工艺实验指导模板
- 格式:docx
- 大小:186.05 KB
- 文档页数:24
实验指导书组合夹具的设计和组装在机床上加工工件时,为保证加工精度,工件必须正确安装在机床上,用于安装工件的工艺装备称为机床夹具。
夹具通常可分类为通用夹具、专用夹具、成组夹具、组合夹具以及随行夹具。
组合夹具是由一套预先制造好的标准元件组装成的专用夹具,它在使用时具有专用夹具的优点,当产品变换时又可重新组装成新的夹具。
因此它不仅适用于新产品试制和单件小批生产,也适用于较大批量的生产。
本次实验内容为工件定位、夹紧方案的设计和中型槽系组合夹具的设计与组装。
一.实验目的1.理解机床夹具在机械加工中的重要作用;2.深入理解六点定位原理、过定位、欠定位、完全定位、不完全定位、工序基准、定位基准、测量基准、设计基准等基本概念;3.了解组合夹具的主要特点以及槽系组合夹具各种元件及其功用;4.了解组合夹具设计的基本要求及基本组装知识;5.学会根据一个零件的工序工艺要求,设计并组装该工序加工需要的合理的组合夹具;6.学会检查、调整组合夹具中的定位尺寸;二.实验装置及工具1.中型系列槽系组合夹具元件;2.零件图;3.工件毛坯若干件;4.组装夹具需用的工、量具等;三.中型系列槽系组合夹具简介夹具具有保证加工质量、提高生产率、减轻劳动强度以及扩大机床工艺范围的作用。
采用6个按一定规则布置的约束点,可以限制工件的6个自由度,实现完全定位(六点定位原理)。
组合夹具分为槽系和孔系两个系列,孔系组合夹具是在槽系之后发展的柔性夹具,由于其便于计算机编程,所以特别适合于在加工中心、数控机床和柔性生产线上作为工装或随行夹具。
二者的主要区别在于槽系组合夹具元件主要靠键和槽来定位,而孔系组合夹具元件主要靠定位销和精密孔来定位。
槽系组合夹具元件按其主要的结构要素设计了三个型别:大(D)、中(Z)、小(X)。
槽系组合夹具具有元件品种规格多,组装灵活性大的特点,但其本身刚度低,需要考虑刚度问题,适合普通钻床、车床、铣床使用。
柔性夹具组件可以通过组装——使用——分解——再组装周而复始循环使用。
施工工艺实训指导书1. 实训目的本实训旨在帮助学生掌握基本的施工工艺,包括准备施工现场、选择施工材料、进行施工操作等方面的能力。
2. 实训准备在进行施工工艺实训之前,需要进行以下准备工作:2.1 施工现场准备•确定施工地点:选择一个适合实训的场地,保证实训过程安全顺利进行。
•清理现场:清除施工现场上的杂物和其他障碍物,确保施工区域整洁有序。
•安装安全警示标志:设置必要的安全警示标志,提醒实训人员注意安全事项。
2.2 工具和材料准备•预备工具:准备与实训内容相关的工具,例如:锤子、刷子、扳手等。
•预备材料:准备与实训内容相关的材料,例如:钢筋、水泥、沙子等。
•检查工具和材料:检查所准备的工具和材料是否齐全,并确保其质量符合要求。
2.3 施工流程规划•制定施工流程:根据实训内容,制定详细的施工流程和步骤。
•进行施工方案评估:评估制定的施工计划是否合理,是否有需要改进的地方。
•澄清疑问:实训人员在准备阶段应该提前搞清楚实训内容,解决疑问。
3. 实训内容3.1 施工准备在开始实际施工之前,需要进行一些准备工作。
•确定施工区域:根据实训计划,确定具体的施工区域,确保实训过程的安全性和顺利性。
•清理施工区域:清除施工区域的杂物和障碍物,确保施工区域的整洁有序。
•标记施工要点:根据施工计划,标记出施工要点和关键位置,以便实训人员准确进行施工。
3.2 选择施工材料在进行施工过程中,正确选择适合的施工材料非常重要。
•了解材料要求:根据施工计划,了解所需材料的规格、品质和数量要求。
•选择合适的材料:根据材料要求,选择合适的材料,并检查其质量是否符合要求。
•购买材料:按照所需材料的类型和数量,在合适的供应商处购买所需材料。
3.3 施工操作在施工过程中,需要按照一定的步骤进行施工操作。
•遵循施工流程:根据施工计划,按照预定的顺序和步骤进行施工操作。
•注意安全事项:在施工过程中,要时刻注意安全事项,佩戴好防护用具,确保自身和他人的安全。

实验报告
学院:专业:年月日
4.实验方法、步骤、程序及测试结果建立S,P,J,SPJ表:
