PLC异警说明书
- 格式:xls
- 大小:21.50 KB
- 文档页数:6




华中数控PLC编程说明书武汉华中数控股份有限公司二零零一年七月前言华中数控内置式PLC已集成在数控装置内,具有48路输入/输出点。
华中数控PLC采用C语言编程,具有灵活、高效、使用方便等特点。
本说明详细介绍了内置式PLC的基本原理、寄存器操作接口、PLC程序的编写与安装等内容,并给出了大量C语言程序示例代码。
关于PLC硬件接线请参阅《华中数控世纪星硬件联接说明书》阅读本文之前,必须具有C语言编程的基本知识。
目录前言 (2)目录 (3)第一章华中数控内置式PLC基本原理 (7)1.1华中数控内置式PLC的结构及相关寄存器的访问 (7)1.2华中数控内置式PLC的软件结构及其运行原理 (8)第二章华中数控内置式PLC的编程与安装 (9)2.1华中数控PLC程序的编写及其编译 (9)2.2华中数控PLC程序的安装 (12)第三章华中数控PLC寄存器定义与接口函数说明 (12)3.1访问PLC寄存器的系统变量 (13)3.2寄存器F系统约定 (14)3.3.1 轴状态字 (14)3.3.2 轴移动的指令位置,单位:内部脉冲当量 (14)3.3.3 轴当前的实际位置,单位:内部脉冲当量 (15)3.3.4 轴当前移动速度(单位:脉冲当量/插补周期) (15)3.3.5 轴的负载电流(只对本公司生产的华中11型伺服有效) (15)3.3.6 轴的最大速度(可在参数中设置) (15)3.3.7 通道用户自定义输出字(32位) (16)3.3.8 通道状态 (16)3.3.9 通道MSTB指令状态 (17)3.3.10 通道当前的M代码 (17)3.3.11 通道当前的T代码 (17)3.3.12 通道当前的B代码 (17)3.3.13 通道当前的S代码 (17)3.3.14 通道变量,通道内部参数 (17)3.3.15 系统状态字 (17)3.3.16 系统插补周期,单位:毫秒 (18)3.3.17 系统移动轴内部脉冲当量 (18)3.3.18 系统旋转轴内部脉冲当量 (18)3.3.19 系统变量组1(系统保留) (18)3.4G寄存器系统约定 (18)3.4.1 轴控制字 (18)3.4.2 设置轴移动增量值,单位:内部脉冲当量 (19)3.4.3 设置轴增量移动速度,单位:内部脉冲当量/插补周期 (19)3.4.4 轴点动速度,单位:内部脉冲当量/插补周期 (19)3.4.5 设置轴补偿值 (19)3.4.6 通道用户自定义输入 (19)3.4.7 通道控制字 (19)3.4.8 通道MST应答 (20)3.4.9 通道进给速度修调分子(分母为100) (20)3.4.10 通道快移速度修调分子(分母为100) (20)3.4.11 通道正在使用的刀具号 (20)3.4.12 通道主轴转速 (21)3.4.13 通道跳选段控制及其实现说明 (21)3.4.14 通道MST指令模态值 (22)3.4.14.1 通道当前的M代码模态值 (22)3.4.14.2 通道当前的S代码模态值 (22)3.4.14.3 通道当前的T代码模态值 (22)3.4.14.4 通道当前的B代码模态值 (22)3.4.14.5 通道是否正在执行MST指令 (22)3.4.14.6 PLC正在执行MST指令,不允许系统停止运行 (22)3.4.14.7 通道程序停止M00/程序选择停止M01 (23)3.4.15 系统控制字 (23)3.4.16 系统外部报警 (24)3.17 系统变量组2(系统保留) (24)3.5寄存器B系统约定 (24)3.5.1 刀座数 (24)3.5.2 某一刀座中的刀号(刀库表) (24)3.6可被PLC程序调用的系统函数 (24)3.6.1 设置轴回零 (24)3.6.2 设置轴点动速度 (25)3.6.3 设置轴步进指定距离 (25)3.6.4 设置轴移动距离及速率 (26)3.6.5 设置轴移动的目的地及速率 (26)3.6.6 设置指定轴停止运动 (26)3.6.7 取指定轴当前位置 (27)3.6.8 指定轴当是否停止 (27)3.6.9 设置轴手摇移动 (27)3.6.10 取手摇状态对应的位移量 (27)3.6.11 设置MST指令的响应函数 (28)第四章编写PLC程序的常用技巧与示例 (28)4.1常用运算操作符 (28)4.1.1 置1操作符|= 和置0操作符&= ~ (28)4.1.2 左移操作符〈〈和位右移操作符〉〉 (29)4.2软件滤波上升沿信号及下降沿信号的捕捉 (30)4.3顺序动作处理与典型换刀动作的实现 (31)第五章PLC运动控制的实现 (40)5.1机床轴回零控制 (40)5.2机床轴点动 (43)5.3机床轴步进 (45)5.4机床轴直线运动 (48)5.4.1 设置轴移动距离及速率 (48)5.4.2 设置轴移动的目的地及速率 (48)5.5停止机床轴运动 (48)5.5机床轴运动状态获取 (48)5.5.1 取指定轴当前位置 (48)5.5.2 判断指定轴是否停止 (48)第六章辅助指令M、S、T、B的控制 (49)6.1辅助指令响应函数及其初始化 (49)6.2访问辅助指令模态值 (50)6.2.1 通道当前的M代码 (50)6.2.2 通道当前的T代码 (50)6.2.3 通道当前的B代码 (50)6.2.4 通道当前的S代码 (50)6.3在PLC程序中控制系统辅助指令模态值与系统应答 (50)6.3.1 通道当前的M代码模态值 (50)6.3.2 通道当前的S代码模态值 (51)6.3.3 通道当前的T代码模态值 (51)6.3.4 通道当前的B代码模态值 (51)6.4辅助指令控制示例 (52)第七章机床手动控制的实现 (53)第八章主轴控制 (58)第九章刀库控制 (61)第十章断电保护区的使用 (62)第十一章三坐标数控铣PLC编写实例 (63)11.1机床简介 (63)11.2控制面板图 (64)11.3系统PLC电气原理图 (65)11.4系统PLC源程序详解 (69)第一章华中数控内置式PLC基本原理本章介绍了内置式PLC的逻辑结构及其系统运行流程。
第一章 可编程控制器的概述可编程序控制器,英文称Programmable Logical Controller ,简称PLC 。
它是一个以微处理器为核心的数字运算操作的电子系统装置,专为在工业现场应用而设计,它采用可编程序的存储器,用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数字式或模拟式的输入、输出接口,控制各种类型的机械或生产过程。
PLC 是微机技术与传统的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点的复杂接线、可靠性低、功耗高、通用性和灵活性差的缺点,充分利用了微处理器的优点,又照顾到现场电气操作维修人员的技能与习惯,特别是PLC 的程序编制,不需要专门的计算机编程语言知识,而是采用了一套以继电器梯形图为基础的简单指令形式,使用户程序编制形象、直观、方便易学;调试与查错也都很方便。
用户在购到所需的PLC 后,只需按说明书的提示,做少量的接线和简易的用户程序的编制工作,就可灵活方便地将PLC 应用于生产实践。
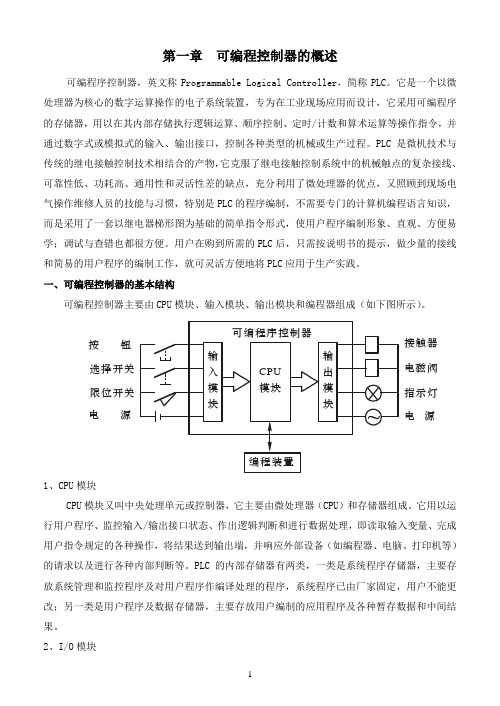
一、可编程控制器的基本结构可编程控制器主要由CPU 模块、输入模块、输出模块和编程器组成(如下图所示)。
1、CPU 模块CPU 模块又叫中央处理单元或控制器,它主要由微处理器(CPU )和存储器组成。
它用以运行用户程序、监控输入/输出接口状态、作出逻辑判断和进行数据处理,即读取输入变量、完成用户指令规定的各种操作,将结果送到输出端,并响应外部设备(如编程器、电脑、打印机等)的请求以及进行各种内部判断等。
PLC 的内部存储器有两类,一类是系统程序存储器,主要存放系统管理和监控程序及对用户程序作编译处理的程序,系统程序已由厂家固定,用户不能更改;另一类是用户程序及数据存储器,主要存放用户编制的应用程序及各种暂存数据和中间结果。
输入模块CPU 模块输出模块可编程序控制器编程装置接触器电磁阀指示灯电源电源限位开关选择开关按钮I/O模块是系统的眼、耳、手、脚,是联系外部现场和CPU模块的桥梁。
