汽车冲压模具三维DL图规范
- 格式:doc
- 大小:360.00 KB
- 文档页数:8
目录目录 (1)一、冲压工艺过程图的作用 (3)二、冲压工艺过程图的内容 (3)三、冲压工艺过程图的制图要求 (4)四、工序名称及编号 (4)1.工序名称 (4)2.工序编号方法 (4)五、冲压工艺过程图上的标注 (4)1.冲压方向: (4)2. 送料方向 (4)3. 基准点 (5)4. 制件转角、转角顺序 (6)5. 模具制作研模用工艺孔(C/H孔) (7)6. 拉延标记的位置 (8)7. 实型制作用检查点(C/P)(根据客户要求增加): (8)8. 模具表面监测点(D。
C/P)(根据客户要求增加) (8)9. 工序用图示方式表达,字高5mm (8)10. 坐标线 (8)11.模具冲压中心线表示符号: (9)12.如果模具中心和机床中心不重合,要求注明,同时标出相对位置尺寸。
(9)13.翻边线、整角、成形及修边线、孔位的加工范围及加工方法指示: (9)14.模具表示内容 (10)15.回弹量折入表示: (11)16.后工序成形时,应表示凸模、凹模、芯的分界: (12)17.球窝形状、止口形状要用形状详图表示: (14)18.侧加工方向,加工范围等指示: (14)19.坯料尺寸 (15)20.工序简图栏的记入事项: (15)21.说明栏记入事项 (16)六、设计模具工序图要求注意的其它事项 (16)6.1 工序图的作用: (16)6.2 工序图的作图要领: (16)6.3 工序图的内容: (17)6.4 工序图的画法 (17)6.4.1冲压方向 (17)6.4.2 制件基准点、基准线的指示(平面、断面图上均需标注) (17)6.4.3加工范围的表示: (18)6.4.5翻边线、修边线的表示 (18)6.4.5孔、球窝等的表示: (18)6.4.6回弹处理表示: (18)七、三维DL设计注意事项 (19)八、冲孔一览表废料排出示意图 (20)附录:D/L图设计评审表 (21)一、冲压工艺过程图的作用a. 检查讨论成形性、加工性,将其结果图纸化;b. 工序间的加工内容及加工范围明确化,以防止设计及后工序失误;c. 明确加工基准及制件基准;d. 实型制作时基准点的指示,以及冲压转角的转角基点及转角方法指示;e. 作为各工序工序图的制成依据及NC编程的基准;f. 制件公差及回弹角指示。
汽车覆盖件冲压模具dl工艺数模设计规范随着汽车工艺的不断进步,汽车的外观设计对于汽车厂商来说越来越重要。
在汽车外观的设计中,汽车覆盖件变成了一个至关重要的部分。
汽车覆盖件指的是汽车的罩子、侧翼板、车门、车顶等外层部件。
由于这些部件直接影响汽车的外观和功能,因此汽车覆盖件的设计非常重要。
而汽车覆盖件的冲压模具的设计是这些部件制造的核心之一。
汽车覆盖件制造的核心在于冲压模具,而冲压模具的数模设计规范是保证冲压制品质量的重要手段之一。
使用数模设计技术可以大大提高汽车覆盖件制造的精度和效率。
下面,我们将重点介绍汽车覆盖件冲压模具的数模设计规范。
1. 模具材料的选取模具的材料对于模具的性能和寿命有很大的影响,因此在模具的设计中,需要选择合适的材料。
模具材料应该具有高硬度、高温度和抗腐蚀等性能。
目前主要的模具材料有高速钢、合金钢、固态合金等。
在选择模具材料时还需要考虑到制造成本、加工难度等因素。
2. 模具结构设计模具的结构设计应该具有合理性和可靠性。
模具结构应该简单化,以提高模具的强度和稳定性。
同时需要考虑模具的拆卸、安装、加工和维修等方面的设计。