1.找出所有供应商的姓名和所在城市
运行程序:SELECT SNAME,CITY FROM S;
运行结果图:
2.找出所有零件的名称、颜色、重量
运行程序: SELECT PNAME,COLOR,WEIGHT FROM P;
运行结果图:
3.找出使用供应商S1所供应零件的工程号码
运行程序: SELECT JNO FROM SPJ
WHERE SNO='S1';
运行结果图:
4.找出工程项目J2使用的各种零件的名称及其数量
运行程序: SELECT PNAME,QTY
FROM P,SPJ
WHERE P.PNO=SPJ.PNO AND SPJ.JNO='J2';
运行结果图:
5.找出天津厂商供应的所有零件号码
运行程序: select PNO
FROM S,SPJ
WHERE S.SNO=SPJ.SNO AND CITY='天津';
运行结果图:。

实验方案设计模板实验,指的是科学研究的基本方法之一。
下面是XX整理的实验方案设计模板,欢迎阅读参考!实验方案设计模板一一、实验名称:临时装片、切片、涂片的制作、观察和指导二、实验目标:让学生通过独立自主的制作临时装片、切片、涂片的方法来感知细胞的形态和结构,从而使学生对细胞达到一定的认识,为以后的教学作下铺垫。
制作临时装片的成功,对提高学生的生物学兴趣和生物科学素养都起着重要的作用。
同时,这样锻炼了学生的动手能力,也培养了学生的自己动脑思考的能力。
三、实验方法及步骤:实验材料:显微镜、载玻片、盖玻片、镊子、刀片、吸水纸、解剖针、毛笔、滴管、擦镜纸;清水、碘酒溶液;西红柿、空心莲子草、洋葱;创可贴实验步骤:1、临时装片的制作⑴准备擦用擦镜纸把载玻片和盖玻片擦拭干净改进:将洁净的纱布改为擦镜纸,擦拭玻片时要注意用左手的拇指和食指夹住玻片的两端,右手的拇指和食指衬垫上洁净的纱布后,夹在玻片两面,同时擦拭,以防将玻片损坏,滴用滴管在载玻片中央滴1-2滴清水改进:在制片时至少滴2滴清水,这样加盖玻片时,盖玻片下的空间中水较充盈,气泡就少,细胞的活性也较好取用刀片在洋葱表面上划“井”字,用镊子撕取外表皮问题:由于叶表皮皱缩、学生不熟练等,导致撕下的表皮薄膜过厚,在显微镜视野中难以找到理想的观察对象,致使实验效果较差。
改进:首先将洋葱鳞片叶切成宽1.-的纵向窄条,再用刀片将洋葱鳞片叶内侧表皮划成小块(切忌划透),然后用镊子夹住所划表皮的边缘,将其轻轻取下(洋葱鳞片叶内侧表皮易与叶肉分离,操作简便)即可。
这一改进降低了实验操作难度,提高了制片质量。
放把撕取的表皮浸入载玻片上的水滴中,并展平⑵盖盖玻片盖用镊子夹起盖玻片,使它的一边先接触载玻片上的水滴,然后缓缓地放下,盖在要观察的材料上⑶染色染:将玻片倾斜1度左右,从高的一侧滴入碘液,让其自己流入玻片。
问题:染色时书中要求是把1-2滴碘液滴在盖玻片的一侧,然后用吸水纸从盖玻片的另一侧吸引,使染液浸润标本的全部。

课时:2课时年级:高中学科:化学教学目标:1. 知识与技能:使学生了解精细化工的基本概念、分类、工艺流程及在生活中的应用。
2. 过程与方法:通过实验操作,培养学生观察、分析、实验和解决问题的能力。
3. 情感态度与价值观:激发学生对化学学科的兴趣,培养学生严谨的科学态度和团队合作精神。
教学重点:1. 精细化工的基本概念和分类。
2. 精细化工工艺流程的特点。
3. 精细化工在生活中的应用。
教学难点:1. 精细化工工艺流程的理解。
2. 精细化工在实际生产中的应用。
教学准备:1. 教师准备:多媒体课件、实验器材、实验药品、安全防护用品。
2. 学生准备:预习教材相关内容,了解精细化工的基本知识。
教学过程:第一课时一、导入新课1. 提问:什么是化工?化工在人类生活中有哪些应用?2. 引入精细化工的概念,引导学生思考精细化工的特点。
二、新课讲解1. 精细化工的基本概念和分类:- 精细化工的定义:以精细化学品为研究对象,采用先进的化学工艺和技术,进行生产、加工和应用。
- 精细化工的分类:根据产品用途和性质,可分为有机合成、无机合成、精细制药、生物化工等。
2. 精细化工工艺流程的特点:- 精细化工工艺流程的特点:工艺流程复杂、精细、高效、环保。
