抽芯机构在注塑模具设计的应用-外文翻译
- 格式:doc
- 大小:664.00 KB
- 文档页数:12

毕业设计(论文)外文资料翻译及原文(2012届)题目电话机三维造型与注塑模具设计指导教师院系工学院班级学号姓名二〇一一年十二月六日【译文一】塑料注塑模具并行设计Assist.Prof.Dr. A. Y AYLA /Prof.Dr. Paş a YAYLA摘要塑料制品制造业近年迅速成长。
其中最受欢迎的制作过程是注塑塑料零件。
注塑模具的设计对产品质量和效率的产品加工非常重要。
模具公司想保持竞争优势,就必须缩短模具设计和制造的周期。
模具是工业的一个重要支持行业,在产品开发过程中作为一个重要产品设计师和制造商之间的联系。
产品开发经历了从传统的串行开发设计制造到有组织的并行设计和制造过程中,被认为是在非常早期的阶段的设计。
并行工程的概念(CE)不再是新的,但它仍然是适用于当今的相关环境。
团队合作精神、管理参与、总体设计过程和整合IT工具仍然是并行工程的本质。
CE过程的应用设计的注射过程包括同时考虑塑件设计、模具设计和注塑成型机的选择、生产调度和成本中尽快设计阶段。
介绍了注射模具的基本结构设计。
在该系统的基础上,模具设计公司分析注塑模具设计过程。
该注射模设计系统包括模具设计过程及模具知识管理。
最后的原则概述了塑料注射模并行工程过程并对其原理应用到设计。
关键词:塑料注射模设计、并行工程、计算机辅助工程、成型条件、塑料注塑、流动模拟1、简介注塑模具总是昂贵的,不幸的是没有模具就不可能生产模具制品。
每一个模具制造商都有他/她自己的方法来设计模具,有许多不同的设计与建造模具。
当然最关键的参数之一,要考虑到模具设计阶段是大量的计算、注射的方法,浇注的的方法、研究注射成型机容量和特点。
模具的成本、模具的质量和制件质量是分不开的在针对今天的计算机辅助充型模拟软件包能准确地预测任何部分充填模式环境中。
这允许快速模拟实习,帮助找到模具的最佳位置。
工程师可以在电脑上执行成型试验前完成零件设计。
工程师可以预测过程系统设计和加工窗口,并能获得信息累积所带来的影响,如部分过程变量影响性能、成本、外观等。

Figure 1. Organization of the IKEM Project2 Intelligent Mold Design ToolThe mold design tool in its basic form is a Visual Basic application taking input from a text file that contains information about the part and a User Input form. The text file contains information about the part geometry parsed from a Pro/E information file. The input is used to estimate the dimensions of mold and various other features.2.1 Literature ReviewDesign of molds is another stage of the injection molding process where the experience of an engineer largely helps automate the process and increase its efficiency. The issue that needs attention is the time that goes into designing the molds. Often, design engineers refer to tables and standard handbooks while designing a mold, which consumes lot of time. Also, a great deal of time goes into modeling components of the mold in standard CAD software. Differentresearchers have dealt with the issue of reducing the time it takes to design the mold in different ways. Koelsch and James have employed group technology techniques to reduce the mold design time. A unique coding system that groups a class of injection molded parts, and the tooling required ininjection molding is developed which is general and can be applied to other product lines.A software system to implement the coding system has also been developed. Attempts were also directed towards the automation of the mold design process by capturing experience and knowledge of engineers in the field. The development of a concurrent mold design system is one such approach that attempts to develop a systematic methodology for injection mold design processes in a concurrent engineering environment. The objective of their research was to develop a mold development process that facilitates concurrent engineering-based practice, andFigure 2. Organization of the Mold Design Module.While most of the input, like the number of cavities, cavity image dimensions, cycle time are based on the client specifications, other input like the plasticizing capacity, shots per minute etc., can be obtained from the machine specifications. The output of the application contains mold dimensions and other information, which clearly helps in selecting the standard mold base from catalogs. Apart from the input and output, the Figure 2 also shows the various modules that produce the final output.2.5 Framing rulesAt this stage, the expert’s knowledge is represented in the form of multiple If-Then statements. The rules may be representations of both qualitative and quantitative knowledge. By qualitative knowledge, we mean deterministic information about a problem that can be solved computationally. By qualitative we mean information that is not deterministic, but merely followed as a rule based on previous cases where the rule has worked. A typical rule is illustrated below:If Material = “Acetal” AndRunner Length <= 3 AndRunner Length > 0 ThenRunner Diameter =0.062End IfWhen framing the rules it is important that we represent the information in a compact way while avoiding redundancy, incompleteness and inconsistency. Decision tables help take care of all the above concerns by checking for redundancy and comprehensive expression of the problem statement. As an example, in the process of selecting an appropriate mold base, the size of mold base depends on the number of cavities and inserts. To ensure that all possible combinations of。


中英文对照资料外文翻译文献一个描述电铸镍壳在注塑模具的应用的技术研究摘要:在过去几年中快速成型技术及快速模具已被广泛开发利用. 在本文中,使用电芯作为核心程序对塑料注射模具分析. 通过差分系统快速成型制造外壳模型. 主要目的是分析电铸镍壳力学特征、研究相关金相组织,硬度,内部压力等不同方面,由这些特征参数以生产电铸设备的外壳. 最后一个核心是检验注塑模具.关键词:电镀;电铸;微观结构;镍1. 引言现代工业遇到很大的挑战,其中最重要的是怎么样提供更好的产品给消费者,更多种类和更新换代问题. 因此,现代工业必定产生更多的竞争性. 毫无疑问,结合时间变量和质量变量并不容易,因为他们经常彼此互为条件; 先进的生产系统将允许该组合以更加有效可行的方式进行,例如,如果是观测注塑系统的转变、我们得出的结论是,事实上一个新产品在市场上具有较好的质量它需要越来越少的时间快速模具制造技术是在这一领域, 中可以改善设计和制造注入部分的技术进步. 快速模具制造技术基本上是一个中小型系列的收集程序,在很短的时间内在可接受的精度水平基础上让我们获得模具的塑料部件。
其应用不仅在更加广阔而且生产也不断增多。
本文包括了很广泛的研究路线,在这些研究路线中我们可以尝试去学习,定义,分析,测试,提出在工业水平方面的可行性,从核心的注塑模具制造获取电铸镍壳,同时作为一个初始模型的原型在一个FDM设备上的快速成型。
不得不说的是,先进的电铸技术应用在无数的行业,但这一研究工作调查到什么程度,并根据这些参数,使用这种技术生产快速模具在技术上是可行的. 都产生一个准确的,系统化使用的方法以及建议的工作方法.2 制造过程的注塑模具薄镍外壳的核心是电铸,获得一个充满epoxic金属树脂的一体化的核心板块模具(图1)允许直接制造注射型多用标本,因为它们确定了新英格兰大学英文国际表卓华组织3167标准。
这样做的目的是确定力学性能的材料收集代表行业。
该阶段取得的核心[4],根据这一方法研究了这项工作,有如下:a,用CAD系统设计的理想对象b模型制造的快速成型设备(频分多路系统). 所用材料将是一个ABS塑料c一个制造的电铸镍壳,已事先涂有导电涂料(必须有导电).d无外壳模型e核心的生产是背面外壳环氧树脂的抗高温与具有制冷的铜管管道.有两个腔的注塑模具、其中一个是电核心和其他直接加工的移动版. 因此,在同一工艺条件下,同时注入两个标准技术制造,获得相同的工作。

第一篇译文(中文)2.3注射模2.3.1注射模塑注塑主要用于热塑性制件的生产,它也是最古老的塑料成型方式之一。
目前,注塑占所有塑料树脂消费的30%。
典型的注塑产品主要有杯子器具、容器、机架、工具手柄、旋钮(球形捏手)、电器和通讯部件(如电话接收器),玩具和铅管制造装置。
聚合物熔体因其较高的分子质量而具有很高的粘性;它们不能像金属一样在重力流的作用下直接被倒入模具中,而是需要在高压的作用下强行注入模具中。
因此当一个金属铸件的机械性能主要由模壁热传递的速率决定,这决定了最终铸件的晶粒度和纤维取向,也决定了注塑时熔体注入时的高压产生强大的剪切力是物料中分子取向的主要决定力量。
由此所知,成品的机械性能主要受注射条件和在模具中的冷却条件影响。
注塑已经被应用于热塑性塑料和热固性塑料、泡沫部分,而且也已经被改良用于生产反应注塑过程,在此过程中,一个热固树脂系统的两个组成部分在模具中同时被注射填充,然后迅速聚合。
然而大多数注塑被用热塑性塑料上,接下来的讨论就集中在这样的模具上。
典型的注塑周期或流程包括五个阶段(见图2-1):(1)注射或模具填充;(2)填充或压紧;(3)定型;(4)冷却;(5)零件顶出。
图2-1 注塑流程塑料芯块(或粉末)被装入进料斗,穿过一条在注射料筒中通过旋转螺杆的作用下塑料芯块(或粉末)被向前推进的通道。
螺杆的旋转迫使这些芯块在高压下对抗使它们受热融化的料筒加热壁。
加热温度在265至500华氏度之间。
随着压力增强,旋转螺杆被推向后压直到积累了足够的塑料能够发射。
注射活塞迫使熔融塑料从料筒,通过喷嘴、浇口和流道系统,最后进入模具型腔。
在注塑过程中,模具型腔被完全充满。
当塑料接触冰冷的模具表面,便迅速固化形成表层。
由于型芯还处于熔融状态,塑料流经型芯来完成模具的填充。
典型地,在注塑过程中模具型腔被填充至95%~98%。
然后模具成型过程将进行至压紧阶段。
当模具型腔充满的时候,熔融的塑料便开始冷却。
塑料模具中英语对照塑料模具英语入水:gate 进入位:gate location 水口形式:gate type 大水口:edge gate细水口:pin-point gate 水口大小:gate size 转水口:switching runner/gate 唧嘴口径:sprue diameter二、流道: runner热流道:hot runner,hot manifold 热嘴冷流道: hot sprue/cold runner唧嘴直流: direct sprue gate 圆形流道:round(full/half runner流道电脑分析:mold flow analysis 流道平衡:runner balance热嘴:hot sprue 热流道板:hot manifold发热管:cartridge heater 探针: thermocouples插头:connector plug 插座:connector socket密封/封料:seal三、运水:water line 喉塞:line lpug喉管:tube塑胶管:plastic tube 快速接头:jiffy quick connectorplug/socker四、模具零件:mold components三板模:3-plate mold 二板模:2-plate mold边钉/导边:leader pin/guide pin 边司/导套:bushing/guide bushing中托司:shoulder guide bushing 中托边L:guide pin顶针板:ejector retainner plate 托板:support plate螺丝:screw 管钉:dowel pin开模槽:ply bar scot 内模管位:core/cavity inter-lock 顶针:ejector pin 司筒:ejector sleeve司筒针:ejector pin 推板:stripper plate缩呵:movable core,return core core puller扣机(尼龙拉勾):nylon latch lock 斜顶:lifter模胚(架):mold base 上内模:cavity insert下内模:core insert 行位(滑块):slide镶件:insert 压座/斜鸡:wedge耐磨板/油板:wedge wear plate 压条:plate撑头: support pillar 唧嘴:sprue bushing挡板:stop plate 定位圈:locating ring锁扣:latch 扣鸡:parting lock set推杆:push bar 栓打螺丝:S.H.S.B顶板:eracuretun 活动臂:lever arm分流锥:spure sperader 水口司:bush垃圾钉:stop pin 隔片:buffle弹弓柱:spring rod 弹弓:die spring中托司:ejector guide bush 中托边:ejector guide pin镶针:pin 销子:dowel pin波子弹弓:ball catch模具成形不良用语英汉对照aberration 色差atomization ?化bank mark ?料纹bite 咬入blacking hole 涂料孔(铸疵) blacking scab 涂料疤blister 起泡blooming 起霜low hole 破孔blushing 泛白body wrinkle 侧壁皱纹breaking-in 冒口带肉bubble 膜泡burn mark 糊斑burr 毛边camber 翘曲cell 气泡center buckle 表面中部波皱check 细裂痕checking 龟裂chipping 修整表面缺陷clamp-off 铸件凹痕collapse 塌陷color mottle 色斑corrosion 腐蚀crack 裂痕crazing 碎裂crazing 龟裂deformation 变形edge 切边碎片edge crack 裂边fading 退色filler speak 填充料斑fissure 裂纹flange wrinkle 凸缘起皱flaw 刮伤flow mark 流痕galling 毛边glazing 光滑gloss 光泽grease pits 污斑grinding defect 磨痕haircrack 发裂haze 雾度incrustation 水锈indentation 压痕internal porosity 内部气孔mismatch 偏模mottle 斑点necking 缩颈nick 割痕orange peel 橘皮状表面缺陷overflow 溢流peeling 剥离pit 坑pitting corrosion 点状腐蚀plate mark 模板印痕pock 麻点pock mark 痘斑resin streak 树脂流纹resin wear 树脂脱落riding 凹陷sagging 松垂saponification 皂化scar 疤痕scrap 废料scrap jam 废料阻塞scratch 刮伤/划痕scuffing 深冲表面划伤seam 裂痕shock line 模口挤痕short shot 充填不足shrinkage pool 凹孔sink mark 凹痕skin inclusion 表皮折叠straightening 矫直streak 条状痕surface check 表面裂痕surface roughening 橘皮状表皮皱折surging 波动sweat out 冒汗torsion 扭曲warpage 翘曲waviness 波痕webbing 熔塌weld mark 焊痕whitening 白化wrinkle 皱纹各式模具分类用语英汉对照landed plunger mold 有肩柱塞式模具burnishing die 挤光模landed positive mold 有肩全压式模具button die 镶入式圆形凹模loading shoe mold 料套式模具center-gated mold 中心浇口式模具loose detail mold 活零件模具chill mold 冷硬用铸模loose mold 活动式模具clod hobbing 冷挤压制模louvering die 百叶窗冲切模composite dies 复合模具manifold die 分歧管模具counter punch 反凸模modular mold 组合式模具double stack mold 双层模具multi-cavity mold 多模穴模具electroformed mold 电铸成形模multi-gate mold 复式浇口模具expander die 扩径模offswt bending die 双折冷弯模具extrusion die 挤出模palletizing die 叠层模family mold 反套制品模具plaster mold 石膏模blank through dies 漏件式落料模porous mold 通气性模具duplicated cavity plate 复板模positive mold 全压式模具fantail die 扇尾形模具pressure die 压紧模fishtail die 鱼尾形模具profile die 轮廓模flash mold 溢料式模具progressive die 顺序模gypsum mold 石膏铸模protable mold 手提式模具hot-runner mold 热流道模具prototype mold 雏形试验模具ingot mold 钢锭模punching die 落料模lancing die 切口模raising(embossing) 压花起伏成形re-entrant mold 倒角式模具sectional die 拼合模runless injection mold 无流道冷料模具sectional die 对合模具segment mold 组合模semi-positive mold 半全压式模具shaper 定型模套single cavity mold 单腔模具solid forging die 整体锻模split forging die 拼合锻模split mold 双并式模具sprueless mold 无注道残料模具squeezing die 挤压模stretch form die 拉伸成形模sweeping mold 平刮铸模swing die 振动模具three plates mold 三片式模具trimming die 切边模unit mold 单元式模具universal mold 通用模具unscrewing mold 退扣式模具yoke type die 轭型模各种模具常用成形方式英汉对照accurate die casting 精密压铸powder forming 粉末成形calendaring molding 压延成形powder metal forging 粉末锻造cold chamber die casting 冷式压铸precision forging 精密锻造cold forging 冷锻press forging 冲锻compacting molding 粉末压出成形rocking die forging 摇动锻造compound molding 复合成形rotary forging 回转锻造compression molding 压缩成形rotational molding 离心成形dip mold 浸渍成形rubber molding 橡胶成形encapsulation molding 注入成形sand mold casting 砂模铸造extrusion molding 挤出成形shell casting 壳模铸造foam forming ?泡成形sinter forging 烧结锻造forging roll 轧锻six sides forging 六面锻造gravity casting 重力铸造slush molding 凝塑成形hollow(blow) molding 中空(吹出)成形squeeze casting 高压铸造hot chamber die casting 热室压铸swaging 挤锻hot forging 热锻transfer molding 转送成形injection molding 射出成形warm forging 温锻investment casting 精密铸造matched die method 对模成形法laminating method 被覆淋膜成形low pressure casting 低压铸造lost wax casting 脱蜡铸造matched mould thermal forming 对模热成形模机械类常用英语:冲压模具-零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块机械类常用英语:冲压模具-模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模) feature die公母模female die母模(凹模) upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板冲压模具-冲压名称类英汉对照plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸) draw hole抽孔bending折弯trim切边emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量模具工程常用词汇英汉对照——3high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条码flow chart流程表单assembly组装stamping冲压molding成型spare parts=buffer备品coordinate座标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave凸convex凹short射料不足nick缺口speck瑕??shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill铝boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程常用词汇英汉对照——2stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁模具工程常用词汇英汉对照die 模具figure file, chart file图档cutting die, blanking die冲裁模progressive die, follow (-on)die连续模compound die复合模punched hole冲孔panel board镶块to cutedges=side cut=side scrap切边to bending折弯to pull, to stretch拉伸Line streching, line pulling线拉伸engraving, to engrave刻印upsiding down edges翻边to stake铆合designing, to design设计design modification设计变化die block模块folded block折弯块sliding block滑块location pin定位销lifting pin顶料销die plate, front board模板padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder文件夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills 年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accountingdepartment together (Those of NHK will be sent to financialdepartment)本表请与盘点清册一起送会计部-(NHK 厂区送财会部)Application status records of year-end physical inventory List andphysical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheet PCE组装厂生产排配表model机锺work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门模具钢材及零件英语模具钢材alloy tool steel 合金工具钢aluminium alloy 铝合金钢bearing alloy 轴承合金blister steel 浸碳钢bonderized steel sheet 邦德防蚀钢板carbon tool steel 碳素工具钢clad sheet 被覆板clod work die steel 冷锻模用钢emery 金钢砂ferrostatic pressure 钢铁水静压力forging die steel 锻造模用钢galvanized steel sheet 镀锌铁板hard alloy steel 超硬合金钢high speed tool steel 高速度工具钢hot work die steel 热锻模用钢low alloy tool steel 特殊工具钢low manganese casting steel 低锰铸钢marging steel 马式体高强度热处理钢martrix alloy 马特里斯合金meehanite cast iron 米汉纳铸钢meehanite metal 米汉纳铁merchant iron 市售钢材molybdenum high speed steel 钼系高速钢molybdenum steel 钼钢nickel chromium steel 镍铬钢prehardened steel 顶硬钢silicon steel sheet 硅钢板stainless steel 不锈钢tin plated steel sheet 镀锡铁板tough pitch copper 韧铜troostite 吐粒散铁tungsten steel 钨钢vinyl tapped steel sheet 塑料覆面钢板零件英语punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location 定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块sliding dowel block滑块固定块active plate活动板lower sliding plate下滑块板upper holder block上压块upper mid plate上中间板spring box弹簧箱spring-box eject-rod弹簧箱顶杆spring-box eject-plate弹簧箱顶板bushing bolck衬套cover plate盖板guide pad导料块塑件&模具相关英文compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具移转成型用模具encapsulation molding低压封装成型射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道h=0.02~0.05mmw=3.2mm L=3~5mmwelding line熔合痕eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口H=F=1/2t~1/5tT=2.5~3.5mmdiaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Φ0.8~1.0mmRunner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣sprue lock pin料头钩销(拉料杆)加为好友只看该作者塑件模具相关英文——10eject pin顶出针knock pin顶出销return pin回位销反顶针sleave套筒stripper plate脱料板insert core放置入子runner stripper plate浇道脱料板guide pin导销eject rod (bar)(成型机)顶业捧subzero深冷处理three plate三极式模具runner system浇道系统stress crack应力电裂orientation定向sprue gate射料浇口,直浇口nozzle射嘴sprue lock pin料头钩销(拉料杆) slag well冷料井side gate侧浇口edge gate侧缘浇口tab gate搭接浇口film gate薄膜浇口flash gate闸门浇口slit gate缝隙浇口fan gate扇形浇口dish gate因盘形浇口diaphragm gate隔膜浇口ring gate环形浇口subarine gate潜入式浇口tunnel gate隧道式浇口pin gate针点浇口Runner less无浇道(sprue less)无射料管方式long nozzle延长喷嘴方式sprue浇口;溶渣塑件模具相关英文——9compre sion molding压缩成型flash mold溢流式模具plsitive mold挤压式模具split mold分割式模具cavity型控母模core模心公模taper锥拔leather cloak仿皮革shiver饰纹flow mark流痕welding mark溶合痕post screw insert螺纹套筒埋值self tapping screw自攻螺丝striper plate脱料板piston活塞cylinder汽缸套chip细碎物handle mold手持式模具encapsulation molding低压封装成型、射出成型用模具two plate两极式(模具)well type蓄料井insulated runner绝缘浇道方式hot runner热浇道runner plat浇道模块valve gate阀门浇口band heater环带状的电热器spindle阀针spear head刨尖头slag well冷料井cold slag冷料渣air vent排气道welding line熔合痕模具相关英语——8stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模) feature die公母模female