方案。
2. 工序性原理:机械制造过程通常由多个工序组成,每个工序都有自己的特点和要求。
在机械制造工艺学中,需要对每个工序进行详细的分析和设计,确保工序间的衔接和协调,从而保证整个制造过程的顺利进行。
3. 技术性原理:机械制造工艺学离不开现代机械制造技术的支持。
随着科技的不断发展,新的制造技术和方法层出不穷,机械制造工艺学需要与时俱进,不断引入新技术,提高制造效率和产品质量。
三、机械制造工艺学的应用机械制造工艺学的研究成果广泛应用于各个领域的机械制造中。
它不仅涉及传统的制造行业,如汽车制造、航空航天、机床制造等,还涉及到新兴的制造领域,如光学仪器、电子设备等。
在实践应用中,机械制造工艺学主要发挥以下几个方面的作用:1. 工艺设计与优化:机械制造工艺学可以根据机械产品的设计要求,设计出合理的工艺流程和工艺方法,并优化工艺参数,提高加工效率和产品质量。
2. 制造工艺控制:机械制造工艺学可以通过制定工艺规范和标准,对制造过程进行全面的控制和管理,确保产品的一致性和稳定性。
《机械制造工艺学》课程设计教学大纲课程编号: 015008课程名称(中/英文):机械制造工艺学课程设计Course design of mechanical manufacturing technology课程类型:模块课(平台课、模块课、课程群)总学时:2周学分:2适用对象:机械工程及相关专业先修课程:机械制造工艺学、机械工艺装备技术后续课程:机械类各专业课程开课单位:机械工程学院一、课程性质和教学目标《机械制造工艺学》课程设计是机械类各专业的一门极其重要的课程设计。
通过本课程设计的学习,要求学生达到以下目标:知识目标:目标1:使学生能够熟练运用机制工艺学中的基本理论,对零件的精度要求、加工方法、零件毛坯生产等进行分析;正确、合理的安排零件的加工工艺路线,制定出该文件的机械加工工艺规程;目标2:在正确对零件定位、夹紧的分析基础上,学会选择合适的定位元件、夹紧元件(机构)、导向元件及其元件,从而组成合理的定位、夹紧、导向方案,并通过夹具设计提高结构设计能力;目标3:熟练使用工艺手册及图表资料;目标4:进一步提高撰写设计说明书及绘图的能力,如对加工余量、工序尺寸、切削用量、时间定额的计算的确定,尤其是夹具中定位误差、导向误差的分析与计算,夹紧机构夹紧力的估算等。
能力目标:目标5:具备分析及设计机床夹具的能力,具备分析和解决工程实际问题的创新意识和设计能力;目标6:具备有效交流的能力,能够运用外语和技术语言获取机床夹具领域的前沿及发展趋势的能力。
本课程所能支撑的毕业要求、以及本课程的教学目标与毕业要求的对应关系如下:本课程设计的基本要求是:使学生能够熟练运用机制工艺学中的基本理论,对零件的精度要求、加工方法、零件毛坯生产等进行分析;正确、合理的安排零件的加工工艺路线,制定出该文件的机械加工工艺规程;在正确对零件定位、夹紧的分析基础上,学会选择合适的定位元件、夹紧元件(机构)、导向元件及其元件,从而组成合理的定位、夹紧、导向方案,并通过夹具设计提高结构设计能力;熟练使用工艺手册及图表资料;进一步提高撰写设计说明书及绘图的能力,如对加工余量、工序尺寸、切削用量、时间定额的计算的确定,尤其是夹具中定位误差、导向误差的分析与计算,夹紧机构夹紧力的估算等。
