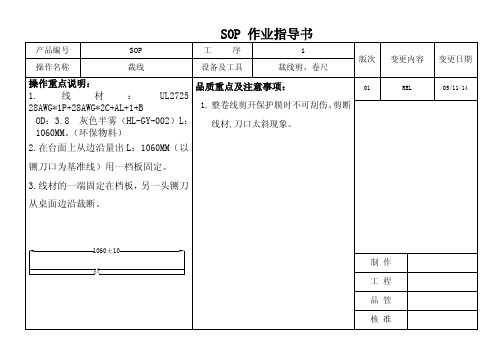
线材制作作业指导书SOP-E-0010
- 格式:xls
- 大小:1.25 MB
- 文档页数:12
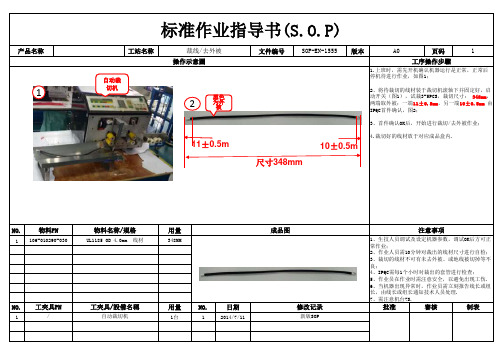
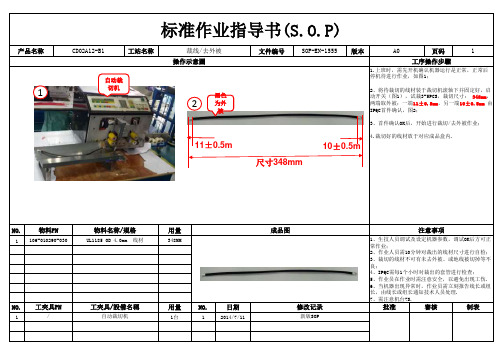
文件编号版本页码NO.用量1348MMNO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1.上班时,需先开机确认机器运行是正常,正常后停机待进行作业,如图1;2、将待裁切的线材装于裁切机滚轴下并固定好,启动开关(图1),试裁3-5PCS,裁切尺寸: 348mm ,两端取外被:一端11±0.5mm ,另一端10±0.5mm 由IPQC首件确认,图2;3、首件确认OK后,开始进行裁切/去外被作业;4.裁切好的线材放于对应成品盒内.物料PN物料名称/規格成品图注意事项产品名称工站名称裁线/去外被SOP-EN-1555A01106-010290-030UL1185 OD 4.0mm 线材1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需10分钟对裁出的线材尺寸进行自检;3、裁切的线材不可有未去外被、或地线被切掉等不良;4、IPQC需每1个小时对裁出的套管进行检查;5、作业员在作业时需注意安全,以避免出现工伤.6、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.7、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/自动裁切机新版SOP尺寸348mm1211±0.5m10±0.5m自动裁切机黑色为外被文件编号版本页码NO.用量14PCS/1模NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时,需先开机进行确认机器是否正常,并进行预热5分钟;2、作业员需双手启动双联开关试成型1~2模产品(图1),由IPQC做首件确认,;3、收件确认OK后,正常成型作业;4、成型好的热收缩套管待流至下工位,如图2.物料PN物料名称/規格成品图注意事项产品名称工站名称成型热收缩套管SOP-EN-1555A02501-0010-010螺丝帽1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、作业人员需自检是否有压痕、缺胶、变形等不良;3、IPQC需每1个小时对成型好的热收缩套管进行检查;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机/成型模具新版SOP12双联启动开关文件编号版本页码NO.用量11NO.用量NO.日期12套12014/7/11操作示意圖工序操作步驟1、取未扭的线材将地线与芯线分开,打开扭线治具电源开关,如图1、图2;2、将地线放治具夹头位置(图2),右脚踩脚踏开关进行扭线,重复扭2~3次;3、当一端扭线完成后,换另一端进行扭线,重复步骤2操作;4、扭好的线材流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称扭地线SOP-EN-1555A03/裁切/去外被后的线材1.扭线时注意将芯线与地线分开,避免将地线与芯线同时放治具夹头内;2、扭地线的次数不能过多,避免扭坏地线;3、作业完成,作业员需自检地线是否扭到位;4、扭线治具有异常,及时报告线长或组长通知生技人员进行处理;5、扭地线时应注意安全,避免手指伸进治具夹头造成工伤.工夾具PN工夾具/設備名稱修改记录批准審核制表/扭地线治具新版SOP12白色线为芯线,包住白色线的为地线扭地线治具夹头文件编号版本页码NO.