die母模(凹模) upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板)outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件)deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块模具相关英语——7emboss凸点dome凸圆semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱模具相关英语——6drill钻boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys 花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸)draw hole抽孔bending折弯trim切边模具相关英语——5spare parts=buffer备品coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave 凹convex凸short射料不足nick缺口speck瑕疪shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨模具相关英语——4baffle plate挡块cover plate盖板male die公模female die母模groove punch压线冲子air-cushion eject-rod气垫顶杆spring-box eject-plate弹簧箱顶板bushing block衬套insert 入块club car高尔夫球车capability能力parameter参数factor系数phosphate皮膜化成viscosity涂料粘度alkalidipping脱脂main manifold主集流脉bezel斜视规blanking穿落模dejecting顶固模demagnetization去磁;消磁high-speed transmission高速传递heat dissipation热传rack上料degrease脱脂rinse水洗alkaline etch龄咬desmut剥黑膜D.I. rinse纯水次Chromate铬酸处理Anodize阳性处理seal封孔revision版次part number/P/N料号good products良品scraped products报放心品defective products不良品finished products成品disposed products处理品barcode条形码flow chart流程窗体assembly组装stamping冲压molding成型模具相关英语——3difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销round pierce punch=die button圆冲子shape punch=die insert异形子stock locater block定位块under cut=scrap chopper清角active plate活动板模具相关英语——2steel/rolled steel钢材material statistics sheet物料统计明细表meeting minutes会议记录meeting type 会别distribution department分发单位location地点chairman主席present members出席人员subject主题conclusion结论decision items决议事项responsible department负责单位pre-fixed finishing date预定完成日approved by / checked by / prepared by核准/审核/承办PCE assembly production schedule sheet PCE组装厂生产排配表model机钟work order工令revision版次remark备注production control confirmation生产确认checked by初审approved by核准department部门stock age analysis sheet库存货龄分析表on-hand inventory现有库存available material良品可使用obsolete material良品已呆滞to be inspected or reworked 待验或重工total合计cause description原因说明part number/ P/N 料号type形态item/group/class类别quality品质prepared by制表notes说明year-end physical inventory difference analysis sheet年终盘点差异分析表physical inventory盘点数量physical count quantity帐面数量模具相关英语——1padding block垫块stepping bar垫条upper die base上模座lower die base下模座upper supporting blank上承板upper padding plate blank上垫板spare dies模具备品spring 弹簧bolt螺栓document folder活页夹file folder资料夹to put file in order整理资料spare tools location手工备品仓first count初盘人first check初盘复棹人second count 复盘人second check复盘复核人equipment设备waste materials废料work in progress product在制品casing = containerazation装箱quantity of physical invetory second count 复盘点数量quantity of customs count会计师盘,点数量the first page第一联filed by accounting department for reference会计部存查end-user/using unit(department)使用单位summary of year-end physical inventory bills 年终盘点截止单据汇总表bill name单据名称This sheet and physical inventory list will be sent to accounting departmenttogether (Those of NHK will be sent to financial department)本表请与盘点清册一起送会计部-(NHK 厂区送财会部)Application status records of year-end physical inventory List and physical inventory card 年终盘点卡与清册使用-状况明细表blank and waste sheet NO.空白与作废单号plate电镀mold成型material for engineering mold testing工程试模材料not included in physical inventory不列入盘点sample样品incoming material to be inspected进货待验description品名101个热处理常用英文词汇1. indication 缺陷2. test specimen 试样3. bar 棒材4. stock 原料5. billet 方钢,钢方坯6. bloom 钢坯,钢锭7. section 型材8. steel ingot 钢锭9. blank 坯料,半成品10. cast steel 铸钢11. nodular cast iron 球墨铸铁12. ductile cast iron 球墨铸铁13. bronze 青铜14. brass 黄铜15. copper 合金16. stainless steel不锈钢17. decarburization 脱碳18. scale 氧化皮19. anneal 退火20. process anneal 进行退火21. quenching 淬火22. normalizing 正火23. Charpy impact text 夏比冲击试验24. fatigue 疲劳25. tensile testing 拉伸试验26. solution 固溶处理27. aging 时效处理28. Vickers hardness维氏硬度29. Rockwell hardness 洛氏硬度30. Brinell hardness 布氏硬度31. hardness tester硬度计32. descale 除污,除氧化皮等33. ferrite 铁素体34. austenite 奥氏体35. martensite马氏体36. cementite 渗碳体37. iron carbide 渗碳体38. solid solution 固溶体39. sorbite 索氏体40. bainite 贝氏体41. pearlite 珠光体42. nodular fine pearlite/ troostite屈氏体43. black oxide coating 发黑44. grain 晶粒45. chromium 铬46. cadmium 镉47. tungsten 钨48. molybdenum 钼49. manganese 锰50. vanadium 钒51. molybdenum 钼52. silicon 硅53. sulfer/sulphur 硫54. phosphor/ phosphorus 磷55. nitrided 氮化的56. case hardening 表面硬化,表面淬硬57. air cooling 空冷58. furnace cooling 炉冷59. oil cooling 油冷60. electrocladding /plating 电镀61. brittleness 脆性62. strength 强度63. rigidity 刚性,刚度64. creep 蠕变65. deflection 挠度66. elongation 延伸率67. yield strength 屈服强度68. elastoplasticity 弹塑性69. metallographic structure 金相组织70. metallographic test 金相试验71. carbon content 含碳量72. induction hardening 感应淬火73. impedance matching 感应淬火74. hardening and tempering 调质75. crack 裂纹76. shrinkage 缩孔,疏松77. forging 锻(件)78. casting 铸(件)79. rolling 轧(件)80. drawing 拉(件)81. shot blasting 喷丸(处理)82. grit blasting 喷钢砂(处理)83. sand blasting 喷砂(处理)84. carburizing 渗碳85. nitriding 渗氮86. ageing/aging 时效87. grain size 晶粒度88. pore 气孔89. sonim 夹砂90. cinder inclusion 夹渣91. lattice晶格92. abrasion/abrasive/rub/wear/wearing resistance (property) 耐磨性93. spectrum analysis光谱分析94. heat/thermal treatment 热处理95. inclusion 夹杂物96. segregation 偏析97. picking 酸洗,酸浸98. residual stress 残余应力99. remaining stress 残余应力100. relaxation of residual stress 消除残余应力101. stress relief 应力释放模具相关英语(5)semi-shearing半剪stamp mark冲记号deburr or coin压毛边punch riveting冲压铆合side stretch侧冲压平reel stretch卷圆压平groove压线blanking下料stamp letter冲字(料号) shearing剪断tick-mark nearside正面压印tick-mark farside反面压印冲压名称类extension dwg展开图procedure dwg工程图die structure dwg模具结构图material材质material thickness料片厚度factor系数upward向上downward向下press specification冲床规格die height range适用模高die height闭模高度burr毛边gap间隙weight重量total wt.总重量punch wt.上模重量五金零件类inner guiding post内导柱inner hexagon screw内六角螺钉dowel pin固定销coil spring弹簧lifter pin顶料销eq-height sleeves=spool等高套筒pin销lifter guide pin浮升导料销guide pin导正销wire spring圆线弹簧outer guiding post外导柱stop screw止付螺丝located pin定位销outer bush外导套模板类top plate上托板(顶板)top block上垫脚punch set上模座punch pad上垫板punch holder上夹板stripper pad脱料背板up stripper上脱料板male die公模(凸模) feature die公母模female die母模(凹模) upper plate上模板lower plate下模板die pad下垫板die holder下夹板die set下模座bottom block下垫脚bottom plate下托板(底板) stripping plate内外打(脱料板) outer stripper外脱料板inner stripper内脱料板lower stripper下脱料板零件类punch冲头insert入块(嵌入件) deburring punch压毛边冲子groove punch压线冲子stamped punch字模冲子round punch圆冲子special shape punch异形冲子bending block折刀roller滚轴baffle plate挡块located block定位块supporting block for location定位支承块air cushion plate气垫板air-cushion eject-rod气垫顶杆trimming punch切边冲子stiffening rib punch = stinger 加强筋冲子ribbon punch压筋冲子reel-stretch punch卷圆压平冲子guide plate定位板sliding block滑块模具相关英语(4)coordinate坐标dismantle the die折模auxiliary fuction辅助功能poly-line多义线heater band 加热片thermocouple热电偶sand blasting喷沙grit 砂砾derusting machine除锈机degate打浇口dryer烘干机induction感应induction light感应光response=reaction=interaction感应ram连杆edge finder巡边器concave 凹convex凸short射料不足nick缺口speck瑕疪shine亮班splay 银纹gas mark焦痕delamination起鳞cold slug冷块blush 导色gouge沟槽;凿槽satin texture段面咬花witness line证示线patent专利grit沙砾granule=peuet=grain细粒grit maker抽粒机cushion缓冲magnalium镁铝合金magnesium镁金metal plate钣金lathe车mill锉plane刨grind磨drill钻boring镗blinster气泡fillet镶;嵌边through-hole form通孔形式voller pin formality滚针形式cam driver铡楔shank摸柄crank shaft曲柄轴augular offset角度偏差velocity速度production tempo生产进度现状torque扭矩spline=the multiple keys花键quenching淬火tempering回火annealing退火carbonization碳化alloy合金tungsten high speed steel钨高速的moly high speed steel钼高速的organic solvent有机溶剂bracket小磁导liaison联络单volatile挥发性resistance电阻ion离子titrator滴定仪beacon警示灯coolant冷却液crusher破碎机模具工程类plain die简易模pierce die冲孔模forming die成型模progressive die连续模gang dies复合模shearing die剪边模riveting die铆合模pierce冲孔forming成型(抽凸,冲凸) draw hole抽孔bending折弯trim切边emboss凸点dome凸圆模具相关英语(3)difference quantity差异量cause analysis原因分析raw materials原料materials物料finished product成品semi-finished product半成品packing materials包材good product/accepted goods/ accepted parts/good parts良品defective product/non-good parts不良品disposed goods处理品warehouse/hub仓库on way location在途仓oversea location海外仓spare parts physical inventory list备品盘点清单spare molds location模具备品仓skid/pallet栈板tox machine自铆机wire EDM线割EDM放电机coil stock卷料sheet stock片料tolerance工差score=groove压线cam block滑块pilot导正筒trim剪外边pierce剪内边drag form压锻差pocket for the punch head挂钩槽slug hole废料孔feature die公母模expansion dwg展开图radius半径shim(wedge)楔子torch-flame cut火焰切割set screw止付螺丝form block折刀stop pin定位销。

The Injection MoldingThe Introduction of MoldsThe mold is at the core of a plastic manufacturing process because its cavity gives a part its shape. This makes the mold at least as critical-and many cases more so-for the quality of the end product as, for example, the plasticiting unit or other components of the processing equipment.Mold MaterialDepending on the processing parameters for the various processing methods as well as the length of the production run, the number of finished products to be produced, molds for plastics processing must satisfy a great variety of requirements. It is therefore not surprising that molds can be made from a very broad spectrum of materials, including-from a technical standpoint-such exotic materials as paper matched and plaster. However, because most processes require high pressures, often combined with high temperatures, metals still represent by far the most important material group, with steel being the predominant metal. It is interesting in this regard that, in many cases, the selection of the mold material is not only a question of material properties and an optimum price-to-performance ratio but also that the methods used to produce the mold, and thus the entire design, can be influenced.A typical example can be seen in the choice between cast metal molds, with their very different cooling systems, compared to machined molds. In addition, the production technique can also have an effect; for instance, it is often reported that, for the sake of simplicity, a prototype mold is frequently machined from solid stock with the aid of the latest technology such as computer-aided (CAD) and computer-integrated manufacturing (CIM S). In contrast to the previously used methods based on the use of patterns, the use of CAD and CAM often represents the more economical solution today, not only because this production capability is available pin-house but also because with any other technique an order would have to be placed with an outside supplier.Overall, although high-grade materials are often used, as a rule standard materials are used in mold making. New, state-of-the art (high-performance) materials, such as ceramics, for instance, are almost completely absent. This may be related to the fact that their desirable characteristics, such as constant properties up to very high temperatures, are not required on molds, whereas their negative characteristics, e. g. low tensile strength and poor thermal conductivity, have a clearly related to ceramics, such as sintered material, is found in mild making only to a limited degree. This refers less to the modern materials and components produced by powder metallurgy, and possibly by hot isocratic pressing, than to sintered metals in the sense of porous, air-permeable materials.Removal of air from the cavity of a mold is necessary with many different processing methods, and it has been proposed many times that this can be accomplished using porous metallic materials. The advantages over specially fabricated venting devices, particularly in areas where melt flow fronts meet, I, e, at weld lines, are as obvious as the potential problem areas: on one hand, preventing the texture of such surfaces from becoming visible on the finished product, and on the other hand, preventing the microspores from quickly becoming clogged with residues (broken off flash, deposits from the molding material, so-called plate out, etc.). It is also interesting in this case that completely new possibilities with regard to mold design and processing technique result from the use of such materials.A. Design rulesThere are many rules for designing molds. These rules and standard practices are based on logic, past experience, convenience, and economy. For designing, mold making, and molding, it is usually of advantage to follow the rules. But occasionally, it may work out better if a rule is ignored and an alternative way is selected. In this text, the most common rules are noted, but the designer will learn only from experience which way to go. The designer must ever be open to new ideas and methods, to new molding and mold materials that may affect these rules.B. The basic mold1. Mold cavity spaceThe mold cavity space is a shape inside the mold, “excavated” in such a manner that when the molding material is forced into this space it will take on the shape of the cavity space and, therefore, the desired product. The principle of a mold is almost as old as human civilization. Molds have metals into sand forms. Such molds, which are still used today in foundries, can be used only once because the mold is destroyed to release the product after it has solidified. Today, we are looking for permanent molds that can be used over and over. Now molds are made from strong, durable materials, such as steel, or from softer aluminum or metal alloys and even from certain plastics where a long mold life is not required because the planned production is small. In injection molding the plastic is injected into the cavity space with high pressure, so the mold must be strong enough to resist the injection pressure without deforming.2. Number of cavitiesMany molds, particularly molds for larger products, are built for only cavity space, but many molds, especially large production molds, are built with 2 or more cavities. The reason for this is purely economical. It takes only little more time to inject several cavities than to inject one. For example, a 4-cavity mold requires only one-fourth of the machine time of asingle-cavity mold. Conversely, the production increases in proportion to the number of cavities. A mold with more cavities is more expensive to build than a single-cavity mold, but not necessarily 4 times as much as a single-cavity mold. But it may also require a larger machine with larger platen area and more clamping capacity, and because it will use 4 times the amount of plastic, it may need a large injection unit, so the machine hour cost will be higher than for a machine large enough for the smaller mold.3. Cavity shape and shrinkageThe shape of the cavity is essenti ally the “negative” of the shape of the desired product, with dimensional allowance added to allow for shrinking of the plastic. The shape of the cavity is usually created with chip-removing machine tools, or with electric discharge machining, with chemical etching, or by any new method that may be available to remove metal or build it up, such as galvanic processes. It may also be created by casting certain metals in plaster molds created from models of the product to be made, or by casting some suitable hard plastics. The cavity shape can be either cut directly into the mold plates or formed by putting inserts into the plates.C. Cavity and coreBy convention, the hollow portion of the cavity space is called the cavity. The matching, often raised portion of the cavity space is called the core. Most plastic products