目录第一章概述 (2)一、PLC的分类及特点 (2)二、PLC的结构与工作原理 (4)三、CPM2A PLC的硬件组成及指令系统 (5)四、PLC控制系统的设计与故障诊断 (7)五、PLC的应用及展望 (7)第二章实训项目 (9)实训一 PLC认知实训 (9)实训二电动机点动控制 (12)实训三电动机自锁控制 (14)实训四电动机正反转控制 (16)实训五电动机星三角启动控制 (18)实训六装配流水线控制 (21)实训七加工中心控制 (24)实训八步进电机控制 (27)实训九三层电梯控制 (29)实训十自动冲压系统 (32)实训十一自动售货机控制 (34)实训十二音乐喷泉控制系统 (37)实训十三温度PID控制 (39)PLC、变频器综合应用技能实训 (41)实训十四变频器功能参数设置与操作 (41)实训十五变频器控制电机正反转 (44)实训十六变频器无级调速 (46)实训十七基于PLC的变频器外部端子的电机正反转控制 (48)实训十八基于PLC数字量方式多段速控制 (50)附录一 CX-Programmer软件的使用 (52)附录二 PLC仿真实训软件使用帮助 (55)附录三 CPM2A系列主机指令集 (57)附录四 THPF-A型工业自动化创新实训平台使用说明书 (61)第一章概述一、PLC的分类及特点可编程控制器简称PLC(Programmable Logic Controller),在1987年国际电工委员会(International Electrical Committee)颁布的PLC标准草案中对PLC做了如下定义:PLC是一种专门为在工业环境下应用而设计的数字运算操作的电子装置。
它采用可以编制程序的存储器,用来在其内部存储执行逻辑运算、顺序运算、计时、计数和算术运算等操作的指令,并能通过数字式或模拟式的输入和输出,控制各种类型的机械或生产过程。
PLC及其有关的外围设备都应该按易于与工业控制系统形成一个整体,易于扩展其功能的原则而设计。
PLC技术规格书PLC TECHNICAL SPECIFICATION文件编号DOCUMENT NUMBER:01-50-0101-46-0011概述 (4)1.1装置简况 (4)1.5标准规范 (6)PLC规模数据61.6输入/输出信号类型 (6)1.7输入/输出信号规模 (7)1.8PLC系统配置图(建议) (8)系统功能要求81.9控制功能 (8)1.10画面功能 (9)1.11报表功能 (11)1.12历史数据存储功能 (11)系统配置要求111.13配置原则 (11)1.14操作站 (12)1.15控制和数据处理系统 (13)1.16通讯系统 (14)系统技术规格151.17冗余要求 (15)1.18平均无故障时间及平均故障修复时间 (16)1.19PLC的自诊断及容错 (16)1.20过程硬件接口要求(I/O) (16)1.21工作环境要求 (17)1.22电源系统 (17)1.23接地要求 (17)1.24控制室接地端子柜 (17)2技术资料交付 (17)3项目实施 (19)3.1项目进度 (19)3.2项目管理 (19)3.3设计协调 (19)3.4用户培训 (19)3.5现场服务 (20)4检查和验收 (20)4.1工厂验收 (20)4.2现场验收 (21)4.3其他检查 (21)5备品备件 (21)10质量保证与维修支持 (22)1概述1.1装置简况本套可编程逻辑控制器系统(PLC)用于凯米拉天成兖州AKD脱甲苯改造项目的生产过程控制、显示和I/O传输功能。
该装置安装一套年处理量8000吨的预处理装置将现有生产线生产的AKD 中甲苯含量从2000-15000ppm减低至1000ppm以下;并进入刮膜蒸发器系统继续处理至10ppm以下。
本工艺装置的危险区域分类为CLASS II,GROUP B,DIVITION 2。
本套PLC系统置于配备空调系统的操作室和机柜室内(非防爆区),其运行环境条件为:温度:夏天24—28℃,冬天16—20℃。


![台达全系列PLC说明书及应用手册[5]](https://img.taocdn.com/s1/m/fd509070c950ad02de80d4d8d15abe23492f037d.png)
台达全系列PLC说明书及应用手册一、概述PLC(Programmable LogicController,可编程逻辑控制器)是一种专用于工业控制的电子设备,它可以根据用户编写的程序,对各种输入信号进行逻辑运算、计数、定时、数据操作等处理,并通过输出信号控制各种机械或电气设备的运行。
高性能:台达PLC采用高速处理器和高效指令集,可实现快速响应和高精度控制。
高兼容性:台达PLC支持多种通讯协议和接口,可与各种外部设备和系统进行数据交换和集成。
高灵活性:台达PLC提供了丰富的扩展模块和配件,可根据用户的不同需求进行定制和组合。
二、安装与连接本节介绍了台达PLC的安装与连接方法,包括电源连接、输入输出连接、通讯连接等。
2.1 电源连接电源电压应符合PLC的额定值,不得超过或低于规定范围。
电源线应按照正确的极性连接到PLC的电源端子上。
电源线应有足够的截面积和长度,以保证电流的稳定和降低线损。
电源线应避免与信号线或其他干扰源并排走线,以防止噪声干扰。
2.2 输入输出连接输入输出设备的类型、规格、数量等应与PLC的输入输出端子相匹配。
输入输出线应按照正确的接线图连接到PLC的输入输出端子上。
输入输出线应有足够的截面积和长度,以保证信号的传输和质量。
输入输出线应避免与电源线或其他干扰源并排走线,以防止噪声干扰。
2.3 通讯连接通讯设备的协议、波特率、地址等参数应与PLC的通讯端口设置一致。
通讯线应按照正确的接线图连接到PLC的通讯端口上。
通讯线应有足够的截面积和长度,以保证信号的传输和质量。
通讯线应避免与电源线或其他干扰源并排走线,以防止噪声干扰。
三、编程与调试本节介绍了台达PLC的编程与调试方法,包括编程软件、编程语言、程序结构、程序、程序运行、程序监视等。
3.1 编程软件支持多种编程语言,包括梯形图、指令表、SFC等。
支持多种PLC型号,可自动识别或手动选择PLC型号和版本。
支持多种通讯方式,包括RS-232、RS-485、以太网等,可实现与PLC的在线或离线连接。

三菱 FX2N 可编程控制器使用手册一、可编程控制器的内部编程元件1、输入继电器 X: X000~X017共16点2、输出继电器 Y: Y 000~Y017共16点3、辅助继电器 M:1)通用辅助继电器M0~M499 共 500 点2)断电保持继电器M500~M3071 共 2572 点3)特殊辅助继电器M8000~M8255 共 256 点4、状态继电器 S:S0~S499共500点1)初始状态继电器S0~S9 共 10 点2)回零状态继电器S10~S19共 10 点,供返回原点用3)通用状态继电器S20~S499共 480点4)断电保持状态继电器S500~S899共400点5)报警用状态继电器S900 ~S999共100点5、定时器 T: T0~T255共256点1)常规定时器 T0 ~ T255共256点T0~ T199为 100ms定时器,共 200 点,其中 T192~T199 为子程序中断服务程序专用的定时器。
T200~T245 为 10ms定时器共 46 点2)积算定时器 T246 ~T255 共 10 点T246~T249 为 1ms积算定时器共4点T250~T255 为 100ms积算定时器共6点6、计算器 C :C0~ C234共235点1)16 位计数器C0 ~ C199共200点其中 C0~C99 为通用型共 100 点C100~C199为断电保持型共100 点2)32 位加 / 减计数器 C200~ C234 共 35 点其中 C200~ C219为通用型共 20 点C220~C234为断电保持型共15 点7、指针 P/I1)分支用指针 P0~P127 共 128 点2)中断用指针 I XXX共 15 点其中输入中断指针 100~ 150 共 6 点定时中断指针 16~18共3点计数中断指针 1010~1060共6点8、数据寄存器 D1)通用数据寄存器D0~D199 共 200 点2)断电保持数据寄存器D200~D7999其中断电保持用 D200~D511 共 312 点不能用软件改变的断电保持 D512~D7999 共 7488 点,可用 RST 和 ZRST指令清除它的内容。