模具还应该具有清晰的冲顶顺序和所有的变形情况,这将有助于提高制造精度和减少排错时间。
3. 模具加工在模具加工过程中,应该注意规范加工操作。
需要根据模具设计中的零件尺寸和公差精度列出加工工序。
在加工中应该注意防止误差的出现,加工零件前应该将工艺过程和顺序确定下来,并通过仿真软件检测一下。
同时,在模具加工过程中需要注意模具表面的修整和防腐蚀处理。
4. 模具装配在模具装配过程中,需要注重安全和质量。
装配工作应该进行认真的规划,应该先对各个零件进行清洗和整理工作,然后按照设计图的要求,将散件装配起来。
在装配的时候也应该注意模具位置的清洁和检查。
5. 模具试模和修整模具的试模是保证产品质量的重要环节。
试模之前需要对模具进行全面检查和调整,检查各个零件是否卡死,确定冲压顺序并制作出合理的切折角。
![绘制汽车车身覆盖件冲压综合工序图[DL图]的方法 -2222](https://img.taocdn.com/s1/m/ba1967f94693daef5ef73db8.png)
绘制汽车车身覆盖件冲压综合工序图[DL图]的方法 -1- 汽车车身覆盖件均系复杂的双曲面壳形薄钢钣件。
现代汽车外形日趋流畅和饱满,艺术性变换频繁,都给车身覆盖件冲压成形带来难度。
现代汽车行驶速度愈来愈高,对车身覆盖件的成形尺寸精度要求也愈来愈高,更加增加了车身覆盖件冲压成形的难度。
冲压成形汽车车身覆盖件是采用压力机上安装大型冲模,通过冲裁展开料,拉延成形,修边冲孔,翻边整形等程序冲压而成。
如何处置各道程序的成形內容,以及所采取的方式方法,是成形合格的车身覆盖件的关键。
我们把这一工程称为它们的综合工序图(DL图)或工法图或加工要领图的设计。
DL 图或工法图或加工要领图是大型冲模结构设计要实现的目标,这个目标出现差错, 大型冲摸结构设计再完善也多半会报废重来。
汽车车身覆盖件的成形方法是沿用了阶梯式矩盒形件拉延成形的变形理论基础,再演变发展而成的一种独特的成形方法。
a)车门內板拉延件b)阶梯式矩盒形拉延件(图一)拉延件的对照图如(图一) 所示,a为车门內板,b为阶梯式矩盒形件。
将车门內板附加工艺补充面之后, 就变成了一个可拉延成形的冲压件,它与矩盒形拉延件多么相似。
图中A和a同属于圆筒形拉延件圆筒壁的拉延变形区;B和b也同属于直边部拉弯之弯曲变形区,都属于类同的塑性变形方法。
如(图一)所示,C和c也同是阶梯形状,变形性质也是类同的。
无任工艺补充面如何变换,其拉延成形的基本点並没有甚么多大的改变。
(图一)a)还说明,任何汽车车身覆盖件均可以通过增加工艺补充面的方法演变成拉延制件,而覆盖件的主体双曲面形状均是在拉延模內一次拉延成形的,只有这样才能获得准确形状的覆盖件。
因而拉延成形制件是覆盖件成形的主体,也是覆盖件成形成败的关键。
满足汽车车身设计要求的覆盖件,往往不可能是理想的拉延制件,但是通过某些形状的变换之后,就成为了较理想的拉延制件了。
这些变换应该在后续的工序工程中再成形回复为覆盖件,而再成形时不仅成形形状准确,还要不再使已成形好的覆盖件主体形状发生意外变形。

拉延工序A.概要1)拉延工序一般是压机加工的基本工序,是确保制品形象的工序。
一般冲压线生产是从拉延开始通过修边,切断,翻边,整形等的工序完成最终板件。
2)直接成型产品因很难对准拉延的基本条件,所以大不分不可能。
跟着考虑成型性在产品形象外增加与同拉延条件的形象,使一部分制品形象能在后工序加工(在拉延中最终形象的成型不可能的情况),有必要变更一部分形象。
像这样在制品以外增加做形象的必需定义数值才能正确做出形象。