are cup-shaped. This does not mean that they look like a cup, but they do have an inside and an outside. The outside of the product is formed by the cavity, the inside by the core. The alternative to the cup shape is the flat shape. In this case, there is no specific convex portion, and sometimes, the core looks like a mirror image of the cavity. Typical examples for this are plastic knives, game chips, or round disks such as records. While these items are simple in appearance, they often present serious molding problems for ejection of the product. The reason for this is that all injection molding machines provide an ejection mechanism on the moving platen and the products tend to shrink onto and cling to the core, from where they are then ejected. Most injection molding machines do not provide ejection mechanisms on the injection side.Polymer ProcessingPolymer processing, in its most general context, involves the transformation of a solid (sometimes liquid) polymeric resin, which is in a random form (e.g., powder, pellets, beads), to a solid plastics product of specified shape, dimensions, and properties. This is achieved by means of a transformation process: extrusion, molding, calendaring, coating, thermoforming, etc. The process, in order to achieve the above objective, usually involves the following operations: solid transport, compression, heating, melting, mixing, shaping, cooling,solidification, and finishing. Obviously, these operations do not necessarily occur in sequence, and many of them take place simultaneously.Shaping is required in order to impart to the material the desired geometry and dimensions. It involves combinations of viscoelastic deformations and heat transfer, which are generally associated with solidification of the product from the melt.Shaping includes: two-dimensional operations, e.g. die forming, calendaring and coating; three-dimensional molding and forming operations. Two-dimensional processes are either of the continuous, steady state type (e.g. film and sheet extrusion, wire coating, paper and sheet coating, calendaring, fiber spinning, pipe and profile extrusion, etc.) or intermittent as in the case of extrusions associated with intermittent extrusion blow molding. Generally, molding operations are intermittent, and, thus, they tend to involve unsteady state conditions. Thermoforming, vacuum forming, and similar processes may be considered as secondary shaping operations, since they usually involve the reshaping of an already shaped form. In some cases, like blow molding, the process involves primary shaping (pair-son formation) and secondary shaping (pair son inflation).Shaping operations involve simultaneous or staggered fluid flow and heat transfer. In two-dimensional processes, solidification usually follows the shaping process, whereas solidification and shaping tend to take place simultaneously inside the mold in three dimensional processes. Flow regimes, depending on the nature of the material, the equipment, and the processing conditions, usually involve combinations of shear, extensional, and squeezing flows in conjunction with enclosed (contained) or free surface flows.The thermo-mechanical history experienced by the polymer during flow and solidification results in the development of microstructure (morphology, crystallinity, and orientation distributions) in the manufactured article. The ultimate properties of the article are closely related to the microstructure. Therefore, the control of the process and product quality must be based on an understanding of the interactions between resin properties, equipment design, operating conditions, thermo-mechanical history, microstructure, and ultimate product properties. Mathematical modeling and computer simulation have been employed to obtain an understanding of these interactions. Such an approach has gained more importance in view of the expanding utilization of computer design/computer assisted manufacturing/computer aided engineering (CAD/CAM/CAE) systems in conjunction with plastics processing.It will emphasize recent developments relating to the analysis and simulation of some important commercial process, with due consideration to elucidation of both thermo-mechanical history and microstructure development.As mentioned above, shaping operations involve combinations of fluid flow and heattransfer, with phase change, of a visco-elastic polymer melt. Both steady and unsteady state processes are encountered. A scientific analysis of operations of this type requires solving the relevant equations of continuity, motion, and energy (I. e. conservation equations).Injection MoldingMany different processes are used to transform plastic granules, powders, and liquids into final product. The plastic material is in moldable form, and is adaptable to various forming methods. In most cases thermoplastic materials are suitable for certain processes while thermosetting materials require other methods of forming. This is recognized by the fact that thermoplastics are usually heated to a soft state and then reshaped before cooling. Theromosets, on the other hand have not yet been polymerized before processing, and the chemical reaction takes place during the process, usually through heat, a catalyst, or pressure. It is important to remember this concept while studying the plastics manufacturing processes and the polymers used.Injection molding is by far the most widely used process of forming thermoplastic materials. It is also one of the oldest. Currently injection molding accounts for 30% of all plastics resin consumption. Since raw material can be converted by a single procedure, injection molding is suitable for mass production of plastics articles and automated one-step production of complex geometries. In most cases, finishing is not necessary. Typical products include toys, automotive parts, household articles, and consumer electronics goods,Since injection molding has a number of interdependent variables, it is a process of considerable complexity. The success of the injection molding operation is dependent not only in the proper setup of the machine variables, but also on eliminating shot-to-shot variations that are caused by the machine hydraulics, barrel temperature variations, and changes in material viscosity. Increasing shot-to-shot repeatability of machine variables helps produce parts with tighter tolerance, lowers the level of rejects, and increases product quality ( i.e., appearance and serviceability).The principal objective of any molding operation is the manufacture of products: to a specific quality level, in the shortest time, and using a repeatable and fully automatic cycle. Molders strive to reduce or eliminate rejected parts, or parts with a high added value such as appliance cases, the payoff of reduced rejects is high.A typical injection molding cycle or sequence consists of five phases:1 Injection or mold filling2 Packing or compression3 Holding4 Cooling5 Part ejectionInjection Molding OverviewProcessInjection molding is a cyclic process of forming plastic into a desired shape by forcingthe material under pressure into a cavity. The shaping is achieved by cooling (thermoplastics) or by a chemical reaction (thermosets). It is one of the most commonand versatile operations for mass production of complex plastics parts with excellent dimensional tolerance. It requires minimal or no finishing or assembly operations. In addition to thermoplastics and thermosets, the process is being extended to suchmaterials as fibers, ceramics, and powdered metals, with polymers as binders.ApplicationsApproximately 32 percent by weight of all plastics processed go through injection molding machines. Historically, the major milestones of injection molding include the invention of the reciprocating screw machine and various new alternative processes, and the application of computersimulation to the design and manufacture of plastics parts.Development of the injection molding machineSince its introduction in the early 1870s, the injection molding machine has undergone significantmodifications and improvements. In particular, the invention of the reciprocating screw machine hasrevolutionized the versatility and productivity of the thermoplastic injection molding process.Benefits of the reciprocating screwApart from obvious improvements in machine control and machine functions, the major development for the injection molding machine is the change from a plunger mechanism to a reciprocating screw. Although the plunger-type machine is inherently simple, its popularity waslimited due to the slow heating rate through pure conduction only. The reciprocating screw canplasticize the material more quickly and uniformly with its rotating motion, as shown in Figure 1. Inaddition, it is able to inject the molten polymer in a forward direction, as a plunger.Development of the injection molding processThe injection molding process was first used only with thermoplastic polymers. Advances in theunderstanding of materials, improvements in molding equipment, and the needs of specific industrysegments have expanded the use of the process to areas beyond its original scope. Alternative injection molding processesDuring the past two decades, numerous attempts have been made to develop injection moldingprocesses to produce parts with special design features and properties. Alternative processes derivedfrom conventional injection molding have created a new era for additional applications, more designfreedom, and special structural features. These efforts have resulted in a number of processes,including:Co-injection (sandwich) moldingFusible core injection molding)Gas-assisted injection moldingInjection-compression moldingLamellar (microlayer) injection moldinLive-feed injection moldingLow-pressure injection moldingPush-pull injection moldingReactive moldingStructural foam injection moldingThin-wall moldingComputer simulation of injection molding processesBecause of these extensions and their promising future, computer simulation of the process has alsoexpanded beyond the early "lay-flat," empirical cavity-filling estimates. Now, complex programs simulate post-filling behavior, reaction kinetics, and the use of two materials with different properties, or two distinct phases, during the process.The Simulation section provides information on using C-MOLD products.Among the Design topicsare several examples that illustrate how you can use CAE tools to improve your part and molddesign and optimize processing conditions.Co-injection (sandwich) moldingOverviewCo-injection molding involves sequential or concurrent injection of two different but compatible polymer melts into a cavity. The materials laminate and solidify. This process produces parts that have a laminated structure, with the core material embedded betweenthe layers of the skin material. This innovative process offers the inherent flexibility ofusing the optimal properties of each material or modifying the properties of the molded part.FIGURE 1. Four stages of co-injection molding. (a) Short shot of skin polymer melt (shown in dark green)is injected into the mold. (b) Injection of core polymer melt until cavity is nearly filled, as shown in (c). (d)Skin polymer is injected again, to purge the core polymer away from the sprue.Fusible core injection moldingOverviewThe fusible (lost, soluble) core injection molding process illustrated below producessingle-piece, hollow parts with complex internal geometry. This process molds a coreinside the plastic part. After the molding, the core will be physically melted or chemically dissolved, leaving its outer geometry as the internal shape of the plastic part.FIGURE 1. Fusible (lost, soluble) core injection moldingGas-assisted injection moldingGas-assisted processThe gas-assisted injection molding process begins with a partial or full injection ofpolymer melt into the mold cavity. Compressed gas is then injected into the core of the polymer melt to help fill and pack the mold. This process is illustrated below.FIGURE 1. Gas-assisted injection molding: (a) the electrical system, (b) the hydraulic system, (c) the control panel, and (d) the gas cylinder.Injection-compression moldingOverviewThe injection-compression molding process is an extension of conventional injection molding. After a pre-set amount of polymer melt is fed into an open cavity, it is compressed, as shown below. The compression can also take place when the polymer isto be injected. The primary advantage of this process is the ability to produce dimensionally stable, relatively stress-free parts, at a low clamp tonnage (typically 20 to 50 percent lower).Lamellar (microlayer) injection moldingOverviewThis process uses a feedblock and layer multipliers to combine melt streams from dual injection cylinders. It produces parts from multiple resins in distinct microlayers, as shown in Figure 1 below. Combining different resins in a layered structure enhances a number of properties, such as the gas barrier property, dimensional stability, heat resistance, and optical clarity.Live-feed injection moldingOverviewThe live-feed injection molding process applies oscillating pressure at multiple polymer entrances to cause the melt to oscillate, as shown in the illustration below. The action of the pistons keeps the material in the gates molten while different layers of molecular or fiber orientation are being built up in the mold due to solidification. This process provides a means of making simple or complex parts that are free from voids, cracks, sink marks, and weld-line defects.Low-pressure injection moldingOverviewLow-pressure injection molding is essentially an optimized extension of conventional injection molding (see Figure 1). Low pressure can be achieved by properly programming the screw revolutions per minute, hydraulic back pressure, and screw speed to controlthe melt temperature and the injection speed. It also makes use of a generous gate size ora n reduce umber of valve gates that open and close sequentially to reduce the flow length. Thepacking stage is eliminated with a generally slow and controlled injection speed. The benefits of low-pressure injection molding include a reduction of the clamp force tonnage requirement, less costly molds and presses, and lower stress in the molded parts.Push-pull injection moldingOverviewThe push-pull injection molding process uses a conventional twin-component injection system and a two-gate mold to force material to flow back and forth between a master injection unit and a secondary injection unit, as shown below. This process eliminatesweld lines, voids, and cracks, and controls the fiber orientation.Reactive moldingProcessingMajor reactive molding processes include reactive injection molding (RIM), and composites processing, such as resin transfer molding (RTM) and structural reactive injection molding (SRIM).The typically low viscosity of the reactive materials permits large and complex parts to be moldedwith relatively lower pressure and clamp tonnage than required for thermoplastics molding. relatively For example, to make high-strength and low-volume large