用量1/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、取上工序扭好地线的线材,进行比量一下,芯线长的一端(去外被11mm端,如图1)需先放比剪刀口比剪7mm ,再放去皮刀口内进行去芯线皮,且地线与芯线的角度为90°时方可作业,图2、图3;2、取线材另一端芯线直接放机器去皮刀口内去皮,注意芯线与地线的角度,如图3;3、完成的产品流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称比剪/去芯线皮SOP-EN-1555A04/上工序制品1.比剪时,长的芯线端需比剪7mm,芯线放刀口内需放到位;2、作业操作时注意安全,避免工伤;3、治具出现异常时,需立刻报告线/组长,通知生技人员调试处理;4、上线前,生技人员需保证机台/治具上线前正常使用;5、作业员在拿到上工位物品及完成本工位操作后,均需进行自检产品.6、需注意工作台面7S.工夾具PN工夾具/設備名稱修改记录批准審核制表/半自动剥皮机新版SOP芯线与地线的角度为90°比剪刀口去芯线皮刀口比剪/去芯线皮完成的产品芯线地线23410±0.5m m 11±0.5m m1文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取上工位的比剪/去芯线皮完成的产品沾助焊剂,如图1;2、将沾完锡线材芯线及地线进行镀锡,两端均需镀锡,如图2;3、镀锡完成后,自检芯线与地线是否都已经镀锡,如图3.物料PN物料名称/規格成品图注意事项产品名称工站名称镀锡SOP-EN-1555A05/上工序制品1、作业时注意安全,避免锡液飞溅造成对人烫伤;2、镀锡时不得出现:漏镀锡、却锡、大锡头等.3、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/锡炉新版SOP加助焊剂镀锡自检镀锡123文件编号版本页码NO.用量1/21PCS 30.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取母头,目视确认,对母头无字母焊接柱加锡,如图1;2、取线材将白色芯线焊接到带“G”字母的焊接柱上,将地线焊接到带“X”字母的焊接柱上;3、自检焊接焊接是OK,OK的流转下工位.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接母头SOP-EN-1555A06/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、母头加锡时,不得加错焊接柱;3、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.ST3-02C01-430母头714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOP母头注意:母头上无字母的焊接柱需加锡加锡OKG X注意:白色芯线焊到带“G ”字母焊接柱,地线焊到带“X ”字母焊接柱12文件编号版本页码NO.用量1/20.02GNO.用量NO.日期11套12014/7/11操作示意圖工序操作步驟1、取线材及DC头进行焊接,芯线焊DC头焊接柱上,地线焊金属外壳上.物料PN物料名称/規格成品图注意事项产品名称工站名称焊接DC头SOP-EN-1555A07/上工序制品1、烙铁焊锡标准温度为:380±20℃;2、焊锡作业过程中不得出现以下不良:芯线与地线焊焊反、焊接错位、空焊、虚焊、连锡、漏焊接等;4、作业时,需注意安全,避免烙铁对人体造成烫伤;5、当烙铁头出现脏污,需及时清理干净;6、需注意工作台面7S.714-00000-060锡丝 OD 0.8工夾具PN工夾具/設備名稱修改记录批准審核制表/电烙铁新版SOPDC 