现代高速厌氧生物反应器
- 格式:pptx
- 大小:817.06 KB
- 文档页数:50

污水处理三代厌氧生物反应器一、引言随着社会经济的发展和城市化进程的加快,污水处理成为环境保护和可持续发展的重要环节。
厌氧生物反应器作为污水处理的重要技术之一,经历了第一代、第二代和第三代的发展,其中第三代厌氧生物反应器在处理复杂有机废水方面表现出卓越的性能。
本文将详细介绍第三代厌氧生物反应器的技术原理、特点及实际应用案例,为相关领域的研究和应用提供参考。
二、三代厌氧生物反应器的技术发展第一代厌氧生物反应器第一代厌氧生物反应器主要采用传统升流式厌氧消化池,具有结构简单、易维护等优点。
但存在处理效率低、占地面积大等缺点,已逐渐被淘汰。
第二代厌氧生物反应器第二代厌氧生物反应器是在第一代基础上发展而来的高效厌氧反应器,通过改变反应器的结构或运行方式,提高反应器的容积负荷和产气率。
代表技术包括:升流式厌氧污泥床(UASB)、厌氧膨胀颗粒污泥床(EGSB)和内循环厌氧反应器(IC)等。
第三代厌氧生物反应器第三代厌氧生物反应器是在第二代基础上进一步优化升级的新型反应器,具有更高的处理效率、更低的能耗和更好的抗负荷冲击能力。
代表技术包括:膜分离厌氧反应器(MABR)、升流式固体厌氧反应器(USR)和超级厌氧反应器(SUFR)等。
三、第三代厌氧生物反应器的技术特点1.高处理效率:第三代厌氧生物反应器采用新型的微生物种群结构和运行模式,具有更高的有机物去除率和产气率。
2.适应性强:第三代厌氧生物反应器能够适应不同种类和浓度的有机废水,具有较强的抗负荷冲击能力。
3.能耗低:第三代厌氧生物反应器采用新型的能量回收和利用技术,降低了能耗。
4.自动化程度高:第三代厌氧生物反应器采用先进的自动化控制技术,减少了人工操作和维护工作量。
5.占地面积小:第三代厌氧生物反应器采用紧凑型设计,占地面积小,适合城市污水处理等空间有限的场所。
四、第三代厌氧生物反应器的实际应用案例1.城市污水处理厂:某城市污水处理厂采用第三代厌氧生物反应器技术进行改造,实现了高效去除有机物、降低能耗和减少占地面积的目标。
厌氧膜生物反应器的发展和应用现状厌氧膜生物反应器将厌氧工艺与膜过滤工艺有效地结合在一起,可以克服传统厌氧工艺存在的缺点,具有污泥停留时间长,抗冲击负荷能力强等特点,在工业废水和生活污水处理领域应用十分广泛。
文章介绍了厌氧膜生物反应器的主要技术特点,并总结了该工艺在国内外的研究及应用现状,为厌氧膜生物反应器工艺的发展提供一定的理论支持。
标签:厌氧膜生物反应器;技术特点;研究应用;现状1 厌氧膜生物反应器的主要特点根据反应器需氧与否,将膜生物反应器(MBR)分为好氧MBR和厌氧MBR 简称AnMBR。
世界能源形式的日益严峻以及污水负荷的急剧增长等等都在要求我们找到一种能处理高负荷,能源消耗低,投资低,能够回收能源,产生剩余污泥较少的新型处理工艺。
在这样的时代背景下,厌氧MBR应运而生。
相对于好氧技术,厌氧生物处理技术最大的特点是具有将污水中的有机物变废为宝转化为甲烷这种可回收利用的能源气体这一优势,同时已经发表的大部分研究表明厌氧生物处理技术的优点大于它的不足,厌氧生物处理技术具有产泥少、工艺相对稳定、基建费用较低、运行费用低廉、二次污染较少等生态、经济、技术优势,另外厌氧处理技术还可以处理季节性污水,降低废水中氯化有机物毒性的同时厌氧MBR还被广泛应用于高浓度有机废水的处理,其对于常见有毒物质和工业污水的处理能力也被专家学者普遍认同。