parts, RTM and SRIM can be used to include a preform made of long fibers. Another area that is receiving more attention than ever before is the encapsulation of microelectronic IC chips.The adaptation of injection molding to these materials includes only a small increase in temperature in the feed mechanism (barrel) to avoid pre-curing. The cavity, however, is usually hot enough to initiate chemical cross-linking. As the warm pre-polymer is forced into the cavity, heat is added from the cavity wall, from viscous (frictional) heating of the flow, and from the heat released by the reacting components. The temperature of the part often exceeds the temperature of the mold. When the reaction is sufficiently advanced for the part to be rigid (even at a high temperature) the cycle is complete and the part is ejected.Design considerationsThe mold and process design for injection molding of reactive materials is much more complexbecause of the chemical reaction that takes place during the filling and post-filling stages. For instance, slow filling often causes premature gelling and a resultant short shot, while fast fillingcould induce turbulent flow that creates internal porosity. Improper control of mold-wall temperature and/or inadequate part thickness will either give rise to moldability problems duringinjection, or cause scorching of the materials. Computer simulation is generally recognized as amore cost-effective tool than the conventional, time-consuming trial-and-error method for tool andprocess debugging.Structural foam injection moldingOverviewStructural foam molding produces parts consisting of solid external skin surfaces surrounding an inner cellular (or foam) core, as illustrated in Figure 1 below. This processis suitable for large, thick parts that are subject to bending loads in their end-use application. Structural foam parts can be produced with both low and high pressure, withnitrogen gas or chemical blowing agents.Thin-wall moldingOverviewThe term "thin-wall" is relative. Conventional plastic parts are typically 2 to 4 mm thick. Thin-wall designs are called "advanced" when thicknesses range from 1.2 to 2 mm, and "leading-edge" when the dimension is below 1.2 mm. Another definition of thin-wall molding is based on the flow-length-to-wall-thickness ratios. Typical ratios for thesethin-wall applications range from 100:1 to 150:1 or more.Typical applicationsThin-wall molding is more popular in portable communication and computing equipment, whichdemand plastic shells that are much thinner yet still provide the same mechanical strength as conventional parts.ProcessingBecause thin-wall parts freeze off quickly, they require high melt temperatures, high injectio speeds, and very high injection pressures if multiple gates or sequential valve gating are not an optimized ram-speed profile helps to reduce the pressure requirement.Due to the high velocity and shear rate in thin-wall molding, orientation occurs more readily help minimize anisotropic shrinkage in thin-wall parts, it is important to pack the part adequately while the core is still molten.Injection molding machineComponentsFor thermoplastics, the injection molding machine converts granular or pelleted rawplastic into final molded parts via a melt, inject, pack, and cool cycle. A typical injection molding machine consists of the following major components, as illustrated in Figure 1 below.Machine functionInjection molding machines can be generally classified into three categories, based on machinefunction:General-purpose machinesPrecision, tight-tolerance machinesHigh-speed, thin-wall machinesAuxiliary equipmentThe major equipment auxiliary to an injection molding machine includes resin dryers, materials-handling equipment, granulators, mold-temperature controllers and chillers, part-removal robots, and part-handling equipment.中文翻译注塑模设计模具简介模具型腔可赋予制品其形状,因此在塑料加工过程中模具处于非常重要的地位,这使得模具对于产品最终质量的影响与塑化机构和其他成型设备的部件一样关键,有时甚至更重要。

中英文资料对照外文翻译英文:Design and Technology of the Injection Mold1、3D solid model to replace the center layer modelThe traditional injection molding simulation software based on products of the center layer model. The user must first be thin-walled plastic products abstract into approximate plane and curved surface, the surface is called the center layer. In the center layer to generate two-dimensional planar triangular meshes, the use of these two-dimensional triangular mesh finite element method, and the final result of the analysis in the surface display. Injection product model using3D solid model, the two models are inconsistent, two modeling inevitable. But because of injection molding product shape is complex and diverse, the myriads of changes from athree-dimensional entity, abstraction of the center layer is a very difficult job, extraction process is very cumbersome and time-consuming, so the design of simulation software have fear of difficulty, it has become widely used in injection molding simulation software the bottleneck.HSCAE3D is largely accepted3D solid / surface model of the STL file format. Now the mainstream CAD/CAM system, such as UG, Pro/ENGINEER, CATIA and SolidWorks, can output high quality STL format file. That is to say, the user can use any commercial CAD/CAE systems to generate the desired products3D geometric model of the STL format file, HSCAE3D can automatically add the STL file into a finite element mesh model, through the surface matching and introduction of a new boundary conditions to ensure coordination of corresponding surface flow, based on3D solid model of analysis, and display of three-dimensional analysis results, replacing the center layer simulation technology to abstract the center layer, and then generate mesh this complicated steps, broke through system simulation application bottlenecks, greatly reducing the burden of user modeling, reduces the technical requirement of the user, the user training time from the past few weeks shorter for a fewhours. Figure 1 is based on the central layer model and surface model based on 3D solid / flow analysis simulation comparison chart.2、Finite element, finite difference, the control volume methodsInjection molding products are thin products, products in the thickness direction of size is much smaller than the other two dimensions, temperature and other physical quantities in the thickness direction of the change is very large, if the use of a simple finite element and finite difference method will cause analysis time is too long, can not meet the actual needs of mold design and manufacturing. We in the flow plane by using finite element method, the thickness direction by using finite difference method, were established and plane flow and thickness directions corresponding to the size of the grid and coupling, while the accuracy is guaranteed under the premise of the calculation speed to meet the need of engineering application, and using the control volume method is solved. The moving boundary problem in. For internal and external correspondence surface differences between products, can be divided into two parts the volume, and respectively formed the control equation, the junction of interpolation to ensure thatthe two part harmony contrast.3、Numerical analysis and artificial intelligence technologyOptimization of injection molding process parameters has been overwhelming majority of mold design staff concerns, the traditional CAE software while in computer simulation of a designated under the conditions of the injection molding conditions, but is unable to automatically optimize the technical parameters. Using CAE software personnel must be set to different process conditions were multiple CAE analysis, combined with practical experience in the program were compared between, can get satisfactory process scheme. At the same time, the parts after the CAE analysis, the system will generate a large amount of information about the project ( product, process, analyzes the results ), which often results in a variety of data form, requiring the user to have the analysis and understanding of the results of CAE analysis ability, so the traditional CAE software is a kind of passive computational tools, can provide users with intuitionistic, effective engineering conclusion, to software users demand is too high, the influence of CAE system in the larger scope of application and popularization. In view of the above, HSCAE3D software in the original CAE system based on accurate calculationfunction, the knowledge engineering technology is introduced the system development, the use of artificial intelligence is the ability of thinking and reasoning, instead of the user to complete a large number of information analysis and processing work, directly provide guiding significance for the process of conclusions and recommendations, effectively solve the CAE of the complexity of the system and the requirements of the users of the contradiction between, shortening of the CAE system and the distance between the user, the simulation software by traditional " passive" computational tools to " active" optimization system. HSCAE3D system artificial intelligence technology will be applied to the initial design, the results of the analysis of CAE interpretation and evaluation, improvement and optimization analysis of3 aspects.译文:注塑模具设计的技术1.用三维实体模型取代中心层模型传统的注塑成形仿真软件基于制品的中心层模型。

内置抽芯注射模具设计冷真龙;胡兆国;杨金凤;邹丽萍【摘要】Lateral bump of core-pulling injection mould for the plastic parts, under normal circumstances, this type of mold is designed into an external core-pulling mechanism. Plastic parts for shelves, make full use of internal space for the plastic parts, core-pulling distance of small features, design the internal core-pulling injection mould structure, it is proved that has small size, low cost.%侧凹凸塑件的抽芯注射模具,一般情况下,这类模具设计成外置抽芯机构.对于架子塑料制件,充分利用塑件内部空间大,抽芯距离小的特点,设计了内置抽芯的注射模具结构,尺寸小,成本低.【期刊名称】《制造技术与机床》【年(卷),期】2012(000)007【总页数】3页(P186-188)【关键词】侧向型孔;轮辐浇口;内置抽芯;芯棒【作者】冷真龙;胡兆国;杨金凤;邹丽萍【作者单位】四川工程职业技术学院机电工程系,四川德阳618000;四川工程职业技术学院机电工程系,四川德阳618000;四川工程职业技术学院机电工程系,四川德阳618000;四川森普管材股份有限公司,四川德阳618005【正文语种】中文【中图分类】TQ330.4+1由于塑料制件有重量轻、价格便宜、化学稳定性好、成型方便等优点,在日常生活设施、化学工业设备、航空航天等领域中使用的塑料制件越来越多,结构形式多种多样。
为了满足特定的使用要求,有很多塑料制件带有与开模方向不平行的侧向凹凸的特征。
附录1:外文翻译微通道注塑成型模具设计大规模生产微流体装置对于其中的生物医学应用是重要的一次性设备被广泛使用。
注射成型是一种众所周知的生产方法的设备以大规模低成本。
在这项研究中,注塑过程适用于制造具有单个微通道的微流体装置。
至提高产品质量,采用高精度机械加工制造的微流体装置的模具。
常规注塑机是在这个过程中实现的。
在不同的模具温度下进行注模。
通过测量部件变形来表征注射件的翘曲。
评估了模具温度对最终装置质量的影响在零件变形和粘接质量方面。
从实验结果来看,翘曲和模制件的粘合质量之间的一致性被观察。
发现随着片的翘曲减小,粘接质量下降增加。
接合断裂压力的最大值和最小值在相同的模具温度下发现翘曲点。
这个模具温度被命名为设计的微流体装置的最佳温度。
它是观察到在45℃的模具温度下产生的微流体装置能够承受高达74巴的压力1介绍微流体装置的微尺度和纳米级制造是一种学术研究和行业的热门话题。
重复,高效,大规模生产的微流体装置是对于一次性设备的生物医学应用而言至关重要广泛使用。
当微流体装置的制造是关心,基本上有两种常见的方法:直接基板制造和基于模具的技术。
直接底物制造包括蚀刻,激光烧蚀和机械加工。
另一方面,基于模具的技术包括软光刻,热压花和注射成型。
虽然模具的制造可能是复杂的;一旦模具该模具可以很好地被使用好几次。
之后完成模具,其余的制造程序是简单且高度可重现(即,低成本复制)使基于模具的技术非常适合批量生产。
在基于模具的技术中,注塑成型是一个很好的成型宏观尺度的制造工艺(尺寸大于毫米),其中熔化的材料被注入进入模具以获得所需的形状。
使用的材料一般通过陶瓷和金属的塑料也可以用塑料模塑粘合剂。
在此过程中,材料被供应到加热桶,混合,并强制进入其中冷却的模具腔并根据腔体的形状固化[1]。
一旦已经制造了一个模具,可以有几千个零件模仿了很少或没有额外的努力。
产品好尺寸公差和过程几乎不需要完成对最终产品的操作。
考虑到这些方面,注射成型是制造零件的流行制造工艺在大规模上广泛应用于航空航天,汽车,医疗,玩具和光学[2]。

附录2Integrated simulation of the injection molding process withstereolithography moldsAbstract Functional parts are needed for design verification testing, field trials, customer evaluation, and production planning. By eliminating multiple steps, the creation of the injection mold directly by a rapid prototyping (RP) process holds the best promise of reducing the time and cost needed to mold low-volume quantities of parts. The potential of this integration of injection molding with RP has been demonstrated many times. What is missing is the fundamental understanding of how the modifications to the mold material and RP manufacturing process impact both the mold design and the injection molding process. In addition, numerical simulation techniques have now become helpful tools of mold designers and process engineers for traditional injection molding. But all current simulation packages for conventional injection molding are no longer applicable to this new type of injection molds, mainly because the property of the mold material changes greatly. In this paper, an integrated approach to accomplish a numerical simulation of injection molding into rapid-prototyped molds is established and a corresponding simulation system is developed. Comparisons with experimental results are employed for verification, which show that the present scheme is well suited to handle RP fabricated stereolithography (SL) molds.Keywords Injection molding Numerical simulation Rapid prototyping1 IntroductionIn injection molding, the polymer melt at high temperature is injected into the mold under high pressure [1]. Thus, the mold material needs to have thermal and mechanical properties capable of withstanding the temperatures and pressures of the molding cycle. The focus of many studies has been to create theinjection mold directly by a rapid prototyping (RP) process. By eliminating multiple steps, this method of tooling holds the best promise of reducing the time and cost needed to create low-volume quantities of parts in a production material. The potential of integrating injection molding with RP technologies has been demonstrated many times. The properties of RP molds are very different from those of traditional metal molds. The key differences are the properties of thermal conductivity and elastic modulus (rigidity). For example, the polymers used in RP-fabricated stereolithography (SL) molds have a thermal conductivity that is less than onethousandth that of an aluminum tool. In using RP technologies to create molds, the entire mold design and injection-molding process parameters need to be modified and optimized from traditional methodologies due to the completely different tool material. However, there is still not a fundamen tal understanding of how the modifications t o the mold tooling method and material impact both the mold design and the injection molding process parameters. One cannot obtain reasonable results by simply changing a few material properties in current models. Also, using traditional approaches when making actual parts may be generating sub-optimal results. So there is a dire need to study the interaction between the rapid tooling (RT) process and material and injection molding, so as to establish the mold design criteria and techniques for an RT-oriented injection molding process.In addition, computer simulation is an effective approach for predicting the quality of molded parts. Commercially available simulation packages of the traditional injection molding process have now become routine tools of the mold designer and process engineer [2]. Unfortunately, current simulation programs for conventional injection molding are no longer applicable to RP molds, because of the dramatically dissimilar tool material. For instance, in using the existing simulation software with aluminum and SL molds and comparing with experimental results, though the simulation values of part distortion are reasonable for the aluminum mold, results are unacceptable, with the error exceeding 50%. The distortion during injection molding is due to shrinkage and