头焊接OK注意:芯线焊焊接柱上,地线焊外壳上文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(DC头)SOP-EN-1555A08/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材DC插头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(DC头)SOP-EN-1555A09/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOPDC 头装载具上开关控制面板载具与线材需装到位水口料45123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/11操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型内模(母头)SOP-EN-1555A010/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP45母头装载具上开关控制面板载具与线材需装到位水口料123文件编号版本页码NO.用量1/2/NO.用量NO.日期11台12014/7/1121套32套操作示意圖工序操作步驟1、上班时需开机确认是否运行正常,并预热5分钟再进行正常作业,如图1;2、将4PCS线材母头端装载具上,需装到位,如图2;3、将装好线材的载具装成型机模腔内,载具与线材均需在模腔、线槽摆放到位,如图3;4、双手启动双联开关,上模自动下行自动成型,图4;5、成型完成后,取下水口料放水口料桶内,取出载具及线材(图5),并由IPQC做首件确认;6、首件OK后,重复步骤2、3、4操作,且设备自动成型时准备下一载具待成型线材.物料PN物料名称/規格成品图注意事项产品名称工站名称成型外模(母头)SOP-EN-1555A011/上工序制品1、生技人员调试及设定机器参数,调试OK后方可正常作业;2、每成型完一模作业员需自检产品是否正常;3、IPQC需每1个小时对成型好内模的线材DC头巡检;4、作业员在作业时需注意安全,以避免出现工伤.5、当机器出现异常时,作业员需立刻报告线长或组长,由线长或组长通知技术人员处理.6、需注意机台7S./注塑料工夾具PN工夾具/設備名稱修改记录批准審核制表/立式注塑机新版SOP李鹏2014/7/11/成型模具/载具13245母头装载具上开关控制面板载具与线材需装到位启动双联开关水口料文件编号版本页码NO.用量1/NO.用量NO.日期1112014/7/1121操作示意圖工序操作步驟1、打开电测机电源开关,测试头未插线材时,绿灯亮,如图1;2、将线材DC插头、母头分别插入测试头内,约1秒电测机黄灯,测试自动测试,如图2;3、自动测试OK后,黄灯熄灭,电测显示屏 显示“请摇摆线材”时(图3),双手分别握住“DC插头”及“母头”根部线材上下60°角度摇摆 2~3回合,红灯不亮且不报警,则为合格品;4、当电测为不良品时,红色灯亮,且发出略刺耳的报警声.物料PN物料名称/規格成品图注意事项产品名称工站名称电测SOP-EN-1555A012/上工序制品1、测试条件存档后测试机不可随意调试,且测试过程中每隔2小时要用标准测试样品对测试机进行确认一次。
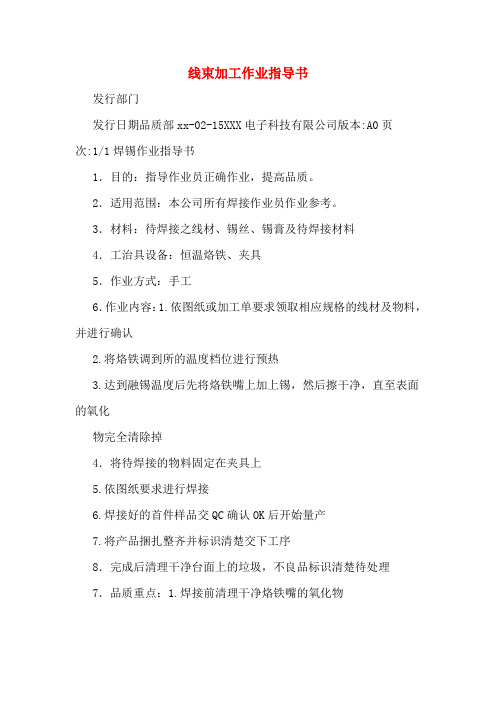
线束加工作业指导书发行部门发行日期品质部xx-02-15XXX电子科技有限公司版本:A0页次:1/1焊锡作业指导书1.目的:指导作业员正确作业,提高品质。
2.适用范围:本公司所有焊接作业员作业参考。