为了做数模作业,赋予正确的数值才能最终做出设计者意图的形象。
3)拉延的基本条件是压边圈和凸模的形象。
压边圈是为了做出凸模内形象,控制被拉进去的材料的褶皱,压住材料自体的带有平面的构造物。
压边圈选定不好的话就会发生划痕,裂痕及褶皱。
凸模是带有制品凸出来的形象的构造物。
此些现象是根据相互关系及压边圈的影响下产生各种小变形,也产生各种不良,为了调解此些事项要变更一些形象或增加调解。
4)因为事实上在拉延上发生的褶皱在后工序无法去除,所以大部分DL图设计者尽可能在拉延中使制品裂开设计。
但是这样在模具制作后调整模具时投入很多工数所以不理想。
最近出来了成型性CAE分析程序可提前检证,可以提前做更正确的形象。
但是还没有完全的成型性CAE分析程序,所以还是要有一定的余量设计为好。
5)若产品形象深或有突起形象时很难一次性拉延。
此种情况要做2工序以上的拉延。
再者因大型压机的缓冲行程为300mm,所以拉延工序的成型高度超过300mm的情况事实上不可能成型,一般情况超过200mm的情况成型也相当困难,量产时也出现很多问题,所以分为2工序以上成型的情况很多。
图24. 各种拉延板件B.拉延工序的种类1)根据压力源的分类■双动拉延-主要使用在大型冲压板件的形态,滑块为内外的2种,外滑块固定压边圈,内滑块固定凸模。
根据情况外滑块也有可能设置在下型。
-因压边圈的压力大,能有一定量的力,容易成型,所以适合复杂形象的拉延上,但后工序要反过来投入,且有比单动式速度慢的弱点,所以现在还不使用。
创建三维DL图的有关规范1.三维DL图所包含的内容:a.各冲压工序的三维数学模型;数模反映该工序完成后的工序制件型面及尺寸;b.基准点的选取及基准点的车身坐标;c.各工序的冲压方向;d.各工序的模具中心线;(各序模具中心线结构设计者与冲压工艺设计者应协调一致)e.各工序的送料方向;f.冲压线及冲压设备的选择;g.各冲压工序加工内容的标示;不同的工序内容应放在相应的层里.DL图层的规定见第4页,并用不同的颜色区分各工序的特征线、特征片。
h.制件的毛坯尺寸;i.拉延凸模的凸模轮廓线;j.修边刃口轮廓线及废料刀的布置;(含各工序废料流向示意图)k.翻边或整形轮廓线;l.各工序所用气垫顶杆的位置;(含生产用顶杆布置示意图。
DL平面图中生产用顶杆孔用细实线表示,试模用顶杆孔用双点划线表示。
)m.到位标记销位置;(含L、R件标识及依据用户要求的制件代码压印位置等)n.C/H孔(模具型面研修用孔)位置;o.C/P 点(型面、轮廓检测点)坐标;p.侧冲、吊冲、双向斜楔机构布置及工作角度示意;q.多工步或双模膛模具,制件基准点与模具中心线的位置、角度示意;r.修边刃口的局部处理示意及多次修边刃口交接处的处理;s.数模表面指示;(板料在模具中的料厚及料厚方向的指示)t.各工序冲孔的孔径及孔位尺寸(或坐标);u.各工序数模轴测图示意;v.各工序的主要特征尺寸标注;w.制件的材料;x.进出料方式;y.有关的技术要求及说明。
2.创建三维DL图的一些要点事项2.1选择确定基准点的原则(1) 由于基准点既是设计的基准,又是模具型面加工的基准,故基准点在平面图中应尽量与模具的中心线交点一致,在模具平面图中,中心线的交点作为模具坐标的原点。
(2) 基准点尽可能靠近零件的几何中心点,其车身坐标尽量为整数(即坐标尾数为0或5),并在图中注明基准点的车身坐标值(X、Y、Z)。
(3) 各工序的基准点统一采用同一点。
即一个零件不同的工序,只能取同一点作为基准点,保证各工序基准统一。