warpage of the plastic part, as well as the mold. For ordinarily molds, the main factor is the shrinkage and warpage of the plastic part, which is modeled accurately in current simulations. But for RP molds, the distortion of the mold has potentially more influence, which have been neglected in current models. For instance, [3] used a simple three-step simulation process to consider the mold distortion, which had too much deviation.In this paper, based on the above analysis, a new simulation system for RP molds is developed. The proposed system focuses on predicting part distortion, which is dominating defect in RP-molded parts. The developed simulation can be applied as an evaluation tool for RP mold design and process optimization. Our simula tion system is verified by an experimental example.Although many materials are available for use in RP technologies, we concentrate on using stereolithography (SL), the original RP technology, to create polymer molds. The SL process uses photopolymer and laser energy to build a part layer by layer. Using SL takes advantage of both the commercial dominance of SL in the RP industry and the subsequent expertise base that has been developed for creating accurate, high-quality parts. Until recently, SL was primarily used to create physical models for visual inspection and form-fit studies with very limited func-tional applications. However, the newer generation stereolithographic photopolymers have improved dimensional, mechanical and thermal properties making it possible to use them for actual functional molds.2 Integrated simulation of the molding process2.1 MethodologyIn order to simulate the use of an SL mold in the injection molding process, an iterative method is proposed. Different software modules have been developed and used to accomplish this task. The main assumption is that temperature and load boundary conditions cause significant distortions in the SL mold. The simulation steps are as follows:1The part geometry is modeled as a solid model, which is translated to a file readable by the flow analysis package.2Simulate the mold-filling process of the melt into a pho topolymer mold, which will output the resulting temperature and pressure profiles.3Structural analysis is then performed on the photopolymer mold model using the thermal and load boundary conditions obtained from the previous step, which calculates the distortion that the mold undergo during the injection process.4If the distortion of the mold converges, move to the next step. Otherwise, the distorted mold cavity is then modeled (changes in the dimensions of the cavity after distortion), and returns to the second step to simulate the melt injection into the distorted mold.5The shrinkage and warpage simulation of the injection molded part is then applied, which calculates the final distor tions of the molded part.In above simulation flow, there are three basic simulation mod ules.2. 2 Filling simulation of the melt2.2.1 Mathematical modelingIn order to simulate the use of an SL mold in the injection molding process, an iterative method is proposed. Different software modules have been developed and used to accomplish this task. The main assumption is that temperature and load boundary conditions cause significant distortions in the SL mold. The simulation steps are as follows:1. The part geometry is modeled as a solid model, which is translated to a file readable by the flow analysis package.2. Simulate the mold-filling process of the melt into a photopolymer mold, which will output the resulting temperature and pressure profiles.3. Structural analysis is then performed on the photopolymer mold model using the thermal and load boundary conditions obtained from the previous step, which calculates the distortion that the mold undergo during the injection process.4. If the distortion of the mold converges, move to the next step. Otherwise, the distorted mold cavity is then modeled (changes in the dimensions of the cavity after distortion), and returns to the second step to simulate the melt injection into the distorted mold.5. The shrinkage and warpage simulation of the injection molded part is then applied, which calculates the final distortions of the molded part.In above simulation flow, there are three basic simulation modules.2.2 Filling simulation of the melt2.2.1 Mathematical modelingComputer simulation techniques have had success in predicting filling behavior in extremely complicated geometries. However, most of the current numerical implementation is based on a hybrid finite-element/finite-difference solution with the middleplane model. The application process of simulation packages based on this model is illustrated in Fig. 2-1. However, unlike the surface/solid model in mold-design CAD systems, the so-called middle-plane (as shown in Fig. 2-1b) is an imaginary arbitrary planar geometry at the middle of the cavity in the gap-wise direction, which should bring about great inconvenience in applications. For example, surface models are commonly used in current RP systems (generally STL file format), so secondary modeling is unavoidable when using simulation packages because the models in the RP and simulation systems are different. Considering these defects, the surface model of the cavity is introduced as datum planes in the simulation, instead of the middle-plane.According to the previous investigations [4–6], fillinggoverning equations for the flow and temperature field can be written as:where x, y are the planar coordinates in the middle-plane, and z is the gap-wise coordinate; u, v,w are the velocity components in the x, y, z directions; u, v are the average whole-gap thicknesses; and η, ρ,CP (T), K(T) represent viscosity, density, specific heat and thermal conductivity of polymer melt, respectively.Fig.2-1 a–d. Schematic procedure of the simulation with middle-plane model. a The 3-D surface model b The middle-plane model c The meshed middle-plane model d The display of the simulation result In addition, boundary conditions in the gap-wise direction can be defined as:where TW is the constant wall temperature (shown in Fig. 2a).Combining Eqs. 1–4 with Eqs. 5–6, it follows that the distributions of the u, v, T, P at z coordinates should be symmetrical, with the mirror axis being z = 0, and consequently the u, v averaged in half-gap thickness is equal to that averaged in wholegap thickness. Based on this characteristic, we can divide the whole cavity into two equal parts in the gap-wise direction, as described by Part I and Part II in Fig. 2b. At the same time, triangular finite elements are generated in the surface(s) of the cavity (at z = 0 in Fig. 2b), instead of the middle-plane (at z = 0 in Fig. 2a). Accordingly, finite-difference increments in the gapwise direction are employed only in the inside of the surface(s) (wall to middle/center-line), which, in Fig. 2b, means from z = 0 to z = b. This is single-sided instead of two-sided with respect to the middle-plane (i.e. from the middle-line to two walls). In addition, the coordinate system is changed from Fig. 2a to Fig. 2b to alter the finite-element/finite-difference scheme, as shown in Fig. 2b. With the above adjustment, governing equations are still Eqs. 1–4. However, the original boundary conditions inthe gapwise direction are rewritten as:Meanwhile, additional boundary conditions must be employed at z = b in order to keep the flows at the juncture of the two parts at the same section coordinate [7]:where subscripts I, II represent the parameters of Part I and Part II, respectively, and Cm-I and Cm-II indicate the moving free melt-fronts of the surfaces of the divided two parts in the filling stage.It should be noted that, unlike conditions Eqs. 7 and 8, ensuring conditions Eqs. 9 and 10 are upheld in numerical implementations becomes more difficult due to the following reasons:1. The surfaces at the same section have been meshed respectively, which leads to a distinctive pattern of finite elements at the same section. Thus, an interpolation operation should be employed for u, v, T, P during the comparison between the two parts at the juncture.2. Because the two parts have respective flow fields with respect to the nodes at point A and point C (as shown in Fig. 2b) at the same section, it is possible to have either both filled or one filled (and one empty). These two cases should be handled separately, averaging the operation for the former, whereas assigning operation for the latter.3. It follows that a small difference between the melt-fronts is permissible. That allowance can be implemented by time allowance control or preferable location allowance control of the melt-front nodes.4. The boundaries of the flow field expand by each melt-front advancement, so it is necessary to check the condition Eq. 10 after each change in the melt-front.5. In view of above-mentioned analysis, the physical parameters at the nodes of the same section should be compared and adjusted, so the information describing finite elements of the same section should be prepared before simulation, that is, the matching operation among the elements should be preformed.Fig. 2a,b. Illustrative of boundary conditions in the gap-wise direction a of the middle-plane model b of thesurface model2.2.2 Numerical implementationPressure field. In modeling viscosity η, which is a function of shear rate, temperature and pressure of melt, the shear-thinning behavior can be well represented by a cross-type model such as:where n corresponds to the power-law index, and τ∗ characterizes the shear stress level of the transition region between the Newtonian and power-law asymptotic limits. In terms of an Arrhenius-type temperature sensitivity and exponential pressure dependence, η0(T, P) can be represented with reasonable accuracy as follows:Equations 11 and 12 constitute a five-constant (n, τ∗, B, Tb, β) representation for viscosity. The shear rate for viscosity calculation is obtained by:Based on the above, we can infer the following filling pressure equation from the governing Eqs. 1–4:where S is calculated by S = b0/(b−z)2η d z. Applying the Galerkin method, the pressure finite-element equation is deduced as:where l_ traverses all elements, including node N, and where I and j represent the local node number in element l_ corresponding to the node number N and N_ in the whole, respectively. The D(l_) ij is calculated as follows:where A(l_) represents triangular finite elements, and L(l_) i is the pressure trial function in finite elements.Temperature field. To determine the temperature profile across the gap, each triangular finite element at the surface is further divided into NZ layers for the finite-difference grid.The left item of the energy equation (Eq. 4) can be expressed as:where TN, j,t represents the temperature of the j layer of node N at time t.The heat conduction item is calculated by:where l traverses all elements, including node N, and i and j represent the local node number in element l corresponding to the node number N and N_ in the whole, respectively.The heat convection item is calculated by:For viscous heat, it follows that:Substituting Eqs. 17–20 into the energy equation (Eq. 4), the temperature equation becomes:2.3 Structural analysis of the moldThe purpose of structural analysis is to predict the deformation occurring in the photopolymer mold due to the thermal and mechanical loads of the filling process. This model is based on a three-dimensional thermoelastic boundary element method (BEM). The BEM is ideally suited for this application because only the deformation of the mold surfaces is of interest. Moreover, the BEM has an advantage over other techniques in that computing effort is not wasted on calculating deformation within the mold.The stresses resulting from the process loads are well within the elastic range of the mold material. Therefore, the mold deformation model is based on a thermoelastic formulation. The thermal and mechanical properties of the mold are assumed to be isotropic and temperature independent.Although the process is cyclic, time-averaged values of temperature and heat flux are used for calculating the mold deformation. Typically, transient temperature variations within a mold have been restricted to regions local to the cavity surface and the nozzle tip [8]. The transients decay sharply with distance from the cavity surface and generally little variation is observed beyond distances as small as 2.5 mm. This suggests that the contribution from the transients to the deformation at the mold block interface is small, and therefore it is reasonable to neglect the transient effects. The steady state temperature field satisfies Laplace’s equation 2T = 0 and the time-averaged boundary conditions. The boundary conditions on the mold surfaces are described in detail by Tang et al. [9]. As for the mechanical boundary conditions, the cavity surface is subjected to the melt pressure, the surfaces of the mold connected to the worktable are fixed in space, and other external surfaces are assumed to be stress free.The derivation of the thermoelastic boundary integral formulation is well known [10]. It is given by:where uk, pk and T are the displacement, traction and temperature,α, ν represent the thermal expansion coefficient and Poisson’s ratio of the material, and r = |y−x|. clk(x) is the surfacecoefficient which depends on the local geometry at x, the orientation of the coordinate frame and Poisson’s ratio for the domain [11]. The fundamental displacement ˜ulk at a point y in the xk direction, in a three-dimensional infinite isotropic elastic domain, results from a unit load concentrated at a point x acting in the xl direction and is of the form:where δlk is the Kronecker delta function and μ is the shear modulus of the mold material.The fundamental traction ˜plk , measured at the point y on a surface with unit normal n, is:Discretizing the surface of the mold into a total of N elements transforms Eq. 22 to:where Γn refers to the n th surface element on the domain.Substituting the appropriate linear shape functions into Eq. 25, the linear boundary element formulation for the mold deformation model is obtained. The equation is applied at each node on the discretized mold surface, thus giving a system of 3N linear equations, where N is the total number of nodes. Each node has eight associated quantities: three components of displacement, three components of traction, a temperature and a heat flux. The steady state thermal model supplies temperature and flux values as known quantities for each node, and of the remaining six quantities, three must be specified. Moreover, the displacement values specified at a certain number of nodes must eliminate the possibility of a rigid-body motion or rigid-body rotation to ensure a non-singular system of equations. The resulting system of equations is assembled into a integrated matrix, which is solved with an iterative solver.2.4 Shrinkage and warpage simulation of the molded partInternal stresses in injection-molded components are the principal cause of shrinkage and warpage. These residual stresses are mainly frozen-in thermal