youliUN8043/UN8070系列触摸屏PLC一体机用户手册济南优力电子科技有限公司2016年5月第二版UN8043/UN8070系列触摸屏PLC一体机用户手册目录第一部分UN8043/UN8070系列触摸屏一体机概述 (3)1.1产品概述 (3)1.1.1 产品特点 (3)1.1.2型号命名 (3)1.2一般规格 (4)1.2.1 型号规格: (4)1.2.2 电气规格 (4)1.3硬件说明 (7)1.3.1结构说明及尺寸 (8)1.3.2各个接口介绍 (9)1.3.3接线方法 (10)第二部分plc编程注意事项 (11)2.1 PLC编程注意事项 (11)2.2 PLC资源集简介 (12)2.3 PLC指令集简介 (13)2.4 PLC 系统及特殊资源速查表 (14)2.5 PLC特殊功能的说明 (23)2.6 组网 (29)2.7 PLC常用特殊资源表 (30)第三部分触摸屏编程注意事项 (31)3.1 触摸屏软件安装 (31)3.2 新建触摸屏程序 (31)3.3 触摸屏与PLC通讯设置 (33)3.3.4触摸屏与PLC建立数据链接 (38)3.5 触摸屏画面下载 (32)youLi UN8043/UN8070触摸屏PLC 一体机用户手册安全注意事项——关于产品操作的基本说明在使用本产品之前,请仔细阅读相关手册,同时在非常注意安全的前提下,正确进行操作。
下面的内容只针对 UN8043/UN8070系列产品。
注意● 请勿将电源线与通讯电缆捆缚在一起或靠得太近,应保持 10cm 以上距离。
● 请不要随意拆卸一体机或改装接线。
否则会引起故障、误动作、损失、火灾。
● 当产品发出异味或异常声音时,请立即关闭电源开关● 安装本产品时,请务必拧紧螺丝,避免脱落。
● 请正确地运输、安装、存储、装配及维护本产品,否则可能造成产品的损坏。
危险!● 请在确认了本产品的电源电压范围和正确接线之后再通电,以避免损坏。

1000. EMG STOP OR OVERTRAVE(紧急停止)解除方法:检查紧急停止信号X8.4有没有.1001. AXIS NOT HOME(轴没有回原点)解除方法:为增量式马达用;将轴回原点可解决.1002. MC OL(机床报警)解除方法:此报警为系统异常,请参照FANUC异警之状况对应解决.1003. LUBE LEVLE LOW(润滑油报警)解除方法:检查润滑油位是否过低和油管是否有漏油现象.1004. AIR PRESSURE LOW(空气压力低)解除方法:检查机床气压是否过低.1005. SP COOLER ALARM(主轴油冷报警)解除犯法:检查主轴油冷油位是否过低或主轴油冷泵是否过载.1006. HYDRAULIC PUMP PRESSURE LOW(油压压力过低)---选择功能解除方法:检查油压马达是否过载或油压箱油位是否过低.1007. WORN GEAR(高低档错误)选用解除方法:检查是否没有检测到高低档信号或同时检测到高低档信号.请调整感应开关位置. 1008. AXIS OT(轴极限)解除犯法:按住OT释放按键将轴向反方向移动.1009. BATTERY ALARM解除方法:系统电池低,更换后正常1010. MAG NOT BACK(刀库后退到位信号未检测到目前为)---选择功能解除方法:检查刀库后退感应开关是否正常.1011. ATC MOTOR OL(刀库马达过载)解除方法:检查刀库马达是否过热使热过载跳脱.1012. COOLANT MOTOR OL(切屑液马达过载)解除方法:检查切屑液马达是否过热使热过载跳脱.1013. CHIP CONVEYOR OL(除屑机马达过载)解除方法:检查除屑机马达是否过热使热过载跳脱.1014.MAG MOTOR OL(刀库刀盘马达过载)解除方法:检查刀盘确认后,手动复位热过载.1015.B0?解除方法:调试中使用.1016. T CODE ERROR(T代码错误)解除方法:请使用正确的T代码.1017. SPINDLE NOT ORIENTATION(主轴没有定位)解除方法:将Z轴在手动模式下向下移动直到异警消除.1018. ARM NOT IN ORIGIN(刀臂不在停止位置即中间位置)---选用功能解除方法:将刀臂在手动模式下转到中间位置.1018. ARM NOT IN ORIGIN(刀臂无信号)---选用功能解除方法:检查刀臂上中下三个感应开关是否全部损坏.1019. Z AXIS NOT IN ATC POSITION(Z轴不能到ATC位置)解除方法:检查Z轴第二原点PLC信号F96.2是否正确.1020. TOOL NOT INPOSITION(刀库没有定位即没有感应到计数信号)解除方法:1: 手动刀库正反转是否能消除异警2: 检查计数感应开关是否损坏.1021. TOOL NO. NOT FOUND(找不到刀号)解除方法:请重整刀号.1022. TOOL POT NOT DOWN(刀套没有向下)解除方法:检查刀套下感应开关和线路是否正常.1023. ARM 90 ERROR(刀臂90度错误)---选用功能解除方法:刀臂90度位置时所感应到的感应开关是否损坏.1025. TOOL NOT UNCLAMP(刀没有松开)解除方法:检查主轴松刀限位开关是否损坏.1026. ARM 270 ERROR(刀臂270度错误)---选用功能解除方法:刀臂270度位置时所感应到的感应开关是否损坏.1027. TOOL POT NOT UP(刀套没有向上)---选用功能解除方法:检查刀套上感应开关和线路是否正常.1028. ARM JOG MODE(刀臂手动模式)---选用功能解除方法:不使用手动刀臂模式.1029. TOOL NOT CLAMP(刀没有夹紧)解除方法:检查主轴夹刀限位开关是否损坏.1030. ARM HOME POS ERROR(刀臂原点POS错误)解除方法:检查刀臂原点感应开关是否损坏.1031. ATC LS ERROR(ATC限位错误)解除方法:1: 检查主轴松刀\主轴夹刀限位是否同时检测到信号,调整主轴松刀\夹刀限位位置. 2: 检查刀套上\刀套下限位是否同时检测到信号,调整刀杯上\刀杯下限位位置. 1032. T CODE = SP(T代码=主轴刀)解除方法:当T代码不等于主轴时请进行刀库重整.2000. DOOR NOT CLOSE(门没有关紧)---选用功能解除方法:请关紧安全门.2001. 4 AXIS CLAMP(第四轴没有夹紧)解除方法:请将第四轴夹紧或检查第四轴夹紧感应开关.2002. AIR PRESS LOW(空气压力底)解除方法:检查空气压力2003.LUBE ALARM(润滑油报警)解除方法:检查润滑油油位2017.MANUAL MPG STATE FOR ARM RUNNING解除方法:手动刀库调整状态,调试用或者解决刀库故障A0.0A0.1K4.2A0.2A0.3A0.4K2.7A0.5K4.6A0.6A0.7感应开关位置.A1.0A1.1A1.2A1.3X7.3A1.4X7.2A1.5X7.4A1.6A2.0K0.6A2.1A2.2K2.3A2.3A2.4K0.4A2.5A2.6A2.7A3.1A3.2A3.3T19A3.4K2.6A3.5A3.6A3.7夹刀限位位置.A4.0K2.4A5.0A5.1K3.3A5.2K2.7A5.3K4.5。

一、顺控指令1 触点指令00 LD 逻辑操作开始01 LDI 逻辑非操作开始02 AND 逻辑乘03 ANI 逻辑乘非04 OR 逻辑加05 ORI 逻辑加非2 连接指令06 ANB AND逻辑块与07 ORB OR逻辑块或08 MPS 存储操作结果09 MRD 从MPS读取操作结果10 MPP 从MPS读取操作结果并清除结果3 输出指令11 OUT 软元件输出12 SET 软元件置位13 RST 软元件复位14 PLS 在输入信号的上升沿15 PLF 在输入信号的下降沿16 CHK 软元件输出翻转4 移位指令17 SFT 元件移1位18 SFTP 元件移1位5 主控指令19 MC 主控开始20 MCR 主控复位6 结束指令21 FEND 结束主程序22 END 总的程序末尾,返回第0步7 其它指令23 STOP 停止24 NOP 空操作二基本指令1 比较指令16位数据比较25 LD= 当S1=S2, 接通,当S1≠S2, 断开26 AND=27 OR=28 LD<> 当S1≠S2, 接通,当S1=S2, 断开29 AND<>30 OR<>31 LD> 当S1>S2, 接通,当S1≤S2, 断开32 AND>33 OR>34 LD<= 当S1≤S2, 接通,当S1>S2, 断开35 AND<=36 OR<=37 LD< 当S1<S2, 