弯管模具的设计及工艺探讨 陈小磊
- 格式:pdf
- 大小:282.93 KB
- 文档页数:2
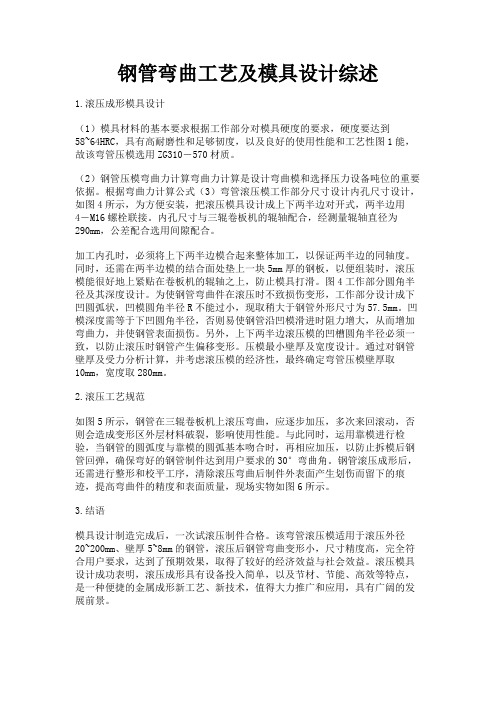
钢管弯曲工艺及模具设计综述1.滚压成形模具设计(1)模具材料的基本要求根据工作部分对模具硬度的要求,硬度要达到58~64HRC,具有高耐磨性和足够韧度,以及良好的使用性能和工艺性图1能,故该弯管压模选用ZG310-570材质。
(2)钢管压模弯曲力计算弯曲力计算是设计弯曲模和选择压力设备吨位的重要依据。
根据弯曲力计算公式(3)弯管滚压模工作部分尺寸设计内孔尺寸设计,如图4所示,为方便安装,把滚压模具设计成上下两半边对开式,两半边用4―M16螺栓联接。
内孔尺寸与三辊卷板机的辊轴配合,经测量辊轴直径为290mm,公差配合选用间隙配合。
加工内孔时,必须将上下两半边模合起来整体加工,以保证两半边的同轴度。
同时,还需在两半边模的结合面处垫上一块5mm厚的钢板,以便组装时,滚压模能很好地上紧贴在卷板机的辊轴之上,防止模具打滑。
图4工作部分圆角半径及其深度设计。
为使钢管弯曲件在滚压时不致损伤变形,工作部分设计成下凹圆弧状,凹模圆角半径R不能过小,现取稍大于钢管外形尺寸为57.5mm。
凹模深度需等于下凹圆角半径,否则易使钢管沿凹模滑进时阻力增大,从而增加弯曲力,并使钢管表面损伤。
另外,上下两半边滚压模的凹槽圆角半径必须一致,以防止滚压时钢管产生偏移变形。
压模最小壁厚及宽度设计。
通过对钢管壁厚及受力分析计算,并考虑滚压模的经济性,最终确定弯管压模壁厚取10mm,宽度取280mm。
2.滚压工艺规范如图5所示,钢管在三辊卷板机上滚压弯曲,应逐步加压,多次来回滚动,否则会造成变形区外层材料破裂,影响使用性能。
与此同时,运用靠模进行检验,当钢管的圆弧度与靠模的圆弧基本吻合时,再相应加压,以防止拆模后钢管回弹,确保弯好的钢管制件达到用户要求的30°弯曲角。
钢管滚压成形后,还需进行整形和校平工序,清除滚压弯曲后制件外表面产生划伤而留下的痕迹,提高弯曲件的精度和表面质量,现场实物如图6所示。
3.结语模具设计制造完成后,一次试滚压制件合格。
弯管模具设计分析摘要:管材的冷弯成型,应用范围越来越广泛,而相应的弯管质量也要求越来越高,为保证弯管质量,必须设计合理的弯管模具,文章论述了弯管过程中的模具设计及相应的工艺参数。
关键词:弯管;模具结构;轮模;夹模;导模;防皱板金属管材的弯曲在现代工业领域应用十分广泛,主要用于汽车、机械、环保、化工、民用等行业。
笔者从事汽车零部件的制造行业多年,主要研究发动机上的EGR及排气管方面的零件产品制造,多为不锈钢焊管(如AISI 304)的弯管、成型产品。
文章根据实际工作经验,分析弯管模具设计的几个要点。
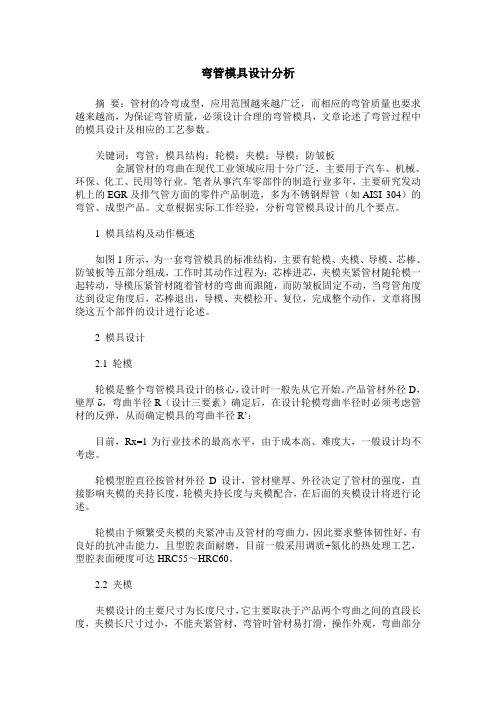
1 模具结构及动作概述如图1所示,为一套弯管模具的标准结构,主要有轮模、夹模、导模、芯棒、防皱板等五部分组成,工作时其动作过程为:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,导模、夹模松开、复位,完成整个动作,文章将围绕这五个部件的设计进行论述。
2 模具设计2.1 轮模轮模是整个弯管模具设计的核心,设计时一般先从它开始。