在厌氧MBR中,传统活性污泥中的沉淀池被膜过滤的膜组件所代替,由于膜组件具有过滤作用,因此,不但污染物可以被截留在反应器中,而且大分子的有机物也被截留下来,彻底实现污泥龄和HRT的分离,因此厌氧MBR中不存在活性污泥膨胀的问题,相比较好氧污泥膨胀这是一个明显的优势,同时因为厌氧MBR具有较高的有机物去除率,而且膜组件对微生物有很强的截留能力,所以对有毒化合物和物质具有较强的去除能力。
由于厌氧MBR采用膜组件系统,水力状态较好,不易堵塞,此外还有出水水质稳定,操作简单,易于自动化管理等优点。
膨胀颗粒污泥床反应器(EGSB)膨胀颗粒污泥床反应器是一种新型的高效厌氧生物反应器,是在UASB反应器的基础上发展起来的第三代厌氧生物反应器。
与UASB反应器相比,它增加了出水再循环部分,使得反应器内的液体上升流速远远高于UASB反应器,污水和微生物之间的接触进一步加强。
正是由于这种独特的技术优势,使得它越来越多地用于有机污水的处理,并且具有较高的处理效率。
(1) EGSB设计参数:设计流量: Q=7500m3/d=312.5m3/h容积负荷:8.0kg/m3·dCODcr去除率:≥80%停留时间:t=5h进水COD浓度:S0=4000mg/L污泥产率:0.1kgMLSS/kgCOD;产气率:0.5m3/kgCOD(2)构筑物设计罐体为圆形,单座尺寸:D=8m H=22.5m结构形式: 钢筋混凝土数量: 4 座EGSB设计计算依据《厌氧颗粒污泥膨胀床(EGSB)反应器污水处理工程技术规范》EGSB 反应器进水应符合下列条件:a)pH 值宜为 6.5~7.8;b)常温厌氧温度宜为 20℃~25℃,中温厌氧温度宜为 30℃~35℃,高温厌氧温度宜为50℃~55℃;c)COD:N:P=100~500:5:1;Crd )EGSB 反应器进水中悬浮物含量宜小于 2000mg/L ;e )废水中氨氮浓度宜小于 2000mg/L ;f )废水中硫酸盐浓度宜小于 1000mg/L 或 COD Cr /SO 42-比值大于 10;g )废水中 COD cr 浓度宜为 1000mg/L ~30000mg/L ;h )严格控制重金属、氰化物、酚类等物质进入厌氧反应器的浓度。
因此根据进水水质和运行情况,进行磷盐、碱式氯化铝、三氯化铁、次氯酸钠、氢氧化钠、盐酸及微量元素的配置和投加。
因此设立加药间选用WA-0.5A-Ⅱ型加药泵根据设备参数,故加药间尺寸应为: 3356m h B L ⨯⨯=⨯⨯ 3.4.4.4 EGSB 构筑物主体设计计算 参数选取:设计流量: Q =7500m 3/d =312.5m 3/h 容积负荷:8.0kg/m 3·d CODcr 去除率:≥80% 停留时间:t=5h进水COD 浓度S 0=4000mg/L 污泥产率0.1kgMLSS/kgCOD ; 产气率0.5m 3/kgCOD 设计罐体为圆形 有效容积:V 有效=30375080.47500m N S Q V =⨯=⨯式中:Q - 设计流量,m 3/s S 0 -进水COD 含量,mg/L N v -容积负荷,kgCOD/(m 3·d) 取反应器有效高度:h=20m 反应器面积:2m 5.187203750===h V A 有效, 采用4座相同EGSB 反应器则每个反应器的面积A1=A/4=46.88 m 2反应器直径取D=8m 横截面积A2=1/4πD 2=50.24m 2 取反应器总高H '=22.5m ,其中超高为0.5m 反应器总容积V '=187.5(H '-0.5)=187.5×22=4125 m 3 EGSB 反应器的体积有效系数: %90.90%10041253750=⨯ 3.4.4.5 反应器的升流速度 上升流速:)/(22.624.505.312Q 2h m A ===ν。
