标准公差数值
- 格式:doc
- 大小:142.50 KB
- 文档页数:2

标准公差表线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸.这些极限偏差适用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸.这些极限偏差不适用于:•已有其他一般公差标准规定的线性和角度尺寸;•括号内的参考尺寸;•矩形框格内的理论正确尺寸.形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差.形状公差形状公差是指单一实际要素的形状所允许的变动全量.形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素.形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量.这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表.表面粗糙度无论用何种加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。
这就是零件加工后的表面粗糙度。
过去称为表面光洁度。
国家规定表面粗糙度的参数由高度参数、间距参数和综合参数组成. 高度参数共有三个:轮廓的平均算术偏差(R a )如图1所示,通过零件的表面轮廓作一中线m ,将一定长度的轮廓分成两部分,使中线两侧轮廓线与中线之间所包含的面积相等,即 F 1+F 3+……+F n-1=F 2+F 4+……+F n图1轮廓的平均算术偏差轮廓的平均算术偏差值R a ,就是在一定测量长度l 范围内,轮廓上各点至中线距离绝对值的平均算术偏差。
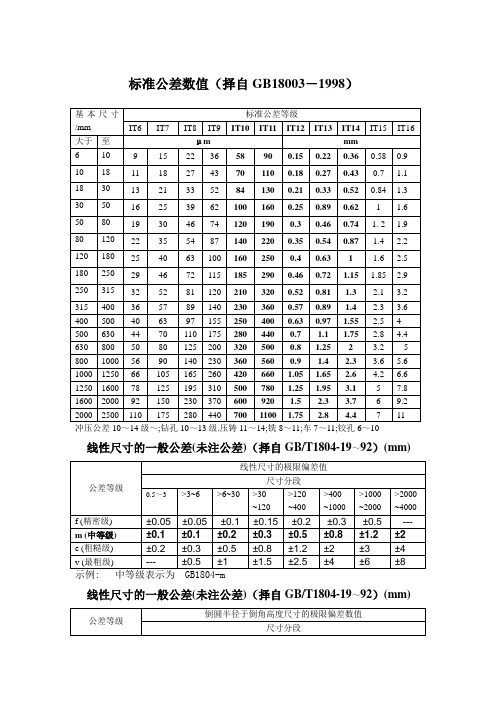
标准公差数值(择自GB18003-1998)
冲压公差10~14级~;钻孔10~13级.压铸11~14;铣8~11;车7~11;铰孔6~10
线性尺寸的一般公差(未注公差)(择自GB/T1804-19~92)(mm)
线性尺寸的一般公差(未注公差)(择自GB/T1804-19~92)(mm)
示例: 中等级表示为 GB1804-m
1建议使用GB1800-1998版公差配合标准. 公差配合是机械设计最基本的文件之一.目前消毒柜厂使用公差版本为GB/T13914、GB/T13916-92版本。
92版本公差配合,在新出版的手册上已经淘汰,如果继续使用会显得我们观念落后.
98版本公差配合,主要有三项内容:尺寸公差,角度公差,形位公差.三项内容均包括未注公差.
线性尺寸未注公差值,精密级介于11~12级之间;中等级介于13~14级之间;粗糙级近于15级.
加工工艺与公差等级对应关系,根据资料介绍:冲压公差在10~14级;钻孔10~13级.压铸11~14;铣8~11;车7~11;铰孔6~10.