3. 精细化工在生活中的应用:- 举例说明精细化工在生活中的应用,如:化妆品、医药、食品、农业、环保等。
三、课堂练习1. 让学生根据教材内容,总结精细化工的特点。
2. 让学生举例说明精细化工在生活中的应用。
四、课堂小结1. 教师总结本节课的重点内容。
2. 学生回顾本节课所学知识。
第二课时一、复习导入1. 复习上一节课所学的精细化工基本概念和分类。
2. 引入精细化工工艺流程,引导学生思考工艺流程的特点。
二、新课讲解1. 精细化工工艺流程:- 精细化工工艺流程的组成:原料处理、反应、分离、精制、包装等环节。
- 精细化工工艺流程的特点:工艺流程复杂、精细、高效、环保。
2. 精细化工工艺流程的实例分析:- 以某一精细化工产品为例,分析其工艺流程,讲解各环节的特点。
手工艺技术实验报告
本实验旨在探讨手工艺技术在不同材料和工具的运用过程中所体现
出的创造力和艺术性。
通过对不同手工艺技术的实际操作和比较分析,探讨其在当代社会的应用和发展前景。
以下为实验报告内容:
一、制陶工艺实验
在本实验中,我们选择了制陶工艺作为研究对象。
首先,我们准备
了陶泥和陶轮等必要工具,按照指导书上的步骤进行操作。
通过调整
陶轮的速度和施加力度,我们成功地制作出了几件简单的陶艺品。
在
此过程中,我们深刻感受到了制陶工艺之美,每一次成品的完成都让
人感到满足和欣慰。
二、刺绣工艺实验
接着,我们进行了刺绣工艺的实验。
我们准备了不同颜色的线和织物,按照设计好的图案进行缝制。
通过绣制过程,我们体会到了刺绣
工艺的细腻和精湛之处。
每一针每一线都需要经过精心的设计和施工,才能完成一件精美的刺绣作品。
三、木工艺实验
最后,我们进行了木工艺的实验。
我们选择了不同种类的木材进行
雕刻和打磨,根据设计要求完成了几件木工艺品。
在木工艺的过程中,我们感受到了木质材料的纹理和质感,每一次雕刻都需要仔细斟酌,
才能最大限度地展现木材的美感和特性。
通过以上实验,我们深刻体会到了手工艺技术在艺术创作和实用性方面的重要性。
手工艺技术不仅可以传承民族文化,还能够结合现代设计理念,创造出更多具有时代特色的作品。
我们相信,随着社会的进步和发展,手工艺技术将展现出更加广阔的发展前景,为人们的生活和审美带来更多惊喜和乐趣。
《高频电路》实验指导书( 试用)高频电路课程组以及武汉凌特电子技术有限公司编写安徽新华学院电子通信工程学院审定安徽新华学院电子通信工程学院二零一三年八月前言实验是学习电子技术的一个重要环节, 对巩固和加强课堂教学内容, 提高学生实际工作技能, 培养科学作风, 为学习后续课程和从事实践技术工作奠定基础具有重要作用。
为适应电子科学技术的迅猛发展和教学改革不断深入的需要, 在教学实践的基础上我们编写了此指导书。
它适用于电子信息工程、通信工程与电子信息科学与技术等专业。
此指导书首先介绍高频电子线路实验箱, 以此为基础, 介绍六项实验项目。
实验一为高频小信号调谐放大器实验, 主要熟悉高频电路实验箱, 掌握高频小信号谐振回路的调谐方法及测试方法, 掌握高频谐振放大器处于谐振时各项主要技术指标意义及测试技能。
实验二为非线性丙类功率放大器实验, 了解激励信号变化对功率放大器工作状态的影响, 掌握丙类放大器的调谐特性、负载改变时的动态特性以及丙类放大器的计算与设计方法。
实验三为三点式正弦波振荡器实验, 经过实验掌握晶体管静态工作点、反馈系数大小、负载变化对起振和振荡幅度的影响, 研究外界温度、电源电压、负载等条件变化对振荡器频率稳定度的影响。
实验四为模拟乘法器调幅( AM、DSB、SSB) 实验, 学习用集成模拟乘法器实现全载波调幅和抑制载波双边带调幅的方法与过程, 并研究已调波与输入信号的关系, 学习测量调幅系数的方法以及经过实验中的波形的变换, 学会分析实验现象。
实验五为包络检波及同步检波实验, 了解调幅波的原理, 学习调幅波的解调方法, 了解二极管包络检波的主要指标, 检波效率及波形失真, 掌握用集成电路实现同步检波的方法。
实验六为超外差中波调幅收音机实验, 在模块实验的基础上掌握调幅收音机组成原理, 建立调幅系统概念, 掌握调幅收音机系统联调的方法, 培养解决实际问题的能力。