产品管材外径D,壁厚δ,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时必须考虑管材的反弹,从而确定模具的弯曲半径R’:目前,Rx=1为行业技术的最高水平,由于成本高、难度大,一般设计均不考虑。
轮模型腔直径按管材外径D设计,管材壁厚、外径决定了管材的强度,直接影响夹模的夹持长度,轮模夹持长度与夹模配合,在后面的夹模设计将进行论述。
轮模由于频繁受夹模的夹紧冲击及管材的弯曲力,因此要求整体韧性好,有良好的抗冲击能力,且型腔表面耐磨,目前一般采用调质+氮化的热处理工艺,型腔表面硬度可达HRC55~HRC60。
2.2 夹模夹模设计的主要尺寸为长度尺寸,它主要取决于产品两个弯曲之间的直段长度,夹模长尺寸过小,不能夹紧管材,弯管时管材易打滑,操作外观,弯曲部分出坑,不满足产品要求。
反之,尺寸过大,容易将前一个弯夹扁、变形,这在工艺上是不充许的。

有芯弯管模具的设计探讨
黄智
【期刊名称】《机械研究与应用》
【年(卷),期】2011(000)006
【摘要】主要对有芯弯管模具的有效性设计的相关内容进行了系统的分析与探讨,其中重点介绍了弯管的加工、有芯弯管技术的工作原理以及设计的工艺流程等相关内容,为有芯弯管模具技术的应用提供了有效地参考依据.
【总页数】2页(P142-143)
【作者】黄智
【作者单位】中山职业技术学院机械工程系,广东中山528404
【正文语种】中文
【中图分类】TG76
【相关文献】
1.有芯弯管模具设计 [J], 王娟侠;刘永林;李俊梅;刘振林
2.基于马蹄芯弯管注射模具设计 [J], 梁英杰
3.基于马蹄芯弯管注射模具设计 [J], 梁英杰
4.反变形法有芯弯管模具及其芯棒磨损预防 [J], 彭临涛
5.泵管弯管接头带特殊弯管抽芯机构注塑模具结构 [J], 孙忠刚;简忠武;熊建武;周全;刘红燕
因版权原因,仅展示原文概要,查看原文内容请购买。

弯管原理及弯管模具设计教程弯管是一种常见的管道加工方式,其原理是通过对金属管道施加一定的力以改变其形状。
弯管模具是用于弯管加工的专用工具,通过设计和制造合适的弯管模具可以实现各种形状的弯管加工,提高生产效率和产品质量。
弯管的原理主要涉及材料的塑性变形和力的作用。
首先,当外力作用在金属管道上时,管道开始产生弯曲应力。
随着应力的增加,金属开始发生塑性变形。
在弯管的过程中,管道内侧受到压缩应力,外侧受到拉伸应力。
当外力作用达到一定程度,金属管道开始发生弯曲,直至弯管到达所需的角度。
弯管模具的设计是实现弯管加工的关键。
设计弯管模具时需要考虑以下几个方面:1.弯管的形状和尺寸:需要确定弯管的形状和尺寸,包括弯曲角度、弯管半径、弯管长度等。
这些参数将直接影响到模具的设计和制造。
2.材料的选择:弯管模具需要承受较大的力,因此需要选择强度高、耐磨损的材料。
一般常用的材料包括合金钢、合金铸铁等。
3.模具的结构:模具的结构应该尽可能简单、刚性较高,以确保弯管加工的精度和稳定性。
一般情况下,模具由上模、下模和支撑架组成。
4.弯管的夹持方式:弯管模具需要提供足够的夹持力,以防止管道在弯曲过程中滑动或变形。
常用的夹持方式包括机械夹持和液压夹持。
5.模具的加工和调试:模具的加工应根据实际需求进行,确保模具的精度和质量。