我公司机械加工状况,以冲压为主要工艺手段,图纸尺寸,板金公差建议重要尺寸一般选用10~11级,从经济性考虑多选11级,未注公差可选中等级,特殊情况,特殊处理.。
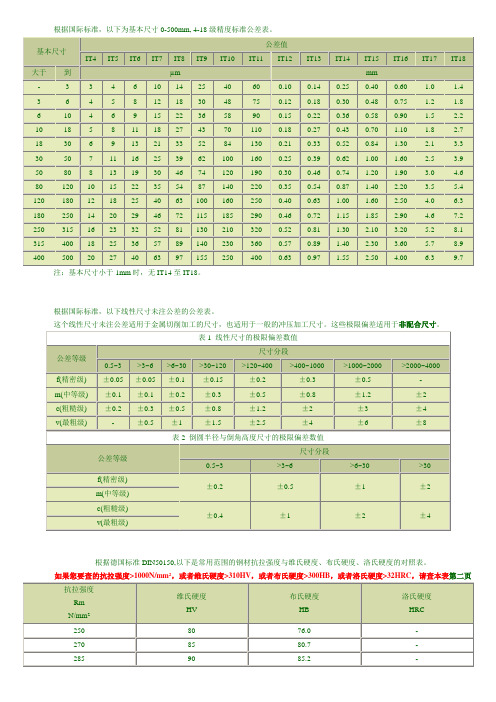
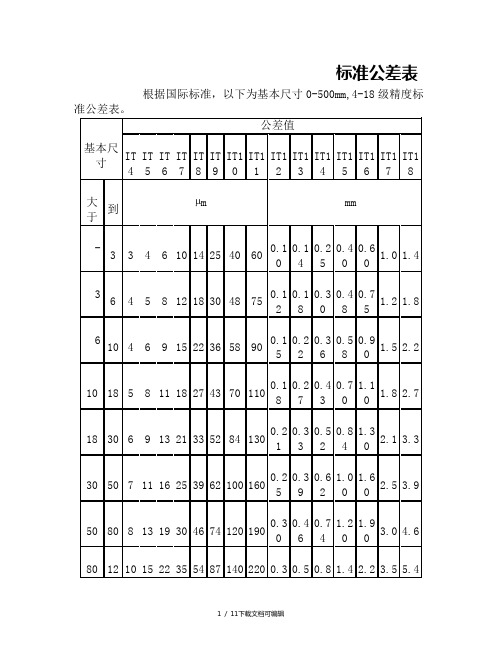
根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适用于非配合尺寸。
根据德国标准DIN50150,以下是常用范围的钢材抗拉强度与维氏硬度、布氏硬度、洛氏硬度的对照表。
如果您要查的抗拉强度>1000N/mm2,或者维氏硬度>310HV,或者布氏硬度>300HB,或者洛氏硬度>32HRC,请查本表第二页
如果您要查的抗拉强度<1000N/mm2,或者维氏硬度<310HV,或者布氏硬度<300HB,或者洛氏硬度<32HRC,请查本表第一页。
标准公差表根据国际标准,以下为基本尺寸0-500mm,4-18级精度标线性和角度尺寸未注公差根据国际标准,以下为线性尺寸未注公差的公差表。
这个未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。
这些极限偏差适 用于:•线性尺寸:例如外尺寸、内尺寸、阶梯尺寸、直径、半径、距离、倒圆半径和倒角高度;•角度尺寸:包括通常不标出角度值的角度尺寸,例如直角(90°);•机加工组装件的线性和角度尺寸。
这些极限偏差不适用于:• 已有其他一般公差标准规定的线性和角度尺寸; • 括号内的参考尺寸;•矩形框格内的理论正确尺寸。
级)3°20'角度尺寸的长度按角度的短边长度确定,对于圆锥角按圆锥素线长度确定。
形状位置公差零件在加工过程中,由于机床-夹具-刀具系统存在几何误差,以及加工中出现受力变形、热变形、振动和磨损等影响,使被加工零件的几何要素不可避免地产生误差。
这些误差包括尺寸偏差、形状误差(包括宏观几何误差、波度和表面粗糙度)及位置误差。
形状公差形状公差是指单一实际要素的形状所允许的变动全量。
形状公差用形状公差带表达。
形状公差带包括公差带形状、方向、位置和大小等四要素。
形状公差项目有:直线度、平面度、圆度、圆柱度、线轮廓度、面轮廓度等6项。
位置公差位置公差是指关联实际要素的位置对基准所允许的变动全量。
定向公差定向公差是指关联实际要素对基准在方向上允许的变动全量。
这类公差包括平行度、垂直度、倾斜度3项。
定位公差定位公差是关联实际要素对基准在位置上允许的变动全量。
这类公差包括同轴度、对称度、位置度3项。
跳动公差跳动公差是以特定的检测方式为依据而给定的公差项目。
跳动公差可分为圆跳动与全跳动。
零件的形位公差共14项,其中形状公差6个,位置公差8个,列于下表。
分类项目符号简要描述形状公差直线度直线度是表示零件上的直线要素实际形状保持理想直线的状况。
也就是通常所说的平直程度。
直线度公差是实际分类项目符号简要描述位置公差定向平行度平行度是表示零件上被测实际要素相对于基准保持等距离的状况。

中华人民共和国国家标准一般公差中华人民共和国国家标准一般公差未注公差的线性和角度尺寸的公差General tolerances Tolerances for linear andangular dimensions without individual tolerance indicationsGB/T 1804—2000eqv ISO 2768-1:1989代替 GB/T 1804-1992GB/T 11335-19891 范围本标准规定了未注出公差的线性和角度尺寸的一般公差的公差等级和极限偏差数值。