由于编者水平有限, 错误及欠缺之处希望大家批评指正。

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==实验指导书模板篇一:实验指导书模板XXXXXXXXXXX实验指导书(微电子技术系)XXX编写(封面字体大小、位置不要变动)电子科技大学成都学院201X年10月目录实验一XXXXXX…………………………….........................................1 实验二XXXXXX (5)实验三XXXXXX (7)一、实验目的二、实验仪器设备三、实验原理四、实验内容及注意事项五、实验步骤六、实验数据整理与结果分析七、实验总结八、实验报告(字体及字的大小各自调节,其中各项内容和顺序可根据实际情况作修改)一、实验目的二、实验仪器设备三、实验原理四、实验内容及注意事项五、实验步骤六、实验数据整理与结果分析七、实验总结八、实验报告实验报告模板(根据实际情况可自行调节)XXXXXXXXXXXX实验报告学号:姓名:院系:专业:教师:201X年月篇二:201X年实验指导书模板湖南工业大学实验指导书院(系)经管学院实验课程运筹学实验教师罗拥华201X年2月21日实验一、验证、分析与求解线性规划问题(这里的“实验一”及后面的“实验二、三??等要与实验教学大纲的实验项目一定要相同)一、实验类型验证性实验二、实验目的与任务安装WinQSB软件,了解WinQSB软件在Windows环境下的文件管理操作,熟悉软件界面内容,掌握操作命令。
用WinQSB软件求解线性规划问题。
三、预习要求预习并掌握线性规划问题的数学模型,解的概念,解的性质,以及线性规划问题的图解法、单纯形法、人工变量法以及两阶段法,理解单纯形法原理、最优性检验、解的判别以及向量矩阵描述。
四、实验基本原理解决线性规划问题的单纯形法(这里的实验基本原理太简单,实验基本原理的内容要详细)五、实验内容安装并启动软件,按照操作步骤验证教材[胡运权等.运筹学基础及应用(第四版).北京:高等教育出版社.201X.]第一章中的例题或者习题,然后寻找新的线性规划问题,输入模型,求解模型,对结果进行简单的分析。
化工工艺指导书模板Process Specification Template.Objective:This document defines the objective and scope of the process specification.Process Definition:This section provides a detailed description of the process, including its purpose, inputs, outputs, and constraints.Process Parameters:Here, the critical process parameters are identified, along with their target values, acceptable ranges, and monitoring methods.Process Equipment:This section specifies the type and configuration of equipment used in the process. It includes detailed descriptions of the equipment's operating conditions, safety features, and maintenance requirements.Process Control:This section describes the methods used to monitor and control the process. It includes information on control loops, instrumentation, and automation systems.Process