5焊缝形式和形状尺寸.docx
- 格式:docx
- 大小:282.67 KB
- 文档页数:8

(四)焊接接头常用的形式和尺寸
(四) 焊接接头常用的形式和尺寸
1. 焊接接头的基本形式
- 直焊接头:两个要连接的零件在同一平面上进行焊接。
- 角焊接头:两个要连接的零件形成一个特定的角度,然后进
行焊接。
- 对接焊接头:两个要连接的零件的边缘相对平行,然后进行
焊接。
- 搭接焊接头:一个要连接的零件搭在另一个上面,然后进行
焊接。
2. 焊接接头的尺寸
- 焊缝长度:焊接接头的焊缝长度通常根据零件的要求来确定,可以根据设计规范或制造标准进行选择。
- 焊缝宽度:焊缝宽度通常由设计要求和焊接材料的特性来决定。
- 焊缝高度:焊缝高度是指焊接接头的焊缝在垂直方向上的尺寸,需要根据焊接工艺和所连接的材料来确定。
3. 其他常见的焊接接头形式和尺寸
- 矩形焊接接头:焊接接头的形状呈矩形,尺寸可以根据需要进行设计。
- U形焊接接头:焊接接头的形状呈U形,尺寸可以根据需要进行设计。
- V形焊接接头:焊接接头的形状呈V形,尺寸可以根据需要进行设计。
以上是焊接接头常用的形式和尺寸的简要介绍。
根据具体需求和材料特性,选择适当的焊接接头形式和尺寸对于确保焊接质量和连接强度至关重要。

焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式 (b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。

焊缝形式及检验令狐文艳(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式 (b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。

表1 焊接接头基本形式及尺寸序号 接头类型坡口 形式图 形焊接方法a 焊件厚度 (mm ) 接头结构尺寸适用范围b(mm) P(mm)R(mm)1对接Ⅰ形Ds Qs Rb Mz <3 ≤3 8~16 8~16 — — 1~2 1~2 0~1 0~1— —容器和一般钢结构2 对接 V 形Ds Qs Rb Mz≤6 ≤16 16~20 16~2030°~35°—b0.5~2 1~2 7 7—各类承压管子,压力容器和中、薄件承重结构3对接U 形Ds Ws≤6010°~15°—2~5 0.5~2 5中、厚壁汽水管道4对接 双V 形 水平管Ds Ws>1630°~40° 8°~12°2~51~25中、厚壁汽水管道表1(续)序号 接头类型坡口 形式图 形焊接方法a焊件厚度 (mm )接头结构尺寸适用范围b(mm)P(mm)R(mm)5对接 双V 形 垂直管Ds Ws c>161= 35°~40° 2= 20°~25° 1= 15°~20° 2= 5°~10°1~4 1~2 5中、厚壁汽水管道6对接 综合形Ds Ws>6020°~25°5° 2~5 2 5厚壁汽水管道7对接X 形Ds Mz>16 >2030°~35°—2~3 0~1 2~4 7—双面焊接的大型容器和结构8对接封头DsWs管径不限同厚壁管坡口加工要求汽水管道或联箱封头9对接堵头DsWs直径≥23同厚壁管坡口加工要求汽水管道或联箱堵头10T型接管座DsWs管径≤7650°~60°30°~35°2~31~2按壁厚差取汽水、仪表取样等接管座11T型接管座DsWs管径76~13350°~60°30°~35°2~31~2—一般汽水管道或容器的接管座或接头表1(续)序号接头类型坡口形式图形焊接方法a焊件厚度(mm)接头结构尺寸适用范围b(mm)P(mm)R(mm)12T型接无坡口DsMz≤20>8——0~2——不要求全焊透的结构13T型接单V形DsMz>2050°~60°—0~2≤23—不要求焊透的结构≤2050°~60°—1~21~2—要求焊透的结构14T型接K形DsMz>2050°~60°—1~21~2—要求焊透的大型结构15搭接QsDsMz≤4≥4>8——0~1——容器和结构a 焊接方法的符号表示按DL/T 679的规定。




焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式(b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。
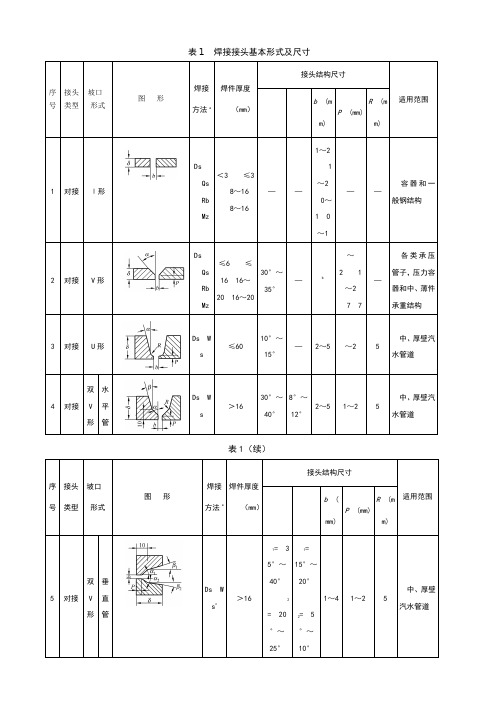
表1焊接接头基本形式及尺寸序号接头类型坡口形式图形焊接方法a焊件厚度(mm)接头结构尺寸适用范围b(mm)P(mm)R(mm)1对接Ⅰ形DsQsRbMz<3 ≤38~168~16——1~21~20~1 0~1——容器和一般钢结构2对接V形DsQsRbMz≤6 ≤16 16~20 16~2030°~35°—b~2 1~27 7—各类承压管子,压力容器和中、薄件承重结构3对接U形Ds Ws ≤6010°~15°—2~5 ~2 5中、厚壁汽水管道4对接双V形水平管Ds Ws>1630°~40°8°~12°2~51~25中、厚壁汽水管道表1(续)序号接头类型坡口形式图形焊接方法a焊件厚度(mm)接头结构尺寸适用范围b(mm)P(mm)R(mm)5对接双V形垂直管Ds Ws c>161= 35°~40°2= 20°~25°1=15°~20°2= 5°~10°1~41~25中、厚壁汽水管道6对接 综合形Ds Ws>6020°~25° 5°2~525厚壁汽水管道 7对接X 形Ds M z>16 >2030°~35°—2~3 0~12~4 7—双面焊接的大型容器和结构8对接封头Ds Ws管径不限 同厚壁管坡口加工要求汽水管道或联箱封头9对接堵头Ds W s直径≥23同厚壁管坡口加工要求汽水管道或联箱堵头 10 T 型接 管座Ds W s管径 ≤7650°~60°30°~35°2~31~2按壁厚差取汽水、仪表取样等接管座 11 T 型接 管座Ds Ws管径76~13350°~60°30°~35°2~31~2—一般汽水管道或容器的接管座或接头表1(续)序号 接头类型坡口形式图 形焊接方法a焊件厚度(mm )接头结构尺寸适用范围b (mm)P (mm)R (m m)12 T 型接 无坡口Ds Mz≤20 >8 ——0~2——不要求全焊透的结构13T型接单V形Ds Mz >2050°~60°—0~2≤23—不要求焊透的结构≤2050°~60°—1~21~2—要求焊透的结构14T型接K形Ds Mz >2050°~60°—1~21~2—要求焊透的大型结构15搭接Qs Ds Mz ≤4 ≥4 >8——0~1——容器和结构a 焊接方法的符号表示按DL/T 679的规定。
焊缝形状-焊接中表示对接焊缝几何形状的参数焊接中表示对接焊缝几何形状的参数有焊缝宽度、余高和熔深。
1、焊缝宽度焊缝表面两焊趾之间的距离,叫焊缝宽度。
2、余高超出母材金属表面连线上的那部分焊缝金属的最大高度,称为余高。
余高可避免熔池金属凝固收缩时形成缺陷,并增大焊缝截面承受静载荷的能力,但余高过大将引起应力集中或疲劳寿命下降,因此要限制余高的尺寸。
通常在平焊位置余高值应为0~3mm,或者余高系数(焊缝宽度和余高值之比)大于4~8。
当焊件承受动载荷或疲劳寿命是主要问题时,焊后应将余高去除。