3.材料:待焊接之线材、锡丝、锡膏及待焊接材料4.工治具设备:恒温烙铁、夹具5.作业方式:手工6.作业内容:1.依图纸或加工单要求领取相应规格的线材及物料,并进行确认2.将烙铁调到所的温度档位进行预热3.达到融锡温度后先将烙铁嘴上加上锡,然后擦干净,直至表面的氧化物完全清除掉4.将待焊接的物料固定在夹具上5.依图纸要求进行焊接6.焊接好的首件样品交QC确认OK后开始量产7.将产品捆扎整齐并标识清楚交下工序8.完成后清理干净台面上的垃圾,不良品标识清楚待处理7.品质重点:1.焊接前清理干净烙铁嘴的氧化物2.焊接时间不能超过2秒钟,温度控制在320℃--360参照另行标准执行)3.作业过程中发现的不良品放入不良品盒内,决不能随手放于工作台上4.焊接过程中随时检查是否有虚焊、假焊等不良现象发行部门发行日期品质部xx-02-15XXX电子科技有限公司版本:A0页次:1/1排线压接作业指导书1.目的:指导作业员正确作业,规范作业程序,提高品质。
2.适用范围:本公司所有排线压接作业员作业参考。
3.材料:待压接线材、FC压头、中盖、反折扣4.工治具设备:手动压接机5.作业方式:手工6.作业内容:1.依图纸或加工单要求领取相应规格的线材及物料,并进行确认2.将FC压头与中盖扣好3.将线材按图纸要求方向放入其中,线头与压头对齐4.将压头放入压接机卡槽内,拉动手柄向下均力压下5.取出压好的线材交QC确认OK后开始量产6.需要扣反折扣的依图纸要求扣好反折扣,捆扎整齐放入周转箱内.7.填写工程记录卡贴于箱外转交下工站7.品质重点:1.所用物料一定要符合要求2.压头不可有缺针、破损等现象3.线材切口要平齐没有斜口4.注意确认线材红边方向及压头第一脚位置5.线头不可超出压头侧面或是压第一文库网不到位6.压头及反扣要扣到位发行部门发行日期品质部xx-02-15XXX电子科技有限公司版本:A0页次:1/1屏蔽线作业指导书1.目的:指导作业员正确作业,提高品质。


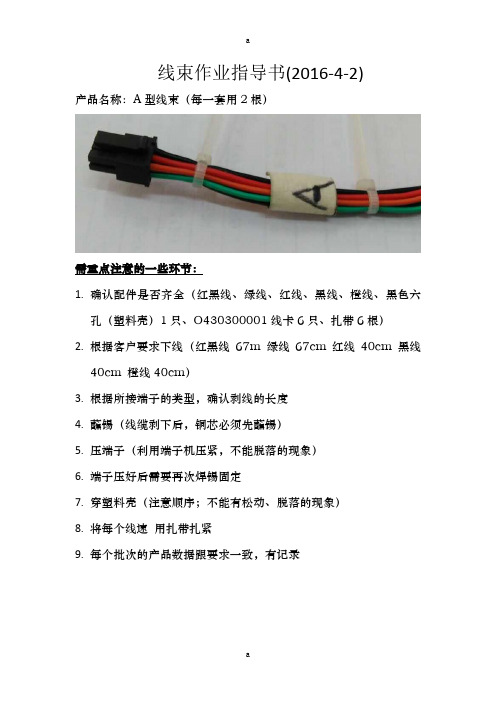
线束作业指导书(2016-4-2)产品名称:A型线束(每一套用2根)需重点注意的一些环节:1.确认配件是否齐全(红黑线、绿线、红线、黑线、橙线、黑色六孔(塑料壳)1只、O430300001线卡6只、扎带6根)2.根据客户要求下线(红黑线67m 绿线67cm红线40cm 黑线40cm 橙线40cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(利用端子机压紧,不能脱落的现象)6.端子压好后需要再次焊锡固定7.穿塑料壳(注意顺序;不能有松动、脱落的现象)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录1.确认配件是否齐全(红线、黑线、橙线、黑色四孔(塑料壳)1只、O430300001线卡3只、扎带6根)2.根据客户要求下线(红线63cm 黑线63cm 橙线63cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(利用端子机压紧,不能脱落的现象)6.端子压好后需要再次焊锡固定7.穿塑料壳(注意顺序;不能有松动、脱落的现象)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录1.确认配件是否齐全(红线、黑线、橙线、穿心电容2只、O430310001线卡3只、线耳1只、扎带1根)2.根据客户要求,实际下线(红线17.5cm 黑线12.5cm 橙线17.5cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(利用端子机压紧,不能脱落的现象)6.端子压好后需要再次焊锡固定7.焊接穿心电容和线耳(穿心电容焊接处需要热缩管隔离)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录产品名称:D型线束(每一套用2根)1.确认配件是否齐全(红线、黑线、橙线、线耳1只、扎带1根)2.根据客户要求,实际下线(红线7.5cm 黑线5cm 橙线7.5cm)3.没有线缆两端剥线确认长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.