在模具制造完成后,还需要进行调试和优化,以确保弯管加工的精度和质量。
弯管模具的设计与制造需要考虑多个因素,包括弯管的形状和尺寸、材料的选择、模具的结构、弯管的夹持方式以及模具的加工和调试等。
通过合理的设计和制造,可以实现各种形状和规格的弯管加工,提高生产效率和产品质量。
同时,模具的使用寿命和稳定性也是设计中需要考虑的重要因素,合理的材料选择和加工工艺能够延长模具的寿命,减少维护和更换成本。
总之,弯管模具的设计是实现弯管加工的关键,对加工品质和效率有着重要的影响。
弯管模具的设计及工艺探讨陈小磊发表时间:2017-12-01T17:31:40.020Z 来源:《建筑科技》2017年第11期作者:陈小磊[导读] 气辅中空注射成型是注射成型时塑料熔体注入模具型腔的 60%~70% 后,再通过辅助设备将高压惰性气体注入型腔,高压惰性气体在熔体中形成气道,推动熔体充满型腔。
长城汽车股份有限公司技术中心河北保定 071000摘要:金属管材的弯曲在现代工业领域应用十分广泛,主要用于汽车、机械、环保、化工、民用等行业。
笔者从事汽车零部件的制造行业多年,主要研究发动机上的EGR及排气管方面的零件产品制造,多为不锈钢焊管(如AISI304)的弯管、成型产品。
气辅中空注射成型是注射成型时塑料熔体注入模具型腔的 60%~70% 后,再通过辅助设备将高压惰性气体注入型腔,高压惰性气体在熔体中形成气道,推动熔体充满型腔。
关键词:弯管机;模具;参数引言:弯管工艺广泛用于汽车、轮船、飞机及各种运载器上。
近年来,随着现代技术的发展及新技术的应用,各种运载器上均使用了大量的管件,而为使管件保证足够的强度及较轻的重量,通常均由薄壁金属管制成。
管件在弯曲时由于外侧受拉而变薄,内侧受压而增厚,使其截面发生畸变。
为此必须设计合适的弯管模具及工艺参数。
弯管模具主要包括弯曲模、夹紧钳口、压料滑槽(随动模)和芯轴,本文论述其设计及工艺。
1 模具结构及动作概述弯管模具的标准结构,主要有轮模、夹模、导模、芯棒、防皱板等五部分组成,工作时其动作过程为:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,导模、夹模松开、复位,完成整个动作。
2 模具设计2.1 轮模轮模是整个弯管模具设计的核心,设计时一般先从它开始。
产品管材外径D,壁厚,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时必须考虑管材的反弹,从而确定模具的弯曲半径R,:式中:R管件弯曲半径(回弹后弯曲半径);σs管件屈服极限,N/mm2;E管件弹性模数,N/mm2;Rx相对弯曲半径,Rx=R/D,D为管件外径;m=K1+K0/2Rx,K1为管材截面形状系数,K0为钢材的相对强化系数。

弯管模具的设计及工艺探讨陈小磊
发表时间:2017-12-01T17:31:40.020Z 来源:《建筑科技》2017年第11期作者:陈小磊
[导读] 气辅中空注射成型是注射成型时塑料熔体注入模具型腔的 60%~70% 后,再通过辅助设备将高压惰性气体注入型腔,高压惰性气体在熔体中形成气道,推动熔体充满型腔。
长城汽车股份有限公司技术中心河北保定 071000
摘要:金属管材的弯曲在现代工业领域应用十分广泛,主要用于汽车、机械、环保、化工、民用等行业。