本标准适用于金属切削加工的尺寸,也适用于一般的冲压加工的尺寸。
非金属材料和其他工艺方法加工的尺寸可参照采用。
本标准仅适用于下列未注公差的尺寸:a)线性尺寸(例如外尺寸,内尺寸,阶梯尺寸,直径,半径,距离,倒圆半径和倒角高度);1b)角度尺寸,包括通常不注出角度值的角度尺寸,例如直角(90°);GB/T 1184提到的或等多边形的角度除外;c)机加工组装件的线性和角度尺寸。
本标准不适用于下列尺寸:a)其他一般公差标准涉及的线性和角度尺寸;b)括号内的参考尺寸;c)矩形框格内的理论正确尺寸。
2 引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文.本标准出版时,所示版本均为有效。
所有标准都会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB/T 1800.l—1997 极限与配合基础第l 部分:词汇GB/T 1184—1996 形状和位置公差未注公差值(eqv ISO 2768-2:1989)GB/T 4249—1996 公差原则(eqv ISO 8015:1985)GB/T 6403.4—1986 零件倒圆与倒角3 定义23.1 本标准采用GB/T 1800.1 给出的有关术语和定义。
3.2 一般公差 general tolerances指在车间通常加工条件下可保证的公差。

根据国际标准,以下为基本尺寸0-500mm, 4-18级精度标准公差表。
公差值基本尺寸IT4IT5IT6IT7IT8IT9IT10IT11IT12IT13IT14IT15IT16IT17IT18大于到µm mm-334610142540600.100.140.250.400.60 1.0 1.4 3645812183048750.120.180.300.480.75 1.2 1.8 61046915223658900.150.220.360.580.90 1.5 2.2 10185811182743701100.180.270.430.701.10 1.8 2.7 18306913213352841300.210.330.520.841.30 2.1 3.3 3050711162539621001600.250.390.621.001.60 2.5 3.9 5080813193046741201900.300.460.741.201.90 3.0 4.6 801201015223554871402200.350.540.871.402.20 3.5 5.4 12018012182540631001602500.400.631.001.602.50 4.0 6.3 18025014202946721151852900.460.721.151.852.90 4.67.2 25031516233252811302103200.520.811.302.103.20 5.28.1 31540018253657891402303600.570.891.402.303.60 5.78.9 40050020274063971552504000.630.971.552.504.00 6.39.7注:基本尺寸小于1mm时,无IT14至IT18。
根据国际标准,以下线性尺寸未注公差的公差表。
这个线性尺寸未注公差适用于金属切削加工的尺寸,也适用于一般的冲压加工尺寸。

标准公差数值表怎么看标准公差数值表是工程设计和制造领域中常用的重要参考资料,它包含了各种尺寸公差的数值范围,能够帮助工程师和制造人员准确地确定零件的尺寸和公差要求。