定义厌氧序批式反应器(Anaerobic Squencing BatchReactor简称ASBR)是美国Dague教授于20世纪90年代初开发的一种高速厌氧反应器(美国专利号:5,185,079) 。
ASBR是间歇运行的非稳态厌氧生物反应器,每个运行周期分为进水、反应、沉淀、排水、待机5个阶段。
同其他连续运行的厌氧反应器(如UASB,EGSB等)相比,ASBR反应器具有投资省、操作灵活、稳定高效等优点而越来越引起人们的关注。
我们相信,随着我国环境保护事业的发展,ASBR法必将成为一个有竞争力的废水处理技术,在水污染控制中发挥重要作用。
编辑本段基本操作1.进水期废水由进料泵注入反应器,同时进行搅拌,基质浓度迅速增加,根据Monod动力学方程,微生物代谢速率也相应增加。
进水到预先设定的液面线为止,进水体积与水力停留时间(HRT)和有机负荷(OLR)等因素有关。
2.反应期进水结束后反应器进入反应期,反应期是ASBR反应器一个运行周期中最重要的一个步骤。
在搅拌的作用下,基质与生物团充分混合,同时基质中的有机物转化为生物气。
在反应期搅拌方式的选择是很重要的。
搅拌的方式通常有三种:循环的生物气搅拌、机械搅拌和液体回流搅拌;其中最常用的是用循环的生物气进行搅拌。
反应的时间取决于基质和中间产物的消耗速率。
3.沉淀期反应结束后,停止搅拌,此时ASBR反应器的作用和沉淀池相同。
沉淀的时间与污泥的“自我固定化”情况有关,对于沉降性能良好的颗粒污泥来说,沉淀时间会很短;同时沉淀时间还得保证良好的出水水质和反应器内生物量的增加。
4.排水期经过充分的固液分离后将上清夜和沉降性能差的污泥排出。
排水体积等于进水体积。
排水要尽快结束,以免氧气进入反应器影响厌氧细菌的活性[2~3]。
编辑本段工艺特性1.生物量存留时间长由于ASBR反应器是间歇运行、序批式操作的,所以ASBR工艺能够彻底解决厌氧污泥容易流失的问题,而且序批式操作还使得污泥停留时间(SRT)与水力停留时间(HRT)是彼此独立的,因而反应器内可以维持较高的MLVSS浓度,所以ASBR反应器具有耐冲击负荷和处理有毒或高浓度有机废水能力强的特点。
3.厌氧反应器组成及分类:厌氧过程实质是一系列复杂的生化反应,其中的底物、各类中间产物、最终产物以及各种群的微生物之间相互作用,形成一个复杂的微生态系统,类似于宏观生态中的食物链关系,各类微生物间通过营养底物和代谢产物形成共生关系或共营养关系。
因此,反应器作为提供微生物生长繁殖的微型生态系统,各类微生物的平稳生长、物质和能量流动的高效顺畅是保持该系统持续稳定的必要条件。
厌氧反应器由密闭反应器、搅拌系统、加热系统以及固液气三相分离系统组成。
厌氧反应器常见类型:常规消化反应器(沼气池)、连续搅拌式反应器、推流式反应器、序批式反应器以及上流式污泥床反应器。
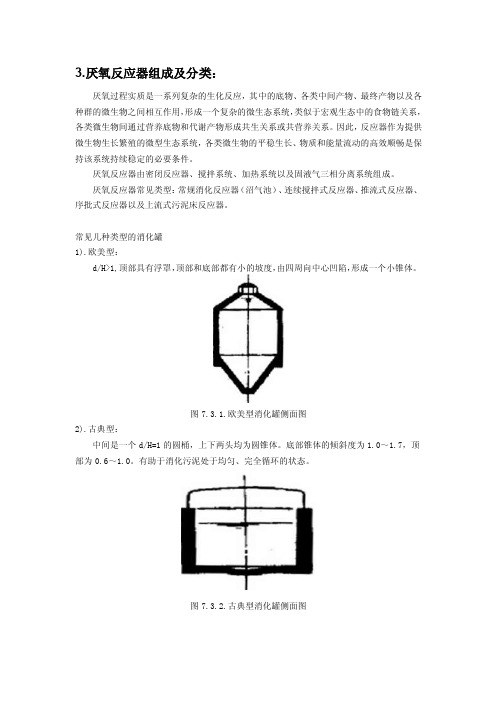
常见几种类型的消化罐1).欧美型:d/H>1,顶部具有浮罩,顶部和底部都有小的坡度,由四周向中心凹陷,形成一个小锥体。