接通,当S1≥S2, 断开38 AND<39 OR<40 LD>= 当S1≥S2, 接通,当S1<S2, 断开41 AND>=42 OR>=32位数据比较43 LDD= 当(S1+1,S1)=(S2+1,S2), 接通44 ANDD=45 ORD=46 LDD<> 当(S1+1,S1)≠(S2+1,S2),接通47 ANDD<>48 ORD<>49 LDD> 当(S1+1,S1)>(S2+1,S2), 接通50 ANDD>51 ORD>52 LDD<= 当(S1+1,S1)≤(S2+1,S2),接通53 ANDD<=54 ORD<=55 LDD< 当(S1+1,S1)<(S2+1,S2), 接通56 ANDD<57 ORD<58 LDD>= 当(S1+1,S1)≥(S2+1,S2),接通59 ANDD>=60 ORD>=2 算术运算指令二进制16位加/减61 + (D)+(S)→(D)62 +P63 + (S1)+(S2)→(D)64 +P65 - (D)-(S)→(D)66 -P67 - (S1)-(S2)→(D)68 -P二进制32位加/减69 D+ (D+1,D)+(S+1,S)→(D+1,D)70 D+P71 D+ (S1+1,S1)+(S2+1,S2)→(D+1,D)72 D+P73 D- (D+1,D)-(S+1,S)→(D+1,D)74 D-P75 D- (S1+1,S1)-(S2+1,S2)→(D+1,D)76 D-P 77 * (S1)×(S2)→(D+1,D)78 *P79 / (S1)/(S2)→商(D), 余数(D+1)80 /P81 D* (S1+1,S1)×(S2+1,S2)→(D+3,D+2,D+1,D)82 D*P83 D/ (S1+1,S1)/(S2+1,S2)→商(D+1,D),余数(D+3,D+2)84 D/P85 B+ (D)+(S)→(D)86 B+P87 B+ (S1)+(S2)→(D)88 B+P89 B- (D)-(S)→(D)90 B-P91 B- (S1)-(S2)→(D)92 B-P93 DB+ (D+1,D)+(S+1,S) →(D+1,D)94 DB+P95 DB+ (S1+1,S1)+(S2+1,S2)→(D+1,D)96 DB+P97 DB- (D+1,D)-(S+1,S)→(D+1,D)98 DB-P99 DB- (S1+1,S1)-(S2+1,S2)→(D+1,D)100 DB-P101 B* (S1)×(S2)→(D+1,D)102 B*P103 B/ (S1)/(S2)→商(D),余数(D+1)104 B/P105 DB* (S1+1,S1)×(S2+1,S2)→(D+3,D+2,D+1,D)106 DB*P107 DB/ (S1+1,S1)/(S2+1,S2)→商(D+1,D),余数(D+3,D+2)108 DB/P109 INC (D)+1→(D)110 INCP111 DINC (D+1,D)+1→(D+1,D)112 DINCP113 DEC (D)-1→(D)114 DECP115 DDEC (D+1,D)-1→(D+1,D)116 DDECP3 BCD—二进制转换117 BCD (S)→(D)BCD转换118 BCDP119 DBCD (S+1,S)→(D+1,D)120 DBCDP121 BIN (S)→(D)二进制转换122 BINP123 DBIN (S+1,S)→(D+1,D)124 DBINP4 数据传送指令125 MOV (S)→(D)126 MOVP127 DMOV (S+1,S)→(D+1,D)128 DMOVP129 CML (S)→(D)130 CMLP131 DCML (S+1,S)→(D+1,D)132 DCML133 DCMLP134 BMOV (S)→(D)n个135 BMOVP136 FMOV (S)→(D)n个137 FMOVP138 XCH (D1)←→(D2)139 XCHP140 DXCH (D1+1,D1)←→(D2+1,D2) 141 DXCHP5 程序分支指令142 CJ 条件满足,跳转到P**处143 SCJ 条件满足后紧接的扫描周期,跳转到P**处144 JMP 无条件跳转到P**处145 CALL 执行P**处子程序146 CALLP147 RET 从子程序返回148 EI 允许中断149 DI 禁止中断150 IRET 从中断程序返回151 SUB 执行n指定的程序152 SUBP6 程序切换指令153 CHG 在主副程序间切换7 刷新指令154 COM 执行通讯刷新155 EI 允许通讯刷新156 DI 禁止通讯刷新157 SEG 对应软元件的刷新,仅执行1个扫描周期,M9052 ON时有效三应用指令1 逻辑运算指令158 WAND (D) AND (S)→(D)159 WANDP160 WAND (S1) AND (S2)→(D)161 WANDP162 DAND (D+1,D) AND (S+1,S)→(D+1,D)163 DANDP164 WOR (D) OR (S)→(D)165 WORP166 WOR (S1) OR (S2)→(D)167 WORP168 DOR (D+1,D) OR (S+1,S)→(D+1,D)169 DORP170 WXOR (D) XOR (S)→(D)异或171 WXORP172 WXOR (S1) XOR (S2)→(D)173 WXORP174 DXOR (D+1,D) XOR (S+1,S)→(D+1,D)175 DXORP176 WXNR (D) XOR (S)→(D)177 WXNRP178 WXNR (S1) XOR (S2)→(D)179 WXNRP180 DXNR (D+1,D) XOR (S+1,S)→(D+1,D)181 DXNRP182 NEG 0-(D)→(D)补码183 NEGP2 旋转指令184 ROR n位右转185 RORP186 RCR n位右转(带进位)187 RCRP188 ROL n位左转189 ROLP190 RCL n位左转(带进位)191 RCLP192 DROR n位右转193 DRORP194 DRCR n位右转(带进位)195 DRCRP196 DROL n位左转197 DROLP198 DRCL n位左转(带进位)199 DRCLP3 移位指令200 SFR n位右移201 SFRP202 SFL n位左移203 SFLP204 BSFR 1位右移205 BSFRP206 BSFL 1位左移207 BSFLP208 DSFR 1位右移209 DSFRP210 DSFL 1位左移211 DSFLP4 数据处理指令212 SER 数据搜索213 SERP214 SUM 位检查215 SUMP216 DSUM217 DSUMP218 DECO 译码编码219 DECOP220 ENCO221 ENCOP222 SEG 7段编码223 BSET 对字中n位置位224 BSETP225 BRST 对字中n位复位226 BRSTP227 DIS 组合分离228 DISP229 UNI230 UNIP231 ASC ASCII转化5 先进先出指令232 FIFW FIFO写233 FIFWP234 FIFR FIFO读235 FIFRP6 内存缓冲区存取指令236 FROM 从特殊功能模块读取数据237 FROMP238 DFRO239 DFROP240 TO 向特殊功能模块写数据241 TOP242 DTO243 FROM 从远程I/O站读数据244 FROMP245 DFRO246 DFROP247 TO 向远程站写数据248 TOP249 DTO250 DTOP7 FOR/NEXT指令251 FOR 重复n次252 NEXT8 本地站、远程I/O站存取指令253 LRDP 从本地站读数据254 LWTP 向本地站写数据255 RFRP 从远程特殊功能模块读数据256 RTOP 向远程特殊功能模块写数据9 显示指令257 PR 从指定的8点字软元件输出16个字符的ASCII码258 PR 顺序向输出模块输出ASCII码, 直到结束符NUL(00H)259 PRC 将字软元件的注释转换成ASCII码,并输出260 LED 将指定的8点字软元件显示16个字符的ASCII码261 LEDA 显示指定的英文数字字符262 LEDB263 LEDC 显示软元件S的注释264 LEDR 显示复位10 其它指令265 WDT WDT复位266 