stresses due to inhomogeneous cooling, when surface layers stiffen sooner than the core region, as in free quenching. Based onthe assumption of the linear thermo-elastic and linear thermo-viscoelastic compressible behavior of the polymeric materials, shrinkage and warpage are obtained implicitly using displacement formulations, and the governing equations can be solved numerically using a finite element method.With the basic assumptions of injection molding [12], the components of stress and strain are given by:The deviatoric components of stress and strain, respectively, are given byUsing a similar approach developed by Lee and Rogers [13] for predicting the residual stresses in the tempering of glass, an integral form of the viscoelastic constitutive relationships is used, and the in-plane stresses can be related to the strains by the following equation:Where G1 is the relaxation shear modulus of the material. The dilatational stresses can be related to the strain as follows:Where K is the relaxation bulk modulus of the material, and the definition of α and Θ is: If α(t) = α0, applying Eq. 27 to Eq. 29 results in:Similarly, applying Eq. 31 to Eq. 28 and eliminating strain εxx(z, t) results in:Employing a Laplace transform to Eq. 32, the auxiliary modulus R(ξ) is given by:Using the above constitutive equation (Eq. 33) and simplified forms of the stresses and strains in the mold, the formulation of the residual stress of the injection molded part during the cooling stage is obtain by:Equation 34 can be solved through the application of trapezoidal quadrature. Due to the rapid initial change in the material time, a quasi-numerical procedure is employed for evaluating the integral item. The auxiliary modulus is evaluated numerically by the trapezoidal rule.For warpage analysis, nodal displacements and curvatures for shell elements are expressed as:where [k] is the element stiffness matrix, [Be] is the derivative operator matrix, {d} is the displacements, and {re} is the element load vector which can be evaluated by:The use of a full three-dimensional FEM analysis can achieve accurate warpage results, however, it is cumbersome when the shape of the part is very complicated. In this paper, a twodimensional FEM method, based on shell theory, was used because most injection-molded parts have a sheet-like geometry in which the thickness is much smaller than the other dimensions of the part. Therefore, the part can be regarded as an assembly of flat elements to predict warpage. Each three-node shell element is a combination of a constant strain triangular element (CST) and a discrete Kirchhoff triangular element (DKT), as shown in Fig. 3. Thus, the warpage can be separated into plane-stretching deformation of the CST and plate-bending deformation of the DKT, and correspondingly, the element stiffness matrix to describe warpage can also be divided into the stretching-stiffness matrix and bending-stiffness matrix.Fig. 3a–c. Deformation decomposition of shell element in the local coordinate system. a In-plane stretchingelement b Plate-bending element c Shell element3 Experimental validationTo assess the usefulness of the proposed model and developed program, verification is important. The distortions obtained from the simulation model are compared to the ones from SL injection molding experiments whose data is presented in the literature [8]. A common injection molded part with the dimensions of 36×36×6 mm is considered in the experiment, as shown in Fig. 4. The thickness dimensions of the thin walls and rib are both 1.5 mm; and polypropylene was used as the injection material. The injection machine was a production level ARGURY Hydronica 320-210-750 with the following process parameters: a melt temperature of 250 ◦C; an ambient temperature of 30 ◦C; an injection pressure of 13.79 MPa; an injection time of 3 s; and a cooling time of 48 s. The SL material used, Dupont SOMOSTM 6110 resin, has the ability to resist temperatures of up to 300 ◦C temperatures. As mentioned above, thermal conductivity of the mold is a major factor that differentiates between an SL and a traditional mold. Poor heat transfer in the mold would produce a non-uniform temperature distribution, thus causing warpage that distorts the completed parts. For an SL mold, a longer cycle time would be expected. The method of using a thin shell SL mold backed with a higher thermal conductivity metal (aluminum) was selected to increase thermal conductivity of the SL mold.Fig. 4. Experimental cavity modelFig. 5. A comparison of the distortion variation in the X direction for different thermal conductivity; where “Experimental”, “present”, “three-step”, and “conventional” mean the results of the experimental, the presented simulation, the three-step simulation process and the conventional injection molding simulation, respectively.Fig. 6. Comparison of the distortion variation in the Y direction for different thermal conductivitiesFig. 7. Comparison of the distortion variation in the Z direction for different thermal conductivitiesFig. 8. Comparison of the twist variation for different thermal conductivities For this part, distortion includes the displacements in three directions and the twist (the difference in angle between two initially parallel edges). The validation results are shown in Fig.5 to Fig. 8. These figures also include the distortion values predicted by conventional injection molding simulation and the three-step model reported in [3].4 ConclusionsIn this paper, an integrated model to accomplish the numerical simulation of injection molding into rapid-prototyped molds is established and a corresponding simulation system is developed. For verification, an experiment is also carried out with an RPfabricated SL mold.It is seen that a conventional simulation using current injection molding software breaks down for a photopolymer mold. It is assumed that this is due to the distortion in the mold caused by the temperature and load conditions of injection. The three-step approach also has much deviation. The developed model gives results closer to experimental.Improvement in thermal conductivity of the photopolymer significantly increases part quality. Since the effect of temperature seems to be more dominant than that of pressure (load), an improvement in the thermal conductivity of the photopolymer can improve the part quality significantly.Rapid Prototyping (RP) is a technology makes it possible to manufacture prototypes quickly and inexpensively, regardless of their complexity. Rapid Tooling (RT) is the next step in RP’s steady progress and much work is being done to obtain more accurate tools to define the parameters of the process. Existing simulation tools can not provide the researcher with a useful means of studying relative changes. An integrated model, such as the one presented in this paper, is necessary to obtain accurate predictions of the actual quality of final parts. In the future, we expect to see this work expanded to develop simulations program for injection into RP molds manufactured by other RT processes.References1. Wang KK (1980) System approach to injection molding process. Polym-Plast Technol Eng 14(1):75–93.2. Shelesh-Nezhad K, Siores E (1997) Intelligent system for plastic injection molding process design. J Mater Process Technol 63(1–3):458–462.3. Aluru R, Keefe M, Advani S (2001) Simulation of injection molding into rapid-prototyped molds. Rapid Prototyping J 7(1):42–51.4. Shen SF (1984) Simulation of polymeric flows in the injection molding process. Int J Numer Methods Fluids 4(2):171–184.5. Agassant JF, Alles H, Philipon S, Vincent M (1988) Experimental and theoretical study of the injection molding of thermoplastic materials. Polym Eng Sci 28(7):460–468.6. Chiang HH, Hieber CA, Wang KK (1991) A unified simulation of the filling and post-filling stages in injection molding. Part I: formulation. Polym Eng Sci 31(2):116–124.7. Zhou H, Li D (2001) A numerical simulation of the filling stage in injection molding based on a surface model. Adv Polym Technol 20(2):125–131.8. Himasekhar K, Lottey J, Wang KK (1992) CAE of mold cooling in injection molding using a three-dimensional numerical simulation. J EngInd Trans ASME 114(2):213–221.9. Tang LQ, Pochiraju K, Chassapis C, Manoochehri S (1998) Computeraided optimization approach for the design of injection mold cooling systems. J Mech Des, Trans ASME 120(2):165–174.10. Rizzo FJ, Shippy DJ (1977) An advanced boundary integral equation method for three-dimensional thermoelasticity. Int J Numer Methods Eng 11:1753–1768.11. Hartmann F (1980) Computing the C-matrix in non-smooth boundary points. In: New developments in boundary element methods, CML Publications, Southampton, pp 367–379.12. Chen X, Lama YC, Li DQ (2000) Analysis of thermal residual stress in plastic injection molding. J Mater Process Technol 101(1):275–280.13. Lee EH, Rogers TG (1960) Solution of viscoelastic stress analysis problems using measured creep or relaxation function. J Appl Mech 30(1):127–134.14. Li Y (1997) Studies in direct tooling using stereolithography. Dissertation, University of Delaware, Newark, DE..。

中英文对照外文翻译文献(文档含英文原文和中文翻译)参数化建模滚珠丝杠主轴摘要产品开发过程的数值优化可以成功地应用于产品设计的早期阶段。
在滚珠丝杠驱动器很常见的情况下,动态现象大多数根据滚珠丝杠本身的几何形状而定。
轴向和扭转刚度相同的丝杠,最大速度和加速度不仅取决于伺服电机,也取决于丝杆直径,凹槽斜率和球半径。
此外联轴器的设计参数影响使优化变得更加困难。
为了捕捉这些影响,有效的数据(通常是有限元或MBS)模型是必要的。
在这项工作中,一个新的更准确和有效的计算滚珠丝杠主轴轴向和扭转刚度被提出。
我们分析得到描绘的丝杠几何参数对大多数刚度的依赖关系的参数方程。
此外,我们增加一个确定函数的分析模型,从而提高了准确性。
在许多例子帮助下,所提出的分析模型针对有限元模型和目录数据进行了验证。
1 绪论滚珠丝杠主轴的轴向和扭转刚度中对滚珠丝杠驱动器动态特性起着重要作用,因为它基本上决定了滚珠丝杠驱动器的第一个和第二个特征值。
当用有限元建模时,滚珠丝杠驱动器的螺纹通常被忽略并且一些平均直径被用来建立简化的滚珠丝杆模型。
因此,关键是得到最接近的平均直径。
在大多数关于前人建模与仿真下,滚珠丝杆传动建模集中在滚珠丝刚螺母和滚珠丝杠主轴部件。
Jarosch 比较了不同类型的滚珠丝杠,但考虑到主轴简化为圆柱体,直径等于主轴外径,从而忽视了削减主轴螺纹。
随着了解的实际轴向uz k 和单位长度的螺杆扭转刚度z k ϕ,平均直径可以被计算为E k d uzuz m π4,= (1) 4,32G k d zz m πϕϕ= (2)杨氏模量和剪切模量分别为E 和G 。
平均直径总是比主轴外径小。
对于每个刚度我们得到两个不同的平均直径。
这取决于每个应用的平均直径的最好选择。
这两个直径也可以做到线性组合。
一般滚珠丝杠制造商提供轴向刚度数据,但没有扭转刚度。
基于这个原因我们使用有限元法(FEM )来计算两者滚珠丝杠主轴轴向和扭转刚度。
使用完全参数化的有限元计算模型,我们也可以不用滚珠丝杠主轴刚度。
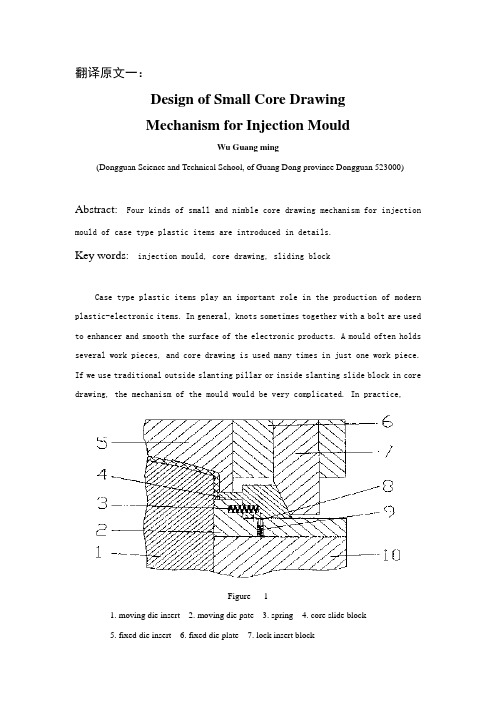
翻译原文一:Design of Small Core DrawingMechanism for Injection MouldWu Guang ming(Dongguan Science and Technical School, of Guang Dong province Dongguan 523000)Abstract: Four kinds of small and nimble core drawing mechanism for injection mould of case type plastic items are introduced in details.Key words: injection mould, core drawing, sliding blockCase type plastic items play an important role in the production of modern plastic-electronic items. In general, knots sometimes together with a bolt are used to enhancer and smooth the surface of the electronic products. A mould often holds several work pieces, and core drawing is used many times in just one work piece. If we use traditional outside slanting pillar or inside slanting slide block in core drawing, the mechanism of the mould would be very complicated. In practice,Figure 11. moving die insert2. moving die pate3. spring4. core slide block5. fixed die insert6. fixed die plate7. lock insert block8. center pin 9. spring 10.fixed plate of moving dieaccording to the property that the stroke of core drawing of plastic items is very short, several kinds of core drawing mechanisms are designed as follows.1 Outside core drawing mechanismOutside core drawing mechanism as in Fig.1 is similar to traditional slanting pillar core drawing mechanism, Because of the short stroke of core drawing, slanting pillar is removed. Lock insert block 7 and core slide block 4 serve together to accomplish the action of reset and lock. When the mould is opened, moving die and fixed die are parted and core slide block 4 finishes core drawing under control of spring 3. Center pin 8 is used to locate the core slide block. Core slide block 4 has T guide way machined to ensure the accuracy of core drawing movement.Figure 21. moving die insert2. center pin3. core slide block4. fixed die insert5. lock insert6. fixed die plate7. spring8. moving die plate2 Inside core drawing mechanismSlanting slide block detached core drawing or drawing or slanting thimble are often used in traditional inside core drawing mechanisms. It is hard to machine.Because the distance of friction movement of slanting slide pole is long, and friction device is hidden in the middle of the mould, it is difficult to lubricate and the slanting slide pole tends to be easily worn down. Slanting slide block inside drawing mechanism in Fig.2 solves this problem well. When the dies are closed, core slide block 3 resets under the influence of lock insert 5. When the dies are opened, block 3 and lock insert 5 is parted and block 3 finishes core drawing under control of spring 7. Center pin 2 is used to locate the core slide block. The whole mechanism is dependent and easy to machine.3 Compound mechanism that core draws inside and outside at the same timeWhen a mould holds several different work-pieces and has to be core drawn inside and outside at the same time, compound core drawing mechanism illustrated in Fi.3 can be used. The picture shows the state when the dies are closed. TheFigure 31.moving die insert2.spring3. outside core insert4. fixed die insert5.fixed die plate6. lock insert7. fixed die insert8. moving die insert9.inside core insert 10. core slide block 11. center pin 12. moving die plateslants of lock insert 6 and core slide block 10 cooperate to reset and lock the core. When the dies are opened, core slide block 10 finishes inside and outside core drawingat the same time under control of spring 2. The position is limited by center pin 11. To make the core easily machined and conveniently maintained, the core can be made to be assembled. When two different cases need core drawing outside at the same time, compound mechanism in Fig.4 can be used. With the use of two slanting insert blocks, the mechanism is simplified, and the strength condition on lock insert is greatly improved.4 A simplified core drawing mechanismFor outside core drawing whole mould space is not so large, a simplified mechanism as shown in Fig.5 can be used. When the dies are closed, slanting slide block 3 oppresses spring 6 and resets under the influence of fixed die insert 1.Figure 41. moving die insert2. fixed die plate3. spring4. moving die plate5. spring6. core slide block7. fixed die insert8. fixed die plate9. lock insert 10. fixed die insert 11. core slide block12.spring 13.spring 14.moving die insertTwo guide pins 5 serve to guide. When the dies are opened, moving die insert 1 is parted from moving plate 4 and slanting slide block 3 slides up along guide pin 5 to finish core drawing under influence of spring 6. Core drawing is accomplished in one instant so that the time of opening mould is shortened and the productivityis improved. This kind of core drawing mechanism can be changed to be used for fixed mould core drawing.It has been proved by practice that core drawing mechanisms illustrated above are simple and dependent. We are easy to maintain and the production costs are greatly reduced. But in practice we must check the elasticity of springs from time to time in case they are out of use.Figure 51. fixed die insert2. moving die insert3. slanting slide block4. moving die plate5. guide pin6. spring7. blot译文一:注射模小型抽芯机构的设计吴光明东莞理工学校(广东东莞52300)摘要:介绍了外壳类塑件注射模设计生产中,行程较短抽芯的几种简单、灵巧的抽芯机构,可为类似塑件的注射模设计提供帮助。