焊接线耳8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录产品名称:E型线束(每一套用1根)1.确认配件是否齐全(绿线、排线、排线头15dB1只、白色8针/塑料壳1只、0008500113小针(MX) 8只、线耳1只、扎带2根)2.根据客户要求下线(绿线12cm 排线55cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(利用端子机压紧,不能脱落的现象)6.端子压好后需要再次焊锡固定7.排线头15dB1只的焊接(注意顺序;每个焊接处烘热缩管隔开)8.穿塑料壳(注意顺序;不能有松动、脱落的现象)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录产品名称:G型线束(每一套用1根)1.确认配件是否齐全(绿线、棕线、白色8针/塑料壳1只、白色6孔/塑料壳1只、0008500113 小针(MX)10只、扎带2根)2.根据客户要求下线(绿线10.5cm 棕线10.5cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(利用端子机压紧,不能脱落的现象)6.端子压好后需要再次焊锡固定7.穿塑料壳(注意顺序;不能有松动、脱落的现象)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录产品名称:H型线束(每一套用1根)1.确认配件是否齐全(红线、黑线、橙线、粉线、蓝线、8针/塑料壳1只、0008500113 小针(MX)7只、)2.根据客户要求下线(红线12cm、黑线12cm、橙线16cm、粉线16cm、蓝线16cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(利用端子机压紧,不能脱落的现象)6.端子压好后需要再次焊锡固定7.穿塑料壳(注意顺序;不能有松动、脱落的现象)8.每个批次的产品数据跟要求一致,有记录产品名称:T型线束(每一套用2根)1.确认配件是否齐全(绿线、红线、黑线、O430310001线卡3只、白色4孔/塑料壳1只、线耳1只、扎带1根)2.根据客户要求下线(绿线9cm、红线8cm、黑线9cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(不能脱落的现象)6.端子压好后需要再次焊锡固定7.焊接线耳8.穿塑料壳(注意顺序;不能有松动、脱落的现象)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录产品名称:W型线束(每一套用2根)1.确认配件是否齐全(橙线、红线、白线、O430310001线卡3只、0008500107大针(MXN)2只、线耳1只、扎带1根、黑色三极管1只白色3孔/塑料壳1只)2.根据客户要求下线(橙线17cm、红线12cm 10.5cm、白线17cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(不能脱落的现象)6.端子压好后需要再次焊锡固定7.焊接线耳8.穿塑料壳(注意顺序;不能有松动、脱落的现象)9.焊接黑色三极管(烘热缩管中间分开,要套双热收缩管)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录产品名称:Z型线束(每一套用1根)1.确认配件是否齐全(橙线、红线、蓝线、绿线、白色8针/塑料壳1只、0008500113 小针(MX)7只、航空头1只、扎带2根、)2.根据客户要求下线(橙线35cm+16cm、红线35cm+16cm、蓝线35cm、绿线35cm+16cm)3.根据所接端子的类型,确认剥线的长度4.蘸锡(线缆剥下后,铜芯必须先蘸锡)5.压端子(不能脱落的现象)6.端子压好后需要再次焊锡固定7.穿塑料壳(注意顺序;不能有松动、脱落的现象)9.焊接航空头(烘热缩管中间分开,要套双热收缩管拧紧接头)8.将每个线速用扎带扎紧9.每个批次的产品数据跟要求一致,有记录a出厂要求:1.薄膜口袋内有“东贝”合格证,上有产品名称、数量、生产日期和生产批号等2.出库单(装箱单)标有采购单号、产品名称、数量、出厂日期、详细装箱资料等3. 装有出库单的箱子(或袋子)要醒目,包装上要有醒目标注“内有出库单”文本仅供参考,感谢下载!a。