WDTP267 CHK 故障检测268 SLT 按参数设定的条件,数据被锁定269 SLTR 状态锁存复位,且执行SLT270 STRA 按参数设定的条件,采样数据存入271 STRAR 采样跟踪复位,且允许执行272 STC 进位标志(M9012)ON 273 CLC 进位标志(M9012)OFF 274 DUTY 用户定义时钟11 伺服指令275 DSFRP 请求启动伺服程序276 PSFLP 数据修改特殊继电器和特殊寄存器一特殊继电器M清单M9000 熔丝断M9002 I/O组件校验出错M9004 MINI网通讯出错M9005 AC电源掉电检测M9006 电池电压低M9007 电池电压低锁存M9008 自诊断出错M9009 信号报警器检测M9010 运算出错标志M9011 运算出错标志锁存M9012 进位标志M9016 数据存储区清零标志M9017 数据存储区清零标志M9018 数据通讯监控切换M9020 0号用户定时时钟M9021 1号用户定时时钟M9022 2号用户定时时钟M9023 3号用户定时时钟M9024 4号用户定时时钟M9025 时钟数据设置请求M9026 时钟数据出错M9027 时钟数据显示M9028 时钟数据读请求M9030 0.1秒时钟M9031 0.2秒时钟M9032 1秒时钟M9033 2秒时钟M9034 1分钟时钟M9036 常开M9037 常闭M9038 RUN后第一个扫描周期ONM9039 运行标志M9040 暂停PAUSE允许线圈M9041 PAUSE状态触点M9042 停止状态触点M9043 采样跟踪完成M9044 采样跟踪M9046 采样跟踪M9047 采样跟踪准备M9048 RUN LED闪烁标志M9049 切换输出字符数目M9050 存放操作结果的存储区交换触点M9051 CHG指令执行禁止M9052 SEG指令切换M9053 EI/DI指令切换M9054 单步运行标志M9055 状态锁存完成标志M9056 主程序P, I设置请求M9057 副程序P, I设置程序M9060 副程序2P, I设置程序M9061 副程序3P, I设置程序M9060 远程终端出错M9061 通讯出错M9065 分离传送状态M9066 传送处理切换M9067 I/O组件出错检测M9068 测试模式M9069 线路故障时的输出M9073 WDT出错标志M9074 PCPU准备完成标志M9075 测试模式标志M9076 外部急停输入标志M9077 手动脉冲发生器轴设置错误标志M9078 测试模式请求出错标志M9079 伺复程序设置出错标志M9081 对远程模块的通讯请求M9082 最终站数不一致M9084 出错检测M9086 运行标志BASIC程序M9087 暂停(PAUSE)标志M9091 操作运行出错细节标志M9091 微机子程序调用出错标志M9092 双电源模块过热M9093 双工电源模块出错M9094 I/O改变标志M9095 双工运行校验出错M9096 A3VCPU A自校出错M9097 A3VCPU B自校出错M9098 A3VCPU C自校出错M9099 A3VTU自校出错M9100 SFC程序登记M9101 SFC程序起/停M9102 SFC启动状态M9103 连续步转移有效/失效M9104 连续转移防止标志M9108 步转移监控定时器起始(对应D9108)M9109 步转移监控定时器起始(对应D9109)M9110 步转移监控定时器起始(对应D9110) M9111 步转移监控定时器起始(对应D9111)M9112 步转移监控定时器起始(对应D9112)M9113 步转移监控定时器起始(对应D9113)M9114 步转移监控定时器起始(对应D9114)M9180 激活步采样跟踪完成标志M9181 激活步采样跟踪执行标志M9182 激活步采样跟踪有效M9196 在块停止时控制输出M9197~9198 保险丝熔断,I/O校核出错显示切换二特殊寄存器D9000 保险丝断D9001 保险丝断D9002 I/O组件校验出错D9003 SUM指令检测位数D9004 MINI网主通讯组件出错D9005 AC掉电计数D9006 电池不足D9008 自诊断出错D9009 信号报警器检测D9010 出错步D9011 出错步D9014 I/O控制模式D9015 CPU运行状态D9016 ROM/RAM设置D9017 最小扫描时间D9018 当前扫描时间D9019 最大扫描时间D9020 恒定扫描D9021 扫描时间D9022 1秒计数器D9025 时钟数据(年,月)D9026 时钟数据(日,时)D9027 时钟数据(分,秒)D9028 时钟数据(星期)D9021~D9034 远程终端组件参数设置D9035 远程I/O组件的通讯属性D9035 扩展文件寄存器D9036 总的站数D9036~9037 供指定扩展文件寄存器软件地址D9038~9039 LED显示优先级D9044 采样跟踪D9050 SFC程序出错代码D9051 出错块D9052 出错步D9053 转移出错D9054 出错顺控步D9055 状态锁存步序号D9061 通讯出错代码D9072 PC通讯检测D9081 对远程终端模块的已执行的通讯请求数D9082 最后的站号D9090 微机子程序输入数据区首软元件号D9091 指令出错D9094 待更换的I/O组件的首地址D9095 A3VTS系统和A3VCPU的运行状态D9096 A3VCPU A自检出错D9097 A3VCPU B自检出错D9098 A3VCPU C自检出错D9099 A3VTU 自检测出错D9100~D9107 断保险丝的组件D9100 保险丝熔断的组件D9108~D9114 步转移监控定时器设置D9116~D9123 I/O组件校验出错D9124 信号器报警数量检测D9125~D9132 信号报警器地址号D9133~D9140 远程终端卡信息D9141~D9172 通讯重发次数D9173 模式设置D9174 设置重发次数D9175 线缆出错模块出错代码D9180~9193远程终端模块出错代码D9180 轴1和轴2的限位开关输出状态存储区D9181 轴3和轴4的限位开关输出状态存储区D9182 轴5和轴6的限位开关输出状态存储区D9183 轴7和轴8的限位开关输出状态存储区D9184 CPU出错的原因D9185 伺服放大器接线数据D9187 手动脉冲发生器轴设置出错D9188 在TEST模式下启动轴号请求出错D9189 出错程序号D9190 数据设置出错D9191 伺服放大器类型D9196~9199 故障站检测D9200 LRDP处理结果D9201 LWTP处理结果D9204 通讯状态D9205 执行回送的站D9206 执行回送的站D9207 通讯扫描时间(最大值)D9208 通讯扫描时间(最小值)D9209 通讯扫描时间(当前值)D9210 重发次数D9211 环路切换计数D9212 就地站运行状态(1~16)D9213 就地站运行状态(17~32)D9214 就地站运行状态(33~48)D9215 就地站运行状态(49~64)D9216 就地站出错检测(1~16)D9217 就地站出错检测(17~32)D9218 就地站出错检测(33~48)D9219 就地站出错检测(49~64)D9220 就地站参数不匹配或(1~16)远程站I/O分配出错D9221 就地站参数不匹配或(17~32)远程站I/O分配出错D9222 就地站参数不匹配或(33~48)远程站I/O分配出错D9223 就地站参数不匹配或(49~64)远程站I/O分配出错D9224 主站与从站和远程I/O站之间的初始通讯(1~16)D9225 主站与从站和远程I/O站之间的初始通讯(17~32)D9226 主站与从站和远程I/O站之间的初始通讯(33~48)D9227 主站与从站和远程I/O站之间的初始通讯(49~64)D9228 就地站或远程I/O站出错(1~16)D9229 就地站或远程I/O站出错(17~32)D9230 就地站或远程I/O站出错(33~48)D9231 就地站或远程I/O站出错(49~64)D9232 就地站或远程I/O站环路出错D9233 就地站或远程I/O站环路出错D9234 就地站或远程I/O站环路出错D9235 就地站或远程I/O站环路出错D9236 就地站或远程I/O站环路出错D9237 就地站或远程I/O站环路出错D9238 就地站或远程I/O站环路出错D9239 就地站或远程I/O站环路出错D9240 