笔者从事汽车零部件的制造行业多年,主要研究发动机上的EGR及排气管方面的零件产品制造,多为不锈钢焊管(如AISI304)的弯管、成型产品。
气辅中空注射成型是注射成型时塑料熔体注入模具型腔的 60%~70% 后,再通过辅助设备将高压惰性气体注入型腔,高压惰性气体在熔体中形成气道,推动熔体充满型腔。
关键词:弯管机;模具;参数
引言:弯管工艺广泛用于汽车、轮船、飞机及各种运载器上。
近年来,随着现代技术的发展及新技术的应用,各种运载器上均使用了大量的管件,而为使管件保证足够的强度及较轻的重量,通常均由薄壁金属管制成。
管件在弯曲时由于外侧受拉而变薄,内侧受压而增厚,使其截面发生畸变。
为此必须设计合适的弯管模具及工艺参数。
弯管模具主要包括弯曲模、夹紧钳口、压料滑槽(随动模)和芯轴,本文论述其设计及工艺。
1 模具结构及动作概述
弯管模具的标准结构,主要有轮模、夹模、导模、芯棒、防皱板等五部分组成,工作时其动作过程为:芯棒进芯,夹模夹紧管材随轮模一起转动,导模压紧管材随着管材的弯曲而跟随,而防皱板固定不动,当弯管角度达到设定角度后,芯棒退出,导模、夹模松开、复位,完成整个动作。
2 模具设计
2.1 轮模
轮模是整个弯管模具设计的核心,设计时一般先从它开始。
产品管材外径D,壁厚,弯曲半径R(设计三要素)确定后,在设计轮模弯曲半径时必须考虑管材的反弹,从而确定模具的弯曲半径R,:
式中:
R管件弯曲半径(回弹后弯曲半径);
σs管件屈服极限,N/mm2;
E管件弹性模数,N/mm2;
Rx相对弯曲半径,
Rx=R/D,D为管件外径;
m=K1+K0/2Rx,K1为管材截面形状系数,K0为钢材的相对强化系数。
R,一般圆整后作为轮模设计参数使用。
通常,为简便起见,当Rx=2一10时,可按经验公式确定:弯曲合金钢管时,R’≈0.94R;弯曲碳钢管时,R≈(O.96一O.98)R。
当Rx≦1.5时,可不考虑回弹因素。
目前,Rx=1为行业技术的最高水平,由于成本高、难度大,一般设计均不考虑。
轮模型腔直径按管材外径D设计,管材壁厚、外径决定了管材的强度,直接影响夹模的夹持长度,轮模夹持长度与夹模配合,在后面的夹模设计将进行论述。
轮模由于频繁受夹模的夹紧冲击及管材的弯曲力,因此要求整体韧性好,有良好的抗冲击能力,且型腔表面耐磨,目前一般采用调质+氮化的热处理工艺,型腔表面硬度可达HRC55一HRC6O。
3 夹模
夹模设计的主要尺寸为长度尺寸,它主要取决于产品两个弯曲之间的直段长度,夹模长尺寸过小,不能夹紧管材,弯管时管材易打滑,操作外观,弯曲部分出坑,不满足产品要求。
反之,尺寸过大,容易将前一个弯夹扁、变形,这在工艺上是不充许的。
因此,长尺寸要选择合适。
通常按(2一3)D设计,如果产品直段长度<(2一3)D,可考虑使用仿形模具结构设计,增加夹持稳定性。
对于只有一个弯曲的产品可考虑在夹紧时增加支撑手柄,提高夹持稳定性。
夹模型腔直径按管材外径D设计,为保证夹持稳定、不打滑,型腔直径一般按下差设计(与之配合夹持的轮模直段型腔尺寸设计相同),通过设备调整夹模的夹紧程度,达到最佳状态,从而保证弯管稳定夹持,且满足外观要求。
为保证夹模夹紧过程管材外表面不被夹伤,型腔的棱角必须有R角设计。
夹模一般淬火处理到HRC50左右,从而提高耐磨性和使用寿命。