Quality:This section defines the quality standards for the process output. It includes acceptance criteria, testing methods, and corrective actions for non-conformance.Process Safety:This section identifies potential hazards associatedwith the process. It includes mitigation measures, emergency procedures, and training requirements for personnel.Process Validation:This section describes the methods used to validate the process. It includes validation protocols, performance criteria, and documentation requirements.Process Documentation:This section specifies the required documentation for the process. It includes operating procedures, maintenance manuals, and quality control records.Process Improvement:This section describes the methods used to continuously improve the process. It includes performance monitoring, root cause analysis, and implementation of corrective actions.中文回答:化工工艺指导书模板。
有色金属熔炼(宋体小三,加粗)一、实验目的(宋体四号)在有色金属加工生产中,熔炼与铸锭是一个重要的生产环节,它虽然不出最后产品,但在很大程度上控制着大部分加工产品的质量。
因此,通过本环节的专业技能训练,掌握如何运用理论知识,指导生产实践,从而达到培养自己分析问题和解决问题的能力。
有色金属熔炼与铸锭技能训练主要学习有色金属及其合金压力加工用锭坯的熔铸。
(正文宋体小四,1.5倍行距,数字或英文新罗马字体)二、实验原理熔化状态的金属进行冷却时,当温度降到Tm (熔点)时并不立即开始结晶,而是当降到Tm 以下的某一温度后结晶才开始,这一现象称为过冷。
熔点Tm 与开始结晶的温度Tm 之差Δ T 称为过冷度。
过冷现象表明,金属结晶必须有一定的过冷度,只有具有一定的过冷度下才能为结晶提供相变驱动力。
结晶由两个基本过程所组成,即过冷液体产生细小的结晶核心(形核)以及这些核心的成长(长大)。
其中,形核又分为均匀形核和非均匀形核。
通常情况下,由于外来杂质、容器或模壁等的影响,一般都是非均匀形核。
将铸锭沿纵向或横向剖开,经过磨制和腐蚀,把内部组织显示出来,从而可用肉眼或低倍放大镜观察其内部组织,如晶粒大小、形状及分布等。
这种组织称为铸锭的粗视组织。
典型的金属铸锭横断面的宏观组织,一般是由三个晶区组成。
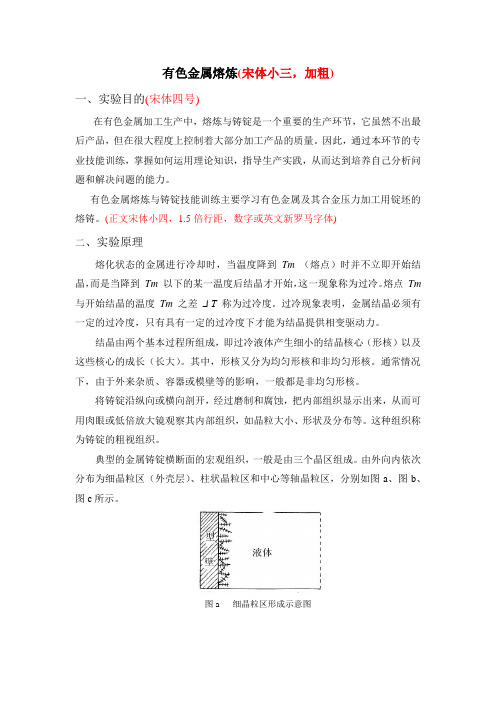
由外向内依次分布为细晶粒区(外壳层)、柱状晶粒区和中心等轴晶粒区,分别如图a、图b、图c所示。
图a 细晶粒区形成示意图第一晶区是铸锭的外壳层,由细小等轴晶粒(枝晶)组成。
把液体金属浇铸入铸型,结晶刚开始时,由于铸型温度较低,形成较大的过冷度,同时模壁与金属产生磨擦及液体金属的激烈骚动,于是靠近型壁大量形核,还由于型壁不是光滑的镜面,晶粒长大时,各枝晶主轴很快彼此相互接触,使晶粒不能继续长大,所以晶粒的尺寸不大,既形成细晶粒区。
图a表示在液体金属和铸型边界上结晶开始的情形。
等轴晶粒的第一晶区较薄,因此对铸锭的性能没有重要的影响。