检测到接收出错的次数D9243 本站站号检测D9244 从站的总数D9245 检测到的接收出错次数D9248 就地站运行状态D9249 就地站运行状态D9250 就地站运行状态D9251 就地站运行状态D9252 就地站出错检测D9253 就地站出错检测D9254 就地站出错检测D9255 就地站出错检测各种软元件一览表项目A1,A1NA1S A2,A2NA2C A2-S1A2N-S1 A3,A3NA3A A2U,A3UA4UI/O软元件点256 512 1024 2048 8192输入继电器X 0~FF 0~1FF 0~3FF 0~7FF0~FFF输出继电器Y 0~FF 0~1FF 0~3FF 0~7FF0~FFF辅助继电器内部继电器(1000点)M0~M999 M0~M999, M2048~8191特殊继电器(256点)M9000~M9255锁存继电器(1048点)L1000~L2048通讯用继电器(2048点)B0~B3FF B0~BFFF定时器100ms定时器(200点)T0~T19910ms定时器(56点)T200~T255100ms记忆定时器(0点)计数器(256点)C0~C255寄存器数据寄存器(1024点)D0~D1023 D0~D6143特殊寄存器(256点)D9000~D9255通讯寄存器(1024点)W0~W3FF W0~WFFF累加器(2点)A0,A1变址寄存器(2点)Z, V Z,Z1~Z6(7点), V,V1~V6(7点)嵌套(8点)N0~ N7指针(256点)P0~P255中断指针(32点)I0~I31常数十进制K (16位)-32768~+32767(32位)-2147483648 ~+2147483647十六进制H (16位)0~FFFF(32位)0~FFFFFFFF分类指令助记符功能说明对应不同型号的PLCFX0S FX0N FX1S FX1N FX2NFX2NC程序流程00 CJ 条件跳转 P P P P P01 CALL 子程序调用Î Î P P P02 SRET 子程序返回Î Î P P P03 IRET 中断返回 P P P P P04 EI 开中断 P P P P P05 DI 关中断 P P P P P06 FEND 主程序结束 P P P P P07 WDT 监视定时器刷新 P P P P P08 FOR 循环的起点与次数 P P P P P09 NEXT 循环的终点 P P P P P传送与比较10 CMP 比较 P P P P P11 ZCP 区间比较 P P P P P12 MOV 传送 P P P P P13 SMOV 位传送Î Î Î Î P14 CML 取反传送Î Î Î Î P15 BMOV 成批传送Î P P P P16 FMOV 多点传送Î Î Î Î P17 XCH 交换Î Î Î Î P18 BCD 二进制转换成BCD码 P P P PP19 BIN BCD码转换成二进制 P P P PP 算术与逻辑运算20 ADD 二进制加法运算 P P P P P21 SUB 二进制减法运算 P P P P P22 MUL 二进制乘法运算 P P P P P23 DIV 二进制除法运算 P P P P P24 INC 二进制加1运算 P P P P P25 DEC 二进制减1运算 P P P P P26 WAND 字逻辑与 P P P P P27 WOR 字逻辑或 P P P P P28 WXOR 字逻辑异或 P P P P P29 NEG 求二进制补码Î Î Î Î P循环与移位30 ROR 循环右移Î Î Î Î P31 ROL 循环左移Î Î Î Î P32 RCR 带进位右移Î Î Î Î P33 RCL 带进位左移Î Î Î Î P34 SFTR 位右移 P P P P P35 SFTL 位左移 P P P P P36 WSFR 字右移Î Î Î Î P37 WSFL 字左移Î Î Î Î P38 SFWR FIFO(先入先出)写入Î Î P PP39 SFRD FIFO(先入先出)读出Î Î P PP数据处理40 ZRST 区间复位 P P P P P41 DECO 解码 P P P P P42 ENCO 编码 P P P P P43 SUM 统计ON位数Î Î Î Î P44 BON 查询位某状态Î Î Î Î P45 MEAN 求平均值Î Î Î Î P46 ANS 报警器置位Î Î Î Î P47 ANR 报警器复位Î Î Î Î P48 SQR 求平方根Î Î Î Î P49 FLT 整数与浮点数转换Î Î Î Î P高速处理50 REF 输入输出刷新 P P P P P51 REFF 输入滤波时间调整Î Î Î Î P52 MTR 矩阵输入Î Î P P P53 HSCS 比较置位(高速计数用)Î PP P P54 HSCR 比较复位(高速计数用)Î PP P P55 HSZ 区间比较(高速计数用)Î ÎÎ Î P56 SPD 脉冲密度Î Î P P P57 PLSY 指定频率脉冲输出 P P P P P58 PWM 脉宽调制输出 P P P P P59 PLSR 带加减速脉冲输出Î Î P P P方便指令60 IST 状态初始化 P P P P P61 SER 数据查找Î Î Î Î P62 ABSD 凸轮控制(绝对式)Î Î P PP63 INCD 凸轮控制(增量式)Î Î P PP64 TTMR 示教定时器Î Î Î Î P65 STMR 非凡定时器Î Î Î Î P66 ALT 交替输出 P P P P P67 RAMP 斜波信号 P P P P P68 ROTC 旋转工作台控制Î Î Î Î P69 SORT 列表数据排序Î Î Î Î P外部设备70 TKY 10键输入Î Î Î Î P71 HKY 16键输入Î Î Î Î P72 DSW BCD数字开关输入Î Î P P P73 SEGD 七段码译码Î Î Î Î P74 SEGL 七段码分时显示Î Î P P P75 ARWS 方向开关Î Î Î Î P76 ASC ASCI码转换Î Î Î Î P77 PR ASCI码打印输出Î Î Î Î P78 FROM BFM读出Î P Î P P79 TO BFM写入Î P Î P P外围设备80 RS 串行数据传送Î P P P P81 PRUN 八进制位传送(#) Î Î P P P82 ASCI 16进制数转换成ASCI码Î PP P P 83 HEX ASCI码转换成16进制数Î P PP P84 CCD 校验Î P P P P85 VRRD 电位器变量输入Î Î P P P86 VRSC 电位器变量区间Î Î P P P87 - -88 PID PID运算Î Î P P P89 - -浮点数运算110 ECMP 二进制浮点数比较Î Î Î ÎP111 EZCP 二进制浮点数区间比较Î ÎÎ Î P118 EBCD 二进制浮点数→十进制浮点数Î Î Î Î P119 EBIN 十进制浮点数→二进制浮点数Î Î Î Î P120 EADD 二进制浮点数加法Î Î Î ÎP121 EUSB 二进制浮点数减法Î Î Î ÎP122 EMUL 二进制浮点数乘法Î Î Î ÎP123 EDIV 二进制浮点数除法Î Î Î ÎP127 ESQR 二进制浮点数开平方Î Î ÎÎ P129 INT 二进制浮点数→二进制整数Î Î Î Î P130 SIN 二进制浮点数Sin运算Î Î ÎÎ P131 COS 二进制浮点数Cos运算Î Î ÎÎ P132 TAN 二进制浮点数Tan运算Î Î ÎÎ P147 SWAP 高低字节交换Î Î Î Î P定位155 ABS ABS当前值读取Î Î P P Î156 ZRN 原点回归Î Î P P Î157 PLSY 可变速的脉冲输出Î Î P PÎ158 DRVI 相对位置控制Î Î P P Î159 DRVA 绝对位置控制Î Î P P Î时钟运算160 TCMP 时钟数据比较Î Î P P P161 TZCP 时钟数据区间比较Î Î P PP162 TADD 时钟数据加法Î Î P P P163 TSUB 时钟数据减法Î Î P P P166 TRD 时钟数据读出Î Î P P P167 TWR 时钟数据写入Î Î P P P169 HOUR 计时仪Î Î P P外围设备170 GRY 二进制数→格雷码Î Î Î Î P171 GBIN 格雷码→二进制数Î176 RD3A 模拟量模块(FX0N-3A)读出ÎP Î