SJ45挤塑机操作规程一、设备生产范围1.设备编号:LW-J-012.设备为左手机;3.专挤PVC或丁腈绝缘;4.挤包前直径1.0mm—3.2mm;5.挤包后外径2.2 mm—5.2mm绝缘;6.出线速度每班(10h)10000M-50000M。
二、开车前的准备1.检查设备的机械、电器、仪表等部分是否正常,电器设备的开关是否均在停止位置,传动装置是否连接妥善。
如有故障和不良情况应及时排除或报告有关部门。
2.加油润滑所有传动部分,排线光杆擦净后用机油涂抹。
3.准备好工,量器具并放置在一定的位置。
4.检查印字机是否正常,根据工艺要求印字内容,装好印字轮。
5.根据生产任务单中电线电缆的规格选配适当模具。
6.准备好符合工艺要求的导电线芯和绝缘塑料,并对待放品自检。
7.滤胶板前放1—2层180目钢丝网,一般情况下,每班调换一次钢丝网。
8.装好机头,机头结构为:四个调模芯螺丝(外侧两个,上下各一个)、模芯模套一付、模套压盖一个。
9.主机加温:主机分3个加热区,自加料口至机头温度递升(-区120℃、二区140℃、三区145℃、机头140℃)。
主机加温可采用自动控制。
10.牵引绳经过水槽、吹干机、测径仪、工频火花机再至牵引轮,牵引绳在牵引轮上每个槽内绕两圈(2.5mm2-6mm2只一圈)后再从同步轮牵出。
11.将导体装上放线架,将收线盘上好。
三、开车1.各加热区全部达到加工温度后即可低速开车,待塑料挤出机头后,可根据情况将螺杆加速。
2.校模:塑料自机头挤出后,观看塑料塑化情况,待塑料塑化正常后,即可进行校模。
挤塑模具均为挤压式,初步调好后,先挤包一小段,在绝缘表面做上标记,检查是否偏心。
停顿时从包在导体上的绝缘层瘤子也能看出多的一面为厚了,少的一面则薄了,如里面一面厚了把侧面右边调整螺丝松一点,再把左边调整螺丝2盐城利维线缆有限公司3紧一点,如外面厚了则相反调整,如上面厚了就松上面螺丝紧下面螺丝,如下面厚了则相反调整;必须先松后紧。

本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==线材加工作业指导书篇一:线材检验作业指导书德信诚培训网线材检验作业指导书1.目的为了在对线材类器件进行来料检查时提供客观依据和指导,使判定标准明确化。
2.适用范围本标准适用于公司来料的排线、连接线、电源线等各类线材的检验、判断。
3.参考资料参照相关行业标准和公司的实际情况制定本标准。
4.常见术语的定义排线类:指的是我司用于机器内部的线路或接插件类连接的线材,包括单根和多根的以及带端子的和不带端子的等。
连接线类:指的是连接机器与机器之间的线材,比如摄像头与监视器的连接线,摄像头与DVR的连接线等。
电源线类:指的是连接机器与市电之间的连线。
5.抽样计划6.1抽样依据IQC抽样计划进行。
6.2 AQL :MAJOR: 1.0MINOR: 1.5 6.检验的项目和判定标准 6)1 排线类更多免费资料下载请进:好好学习社区*.耐压测试只针对机器内部的连接高压部分的排线,如偏转线圈的引线,市电的引线等。