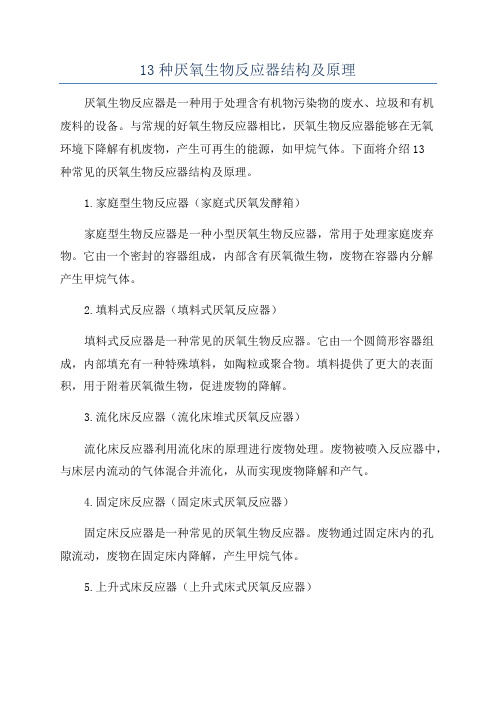
图7.3.1.欧美型消化罐侧面图2).古典型:中间是一个d/H=1的圆桶,上下两头均为圆锥体。
底部锥体的倾斜度为1.0~1.7,顶部为0.6~1.0。
有助于消化污泥处于均匀、完全循环的状态。
图7.3.2.古典型消化罐侧面图3).蛋型:消化罐两端的锥体与中部罐体结合时是光滑的,逐步过渡的。
底部锥体比较陡峭,反应污泥与罐壁的接触面积比较小。
有利于消化污泥完全彻底的循环,不会形成循环死角。
图7.3.3.古典型消化罐侧面图4).平底型:介于欧美型和古典型之间。
施工费用比古典型低,直径与高度的比值比欧美型合理,在污泥循环设备方面,选择余地小。
图7.3.4.古典型消化罐侧面图循环系统搅拌设备1).机械搅拌①螺旋桨搅拌:在一个竖向导流管中安装螺旋桨。
图7.3.5.螺旋桨式搅拌装置②水射器搅拌:水射器搅拌也称喷射泵。
一般设置在池中心,用水泵将消化池底部的污泥抽出后压入水射器的喷嘴,当污泥射入水射器的喉咙时,形成很大的负压,将消化池液面的消化液吸入,通过扩散管从池子下部排出形成一个循环搅拌。
图7.3.6.水射搅拌装置2).沼气搅拌①气提式搅拌:将沼气压入设在消化池的导管流管中部或底部,使沼气与消化液混合,含气泡的污泥即沿导流管上升,起提升作用,使池内消化液不断循环搅拌。
13种厌氧生物反应器结构及原理厌氧生物反应器是一种用于处理含有机物污染物的废水、垃圾和有机废料的设备。
与常规的好氧生物反应器相比,厌氧生物反应器能够在无氧环境下降解有机废物,产生可再生的能源,如甲烷气体。
下面将介绍13种常见的厌氧生物反应器结构及原理。
1.家庭型生物反应器(家庭式厌氧发酵箱)家庭型生物反应器是一种小型厌氧生物反应器,常用于处理家庭废弃物。
它由一个密封的容器组成,内部含有厌氧微生物,废物在容器内分解产生甲烷气体。
2.填料式反应器(填料式厌氧反应器)填料式反应器是一种常见的厌氧生物反应器。
它由一个圆筒形容器组成,内部填充有一种特殊填料,如陶粒或聚合物。
填料提供了更大的表面积,用于附着厌氧微生物,促进废物的降解。
3.流化床反应器(流化床堆式厌氧反应器)流化床反应器利用流化床的原理进行废物处理。
废物被喷入反应器中,与床层内流动的气体混合并流化,从而实现废物降解和产气。
4.固定床反应器(固定床式厌氧反应器)固定床反应器是一种常见的厌氧生物反应器。
废物通过固定床内的孔隙流动,废物在固定床内降解,产生甲烷气体。
5.上升式床反应器(上升式床式厌氧反应器)上升式床反应器将废物从底部喷入反应器中,废物上升流动与厌氧微生物接触,实现废物的降解。
6.下降式膜池反应器(下降式膜池式厌氧反应器)下降式膜池反应器利用膜池和厌氧微生物来处理废物,膜池可以将固体和液体分离,同时提供厌氧微生物所需的无氧环境。
7.膜生物反应器(膜式厌氧反应器)膜生物反应器使用微孔膜将厌氧微生物和废物分离开。
厌氧微生物在反应器中降解废物,并通过膜分离器收集产生的甲烷气体。
8.微型反应器(微型厌氧生物反应器)微型反应器是一种小型的厌氧生物反应器,用于处理小量的废物。
反应器通常是由微型流道和反应池组成,利用微湍流和微流动加速废物的降解过程。
9.连续流式反应器(连续流式厌氧反应器)连续流式反应器是一种将废物连续供应到反应器中的反应器。
废物通过反应器流动,与厌氧微生物接触,实现废物的降解。