P Î177 WR3A 模拟量模块(FX0N-3A)写入Î P Î P Î触点比较224 LD= (S1)= (S2)时起始触点接通Î Î P P P225 LD> (S1)> (S2)时起始触点接通Î Î P P P226 LD< (S1)< (S2)时起始触点接通Î Î P P P228 LD<> (S1)<> (S2)时起始触点接通Î Î P P P229 LD≦ (S1)≦ (S2)时起始触点接通Î Î P P P230 LD≧ (S1)≧ (S2)时起始触点接通Î Î P P P232 AND= (S1)= (S2)时串联触点接通Î Î P P P233 AND> (S1)> (S2)时串联触点接通Î Î P P P234 AND< (S1)< (S2)时串联触点接通Î Î P P P236 AND<> (S1)<> (S2)时串联触点接通Î Î P P P237 AND≦ (S1)≦ (S2)时串联触点接通Î Î P P P238 AND≧ (S1)≧ (S2)时串联触点接通Î Î P P P240 OR= (S1)= (S2)时并联触点接通Î Î P P P241 OR> (S1)> (S2)时并联触点接通Î Î P P P242 OR< (S1)< (S2)时并联触点接通Î Î P P P244 OR<> (S1)<> (S2)时并联触点接通Î Î P P P245 OR≦ (S1)≦ (S2)时并联触点接通Î Î P P P246 OR≧ (S1)≧ (S2)时并联触点接通Î Î P P P。

Uni PLC 说明书V1.0(UN20-0808MR-DB 扩展扩展说明说明说明))简易说明书济南优力济南优力电子科技电子科技电子科技有限有限有限公司公司(2011-03-07)感谢您使用济南优力电子科技有限公司(以下简称优力电子)生产的UN20系列可编程控制器。
Uni PLC为优力电子的商标。
UN20系列可编程控制器是优力电子研发生产的高品质可编程控制器。
在使用UN20系列可编程控制器之前,请务必熟读该手册,以便正确使用并充分发挥其优越性能。
书中难免有疏漏不足之处,敬请广大用户指正,我们将不胜感激。
若您需要更进一步了解一些功能的用法及获得更多的技术支持,请访问我们的网站:http://www.uni 子公司网站: 目录一,安全信息 (3)二,硬件系统介绍 (5)三,特殊辅助继电器 (10)四,指令集介绍 (14)应用 (16)五,指令具体说明及指令具体说明及应用设计时的注意事项危险设计时的注意事项危险请在可编程控制器的外部设置安全线路,以便在外部电源异常或可编程控制器出现故障时,整个系统也能在安全状态下运行。
(1) 误操作、误输出可能造成事故,必须在可编程控制器外部构成如下电路:紧急制动电路、保护电路、正反转等相反动作的互锁电路、定位上限/下限等防止机械坏的互锁电路等。
(2) 可编程控制器CPU不能检查的输入输出控制部分等的异常情况发生时,则有可能不能进行输出控制。
这时为使机器能安全运转,请设计外部电路和机构。
(3) 由于输出单元的继电器、晶体管等的故障,会出现输出无法控制为ON或OFF 的状态。
(4) 继电器型输出的PLC每一个输出点的电流小于等于0.3A,每一个输出公共端电流合计小于等于1A,否则有可能烧坏PCB板上的线路。
对于与重大事故有关的输出信号,请设计外部电路和机构以使机器运行在安全状态下。
安全与警告• !危险 由于没有按要求操作,可能造成死亡或重伤的场合。
♦ 不要安装在含有爆炸气体或可燃气体的环境里,否则有引发爆炸的危险。

14应用指令简单定位设计范例14.1 台达ASDA伺服简单定位演示系统X1伺服电机Y0脉冲输出Y1正转反转/Y4脉冲清除DOP-A人机ASDA伺服驱动器WPLSoft【控制要求】z由台达PLC和台达伺服组成一个简单的定位控制演示系统。
通过PLC发送脉冲控制伺服,实现原点回归、相对定位和绝对定位功能的演示。
z监控画面:原点回归、相对定位、绝对定位。
【元件说明】PLC软元件说明M0 原点回归开关M1 正转10圈开关M2 反转10圈开关M3 坐标400000开关M4 坐标-50000开关M10 伺服启动开关M11 伺服异常复位开关M12 暂停输出开关(PLC脉冲暂停输出)M13 伺服紧急停止开关X0 正转极限传感器X1 反转极限传感器X2 DOG(近点)信号传感器X3 来自伺服的启动准备完毕信号(对应M20)X4 来自伺服的零速度检出信号(对应M21)X5 来自伺服的原点回归完成信号(对应M22)X6 来自伺服的目标位置到达信号(对应M23)X7 来自伺服的异常报警信号(对应M24)Y0 脉冲信号输出14应用指令简单定位设计范例Y1 伺服电机旋转方向信号输出Y4 清除伺服脉冲计数寄存器信号Y6 伺服启动信号Y7 伺服异常复位信号Y10 伺服电机正方向运转禁止信号Y11 伺服电机反方向运转禁止信号Y12 伺服紧急停止信号M20 伺服启动完毕状态M21 伺服零速度状态M22 伺服原点回归完成状态M23 伺服目标位置到达状态M24 伺服异常报警状态【ASD-A伺服驱动器参数必要设置】参数设置值说明P0-02 2伺服面板显示脉冲指令脉冲计数P1-00 2外部脉冲输入形式设置为脉冲+方向P1-01 0位置控制模式(命令由外部端子输入)P2-10 101当DI1=On时,伺服启动P2-11 104当DI2=On时,清除脉冲计数寄存器P2-12 102当DI3=On时,对伺服进行异常重置P2-13 122当DI4=On时,禁止伺服电机正方向运转P2-14 123当DI5=On时,禁止伺服电机反方向运转P2-15 121当DI6=On时,伺服电机紧急停止P2-16 0无功能P2-17 0无功能P2-18 101当伺服启动准备完毕,DO1=OnP2-19 103当伺服电机转速为零时,DO2=OnP2-20 109当伺服完成原点回归后,DO3=OnP2-21 105当伺服到达目标位置后,DO4=OnP2-22 107当伺服报警时,DO5=OnÚ当出现伺服因参数设置错乱而导致不能正常运行时,可先设置P2-08=10(回归出厂值),重新上电后再按照上表进行参数设置。

三菱PLC使用手册三菱 FX2N 可编程控制器使用手册一、可编程控制器的内部编程元件1、输入继电器 X: X000~X017共16点2、输出继电器 Y: Y 000~Y017共16点3、辅助继电器 M:1)通用辅助继电器M0~M499 共 500 点2)断电保持继电器M500~M3071 共 2572 点3)特殊辅助继电器M8000~M8255 共 256 点4、状态继电器 S:S0~S499共500点1)初始状态继电器S0~S9 共 10 点2)回零状态继电器S10~S19共 10 点,供返回原点用3)通用状态继电器S20~S499共 480点4)断电保持状态继电器S500~S899共400点5)报警用状态继电器S900 ~S999共100点5、定时器 T: T0~T255共256点1)常规定时器 T0 ~ T255共256点T0~ T199为 100ms定时器,共 200 点,其中 T192~T199 为子程序中断服务程序专用的定时器。
T200~T245 为 10ms定时器共 46 点2)积算定时器 T246 ~T255 共 10 点T246~T249 为 1ms积算定时器共4点T250~T255 为 100ms积算定时器共6点6、计算器 C :C0~ C234共235点1)16 位计数器C0 ~ C199共200点其中 C0~C99 为通用型共 100 点C100~C199为断电保持型共100 点2)32 位加 / 减计数器 C200~ C234 共 35 点其中 C200~ C219为通用型共 20 点C220~C234为断电保持型共15 点7、指针 P/I1)分支用指针 P0~P127 共 128 点2)中断用指针 I XXX共 15 点其中输入中断指针 100~ 150 共 6 点定时中断指针 16~18共3点计数中断指针 1010~1060共6点8、数据寄存器 D1)通用数据寄存器D0~D199 共 200 点2)断电保持数据寄存器D200~D7999其中断电保持用 D200~D511 共 312 点不能用软件改变的断电保持D512~D7999 共7488 点,可用RST 和 ZRST指令清除它的内容。
1000. EMG STOP OR OVERTRAVE(紧急停止)
解除方法:检查紧急停止信号X8.4有没有.