DL图设计概要A. 概要1)冲压模具的DL图是为了画模具图而使模具形象面中的所有信息及整个工序的流程一目了然地概括了的基本图面,是模具设计的基础。
2)应当充分检讨产品图,工法计划书及冲压配置后设计。
3) 应当明确成型性,加工性的检讨结果及工程间的加工内容及加工范围,模具设计时避免各工序间的失误,生产具有一贯性的模具。
4) 决定加工及产品基准,指示CAD DATA的基准点及成形角度基准点,调整成形角度方法及顺序。
5) DL图是机械加工的N/C数控编辑时的基准。
B. 记载内容1)各工序加工方向及产品送料方向。
2)产品基准点( START POINT ), 基准线3)成型角度,顺序4)车线5)C/H孔6)MCP(基准点), MCS(基准面)7)拉延工序的压料面,凸模的分模线8)画出产品以外的拉延形象(产品图里没有标示,但成形上必须的最终产品以外的形象;和为了在后工序中加工,所摊开或展开的形象)9)标示修边线,翻边线,成型线,整形线,HOLE直径及公差等,指示加工范围,加工工序,加工方法等。
10)废料刀的布置11)每个部位的回弹量12)记载落料大小13)斜碶加工方向,范围,加工工序等的指示14)各工序的产品送料高度, 模具高度, 自动化种类等的指示。
15)保正值的图示(标示车体组装时防止因组装公差的车体尺寸变化,或预计成型后因回弹或负回弹变形时事先预算变形的尺寸,并变更的变更量)C. 设计顺序1)仔细检讨制品图。
-察看成形上有无问题。
-确认事先要求的设计变更有没有反映出来。
-确认图面是否可着手。
(设计着手图或最新图面).-确认产品的用途和功能,特别是要掌握重要的关键点.-此外的必要事项的检讨。
2)检讨工法计划书及设计配置书,必要时参考模具设计标准。
-工法计划书上有标示时,确认设计基准点(START POINT),车线,成型角度,顺序等基准事项。
-主要生产线, 次要生产线和模具高度, 产品的投入, 取出方向和自动化装置等基本冲压关联事项的检查。
![绘制汽车车身覆盖件冲压综合工序图[DL图]的方法2222-3A](https://img.taocdn.com/s1/m/2cbecf5c3c1ec5da50e270ba.png)
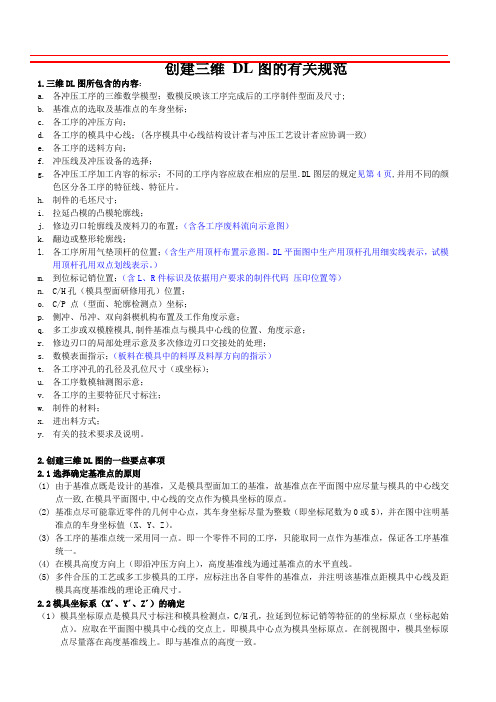
(图四十六A)是(图八十八)所示骄车车身发动机盖外板二次修边冲孔模的三维结构图,骄车车身发动机盖外板的冲压工法是:拉延——一次修边冲孔——二次修边冲孔——翻边成形。
修边冲孔模均采用吊契斜契滑块来实现沿发动机盖外板曲面正法向修边冲孔,修边凹模刀口斜契驱动器装置在下(凸)模座上,冲孔凸模斜契驱动器装置在修边件顶出器上,修边件顶出器受对中平移限位块12和13的控制浮动,定位于凸模座上,通过其斜契驱动器驱动冲孔凸模斜契滑块,完成冲孔任务,这样冲孔凸模滑块就可以设置在修边凹模刀口中部,实现斜契修边冲孔工序的复合。
一次修边冲孔是沿周单序修边刀口进行修边,沿周双序修边刀口空位出来便于斜契冲孔;二次修边冲孔是沿周双序修边刀口进行修边,a)二次修边冲孔模全景图b)二次修边冲孔模下模全景图(图四十六A)骄车车身发动机盖外板二次修边冲孔模结构图c)二次修边冲孔模上模全景图d)二次修边冲孔模剖视图(图四十六A)骄车车身发动机盖外板二次修边冲孔模结构图图例:1—覆盖件车身坐标系;2—模具坐标系;3—上(凹)模座;4—下(凸)模座;5—修边冲孔废料滑槽;6—修边凹模刀口斜契驱动器;7—修边凸模刀口;8—修边凹模刀口斜契滑块;9—修边件顶出器兼冲孔凸模斜契驱动器;10—冲孔凸模斜契滑块;11—冲孔凹模刀口;12—装置在修边件顶出器兼冲孔凸模斜契驱动器上的对中平移限位块;13—装置在下(凸)模座上的修边件顶出器兼冲孔凸模斜契驱动器的对中平移限位块。