半导体工艺实习实验指导书名目 ............................................... 错误!未定义书签。
前言 (2)原理篇 (3)氧化 (5)扩散 (7)光刻和刻蚀 (10)薄膜淀积 (14)操作篇 (16)半导体工艺操作本卷须知 (16)实验设备、仪器和使用工具清单 (18)NPN双极性晶体管制备工艺流程卡 (19)具体工艺条件和操作方法 (20)设备篇 (23)氧化扩散炉 (23)光刻机 (26)真空镀膜机 (33)微控四探针测试仪 (35)结深测试仪 (40)晶体管测试仪 (46)成绩评定方法 (48)前言硅平面制造工艺是当代晶体管与集成电路制造的要紧工艺方式。
半导体工艺实习是电子科学与技术专业本科生必修的专业实验课程,通过实际操作硅平面工艺的多个差不多步骤,把握硅晶体管平面制造工艺过程的细节和所涉及到的原理和差不多理论。
熟悉常规双极性晶体管和典型的集成电路平面制造工艺的全过程,了解集成电路设计时应考虑的工艺条件限制。
本实验指导书以电子科学与技术微电子工艺实验室的设备和实验条件为硬件基础,给出双极性NPN晶体管的制备工艺流程,包括差不多工艺原理,使用的设备介绍,具体的工艺流程和详细的工艺条件、操作方法及测试检测方法等。
半导体工艺实习涉及专门多实实在在的操作,受各种环境条件,外部因素的阻碍较多,本实验指导书仅能给出工艺步骤的原理和普遍现象,在实际操作中遇到的实际问题还要具体分析找到解决方法。
另外,由于作者对半导体工艺原理的明白得和工艺步骤地具体操作不尽深刻和熟稔,指导书中有不妥甚或有错误的地点,还请批判指正。
在这感谢工艺实习基地的董利民老师,袁颖老师,胡晓玲老师和实验室其他多位老师的关心和提供的文献资料。
实习基地建设教师谢红云 2007.8原理篇图1.1是PNP晶体管和NPN晶体管的结构示意图。
图1.1 PNP晶体三极管和NPN晶体三极管以NPN晶体管为例,由晶体管的放大原理可知,假设要晶体管正常工作需满足以下2点:1.发射区(N区)的电子浓度应大于基区(P区)的空穴浓度;2.基区要专门薄,仅具有几微米的宽度;如此在基区电子形成的扩散流能够远大于空穴复合流,实现晶体管的放大功能。
最新工艺实验报告
实验目的:
本实验旨在探究最新工艺流程在提高产品产量和质量方面的有效性。
通过对比传统工艺与新工艺的生产数据,评估新工艺的经济效益和潜在的应用价值。
实验材料:
1. 原材料A、B、C,按照新工艺配方比例准备。
2. 生产设备D型号,经过改造以适应新工艺要求。
3. 测量工具E,用于记录产量和质量数据。
4. 实验记录表格,用于详细记录实验过程和结果。
实验方法:
1. 按照新工艺要求,对原材料A、B、C进行预处理。
2. 将预处理后的原材料按照既定比例和顺序投入生产设备D。
3. 调整生产设备D的参数,以符合新工艺的精确控制要求。
4. 进行连续生产,每隔一小时记录一次产量和产品质量数据。
5. 收集数据后,使用统计软件进行数据分析,比较新工艺与传统工艺的差异。
实验结果:
1. 产量方面:新工艺在实验期间的平均产量比传统工艺提高了15%。
2. 质量方面:新工艺生产的产品合格率达到了98%,比传统工艺提高了3个百分点。
3. 成本方面:尽管新工艺在原材料和设备改造上有所增加,但由于产量和质量的提升,总体成本效益比传统工艺提高了10%。
结论:
根据实验结果,新工艺在提高产量和质量方面表现出显著优势,且经
济效益得到了提升。
建议进一步扩大实验规模,并对新工艺进行优化,以便在生产线上进行全面推广。
同时,应考虑对生产设备进行进一步
的技术改造,以适应新工艺的长期运行需求。
第四章机械设计制造工艺
4.1 概述
机械设计制造工艺就是机械产品从设计到产品的全过程, 它涉及的面比较广, 是保证产品质量非常重要的技术保障。
影响产品
质量的因素很多, 产品的设计、原材料的选择、加工设备的选择、加工方法的选择, 乃至工装的设计与制造、工步的设计、
运输与搬运等等, 无一不影响到产品的最终质量, 然而零件加工又是保证产品质量的基本保障, 因此, 加工机床是研究机械设计制造工艺中的重要内容。
4.2 机床静刚度