3、熔深在焊接接头横截面上,母材金属或前道焊缝熔化的深度,称为熔深。
一定的熔深值保证了焊缝金属和母材金属的结合强度。
当填充金属材料一定时,熔深的大小决定了焊缝金属的化学成分。
焊接中表示对接焊缝几何形状的参数有哪些?焊接中表示对接焊缝几何形状的参数有焊缝宽度、余高和熔深。
1、焊缝宽度焊缝表面两焊趾之间的距离,叫焊缝宽度。
2、余高超出母材金属表面连线上的那部分焊缝金属的最大高度,称为余高。
余高可避免熔池金属凝固收缩时形成缺陷,并增大焊缝截面承受静载荷的能力,但余高过大将引起应力集中或疲劳寿命下降,因此要限制余高的尺寸。
通常在平焊位置余高值应为0~3mm,或者余高系数(焊缝宽度和余高值之比)大于4~8。
当焊件承受动载荷或疲劳寿命是主要问题时,焊后应将余高去除。
3、熔深在焊接接头横截面上,母材金属或前道焊缝熔化的深度,称为熔深。
一定的熔深值保证了焊缝金属和母材金属的结合强度。
当填充金属材料一定时,熔深的大小决定了焊缝金属的化学成分。
焊接工艺问答—焊接工艺(一)1、什么是焊接接头?它有哪几种类型?用焊接方法连接的接头称为焊接接头(简称为接头)。
它由焊缝、熔合区、热影响区及其邻近的母材组成。
在焊接结构中焊接接头起两方面的作用,第一是连接作用,即把两焊件连接成一个整体;第二是传力作用,即传递焊件所承受的载荷。
根据GB/T3375—94《焊接名词术语》中的规定,焊接接头可分为10种类型,即对接接头、T形接头、十字接头、搭接接头、角接接头、端接接头、套管接头、斜对接接头、卷边接头和锁底接头,如图1。

表1焊接接头基本形式及尺寸序号接头类型坡口形式图形焊接方法a焊件厚度δ(mm)接头结构尺寸适用范围α βb(mm)P(mm)R(mm)1 对接Ⅰ形DsQsRbMz<3≤38~168~16——1~21~20~10~1——容器和一般钢结构2 对接V形DsQsRbMz≤6≤1616~2016~2030°~35°— b0.5~21~277—各类承压管子,压力容器和中、薄件承重结构3 对接U形DsWs≤6010°~15°—2~5 0.5~2 5中、厚壁汽水管道4 对接双V形水平管DsWs>1630°~40°8°~12°2~5 1~2 5中、厚壁汽水管道表1(续)序号接头类型坡口形式图形焊接方法a焊件厚度δ(mm)接头结构尺寸适用范围α βb(mm)P(mm)R(mm)5 对接双V形垂直管DsWs c>16α1=35°~40°α2=20°~25°β1=15°~20°β2=5°~10°1~4 1~2 5中、厚壁汽水管道6 对接综合形DsWs>6020°~25°5° 2~5 2 5厚壁汽水管道7 对接X形DsMz>16>2030°~35°—2~30~12~47—双面焊接的大型容器和结构8 对接封头DsWs管径不限同厚壁管坡口加工要求汽水管道或联箱封头9 对接堵头DsWs直径φ≥23同厚壁管坡口加工要求汽水管道或联箱堵头10 T型接管座DsWs管径φ≤7650°~60°30°~35°2~3 1~2按壁厚差取汽水、仪表取样等接管座11 T型接管座DsWs管径76~13350°~60°30°~35°2~3 1~2 —一般汽水管道或容器的接管座或接头表1(续)序号接头类型坡口形式图形焊接方法a焊件厚度δ(mm)接头结构尺寸适用范围α βb(mm)P(mm)R(mm)12 T型接无坡口DsMz≤20>8——0~2 ——不要求全焊透的结构13 T型接单V形DsMz>2050°~60°—0~2 ≤23δ—不要求焊透的结构≤2050°~60°—1~2 1~2 —要求焊透的结构14T型接K形DsMz>2050°~60°—1~2 1~2 —要求焊透的大型结构15搭接QsDsMz≤4≥4>8——0~1 ——容器和结构a 焊接方法的符号表示按DL/T 679的规定。