"Fudakin Insdustrial Co.,Ltd"模具常用术语中英文对照模芯Parting Core局部视图Partial View冷料#Cold Slag线切割Wire E.D.M轮廊Contour螺纹孔Tapping Hole连接件Fittings斜针Angle Pin接合Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press水嘴接头Water Fittings螺纹Eyebolt Thread回针Stop Pin二级顶出针Sub-Leaderd Pin镶件Mold Insert加硬Harden唧嘴Sprue设计筒图Design Preliminary名称块表Title Block版本标识Revision Level材料清单Stock List制模Build Mold手动滑块Hand Slide漏水测试Leak Test流道排气Runner Vents抛光Draw Polish侧抽芯Side Action加强筋Reinforcing三角撑Gusset柱子Bossed出模斜度Draft外廊Contour落单会议Kick-Off Meeting装卸孔Handling Hole运输安全带Moldstrap码模槽Clamp Slot撑头Support Pillar螺牙1/2-13Eye Bolt1/2-13Tap导柱位Leader Pin Location耐落胶Teflon Paste偏移量Offset 水塞Water Line Plug撬模脚Ppy Slot重新加工Reworked配件Components补偿Compensation平面度Parallel倒角Chamfer模胚Mold Base热嘴Hotnozzle火花机Edm熔接线Weildline压机Press晒纹Texturing梯形Trapezoid凸缘、法兰Flange方铁Spacer Block顶针板Ejector Plate顶针底板Ejector Retainer Plate垫板Retainer Plate后模镶针Core Pin拉圾钉Stop Pin有托顶针Shoulder Ejector Pin顶针板导套Guided Ejection Bushing针板导柱Guided Ejection Leader Pin 唧嘴Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing 定位圈(法兰)Locating Ring管钉(定位销)Dowel Pin管状管钉Tubular Dowel吊环Safety Hoist Ring日期印Dating Insert环保印Recycling Insert气顶Air Poppet Valve截水口镶件Runner Shut-Off Insert早回Early Ejector Return加速项Accelerated Ejector客户Client产品名Part Name产品编号Part No缩水Shrinkage版本Rev模胚Mold Base下模镶件Core Block上模镶件Cavity Block小镶件Sub-Insert下模小镶件Core Sub-Insert上模小镶件Cavity Sub-Insert行位Slide行位镶件Slide Insert压条Gib压紧块(铲机)Jaw硬片(摩擦片)Wear Plate水口铁Runner Bar上模水口铁Upper Runner Bar下模水口铁Lower Runner Bar弹簧Spring水口勾针Sprue Puller Pin顶针Ejector Pin撑头Support Pillar直身锁Side Lock斜度锁Interlock锁模板Safety Bar‘O’令(密封圈)O'Ring喉塞Plug隔水片Baffle波子螺丝(行位定位螺丝)Ball-Catch斜顶Lifter控制开关Switch回针Return Pin斜导柱Angle Pin推板Stripper PlateA’板A'PlateB’板B'Plate方铁(垫铁)Spacer Block顶针板Ejector Plate顶针底板Ejector Retainer Plate垫板Retainer Plate垃圾钉Stop Pin有托顶针Shoulder Ejector Pin 顶针板导套Guided Ejection Bushing 针板导柱Guided Ejection Leader Pin 唧嘴Sprue Bushing三板模延伸式唧嘴Extension Nozzle Bushing 水口板导套Runner Stripper Plate Bushing 定位圈(法兰)Locating Ring 管钉(定位销)Dowel Pin管状管钉Tubular Dowel吊环Safety Hoist Ring日期印Dating Insert环保印Recycling Insert气顶Air Poppet Valve截水口镶件Runner Shut-Off Insert早回Early Ejector Return加速顶Accelerated Ejector扁顶Blade出模斜波Draft手动滑块模具Hand Slide-In Type Mold 回针板Backup合模Shutoff空隙槽Clearance Slot导柱及导套Leader Pin Bushing水口拉钩Spuer Puller模框镶件Pocket Insert成型热固性塑胶模具Thermoset Mold三板模3-Plat Mold分型面Parting Line司筒Ejector Sleeve垫圈Washer熔接线(夹水纹)Weldline吸针Sucker Pin回针板Retainer Plate顶出板Knock-Out Plate电动安全开关Electrical-Safety Switch 脱开Cut Of Position预先决定Preload缓冲器Bumper衬垫Cushion公差Tolerance突然性动作Slam销针Dowel钩槽Gib精磨Finished通框Through Window粘后模Sticking Core粘水口Sticking Sprue夹水纹Weld Line变形Warpage走水不平均Filling Uneven走不齐Short Shot挂成品Part Hanging漏水Water Leakage刮花(擦伤)Galling漏电Ele Leakage困气Air Trapping温度Temperature注塑模Injection Mold入水Gate试板Sampling压力Pressure倒圆Fillet顶棍Ejector顶白Stress Mark粘前模Sticking Cav名称块表Title Block版本标识Revision Level材料清单Stock List斜导柱(斜边)Angle PinA板A'plateB板B'plate倒扣Under-Cut披峰Flash缩水Sink Mark氮化Nitride不规则四边形Trapezoid缩水Shrinkage连续的Consecutive雕刻Engrave出模角Draft分模面Parting Surface擦位Shut-Off(S/0)导套Bushing回针Return Pin加硬Harden唧嘴Sprue设计筒图Design Preliminary 丝印Silkprint不干胶Adhesive Sticker 导向针Guide Din公差Tolerance线切割Wire-Cut电火花Edm抛光Polishing蚀纹Texture 探热针Thermocouple三打螺丝毫(限螺丝)Stripper Bolt 盖板Cover Plate齿轮Gear油唧Hydraulic Cylinder司筒Ejector Sleeve导柱Leader Pin冷料#Cold Slag线切割Wire E.D.M.轮廓Contour螺纹孔Tapping Hole连接件Fittings斜针Angle Pin接合Engage替换镶件Interchangeable Mold Inserts 指定吨位的注塑机Specific Press水嘴接头Water Fittings螺纹Eyebolt Thread回针Stop Pin二级顶出针Sub-Leader Pin镶件Mold Insert锁定位Lock楔子(铲鸡)Wedge高产量模量High Volume Running Mold 剖面图Cross Section模具结构Mold Construction模芯Parting Core局部视图Partial View热流道Manifold热嘴Hot Nozzle型腔数Cav No模号Mold No胶料Material尺寸Dimension重要尺寸Critical Dimension雕刻Engrave托司EJ.GUIDE PIN圆锥锁taper lock。

我自己的东西为什么不给我上传Windows自带的三维塑料注射模具设计系统L. Kong, J.Y.H. Fuh∗, K.S. Lee, X.L. Liu, L.S. Ling, Y.F. Zhang, A.Y.C. Nee 新加坡国立大学机械工程系,10,新加坡119260,新加坡肯特岗新月摘要三维实体建模变革已经成为设计的主流。
虽然高端三维实体建模系统工程师的工作站多年来一直在大型航空航天,消费产品,汽车公司。
然而,现在许多规模较小的公司一直在研发工作站到PC机的转换器。
转移的原因之一是windows 的进步和自身的灵活,NT开发人员已经研发出能够承担上述责任并且易于使用的软件。
高端用户们发现,中档的实体建模工具,如SolidWorks中,已经能满足他们的需要。
SolidWorks中被选为该平台由于Windows自身的设计环境、强大的组装能力、易于使用,快速模仿曲线,以及实惠的价格。
一个windows自身的3 d塑料注塑模具设计系统,通过Visual c++代码的商业软件接口,与SolidWorks 99和API的连接,已经实现了在一个NT上实现了。
该系统为设计师提供了在同一个交互式计算机辅助设计环境下,既可以加快模具设计过程中,又能促进标准化。
©2003 Elsevier科学BV保留所有权利。
关键词:注塑模具;Windows;CAD;分块说明随着塑料部件在消费品、机械、汽车和飞机的广泛应用,射成型工艺已被公认为一种重要的生产过程。
通常,模具设计过程的关键路径是新产品开发。
一般来说,模具设计一直是一个非常“神秘”的艺术,在一个工程人员可以相对精通它之前,需要多年的经验。
由于学习这门艺术初始困难,越来越少人能从这方面专家的经验和知识中受益。
改变这种现状的一种方法是计算机辅助设计(CAD)系统。
CAD作为“日常术语”,已经发展到具有广泛功能,应用领域从学校教学到三维设计的软件。
目前,大多数CAD系统提供只有方便模具设计绘图操作几何建模功能,,不提供模具设计师必要的知识来设计模具。

模具注射成型中英文对照资料外文翻译文献Injection MoldingThe basic concept of injection molding revolves around the ability of a thermoplastic material to be softened by heat and to harden when cooled .In most operations ,granular material (the plastic resin) is fed into one end of the cylinder (usually through a feeding device known as a hopper ),heated, and softened(plasticized or plasticated),forced out the other end of the cylinder,while it is still in the form of a melt,through a nozzle into a relatively cool mold held closed under pressure.Here,the melt cools and hardens until fully set-up.The mold is then opened,the piece ejected,and the sequence repeated.Thus,the significant elements of an injection molding machine become :1)the way in which the melt is plasticized (softened) and forced into the mold (called the injection unit);2)the system for opening the mold and closing it under pressure (called the clamping unit);3)the type of mold used;4)the machine controls.The part of an injection-molding machine,which converts a plastic material from a sold phase to homogeneous seni-liguid phase by raising its temperature .This unit maintains the material at a present temperature and force it through the injection unit nozzle into a mold .The plunger is a combination of the injection and plasticizing device in which a heating chamber is mounted between the plunger and mold. This chamber heats the plastic material by conduction .The plunger,on each storke; pushes unmelted plastic material into the chamber ,which in turn forces plastic melt at the front of the chamber out through the nozzleThe part of an injection molding machine in which the mold is mounted,and which provides the motion and force to open and close the mold and to hold the mold close with force during injection .This unit can also provide other features necessary for the effective functioning of the molding operation .Moving plate is the member of the clamping unit,which is moved toward a stationary member.the moving section of the mold is bolted to this moving plate .This member usually includes the ejector holes and moldmounting pattern of blot holes or“T”slots .Stationary plate is the fixed member of the clamping unit on which the stationary section of the mold is bolted .This member usually includes a mold-mounting pattern of boles or “T” slots.Tie rods are member of the clamping force actuating mechanism that serve as the tension member of the clamp when it is holding the mold closed.They also serve as a gutde member for the movable plate .Ejector is a provision in the clamping unit that actuates a mechanism within the mold to eject the molded part(s) from the mold .The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s) attached to the moving plate ,or mechanically by the opening storke of the moving plate.Methods of melting and injecting the plastic differ from one machine to another and are constantly being improred .couventional machines use a cylinder and piston to do both jobs .This method simplifies machine construction but makes control of injection temperatures and pressures an inherently difficult problem .Other machines use a plastcating extruder to melt the plastic and piston to inject it while some hare been designed to use a screw for both jobs :Nowadays,sixty percent of the machines use a reciprocating screw,35% a plunger (concentrated in the smaller machine size),and 5%a screw pot.Many of the problems connected with in jection molding arises because the densities of polymers change so markedly with temperature and pressure.Athigh temperatures,the density of a polymer is considerably cower than at room temperature,provided the pressure is the same.Therefore,if modls were filled at atmospheric pressure, “shrinkage”would make the molding deviate form the shape of the mold.To compensate for this poor effect, molds are filled at high pressure.The pressure compresses the polymer and allows more materials to flow into the mold,shrinkage is reduced and better quality moldings are produced.Cludes a mold-mounting pattern of bolt holes or “T”slots.Tie rods are members of the clamping force actuating machanism that serve as the tension members of clamp when it is holding the mold closed.Ejector is a provision in the claming unit that actuates a mechanism within the mold to eject themolded part(s) form the mold.The ejection actuating force may be applied hydraulically or pneumatically by a cylinder(s) attached to the moving plate,or mechanically by the opening stroke of the moving plate.The function of a mold is twofold :imparting the desired shape to the plasticized polymer and cooling the injection molded part.It is basically made up of two sets of components :the cavities and cores and the base in which the cavities and cores are mounted. The mold ,which contains one or more cavities,consists of two basic parts :(1) a stationary molds half one the side where the plastic is injected,(2)Amoving half on the closing or ejector side of the machine. The separation between the two mold halves is called the parting line.In some cases the cavity is partly in the stationary and partly in the moving section.The size and weight of the molded parts limit the number of cavities in the mold and also determine the machinery capacity required.The mold components and their functions are as following :(1)Mold Base-Hold cavity(cavities) in fixed ,correctposition relative to machine nozzle .(2)Guide Pins-Maintain Proper alignment of entry into moldintrior .(3)Sprue Bushing(sprue)-Provide means of entry into moldinterior .(4)Runners-Conrey molten plastic from sprue to cavities .(5)Gates-Control flow into cavities.(6)Cavity(female) and Force(male)-Contorl the size,shapeand surface of mold article.(7)Water Channels-Control the temperature of mold surfacesto chill plastic to rigid state.(8)Side (actuated by came,gears or hydrauliccylinders)-Form side holes,slots,undercuts and threaded sections.(9)Vent-Allow the escape of trapped air and gas.(10)Ejector Mechanism (pins,blades,stripper plate)-Ejectrigid molded article form cavity or force.(11)Ejector Return Pins-Return ejector pins to retractedposition as mold closes for next cycle.The distance between the outer cavities and the primary sprue must not be so long that the molten plastic loses too much heat in the runner to fill the outer cavities properly.The cavities should be so arranged around the primary sprue that each receives its full and equal share of the total pressure available,through its own runner system(or the so-called balanced runner system).The requires the shortest possible distancebetween cavities and primary sprue,equal runner and gate dimension,and uniform colling.注射成型注射成型的基本概念是使热塑性材料在受热时熔融,冷却时硬化,在大部分加工中,粒状材料(即塑料树脂)从料筒的一端(通常通过一个叫做“料斗”的进料装置)送进,受热并熔融(即塑化或增塑),然后当材料还是溶体时,通过一个喷嘴从料筒的另一端挤到一个相对较冷的压和封闭的模子里。
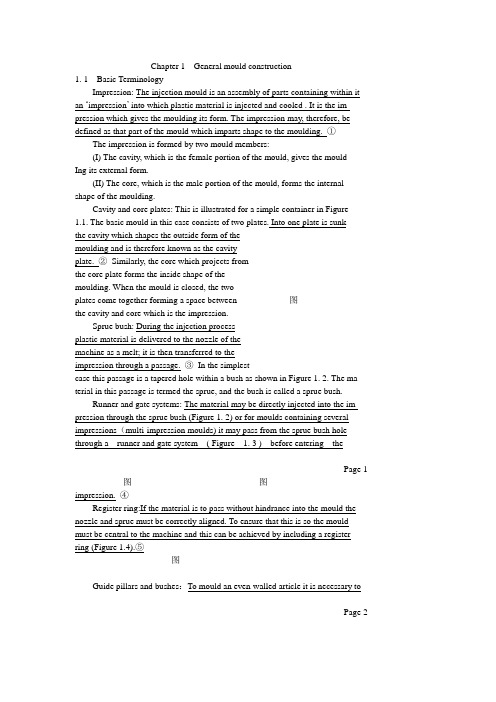
Chapter 1 General mould construction1. 1 Basic TerminologyImpression: The injection mould is an assembly of parts containing within it an ‘impression’ into which plastic material is injected and cooled . It is the im- pression which gives the moulding its form. The impression may, therefore, be defined as that part of the mould which imparts shape to the moulding. ①The impression is formed by two mould members:(I) The cavity, which is the female portion of the mould, gives the mould-Ing its external form.(II) The core, which is the male portion of the mould, forms the internal shape of the moulding.Cavity and core plates: This is illustrated for a simple container in Figure1.1. The basic mould in this case consists of two plates. Into one plate is sunkthe cavity which shapes the outside form of themoulding and is therefore known as the cavityplate. ②Similarly, the core which projects fromthe core plate forms the inside shape of themoulding. When the mould is closed, the twoplates come together forming a space between 图the cavity and core which is the impression.Sprue bush: During the injection processplastic material is delivered to the nozzle of themachine as a melt; it is then transferred to theimpression through a passage. ③In the simplestcase this passage is a tapered hole within a bush as shown in Figure 1. 2. The ma- terial in this passage is termed the sprue, and the bush is called a sprue bush.Runner and gate systems: The material may be directly injected into the im- pression through the sprue bush (Figure 1. 2) or for moulds containing several impressions(multi-impression moulds) it may pass from the sprue bush hole through a runner and gate system ( Figure 1. 3 ) before entering thePage 1 图图impression. ④Register ring:If the material is to pass without hindrance into the mould the nozzle and sprue must be correctly aligned. To ensure that this is so the mould must be central to the machine and this can be achieved by including a register ring (Figure 1.4).⑤图Guide pillars and bushes:To mould an even-walled article it is necessary toPage 2ensure that the cavity and core are kept in alignment. This is done by incorpora-ting guide pillars on one mould plate which then enter corresponding guide bu-shes in the other mould plate as the mould closes. ⑥An example with guide pil-lars mounted on the core side and corresponding guide bushes in the cavity side isshown in Figure 1. 4. The size of the guide pillars should be such that they main-tain alignment irrespective of the applied moulding force; this they are normallyable to do. All the constituent parts of the basic mould have now been describedand a cross-section drawing of the assembled mould illustrated (Figure 1. 4).Fixed half and moving half: It can be seen (Figure 1. 2) that the variousmould parts fall naturally into two sections or halves. Hence, that half attachedto the stationary platen of the machine (indicated by the chain dotted line) istermed the fixed half.The other half of the mould attached to the moving paltenof the machine is known simply as the moving half. ⑦Now it has to be decided inwhich of the two halves the cavity or core is to be situated. Generally the core issituated in the moving half and the overriding reason why this is so, is asfollows:The moulding, as it cools will shrink on to the core and remain with it as themould opens. This will occur irrespective of whether the core is in the fixed halfor the moving half. ⑧However,this shrinkage on to the core means that someform of ejector system is almost certainly necessary. Motivation for this ejectorsystem is easily provided if the core is in the moving half. Moreover, in the caseof our single-impression basic mould, where a direct sprue feed to the undersideof the moulding is desired the cavity must be in the fixed half and the core in themoving half (Figure 1. 2).New Words and Expressionsimpression 模腔integer 整体的female 凹陷的sprue bush 主流道衬套,浇口套inject 注射,注塑fixed half 定半模core 型芯stationary platen 固定模板shrinkage 收缩Multi-impression 一模多腔runner 分流道guide pillar 导柱feed 进浇moulding 塑件Page 3male 凸出的insert 镶块cavity型腔register ring 定位环bolster 支撑moving half 动半模sprue 主流道single-impression 一模一腔gate 浇口keep in alignment 对中,对齐nozzle注塑机喷嘴guide bush 导套Notes①The injection mould is an assembly of parts containing within it an 'im-pression' into which plastic material is injected and cooled. It is the impressionwhich gives the moulding its form. The impression may. therefore. be definedas that part of the mould which imparts shape to the moulding. 注塑模是一些零件的组合,其中包含了一个型腔。