更多免费资料下载请进:好好学习社区德信诚培训网6)2 连接线类好好学习社区更多免费资料下载请进:篇二:生产加工作业指导书铝合金工序加工作业指导书文件编号:编制:会签:批准:二0一一年六月目录一、二、三、四、五、六、作业指导书目录?????????????????????????????????????????????1 切割作业指导书?????????????????????????????????????????????2~4 冲、铣、钻切作业指导书?????????????????????????????????????5~6 组角作业指导书 ????????????????????????????????????????????7~9 装配作业指导书?????????????????????????????????????????????10 装配胶条作业指导书 ????????????????????????????????????????11~12七、安全技术作业指导书 ????????????????????????????????????????13切割作业指导书一、该作业指导适用于铝合金产品的下料切割工序。

电线电缆各工序作业指导书电线电缆各工序作业指导书一、前言电线电缆作为电力、通讯信息传输的重要工具,其质量安全以及使用寿命直接影响到人们的生产生活。
因此,在电线电缆各工序作业中,必须注重安全,严格按照操作规程进行操作,保证产品符合相关标准要求。
二、制线工序制线工序是电线电缆生产的第一道工序,其作用是将不同材料、不同颜色的裸线扭绞在一起,形成多芯制线。
因此,在该工序中,必须做好以下安全措施:1.操作前必须认真查看设备正反转方向,确保设备运转方向正确;2.操作人员必须戴上头盔、耳塞、手套等安全防护用品;3.对线材进行扭绞时,必须确保各线芯数量、扭绞方向一致,避免出现翘曲、拉长等情况。
三、挤包工序挤包工序是制线后的重要工序,其作用是将制成的多芯线芯置于PVC套管内,完成成品电线的生产。
在挤包工序中,必须注意以下安全事项:1.操作前必须检查挤压机的温度、压力、转速等参数是否符合要求;2.操作人员必须戴上口罩、手套等防护用品,避免吸入PVC烟雾或溶剂挂掉;3.挤包机故障时,必须停机处理,不能随意拍打或瞎搞。
四、绞合工序绞合工序是将多芯线芯按规定的层数绞合在一起,形成扁线或圆线的工序。
在绞合工序中,必须遵守以下安全要求:1.操作前必须检查绞合机的正反转、速度、张力等参数是否正常;2.操作人员必须戴上手套、口罩等防护用品,避免吸入电线电缆材料烟尘;3.在绞合过程中发现线芯错位、伤芯等情况时,必须立即停机检修。
五、铠装工序铠装工序是将完成的电线电缆套上金属铠装,增强其机械强度以及防护抗干扰。
在铠装工序中,必须注意以下安全措施:1.操作前应检查铠装机的应力、速度是否正常;2.操作人员必须佩戴防护用品,如安全帽、手套等,避免切割物品或铠装材料刺眼;3.铠装过程中,应及时加强铠层感应线的层压度,以及单孔通一条线,避免出现水泥瘤或铠层开裂。
六、套装工序套装工序是将完成的电线电缆放入套管中并固定好。
在套装工序中,必须注意以下安全事项:1.操作前应查看套装机、电器控制箱等设备是否运行正常;2.操作人员应戴好手套等防护用品,并要注意对线芯的方向和每根线芯的固定力度;3.对于线芯固定度不足,不能完整固定的产品,必须及时返工,并按要求检查产品的质量。


本文部分内容来自网络整理,本司不为其真实性负责,如有异议或侵权请及时联系,本司将立即删除!== 本文为word格式,下载后可方便编辑和修改! ==电缆制作指导书篇一:电线电缆作业指导书作业指导书批准人:颁布日期:实施日期:审核:编写:职业道德规范一、服从领导的统一安排,统一指挥。
二、爱岗敬业,积极热忱,恪尽职守,始终如一。
三、提高技能,持证上岗,无上岗证及不能胜任者不得独立操作报出数据。
四、以科学严谨的态度、公正无私的作风对待检验工作。
五、不欺瞒客户,不得以不正确或无效的检验方法进行检验。
六、工作期间精力集中,不得漫不经心或擅自离岗。
七、不虚报、空报数据,以实测结果为准。
八、保质保量及时地完成检验工作。