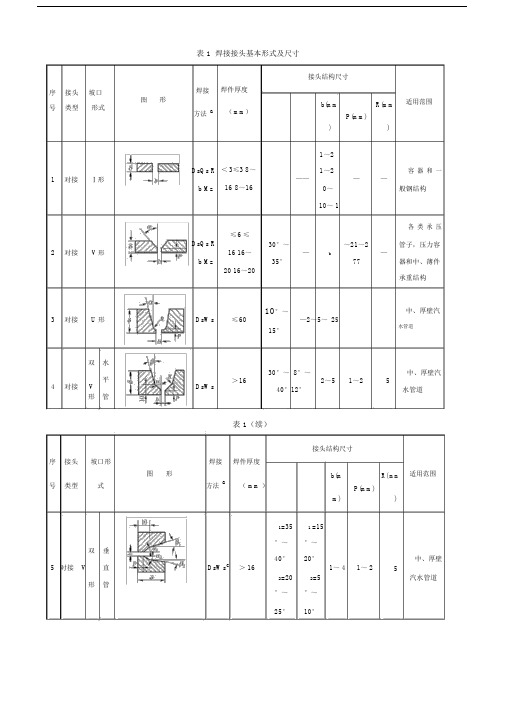
表 1焊接接头基本形式及尺寸序接头坡口焊接形图号类型形式方法aDsQs R1对接Ⅰ形b MzDsQs R2 对接V 形b Mz3 对接U 形DsWs双水4 对接V 平DsWs形管焊件厚度(mm)<3≤3 8~168~16≤6≤16 16~20 16~20≤60>16接头结构尺寸b(mm R(mm适用范围P(mm)))1~21~2容器和一————0~般钢结构10~ 1各类承压30°~b~21~2管子,压力容——35°77器和中、薄件承重结构10°~中、厚壁汽—2~5~2515°水管道30°~ 8°~中、厚壁汽2~51~2540°12°水管道表 1(续)接头结构尺寸序接头坡口形焊接焊件厚度图形b(m R( mm适用范围号类型式方法a( mm )P(mm)m))1=35 1 =15°~°~双垂40°20°中、厚壁5 对接 V直DsWs c> 161~ 41~ 25形管2=202=5汽水管道°~°~25°10°20°~6 对接综合形DsWs>605°2~ 5225°2~30°~7 对接X 形DsMz>16>20—30~2~4735°18 对接封头DsWs管径不限同厚壁管坡口加工要求直径≥9对接堵头DsWs同厚壁管坡口加工要求23管径≤50°~30°~10 T 型接管座DsWs2~ 31~ 27660°35°管径76~50°~30°~11 T 型接管座DsWs2~ 31~ 213360°35°厚壁汽5水管道双面焊接的大型—容器和结构汽水管道或联箱封头汽水管道或联箱堵头按壁汽水、仪厚差表取样等取接管座一般汽水管道或—容器的接管座或接头表 1(续)接头结构尺寸序接头坡口形焊接焊件厚度图形b(m R( mm适用范围号类型式方法a( mm)P(mm)m))不要求12 T 型接无坡口DsMz≤20>8——0~ 2——全焊透的结构13T 型接单 V 形14 T 型接K 形15搭接>2050°~≤2—0~ 260°3DsMz50°~≤20—1~ 21~ 260°50°~1~ 2DsMz>20—1~ 260°QsDs≤ 4≥ 4 >8——0~ 1—Mz不要求—焊透的结构要求焊—透的结构要求焊—透的大型结构容器和—结构a 焊接方法的符号表示按DL/T 679 的规定。

焊缝形式及检验(一)焊缝形式焊缝按不同分类方法可分为下列几种形式:(1)根据GB/T 3375—94的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊接的焊缝,2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种(图1—16),焊缝尺寸除注明焊脚K外,还注明断续焊缝中每一段焊缝的长度l和间距e,并以符号“Z”表示交错式焊缝。
图1—16 断续角焊缝(a)交错式(b)并列式(4)焊接方法(二)焊缝的形状尺寸焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也不一样。
熔焊接头的组成经熔焊所形成的各种接头都是由焊缝、熔合区、热影响区及其邻近的母材组成,见下图。
(1)焊缝(2)熔合线(3)热影响区(4)母材焊缝起着连接金属和传递力的作用,它是焊接过程中由填充金属和部分母材熔合后疑固而成,其性能决定于两者熔合后成分和组织。
热影响区是母材受焊接热的影响(但未熔化)而发生金相组织和力学性能变化的区域。
焊后热影响区上有可能产生脆化、硬化和软化的不利现象。