静刚度是评价机床性能的主要指标之一, 也是被加工零件的
精度和表面质量的重要保障, 它在很大程度上决定了机床的生产率, 同时又是产品零件设计和生产中必须要结合起来考虑的重要
内容。
机床静刚度K能够用下式表示:
F(N/μm)
K=
式中: F__作用在机床上的静载荷(N),
δ__在载荷方向上的变形(μm )
作用在机床上的静载荷有: 切削力、传动力、磨擦力、部件本身和工件的重力以及夹紧力等。
上述这作用些力的大小、位置和方向不同时, 所引起的变形也不一样。
因受载荷而引起的变形, 从性质上来说, 能够是机床零、部件的自身变形和局部变形, 也能够是部件接合面间的接触变形。
在零、部件的自身变形中, 又可分为拉、压、弯、扭的不同形式, 这些形式的变形引起了线位移或角位移。
因接触变形引起的位移也可分为线位移或角位移。
在研究机床的刚度时, 为了能更清楚地分析刚度对加工精度
的影响, 一般也常将一台机床的综合刚度K 定义为法向切削力F y 与垂直加工表面的刀具和工件间相对位移y 之比, 即: K=y F y
因为机床由许多部件组成的, 因此一台机床的综合刚度与其
各部件的刚度有关, 即刀具与工件之间的总相对位移是由各部件变形所引起的刀具与工件之间的相对弹性位移综合组成。
综合刚度能够用来评定和比较机床作为一个整体的刚度可是却不能用来分析各部件刚度在其中的影响程度。
为了能得到主要零部件的变形对综合刚度的影响, 找出其中的薄弱环节, 给机床的新设计或改进设计提供依据, 以便使所设计的设计能够提高性能, 又使材料的利用率更加合理, 就要对弹性位移分配进行分析。
在分析机床的弹性位移分配时, 首先要测出机床的受力以后, 测出各主要部件的变形量, 并计算出这些部件的变形量所引起的刀具与工件之间的相对位移。
如以刀具与工件之间的总相对位移量为100, 即可计算出各部件所引起的分位移量在总位移量中所占的百分比。
这样就能够找出影响机床静刚度的主要薄弱环节。
上述的弹性移分配只是分析了各主要部件的弹性位移量在刀具与工件之间总相对位移中所占的比重, 一般称为粗略弹性位移分配。
可是引起一个部件位移的, 既有部件的自身变形量和局部变形量, 也有部件接触面间的接触变形, 这里既有部件本身结构上的问题, 也有机床制造质量上的问题。
为了弄清这些问题, 使提高机床性能的方向更加明确, 就需要进一步分析每个部件弹性位移的组成, 即分析它们的自身变形和接触变形等, 从而组成更详细的部件或机床的弹性位移分配, 一般称为详细弹性位移分配。
综上所述, 机床静刚度是经过加载和测量变形量的方法, 求出机床静刚度的数值, 用来评价和比较机床的性能, 并经过分析机床各主要部件的变形类性、变形特点及其对刚度影响, 找出薄弱环节, 为进一步提高机床性能提供依据。
机床静刚度试验的主要内容就是求出机床及其部件的静刚度特性曲线, 由此计算出机床及其部件的刚度数值, 分析其变形特点, 求出机床弹性位移分配, 并由此找出机床的薄弱环节。
4.3 机床静刚度的试验内容
一、受力和变形分析
在进行试验前, 首先应对机床系统受力和变形情况作一单间
分析, 以便确定各主要部件移测量点的布置。
在分析时, 首先根据机床的载荷条件, 分析机床主要部件的受力和支承反力系, 研究这些力的大小、方向和作用位置以及某些接合面间应力的分布状况, 根据主要部件的受力情况分析基变形
形态以及弹性位置的情况, 就能够分析机床系统在变形中, 哪些是主要影响机床加工精度的变形项目, 哪些变形对机床加工精度影
响不大。
由此即能够确定弹性位移测量点的布置。
由于篇幅的限制, 这里不再赘述, 要想进一步了解更多情况, 请查阅相关书籍。
二、加载
在试验前, 应调整机床处于能够工作状态, 固定按合面( 如主轴箱与床身间的等) 应当紧固, 在机床工作时不动的部位( 如刀架的回转部分、横梁、升降台和尾架等) 应当夹紧, 有相对运动的连接部分( 如刀架、工作滑枕的压板和镶条等) , 应当调整好, 运动部件( 如刀架、工作台、尾架等) 于一种或几种比较典型的工作位置。
加载方法能够用重力加载或弹性加载, 重力加载适用于试验