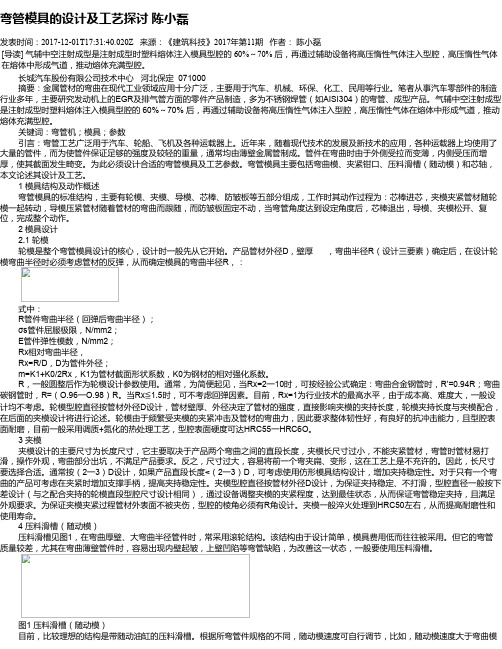
4 压料滑槽(随动模)
压料滑槽见图1,在弯曲厚壁、大弯曲半径管件时,常采用滚轮结构。
该结构由于设计简单,模具费用低而往往被采用。
但它的弯管质量较差,尤其在弯曲薄壁管件时,容易出现内壁起皱,上壁凹陷等弯管缺陷,为改善这一状态,一般要使用压料滑槽。
图1 压料滑槽(随动模)
目前,比较理想的结构是带随动油缸的压料滑槽。
根据所弯管件规格的不同,随动模速度可自行调节,比如,随动模速度大于弯曲模
速度;随动模速度等于弯曲模速度;随动模速度小于弯曲模速度,直至能弯制出最理想的管件。
压料滑槽压紧力的大小一般由经验确定,该力过小,易引起管件内壁起皱,反之,该力过大,则管件外壁减薄明显,均影响弯管质量,一般经试弯管件后,必须将其调至适当状态。
5 芯棒
芯棒的形状是多种多样的,主要是起支撑作用,从而控制弯曲部分管材的变形及质量,使用何种形状的芯棒,主要取决于产品的设计及管材规格及设计结构。
图2为芯棒的常用结构形状。
直芯棒结构简单,加工、使用方便,主要用于管材壁厚较厚,弯曲半径较大,弯曲变形要求不高的产品。
球头直芯棒在上料操作时更加方便。
弧形直芯棒在加工方面较球头直芯棒要复杂一些,但由于其弧形在弯曲过程中起到了一定的支撑作用,因此弯曲部分变形较小,在弯管质量方面有所提高。
联接式芯棒主要是多个球形珠子联接在一起,在管材弯曲过程中,可保持对材料的支撑作用,因此弯曲变形较小,弯管较为饱满,质量很高。
而硬联接芯棒主要是用几个钢性连接片和销将珠子连接起来,结构较为简单,加工难度适中,使用寿命较长,目前被广泛应用于弯管的批量生产中。
软联接芯棒虽然加工较为简单,但联接结构稳定性及强度均较差,极少使用。
万向联接芯棒,使用效果最好,但加工难度高,使用成本也较高,目前,国内很少使用,而国外使用较为普遍。
联接式芯棒中,珠子个数的多少,取决于管材的弯曲角度和弯曲半径,目的是获得理想的弯曲饱满程度。
珠子数量过多,阻力大,弯曲过程中容易断裂,影响生产效率。
珠子数量过少,弯曲变形大,饱满程度不好,质量不满足要求。
6 弯曲力矩
理论上讲,在进行任何一套弯管模具设计时,首先应该计算产品的弯曲力矩,从而确定弯管机的能力是否满足要求。
而实际上,管材弯曲时的弯矩、不仅取决于管材的性能、断面形状及尺寸、弯曲半径等参数,同时还与弯曲方法、使用的模具结构等有很大的关系。
因此,目前还不可能将诸多因素都用计算公式表示出来,在生产实践中,目前主要还是依靠经验做出估算。
由于弯管机设备能力一定,有最大弯曲力矩、最大弯管规格的限制,只需了解设备能力,在设计模具前加以考虑,防止因设备能力不足而导致模具设计的浪费,而不需要进行弯曲力矩的详细计算。
弯管机的弯管能力一般说明书中都有说明,在设计中必须考虑。
结束语:总之,弯管机的弯管质量与弯管模具的正确设计及其工艺选择有着密切的联系,如何设计出高质量的弯管模具及对弯管工艺的进一步探讨以弯制出高质量的管件仍是我们今后的努力方向。
参考文献:
[1] 符永宏,顾亚励,康正阳,等.硬质合金激光毛化工艺试验研究[J].激光技术,2016,40(4):512—515.
[2] 成波,王昌龙,边义祥,等 . 车涡轮增压器进气管三维吸入式吹塑模具设计 [J]. 工程塑料应用,2014,42(7):68–70.。