1001. AXIS NOT HOME(轴没有回原点)
解除方法:为增量式马达用;将轴回原点可解决.
1002. MC OL(机床报警)
解除方法:此报警为系统异常,请参照FANUC异警之状况对应解决.
1003. LUBE LEVLE LOW(润滑油报警)
解除方法:检查润滑油位是否过低和油管是否有漏油现象.
1004. AIR PRESSURE LOW(空气压力低)
解除方法:检查机床气压是否过低.
1005. SP COOLER ALARM(主轴油冷报警)
解除犯法:检查主轴油冷油位是否过低或主轴油冷泵是否过载.
1006. HYDRAULIC PUMP PRESSURE LOW(油压压力过低)---选择功能
解除方法:检查油压马达是否过载或油压箱油位是否过低.
1007. WORN GEAR(高低档错误)选用
解除方法:检查是否没有检测到高低档信号或同时检测到高低档信号.请调整感应开关位置. 1008. AXIS OT(轴极限)
解除犯法:按住OT释放按键将轴向反方向移动.
1009. BATTERY ALARM
解除方法:系统电池低,更换后正常
1010. MAG NOT BACK(刀库后退到位信号未检测到目前为)---选择功能
解除方法:检查刀库后退感应开关是否正常.
1011. ATC MOTOR OL(刀库马达过载)
解除方法:检查刀库马达是否过热使热过载跳脱.
1012. COOLANT MOTOR OL(切屑液马达过载)
解除方法:检查切屑液马达是否过热使热过载跳脱.
1013. CHIP CONVEYOR OL(除屑机马达过载)
解除方法:检查除屑机马达是否过热使热过载跳脱.
1014.MAG MOTOR OL(刀库刀盘马达过载)
解除方法:检查刀盘确认后,手动复位热过载.
1015.M100?
解除方法:调试中使用.完毕后复位消失
1016. T CODE ERROR(T代码错误)
解除方法:请使用正确的T代码.
1017. SPINDLE NOT ORIENTATION(主轴没有定位)
解除方法:将Z轴在手动模式下向下移动直到异警消除.
1018. ARM NOT IN ORIGIN(刀臂无信号)---选用功能
解除方法:检查刀臂上中下三个感应开关是否全部损坏.V
如果是换刀中出现,0i-MD调整T158,如果是0i-Mate-Mdm则调整T74
1019. Z AXIS NOT IN ATC POSITION(Z轴不能到ATC位置)
解除方法:检查Z轴第二原点PLC信号F96.2是否正确.
1020. TOOL NOT INPOSITION(刀库没有定位即没有感应到计数信号)
解除方法:1: 手动刀库正反转是否能消除异警
2: 检查计数感应开关是否损坏.
1021. TOOL NO. NOT FOUND(找不到刀号)
解除方法:请重整刀号.
1022. TOOL POT NOT DOWN(刀套没有向下)
解除方法:检查刀套下感应开关和线路是否正常.
1023. ARM 90 ERROR(刀臂90度错误)---选用功能
解除方法:刀臂90度位置时所感应到的感应开关是否损坏.
1024.C12=3??
解除方法:将计数器C12设成3
1025. TOOL NOT UNCLAMP(刀没有松开)
解除方法:检查主轴松刀限位开关是否损坏.
1026. ARM 270 ERROR(刀臂270度错误)---选用功能
解除方法:刀臂270度位置时所感应到的感应开关是否损坏.
1027. TOOL POT NOT UP(刀套没有向上)---选用功能
解除方法:检查刀套上感应开关和线路是否正常.
1028. ARM JOG MODE(刀臂手动模式)---选用功能
解除方法:不使用手动刀臂模式.
1029. TOOL NOT CLAMP(刀没有夹紧)
解除方法:检查主轴夹刀限位开关是否损坏.
1030. ARM HOME POS ERROR(刀臂原点POS错误)
解除方法:检查刀臂原点感应开关是否损坏.
1031. ATC LS ERROR(ATC限位错误)
解除方法:1: 检查主轴松刀\主轴夹刀限位是否同时检测到信号,调整主轴松刀\夹刀限位位置. 2: 检查刀套上\刀套下限位是否同时检测到信号,调整刀杯上\刀杯下限位位置. 1032. T CODE = SP(T代码=主轴刀)
解除方法:当T代码不等于主轴时请进行刀库重整.
1033. HYDR.MOTOR OVERLOAD(液压电机过载)
1034. BALANCE ERROR(Z轴配重不平衡)
1036. SP.NOT CLAMP(主轴没有夹刀信号报警)
解除方法:手动则调整定时器T76时间
1038. COUNT A NO ONE SINGL(计数信号丢失)0I-MD
1041. COUNT A NO ONE SINGL(计数信号丢失)0I-MATE
解除方法:检查计数开关,重新刀库初始化
1039. COUNT B NO ONE SINGL(定位信号丢失)0I-MD
1042. COUNT B NO ONE SINGL(定位信号丢失)0I-MATE
解除方法:检查定位开关,重新刀库初始化
1040. BACKWATER MOTER OL (后冲水电机过载)
2000. DOOR NOT CLOSE(门没有关紧)---选用功能
解除方法:请关紧安全门.
2001. 4 AXIS CLAMP(第四轴没有夹紧)
解除方法:请将第四轴夹紧或检查第四轴夹紧感应开关.
2002. AIR PRESS LOW(空气压力底)
解除方法:检查空气压力
2003.LUBE LEVEL(润滑油液位报警)
解除方法:检查润滑油油位
2004.LUBE PRESS LOW(润滑油压力报警)
解除方法:检查润滑油油路是否漏油
2017.MANUAL MPG STATE FOR ARM RUNNING
解除方法:手动刀库调整状态,调试用或者解决刀库故障
2005. MG INITIALIZED FIN & CLOSE OP SW
解除方法:刀库初始化完成,关闭操作面板开关
2006. MG INITIALIZED N0 FIN & PLSEASE RE. OPERATE
解除方法:刀库初始化未完成,请重新操作
2007. MAN MG OP & M CODE USE
解除方法:手动操作,或者M代码有效(刀库方面)
2008. K PAR SETUP ERROR
解除方法::K参数设置错误,查看K11.1,K11.2,K11.3,同一时间只能有一个打开
A0.0
A0.1K4.2 A0.2
A0.3
A0.4K2.7 A0.5K4.6 A0.6
A0.7
A1.0
A1.1
A1.2
A1.3X7.3 A1.4X7.2 A1.5X7.4 A1.6
A1.7
A2.0K0.6 A2.1
A2.2
A2.3K2.3 A2.4K0.4 A2.5
A2.6
A2.7
A3.0
A3.1
A3.2
A3.3T19
A3.4K2.6
A3.5
A3.6
A3.7
A4.0K2.4
A4.1
A4.2
A4.4
A5.6
A6.1
A5.7
A6.2
A5.0
A5.1K3.3
A5.2K2.7
A5.3K4.5
A5.4K5.7
A6.6
A5.5斗笠式
A5.6斗笠式A5.7斗笠式A6.0斗笠式。