移动部件在不同位置时因生力而引起的变形情况, 在作实物试验时, 重力加载即可利用机床运动部件本身的重量。
例如, 可使工作部件处于中间及两极限位置等不同位置, 测量并分析因重力而引起的变形情况。
弹性加载适用于模拟机床内部系统的作用力, 如切削力、磨擦力、夹紧力等, 这里可利用螺旋压力机构进行加载, 在加载装置中还应串联有测力的弹性元件。
一般的注测力弹性元件有n形测力计和环形测力计等。
试验前, 测力计经过标定, 在试验时根据测力计上千分表的读数进行加载。
在用切削试验研究机床的综合刚度时, 则用切削力本身作为机床的载荷。
试验时, 所加载荷的大小, 应使机床产生足够的变形, 用一般的测量测量工具能够精确地读出变形大小, 但不应超过被测机床的许用载荷。
三、变形测量
测量变形的常见的测量工具是千分表和水平仪。
在测量变形的工作中, 一方面要测量刀具相对于工件的位移, 以便求出机床的综合刚度, 另一方面要测量机床各部件如床身、立柱、横梁、主轴等部件的自身变形以及部件接合面间的接触变形, 其目的是为了分析机床各主要部件变形相对机床综合刚度的影响, 得出机床系统的移分配。
4.4 机床静刚度测量方法
机床静刚度测量方法有静止载荷法和生产法两种, 下面以普通车床为例, 分别介绍两种测量方法的实现。
一、静止载荷法
静止载荷法是在机床静止状态下进行测量的方法。
在车床的床头和尾座两顶尖之间装上刚度非常大的试件, 此试件的刚度非常大, 我们能够认为该试件是不变形的, 此时, 我们将测力仪安装在
刀架上并向试件加力, 因为试件与车床的床头和尾座两顶尖紧固联接, 此力便传向床头、尾座和刀架, 此时用千分表就能够读出床头、尾座和刀架的变形量; 用测力仪就可读出机床的受力。
1、基本原理
静止载荷法是加载荷于车床各部件上, 并观察其变形, 试验在车床静止时进行, 根据这种试验作出刚度的特性(加载荷和卸载荷)曲线。
2、测量仪器
⑴、YDC-Ⅲ89型压电式三向车削测力仪
⑵、YE5850电荷放大器
⑶、DIN-50S型接线盒
⑷、PCI-9118DG数据采集卡
⑸、计算机
⑹、千分表及磁力表座
⑺、百分表及磁力表座
3、实验仪器的结构、工作原理及安装和使用
⑴、测力系统的结构、原理及安装和使用
测力系统的结构、原理及安装和使用详见2.2节中的车削力的测量部分, 这里从略。
在测力系统的测量范围参数设置中应选择N以上, 测力仪刀头对准工件纵向中部。
⑵、千分表和百分表的安装
为简化起见可将床身变形忽略不计, 将千分表和百分表分别装在磁性表座上后, 将磁性表座固定在床身上, 让千分表触头分别抵在床头和尾座, 百分表触头抵在刀架上( 因为一般刀架的变形量较大) , 各表调零。
尾座套筒伸出长度为50毫米左右。
4、 测量
在测力仪刀头没有接触工件之前读取y 方向的稳态力记录下来, 并记录各表读数, 然后转动车床切深手柄直至刀头接触工件后缓缓加力至约400N 左右, 记录y 方向( 即F p ) 的稳态力和各表读数, 以此类推, 每次加力400N 左右, 直至加力到最大值 N 左右, 记录下每次加力的力值和各表读数。
当加载力到最大值 N 左右后卸载, 同加载一样, 每次卸载力也为400N 左右, 直至卸载到零, 记录各部位每次卸载的力值和相应变形量。
测量过程中应注意以下问题:
①、 将刀架的纵横楔铁, 特别是横向楔铁一定要将间隙调节适当, 间隙太大, 会发生爬行, 间晾太小, 刀架变形会很小。
②、 将尾座的各个活动环节要紧固好。
③、 将模拟车刀刀杆牢牢地固定在刀架上, 否则受力过大刀杆会移动。
④、 加力时能够借助加力杆, 这样容易掌握, 如果在加力时超过了规定数值也不要反旋, 就此记录当时的力值和各部位相应的变形量, 否则会由于各部位间隙的存在而导致所测数值不准确。
5、 数据处理
由于测力仪刀头模拟切削力施加于工件长度的中点处, 并假定工件是纯刚性的, 因此, 根据机床静刚度理论, 机床刚度关系能够用下式表示:
)11(4111wZ
ct dj j K K K K ++= 式中下标:
j 一一机床; ct 一一车头; wz 一一尾座; d j 一一刀架。
而车头、 尾座和刀架的刚度关系能够分别用下列各式表示:。