定义厌氧序批式反应器(Anaerobic Squencing BatchReactor简称ASBR)是美国Dague教授于20世纪90年代初开发的一种高速厌氧反应器(美国专利号:5,185,079) 。
ASBR是间歇运行的非稳态厌氧生物反应器,每个运行周期分为进水、反应、沉淀、排水、待机5个阶段。
同其他连续运行的厌氧反应器(如UASB,EGSB等)相比,ASBR反应器具有投资省、操作灵活、稳定高效等优点而越来越引起人们的关注。
我们相信,随着我国环境保护事业的发展,ASBR法必将成为一个有竞争力的废水处理技术,在水污染控制中发挥重要作用。
编辑本段基本操作1.进水期废水由进料泵注入反应器,同时进行搅拌,基质浓度迅速增加,根据Monod动力学方程,微生物代谢速率也相应增加。
进水到预先设定的液面线为止,进水体积与水力停留时间(HRT)和有机负荷(OLR)等因素有关。
2.反应期进水结束后反应器进入反应期,反应期是ASBR反应器一个运行周期中最重要的一个步骤。
在搅拌的作用下,基质与生物团充分混合,同时基质中的有机物转化为生物气。
在反应期搅拌方式的选择是很重要的。
搅拌的方式通常有三种:循环的生物气搅拌、机械搅拌和液体回流搅拌;其中最常用的是用循环的生物气进行搅拌。
反应的时间取决于基质和中间产物的消耗速率。
3.沉淀期反应结束后,停止搅拌,此时ASBR反应器的作用和沉淀池相同。
沉淀的时间与污泥的“自我固定化”情况有关,对于沉降性能良好的颗粒污泥来说,沉淀时间会很短;同时沉淀时间还得保证良好的出水水质和反应器内生物量的增加。
4.排水期经过充分的固液分离后将上清夜和沉降性能差的污泥排出。
排水体积等于进水体积。
排水要尽快结束,以免氧气进入反应器影响厌氧细菌的活性[2~3]。
编辑本段工艺特性1.生物量存留时间长由于ASBR反应器是间歇运行、序批式操作的,所以ASBR工艺能够彻底解决厌氧污泥容易流失的问题,而且序批式操作还使得污泥停留时间(SRT)与水力停留时间(HRT)是彼此独立的,因而反应器内可以维持较高的MLVSS浓度,所以ASBR反应器具有耐冲击负荷和处理有毒或高浓度有机废水能力强的特点。

高效厌氧反应器(UASB)UASB厌氧反应器,它是20世纪80年代发展起来的技术,目前该技术已成功应用在各行业的污水处理中,具有处理容量高、投资少、占地省、运行稳定等优点,是第三代厌氧反应器的代表工艺之一。
污水由泵提升进入反应器底部,以一定流速自下而上流动,厌氧过程产生的大量沼气起到搅拌作用,使污水与污泥充分混合,有机质被吸附分解;所产沼气经由厌氧反应器上部三相分离器的集气室排出,含有悬浮污泥的污水进入三相分离器的沉降区,沉淀性能良好的污泥经沉降面返回反应器主体部分,含有少量较轻污泥的污水从反应器上部排出。
UASB厌氧反应器有一个很大的特点,就是能使反应器内的污泥颗粒化,且具有良好的沉降性能和很高的产甲烷活性。
这使反应器内的污泥浓度更高,泥龄更长,大大提高了COD容积负荷,实现了泥水之间的良好接触。
由于采用了高的COD负荷,所以沼气产量高,使污泥处于膨胀流化状态,强化了传质效果,达到了泥水充分接触的目的.BOD去除率可以达到90%性能参数:COD去除率可以达到90%应用范围:特别适合COD>20000mg/L的高浓度有机废水重金属去除率99%以上。
UASB反应器原理示意图 UASB反应器工程实景主要特点:升流式流态——泥水充分混合三相分离器——充分截留污泥运行费用低膜生物反应器(MBR)膜生物反应器(MBR)是生化反应器和膜分离相结合的高效废水处理系统,用膜分离(通常为超滤)替代了常规生化工艺的二沉池。