九、有问必答,有惑必解,体现全方位高效优质服务。
十、衣帽整齐干净,室内环境清洁。
第一章第二章第三章第四章第五章第六章目高压试验导体电阻试验绝缘电阻试验绝缘厚度试验外形尺寸试验附表录第一章电压试验1.1适用范围本作业指导书适用于工业与民用建筑及一般构筑物所采用的电线电缆的性能试验。
1.2依据标准GB 50303-201X 《建筑电气工程施工质量验收规范》GB/T3048.8-201X《电线电缆电性能试验方法第8部分:交流电压试验》GB/T5023.2-201X《额定电压450/750V及以下聚氯乙烯绝缘电缆第2部分:试验方法》GB/T5013.2-201X《额定电压450/750V及以下橡皮绝缘电缆第2部分:试验方法》 1.3仪器设备SBJ-Ⅰ型工频高压试验设备 1.4试验方法1.4.1先将电缆在温度为20±5℃水槽内浸水一小时,试样两个端部伸出水面的长度应不小于200mm,且应保证在规定的试验电压下不发生沿其表面闪络放电。
篇二:电缆敷设作业指导书(201X年版)惠州110kV荃湾变电站工程电缆敷设作业指导书编码:BDDQ-ZW-14批准:审核:编写:陕西天龙输变电建设有限公司惠州110kV荃湾变电站工程项目部二○一二年九月1BDDQ-ZW-14 电缆敷设作业指导书目次适用范围···································································.........................(来自: : 电缆制作指导书).. (3)编写依据 (3)作业流程 (3)安全风险辨析与预控 (4)作业准备 (7)作业方法 (8)质量控制措施及检验标准 (10)2中国南方电网有限责任公司电网建设施工作业指导书第 2 部分:变电电气安装1 适用范围。
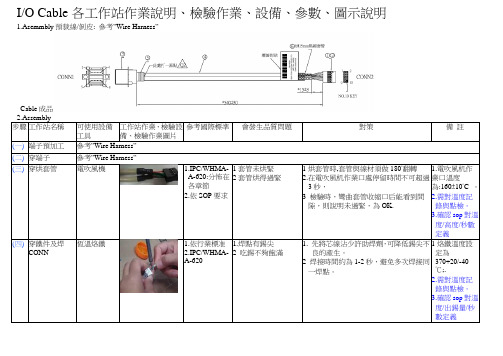
1.Asemmbly預裁線/剝皮: 參考”Wire Harness”Cable成品附錄一般Cable Assembly射出成型不良的故障排除A.問題:合模線(毛邊:Flash)原因:1.一次壓壓力過高。
2.關模壓力太小。
3.射出料黏性太大。
4.溫度太過於高。
5.射出容積太大。
6.射出速度太快。
7.模具分模很不密合。
處理方法---微調:壓力、溫度、射速及關模壓力。
B. 問題:流動痕跡(Flow Mark)原因:1.射出口溫度太低。
2.射出速度太慢。
3.模具進料點設計不當。
4.二次壓力時間太短。
5.壓力太小。
6.模具內有油污及水氣殘留。
7.原料受潮需要烘乾。
處理方法---微調:壓力、射速、清洗模具。
C. 問題:黑色條痕和燒焦(Burning)原因:1.料管溫度過高。
2.射出壓力太高。
3.射出速度快。
4.射出料留於料管中的時間太長。
5.螺桿轉速太快。
6.停機過久,未降下設定之溫度。
處理方法---微調:螺桿、溫度、洗料。
D.問題:射料不足(Short shot)原因:1.射出壓力太低。
2.溫度太低。
3.射出速度太慢。
4.射出口溫度太低。
5.進料量不足。
6.模具進料點不均。
7.每操作一個回合,中間休息過久。
(停滯時間過長)處理方法--微調:壓力、溫度、進料量及射速等。
E.問題:縮水問題(Shrinkage)原因:1.射出壓力太低。
2.二次壓力時間太短。
3.射出速度太快或太慢。
4.進料量不足。
5.溫度太高。
6成品太過於厚,一般外模肉厚與內模間約在2㎜以上即容易縮水。
7.射出料縮水性太大。
處理方法---微調:壓力、溫度、進料量及射速等。
F.問題:氣泡(Bubble)原因:1.溫度太高。
2.抽退(射退)設定太高。
3.射出速度太快。
4.模具排氣孔設計不良。
5.射出料過熱揮發產生氣泡。
處理方法---微調:溫度、抽退、射出料烘烤。
G.問題:異色點(Color blending)原因:1.料管清洗不乾淨。
2.料管壁有燒焦物質殘留。