焊缝各部分名称1.焊缝宽度焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图1—17。
图1—17焊缝宽度2.余高超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。

实用标准文案
焊缝形式及形状尺寸
( 一) 焊缝形式
焊缝按不同分类方法可分为下列几种形式:
(1)根据 GB/T 3375— 94 的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:
1) 对接焊缝:在焊件的坡口面间或一
( 一) 焊缝形式
焊缝按不同分类方法可分为下列几种形式:
(1)根据 GB/T 3375—94 的规定,按焊缝结合形式,分为对接焊缝、角焊缝、塞焊缝、槽焊缝和端接焊缝五种:
1)对接焊缝:在焊件的坡口面间或一零件的坡口面与另一零件表面间焊
接的焊缝,
2)角焊缝:沿两直交或近直交零件的交线所焊接的焊缝。
3)端接焊缝:构成端接接头所形成的焊缝。
4)塞焊缝:两零件相叠,其中一块开圆孔,在圆孔中焊接两板所形成
的焊缝,只在孔内焊角焊缝者不称塞焊。
5)槽焊缝:两板相叠,其中一块开长孔,在长孔中焊接两板的焊缝,只
焊角焊缝者不称槽焊。
(2)按施焊时焊缝在空间所处位置分为平焊缝、立焊缝、横焊缝及仰焊
缝四种形式。
(3)按焊缝断续情况分为连续焊缝和断续焊缝两种形式。
断续焊缝又分为交错式和并列式两种( 图1—16) ,焊缝尺寸除注明焊脚K 外,还注明断续焊缝中每一段焊缝的长度 l 和间距 e,并以符号“ Z”表示交错式焊缝。
图 1—16断续角焊缝
(a) 交错式(b) 并列式
( 二 ) 焊缝的形状尺寸
焊缝的形状用一系列几何尺寸来表示,不同形式的焊缝,其形状参数也
不一样。
1.焊缝宽度
焊缝表面与母材的交界处叫焊趾。
焊缝表面两焊趾之间的距离叫焊缝宽度,如图 1—17。
图 1— 17 焊缝宽度
2.余高
超出母材表面焊趾连线上面的那部分焊缝金属的最大高度叫余高,见图1—18。
在静载下它有一定的加强作用,所以它又叫加强高。
但在动载或交变载
荷下,它非但不起加强作用,反而因焊趾处应力集中易于促使脆断。
所以余高不
能低于母材但也不能过高。
手弧焊时的余高值为 0~3mm。
图 1—18余高
3.熔深
在焊接接头横载面上,母材或前道焊缝熔化的深度叫熔深,见图1—19。
图 1—19熔深
(a) 对接接头熔深(b) 搭接接头熔深(c)T 形接头熔深
4.焊缝厚度
在焊缝横截面中,从焊缝正面到焊缝背面的距离,叫焊缝厚度,见图1— 20。
图 1— 20焊缝厚度及焊脚
(a) 凸形角焊缝(b) 凹形角焊缝
焊缝计算厚度是设计焊缝时使用的焊缝厚度。
对接焊缝焊透日寸它等于焊件的厚度;角焊缝时它等于在角焊缝横截内画出的最大直角等腰三角形中,从
直角的顶点到斜边的垂线长度,习惯上也称喉厚,见图1—20。
5.焊脚
角焊缝的横截面中,从一个直角面上的焊趾到另一个直角面表面的最小
距离,叫做焊脚。
在角焊缝的横截面中画出的最大等腰直角三角形中直角边的长
度叫焊脚尺寸,见图 1—20。
6.焊缝成形系数
图 1— 21焊缝成形系数的计算
熔焊时,在单道焊缝横截面上焊缝宽度 (B) 与焊缝计算厚度 (H) 的比值( ф= B/ H),叫焊缝成形系数,见图 1— 21。
该系数值小,则表示焊缝窄而深,这样的焊缝中容易产生气孔和裂纹,所以焊缝成形系数应该保持一定的数值,例如埋弧自动焊的焊缝成形系数ф要大于 1.3。
7.熔合比
是指熔焊时,被熔化的母材在焊道金属中所占的百分比。
各种接头、坡口和焊缝的形式见表1—3。
表 1— 3各种坡口、接头及焊缝形式。