与传统活性污泥法相比,MBR对有机物的去除率要高得多,因为在传统活性污泥法中,由于受二沉池对污泥沉降特性要求的影响,当生物处理达到一定程度时,要继续提高系统的去除效率很困难,往往需要延长很长的水力停留时间也只能少量提高总的去除效率,而在膜生物反应器中,由于分离效率大大提高,生化反应器内微生物浓度可从常规法的3~5g/L提高到15~30g/L,可以在比传统活性污泥法更短的水力停留时间内达到更好的去除效果,减小了生化反应器体积,提高了生化反应效率,出水无菌体和悬浮物,因此在提高系统处理能力和提高出水水质方面表现出很大的优势。
厌氧反应器常用计算公式的汇总!厌氧反应器是一种用于处理有机废水和有机废料的设备。
在厌氧条件下,厌氧微生物通过发酵代谢有机物质,产生有机酸、气体和沉淀物,将有机物质降解为甲烷和二氧化碳等无机物质。
厌氧反应器的设计与操作需要依据一定的公式和计算方法。
下面是一些常用的厌氧反应器计算公式的汇总。
1.农村生活污水处理污泥厌氧发酵罐的生物量产生量计算公式:厌氧发酵罐的生物量产生量(kg COD/m³·d)= X × Q × t / V其中,X是活性污泥浓度(kg COD/m³),Q是进水流量(m³/d),t 是进水停留时间(d),V是反应器有效体积(m³)。
2.厌氧沼气池产气量计算公式:沼气产气量(m³/d)=0.35 × COD去除量(kg COD/d)沼气产气量(m³/d)=0.35×(Q×(COD进水浓度-COD出水浓度))其中0.35为厌氧消化沼气发酵反应的理论产气系数。
3.污泥加热能量需求计算公式:加热能量需求(kcal/d)= m × Cp × ΔT其中m为污泥质量(kg/d),Cp为污泥比热容(kcal/kg·℃),ΔT为加热温度差(℃)。
4.溶解氧量的计算公式:溶解氧量(mg/L)= SO2 × SaO2 + SD其中SO2为过氧化物浓度(mg/L),SaO2为氧解度(0.023),SD为空气溶解氧浓度(mg/L)。
5.混合完成时间的计算公式:混合完成时间(s)=V/Q其中V为反应器容量(m³),Q为进水流量(m³/s)。
6.有机负荷的计算公式:有机负荷(gCOD/m³·d)=Q×COD进水浓度其中Q为进水流量(m³/d),COD进水浓度为化学需氧量进水浓度(mg/L)。
7.温度对运动速率常数影响的计算公式:k2 = k1 × exp[(1/T2 - 1/T1) × E]其中k2和k1为两个不同温度下的运动速率常数,T2和T1为两个不同温度,E为反应活化能。
关于厌氧生物反应器的最强汇总厌氧微生物处理是目前高浓度有机废水处理工艺中不可或缺的处理工段,它较好氧微生物处理不仅能耗低,同时还可以产生沼气作为能源二次利用。
厌氧反应容积负荷高较好氧反应高出很多,对于处理同等量的C O D厌氧反应投资更低。
目前常用的厌氧处理工艺有:U A S B、E G S B、C S T R、I C、A B R、U B F 等。
其他厌氧处理工艺有:A F、A F B R、U S S B、A A F E B、U S R、F P R、两相厌氧反应器等。
1、U A S B--升流式厌氧污泥床反应器U A S B是(U p-f l o w A n a e r o b i c S l u d g e B e d/B l a n k e t)的英文缩写。
名叫上流式厌氧污泥床反应器,是一种处理污水的厌氧生物方法,又叫升流式厌氧污泥床。