ContentsPart I Foreword ……………………………………………………… ..page 3 Part II Based on pould frame design mold…………………………… . ..page 4 Part III Minute mold module……………………………………………. ..page 7 Part IV The true fate line and goes against the direction…………………..page 8 Part V Conclusion……………………………………………………… ..page 10目录第一部分引言…………………………………………………………. ….12页第二部分基于模架设计的模具………………………………………….. 13页第三部分分模模块…………………………………………………. …….15页第四部分确定分型线和顶出方向…………………………………….. …15页第五部分结论…………………………………………………………….. 17页Plastic injection mold design system1.AbstractThe primary object of the first editeon of this book was to provide a information book on students studying in university, In addition to fulfilling this function, this book has been used increasingly by the novice as an introductory guide, because it progresses in simple stages from the consoderation of basic principles and components to mote detailed ewplanation of themore complex types of special purpose mould。
毕业设计(论文) 译文及原稿 译文题目 应用抽芯机构在注塑模具的设计 原稿题目 Application of Core-pulling Mechanism in Injection Mould Design 原稿出处 2009 International Conference on Industrial Mechatronics and Automation毕业设计(论文)开题报告(含文献综述、外文翻译)装订本插页2-4(学生填写)抽芯机构在注塑模具设计的应用黄贵剑、李雪梅、吴小宇、李继兵1。
大学机电和控制工程、深圳大学、中国深圳5180602。
建筑环境和管理学院,中凯大学的农业工程,中国广州3。
机械、汽车制造、华南理工大学、中国广州,5106404深圳市重点实验室的先进的模具制造技术、深圳大学、中国深圳518060电子邮件: huang.guijian@摘要:对两个汽车发动机构造特征、形成进行了分析。
对注塑模具的结构设计与两腔和工作过程的进行了探讨。
模具结构比较复杂。
10抽芯机构被合理设计在一个模具及脱模的塑料配件的实现。
许多的插入和标准的部分用于注塑模具,这样注塑模具、注塑模具的经济效益好,而且维护方便。
注射模具已经是在大规模生产,工业实践证明,这个行动的抽芯机制,弹射机制和复位机制,稳定可靠。
塑料部件能满足客户的技术要求。
关键词-----注塑模具、抽芯机构;幻灯片,脱模1.简介以下是两个汽车发动机的表面,如图,1。
塑料配件开始被大规模生产成两个塑料的部件,而且是要被塑造成一个模子。
塑料配件是由聚丙烯(PP)做的。
该配件成型后会缩0.95%。
两个塑料部件的提纲维度分别是124.26mm××219.16mm 78.6mm,和174.58mm××221.67mm 146.32mm。
这两个塑料部件的基本的壁厚是1.8毫米。
而且,这个塑料部件的外观要保持完美,浇注的标志,不允许出现在塑料部件表面上。
注射的缺陷,如焊接线、沉马克,、闪光、变色等,也不允许出现, 两个塑料部件的分隔表面制作起来是非常困难的,两个塑料部件的分隔表面和复杂曲面具都有着凹凸不平的步骤的形状。
于是,就采用侧浇扣,那里有2种构造在A和B的塑料第一部分,在C的塑料第一部分的区域,其拔模角的角度为零,并且,在六个凹进去的结构里,C和D的塑料第一部分被限制。
相应的抽芯机制设计应在5个地方。
在F,H,G的塑料第二部分区域里,有三种构造,I和J 的塑料第二部分在这三种构造里有六个凹进去的限制,在五个地方,相应的cor-pulling机制也应设计成一样。
然后十个抽芯机制将放置在一个模子。
所以合理的设计机制并且注入模具是抽芯设计过程中最重要的环节。
塑料第一部分塑料第二部分图1。
塑料部件二。
斜导柱抽芯机构的设计根据塑料配件结构特的特点,6个斜导柱抽芯机机构被设计在A、B、C的塑料第一部分以及F、G和H的塑料的第二部分,这个机制是分布在图2。
如下:图2分布的斜导柱抽芯机构,以上是斜导柱抽芯机构1中在图2中的显示,例如,该机制的主要由滑块1、斜导柱4、定位螺丝钉6,滑动楔板8、耐磨护板5和耐磨护板7组成,该机制如图3所示。
当模具打开的时候, 斜顶柱被固定在固定的模具中间,引导下滑到模具的一半,运动沿着下滑道滑动,与其配对的斜面腔板能够确保劈滑动作用,当模具关闭的时候。
考虑到模具结构及工艺参数的问题, 这个倾斜角的角度被定为13度,斜板的角度被定为15°。
由于滑动频繁,在接触的滑动部件就容易磨损。
为了减少部件的磨损,于是采用了以下两个步骤,首先,滑动部件是由718H和淬火50HRC做的。
耐磨护板被放置在滑动部件的底部和后面,其次,耐磨护板是由GS2510和60HRC 组成,滑道是由滑动锲板和铁芯片组成,而且,滑道很容易机和维护。
图3 顶针板抽芯机构1.滑块2.固定件3.压块.4.斜导柱5.耐磨护板6.定位螺丝7.耐磨护板8.滑动锲板9弹簧杆三、弹射杆设计的角度抽芯机制四个斜顶杆抽芯机构被设计在D和E的塑料第一部分,I和J的塑料第二部分。
这个机构被分布在图4。
如下:图4斜顶杆抽芯机械的分布以在图4显示的斜顶杆抽芯机构1为例, 该机制的主要是由斜顶块1、斜顶杆9、斜顶导向板4、斜顶导向板6、斜导柱5、斜顶滑动杆7和耐磨护板8组成的. 这个机制是显示在图5,如下:图5斜顶杆抽芯机械1.斜顶块2.直线导套3.带头导套4.斜顶导块5斜导柱 6. 斜顶导块7.斜顶板8耐磨护板9斜顶赶10销斜顶杆机构是由SUJ2制作的,SUJ2是一种由优质铝合金材料,而且他的表面经过氮处理。
斜顶杆的耐磨性能非常的好,通过分析和计算,斜导杆的倾斜角度是20°,这样的角度可以确保实现抽芯和的受力分布。
斜顶导向块是有镍铜和被固定的铁芯片组成,这类模具的维护是很容易的,其次,斜顶杆的精密度由斜顶导向块来确保。
斜顶杆机构被固定在斜顶块上,这个斜顶块是沿着面针板的滑动而移动的。
当模具大块的时候,斜顶杆随着面针板移动,斜顶块在侧向提前随着斜顶杆的移动而移动。
就这样,这个抽芯的目的得到了实现。
如果执行失败,斜顶杆受到面针板的推动,斜顶块由于斜顶杆而返回到起始位置的坐标。
五、注塑模具的整体结构和工作过程模具结构如图6。
是一个模具的两腔和侧浇口的布局,10个抽芯机制如图的的设计,是合理的,机构紧凑的。
图6如下:图6.模具结构整个模具工作过程如下:融化塑料流入型腔模具通过浇注系统,在全部填充满后,模具才打开。
注射成型机的移动板块由于杠杆原理一起向后移动,在模具的表面分段加工中模具被打开。
塑料部件从模具的凹陷孔里被拿出,与塑料动模保持一致,斜导柱被插入到母模的导向板中,机构的抽芯步骤由塑料动模的6个滑动块来完成。
当模具打开的时候,必须要有一个固定的距离。
塑料动模停止向后移动。
注塑成型机的顶出杆向前移动,并且向顶出杆模具的顶针板前推,斜顶杆。
然后那个塑料件被挤出模具,并且在对喷射抽芯完成。
注塑成型机的顶出杆只需要移动120毫米。
当脱模器停止运动后,塑料零件就会被取出来。
这样,脱模这个动作就完成了,那时候,模具就被封闭起来。
注塑成型机的顶出杆向后移动。
由于回位销和斜导柱的关系,模具部件将回到他们原来的位置。
在模具封闭后,第二个工作周期就开始了。
六、结论模具的结构是比较复杂的。
10个抽芯机构被合理的设计在一个模具内及塑料部件脱模过程的实现。
很多的镶嵌件和标准零件被用于注塑模具。
所以,注塑模具的经济效率非常的好,而且注塑模具的维修比较的容易。
注塑模具已经开始批量的生产,工业实践证明,抽芯机构、弹射机制和复位机制的功能是相当的稳定和可靠的。
塑料部件已经可以满足客户各方面的技术要求答谢这个工作受到工程企业,大学和研究机构,广东省教育部的大力支持和授权同意。
参考。
[1]奥斯汀c《计算机辅助工程塑料注塑成型》,《应用计算机辅助工程塑料注塑成型》[M],纽约出版社1987年出版。
[2]王K.K、Khullar王建民W .《由电脑注塑模具的设计》[J]。
塑料工程,1981年1月1日(11):25-27。
[3]·史、柯正龙”,国立中山大学电机,问陆g。
注塑工艺的优化和软计算。
智力。
Adv.之日Manuf.Technol.2003;656-661。
[4],[m]. Turng Peic >。
电脑辅助设计和优化过程中注入成型。
IMechE。
2002;于216:1523年。
[5]。
PBtch和W.Michaeli。
“注塑成型。
介绍”。
艾德。
Hanser,慕尼黑,1995[6]D.M.Bryce。
塑料注塑成型。
生产工艺原理”。
制造工程师学会。
1996年,密西根州,Dearbonr授权许可484原文2009 International Conference on Industrial Mechatronics and Automation978-1-4244-3818-1/09/$25.00 ©2009 IEEE ICIMA 2009Application of Core-pulling Mechanism in Injection Mould DesignHuang Guijian1, Li Xuemei2, 3, Wu Xiaoyu4, Li Jibin41. College of Mechatronics and Control Engineering, Shenzhen University, Shenzhen, China, 5180602. Institute of Built Environment and Control, Zhongkai University of Agriculture and Engineering, Guangzhou, China3. School of Mechanical & Automotive Engineering, South China University of Technology, Guangzhou, China, 5106404 Shenzhen Key Laboratory of Advanced Mould Manufacturing Technology, Shenzhen University, Shenzhen, China, 518060Email: huang.guijian@Abstract—In this paper, the structural feature and forming technology of two automobile engine covers are analyzed. The mould structure with two cavities is designed and the working process of the injection mould is discussed. The mould structure is complicated. Ten core-pulling mechanisms are designed reasonably in one mould and demoulding of the plastic parts is realized. Many inserts and standard parts are used in the injection mould, so the economical efficiency of the injection mould is well and the injection mould can be maintained conveniently. The injection mould is already in mass production. Industrial practice proves that the action of the core-pulling mechanisms, ejector mechanisms and resetting mechanisms is stable and reliable. The plastic parts produced can meet the customers’ technical requirements. Keywords- injection mould; core-pulling mechanism; slide;demouldingI. I NTRODUCTIONTwo automobile engine covers are shown in figure 1.The plastic parts are in mass production and the two plastic parts are asked to be moulded in one mould. The plastic parts are made of polypropylene (PP). The molding shrinkage is 0.95%. The outline dimensions of two plastic parts are 124.26mm×219.16mm×78.6mm and174.58mm×221.67mm×146.32mm. The basic wall thickness of the two plastic parts is 1.8mm. The appearance of the plastic parts should maintain perfect. The mark of pouring and ejecting is not allowable to appear on the plastic part.The disfigurement of injection such as weld lines, sink mark, flashing, splay, etc. is not allowable to appear either. Design of the parting surface of the two plastic parts is difficult. The parting surface is complicated curved surface and it has uneven step shape. The side gate is adopted. There are two reentrant structures in the area of A and B of the plastic part 1, the draft angle is zero in the area of C of the plastic part 1 and there are six reentrant structures within the limit of Dand E of the plastic part 1. The correspondingcore-pulling mechanisms should be designed in the five places. There are three reentrant structures in the area of F, G and H of the plastic 2 and there are six reentrant structures within the limit of I and J of the plastic part 2. The corresponding cor-pulling mechanisms should be designed in the five places also. Thenten core-pulling mechanisms will be placed in one mould. Sothe reasonable design of the core-pulling mechanisms is the most important in the course of designing the injection mould.II. D ESIGN OF ANGLE PIN CORE-PULLING MECHANISMS According to the structure feature of the plastic parts, six angle pin core-pulling mechanisms are designed in the area of A, B and C of the plastic part 1 and in the area of F, G and H of the plastic part 2. The mechanisms are distributed inFigure 2.Fig.2 Distribution of the angle pin core-pulling mechanisms Taking the angle pin core-pulling mechanism 1 shown in Fig.2 for example, the mechanism is mostly composed ofslide 1, angle pin 4, positioning screw 6, slide wedge 8, wear plate 5 and wear plate 7. The mechanism is shown in figure 3 When the mould is opened, the angle pin fixed in the fixed half of the mould guides the slide in the moving half of the mould. The slide moves outward along the slide way. The inclined plane of the cavity plate which is mated with the slide can ensure wedging the slide when the mould is closed. Considering the mould structure and process parameters, the inclined angle of the angle pin is 13°and the inclined angle in the cavity plate is 15°. The slide and the components which are in touch with the slide are easy to wear because the slide moves frequently. In order to postpone wearing the components, the two steps are adopted as follow: The slide is made of 718H and is quenched to 50HRC around. The wear plates are laid on the bottom of the slide and on the back of the slide. The wear plates are madeof GS2510 and are quenched to 60HRC around. The slide way is formed by the slide wedge and the core plate. The slide way is easy to machine and to maintain.1. slide2. fixed block3. locking block4. angle pin5. wearplate 6. positioning screw 7.wear plate 8. slide wedge 9.spring rodFigure 3. Angle pin core-pulling mechanismIII. D ESIGN OF ANGLE EJECTOR ROD CORE-PULLINGMECHANISMSFour angle ejector rod core-pulling mechanisms are designed in the area of D and E of the plastic part 1 and in the area of I and J of the plastic part 2. The mechanisms are distributed in figure 4.Fig.4 Distribution of angle ejector rod core-pullingmechanismsTaking the angle ejector rod core-pulling mechanism 1 shown in figure 4 for example, the mechanism is mostly composed of angle ejector block 1, angle ejector rod 9, angle ejector guide block 4, angle ejector guide block 6, angle pin 5, angle ejector slide 7 and wear plate 8. The mechanism is shown in figure 51. angle ejector block2. straight guide bush3. headed guidebush 4. angle ejector guide block 5. angle pin 6. angleejector guide block 7. angle ejector slide 8. wear plate 9.angle ejector rod 10. pinFigure 5. Angle ejector rod core-pulling mechanismThe angle ejector rod is made of SUJ2 which is premium alloy material and the surface is in nitrogen treatment. The wear resistance of the angle ejector rod is well. By analyzing and computing, the Inclined angle of the angle ejector rod is 20°which ensures the realization of the core-pulling and the better power distribution. The angle ejector guide block is made of nickel bronze and is fixed in the core plate. The mould is easily maintained and the precision of the angle ejector rod is ensured by using the angle ejector guide block. The angle ejector rod is fixed in the angle ejector slide which moves along the slide way of the ejector retainer plate. Whenthe mould is opened, the angle ejector rod moves with theejector retainer plate. The angle ejector block moves ahead with the angle ejector rod and moves in the side direction. So the core-pulling is achieved. The angle ejector block returns to its original position in virtue of the angle ejector rod which is driven by the ejector retainer plate.IV. O VERALL STRUCTURE AND WORKING PROCESS OF THEINJECTION MOULDThe mould structure is shown in figure 6. The layout of two cavities in one mould and side gate are adopted. The ten core-pulling mechanisms shown in figure 6 is reasonably designed and compact in terms of structure.Figure 6. Mould structureThe whole working process of the mould is as follow:The melt plastic flows into the cavity of the mould through the feed system and the mould is opened after full packing and cooling. The moving plate of the injection machine moves back together with the moving half of the injection mould and the mould opened between the parting face of the mould. The plastic parts are pulled from the cavities of mould and stay with the moving half of the mould. The angle pins fixed in the cavity plate guide the six slides in the moving half of the mould to finish core-pulling. When the mould is opened for a fixed distance, the moving half of the mould stops moving back. The ejector rods of the injection machine move ahead and push forward the ejector plate of the mould with the ejector rods, angle ejector rods. Then the plastic parts are pushed out of the injection mould and corepulling is accomplished during the ejecting. When ejector rods of the injection machine move just for 120mm, the ejector mechanism stops moving and the plastic parts are taken out. The action of demoulding is completed. When the mould is closed, the ejector rods of the injection machine move back. The mould components return to their original position in virtue of the return pins and the angle pins. The second working cycle begins after the mould is closed.V. C ONCLUSIONThe mould structure is complicated. Ten core-pulling mechanisms are designed reasonably in one mould and demoulding of the plastic parts is realized. Many inserts and standard parts are used in the injection mould, so the economical efficiency of the injection mould is well and the injection mould can be maintained conveniently. The injection mould is already in mass production. Industrial practice proves that the action of the core-pulling mechanisms, ejector mechanisms and resetting mechanisms is stable and reliable. The plastic parts produced can meet the customers’ technical requirements.A CKNOWLEDGMENTThis work is supported by Combinative Project of Enterprises, Universities and Research Institutes of Guangdong Province and Ministry of Education with grant No.2008B090500044.R EFERENCES[1] AUSTIN C. Computer aided engineering in injection molding. Application of Computer Aided Engineering in Injection Molding[M] ,New York : Hanser Publishers ,1987.[2] WANG K K, Khullar P , Wang W P. Designing injection molds by computer[J ] . Plastics Engineering ,1981(11) : 25-27.[3] F. Shi, Z. L. Lou, J. G. Lu, Y. Q. Zhang. Optimisation of plastic injection moulding process with soft computing. Int. J. Adv. Manuf. Technol.2003;21: 656–661.[4] L. S. Turng, M. Peic. Computer-aided process and design optimization for injection moulding. IMechE. 2002;216: 1523 1532. [5] G.PBtch and W.Michaeli. “Injection Molding. An Introduction”. Ed. Hanser, Munich, 1995[6] D.M.Bryce. Plastic Injection Molding. Manufacturing Process Fundamentals”. Society of Manufacturing Engineers. Dearbonr, Michigan, 1996484Authorized licensed.。