正确地理解和运用标准公差数值表对于保证零件质量、提高生产效率具有重要意义。
本文将介绍如何正确地阅读和运用标准公差数值表。
首先,标准公差数值表通常按照国际标准或行业标准进行编制,因此在使用时需要选择符合自身所在国家或行业标准的数值表。
在查阅标准公差数值表时,需要注意表格的标题和注释,确保所使用的表格与设计要求相符合。
其次,标准公差数值表通常分为线性尺寸公差和形位公差两部分。
线性尺寸公差是指零件的直线尺寸公差范围,包括公差等级和公差数值;形位公差是指零件的形状、位置、方向等要求,也包括公差等级和公差数值。
在查看线性尺寸公差时,需要注意公差等级的选择,一般根据零件的功能和制造成本来确定公差等级;在查看形位公差时,需要理解各种符号和公差数值的含义,确保能够正确地理解设计要求。
另外,标准公差数值表中的数值范围一般由基本尺寸、公差等级和公差数值三部分组成。
基本尺寸是指零件的理论尺寸,是设计要求的依据;公差等级是指公差的精度等级,通常分为IT级和JT级两种;公差数值是指允许的尺寸偏差范围,包括上偏差和下偏差。
在查看数值表时,需要根据设计要求选择合适的基本尺寸和公差等级,然后在表格中找到对应的公差数值范围,确保零件能够满足设计要求。
最后,标准公差数值表的使用需要结合具体的零件设计和制造工艺来进行分析和应用。
在实际使用过程中,需要根据零件的功能要求和制造工艺的能力来确定合理的公差要求,同时也需要考虑成本和生产效率等因素。
因此,正确地理解和运用标准公差数值表需要工程师和制造人员具备丰富的经验和专业知识,能够综合考虑各种因素来进行合理的决策。
总之,标准公差数值表是工程设计和制造领域中不可或缺的重要参考资料,正确地阅读和运用标准公差数值表对于保证零件质量、提高生产效率具有重要意义。
标准公差数值表怎么看标准公差数值表是工程制图和工程设计中常用的参考资料,它规定了零件尺寸和公差的关系,对于保证零件的质量和互换性具有重要意义。
那么,我们如何来看待标准公差数值表呢?首先,我们需要了解标准公差数值表的结构和内容。
标准公差数值表通常包括了一系列的尺寸范围和对应的公差数值。
在表格中,一般会列出不同的尺寸区间和相应的公差等级,以及公差数值的具体表达方式。
通过仔细阅读和理解这些内容,我们可以清晰地了解到不同尺寸的零件所允许的公差范围,以及在设计和加工过程中需要注意的问题。
其次,我们需要根据实际需求来选择合适的公差数值。
在实际的工程设计和制造过程中,我们需要根据零件的具体用途和要求来确定合适的公差数值。
一般来说,对于精度要求较高的零件,我们会选择较小的公差数值,以保证其尺寸和形位的精度;而对于一些一般要求的零件,则可以选择相对宽松一些的公差数值。
因此,我们在看待标准公差数值表时,需要结合实际情况进行合理的选择和应用。
此外,我们还需要注意标准公差数值表的更新和变化。
随着工程技术的不断发展和进步,标准公差数值表也会不断进行修订和更新。
因此,我们在使用标准公差数值表时,需要及时关注最新的版本和修订内容,以确保我们所使用的数据是最新、最准确的。
同时,我们也需要不断学习和了解新的公差标准和规范,以适应不断变化的工程需求。
总的来说,标准公差数值表是工程设计和制造中不可或缺的重要参考资料。
通过正确的理解和应用,我们可以更好地把握零件尺寸和公差的关系,保证产品质量和互换性,满足工程需求。
因此,在看待标准公差数值表时,我们需要全面了解其结构和内容,根据实际需求选择合适的公差数值,并及时关注更新和变化,以保证我们的工程设计和制造工作能够顺利进行。