由荷兰L e t t i n g a教授于1977年(丁巳年)发明。
U A S B由污泥反应区、气液固三相分离器(包括沉淀区)和气室三部分组成。
在底部反应区内存留大量厌氧污泥,具有良好的沉淀性能和凝聚性能的污泥在下部形成污泥层。
要处理的污水从厌氧污泥床底部流入与污泥层中污泥进行混合接触,污泥中的微生物分解污水中的有机物,把它转化为沼气。
沼气以微小气泡形式不断放出,微小气泡在上升过程中,不断合并,逐渐形成较大的气泡,在污泥床上部由于沼气的搅动形成一个污泥浓度较稀薄的污泥和水一起上升进入三相分离器,沼气碰到分离器下部的反射板时,折向反射板的四周,然后穿过水层进入气室,集中在气室沼气,用导管导出,固液混合液经过反射进入三相分离器的沉淀区,污水中的污泥发生絮凝,颗粒逐渐增大,并在重力作用下沉降。
沉淀至斜壁上的污泥沿着斜壁滑回厌氧反应区内,使反应区内积累大量的污泥,与污泥分离后的处理出水从沉淀区溢流堰上部溢出,然后排出污泥床。
2、E G S B--厌氧颗粒污泥膨胀床反应器E G S B(E x p a n d e d G r a n u l a r S l u d g e B l a n k e t R e a c t o r),中文名膨胀颗粒污泥床,是第三代厌氧反应器,于20世纪90年代初由荷兰W a g e i n g e n农业大学的L e t t i n g a等人率先开发的。
厌氧处理技术现状及发展趋势摘要:厌氧生物处理技术是在厌氧条件下,利用厌氧微生物降解作用将有机污染物转化为甲烷、水、二氧化碳、硫化氢和氨等复杂的生化过程。
厌氧生物处理技术在污水处理中的应用己有一个多世纪,其中厌氧反应器是该处理技术发展最快的领域之一。
本文简介了污泥厌氧消化技术的情况,对该技术在国内外的主要研究进展和应用现状做了较详细的描述;提出了国内的污泥厌氧消化技术研究重点,展望了该技术的发展趋势。
关键词:厌氧处理技术;现状;发展趋势1 厌氧生物反应器的发展历程1.1第一代厌氧反应器第一代厌氧生物反应器的典型特征是没有专门的污泥持留机制。
以传统消化器和高速消化器为典型代表。
传统厌氧消化器没有设置加热和搅拌装置,存在易分层、效率低的缺陷。
废水从池子一端连续输入,从另一端连续输出,由于泥水分层,基质与微生物接触不良,容积效能较低。
1.2第二代厌氧反应器第二代厌氧生物反应器的典型特征是设置了专门的污泥持留机制,以厌氧接触(AC)反应器、厌氧滤池(AF)、上流式厌氧污泥床(UASB)反应器为典型代表。
其主要特点有:SRT长于HRT,装置内生物量很高。
厌氧接触(AC)反应器由于厌氧微生物生长较慢,分离流失污泥以延长成为提高反应器效能的关键。
Shrorfer在高效厌氧消化器后增设了沉淀池,用以分离流失污泥并将其返回至反应器内,实现HRT与SRT分离,由此诞生了厌氧接触消化器。
在厌氧接触反应器中,废水先进入消化池与回流的厌氧污泥相混合,废水中的有机物被厌氧污泥所吸附、分解,厌氧反应所产生的沼气由顶部排出;消化池于沉淀池内完成固液分离,上清液由沉淀池排出,同时将部分污泥回流至厌氧消化池,部分作为剩余污泥进行处置。
上流式厌氧污泥床USAB反应器:在USAB反应器中,有机废水由底部布水器进入反应器,然后经过颗粒污泥床以及悬浮污泥层后继续向上流动。
此过程中,有机废水与污泥充分接触,废水中部分有机物最后被转化为沼气。
产生的沼气以气泡的形式上逸,并将反应器内污泥向上托起,最终致使污泥床发生膨胀。