沿周单序修边刀口空位出来便于斜契冲孔。
(图四十六A)就是二次修边冲孔。
一次修边可以用冲缺口的方式进行,不必再使用废料刀,便于消除修边造成的意外变形。
这种工法既提高了修边和冲孔质量,也不会增加冲压工序。
这种工法还不要大斜契,方便了模具制造。
目录目录 (1)一、冲压工艺过程图的作用 (3)二、冲压工艺过程图的内容 (3)三、冲压工艺过程图的制图要求 (4)四、工序名称及编号 (4)1.工序名称 (4)2.工序编号方法 (4)五、冲压工艺过程图上的标注 (4)1.冲压方向: (4)2. 送料方向 (4)3. 基准点 (5)4. 制件转角、转角顺序 (6)5. 模具制作研模用工艺孔(C/H孔) (7)6. 拉延标记的位置 (8)7. 实型制作用检查点(C/P)(根据客户要求增加): (8)8. 模具表面监测点(D。
C/P)(根据客户要求增加) (8)9. 工序用图示方式表达,字高5mm (8)10. 坐标线 (8)11.模具冲压中心线表示符号: (9)12.如果模具中心和机床中心不重合,要求注明,同时标出相对位置尺寸。
(9)13.翻边线、整角、成形及修边线、孔位的加工范围及加工方法指示: (9)14.模具表示内容 (10)15.回弹量折入表示: (11)16.后工序成形时,应表示凸模、凹模、芯的分界: (12)17.球窝形状、止口形状要用形状详图表示: (14)18.侧加工方向,加工范围等指示: (14)19.坯料尺寸 (15)20.工序简图栏的记入事项: (15)21.说明栏记入事项 (16)六、设计模具工序图要求注意的其它事项 (16)6.1 工序图的作用: (16)6.2 工序图的作图要领: (16)6.3 工序图的内容: (17)6.4 工序图的画法 (17)6.4.1冲压方向 (17)6.4.2 制件基准点、基准线的指示(平面、断面图上均需标注) (17)6.4.3加工范围的表示: (18)6.4.5翻边线、修边线的表示 (18)6.4.5孔、球窝等的表示: (18)6.4.6回弹处理表示: (18)七、三维DL设计注意事项 (19)八、冲孔一览表废料排出示意图 (20)附录:D/L图设计评审表 (21)一、冲压工艺过程图的作用a. 检查讨论成形性、加工性,将其结果图纸化;b. 工序间的加工内容及加工范围明确化,以防止设计及后工序失误;c. 明确加工基准及制件基准;d. 实型制作时基准点的指示,以及冲压转角的转角基点及转角方法指示;e. 作为各工序工序图的制成依据及NC编程的基准;f. 制件公差及回弹角指示。

创建三维DL图的有关规范1.三维DL图所包含的内容:a.各冲压工序的三维数学模型;数模反映该工序完成后的工序制件型面及尺寸;b.基准点的选取及基准点的车身坐标;c.各工序的冲压方向;d.各工序的模具中心线;(各序模具中心线结构设计者与冲压工艺设计者应协调一致)e.各工序的送料方向;f.冲压线及冲压设备的选择;g.各冲压工序加工内容的标示;不同的工序内容应放在相应的层里。
DL图层的规定见第4页,并用不同的颜色区分各工序的特征线、特征片.h.制件的毛坯尺寸;i.拉延凸模的凸模轮廓线;j.修边刃口轮廓线及废料刀的布置;(含各工序废料流向示意图)k.翻边或整形轮廓线;l.各工序所用气垫顶杆的位置;(含生产用顶杆布置示意图。
DL平面图中生产用顶杆孔用细实线表示,试模用顶杆孔用双点划线表示。
)m.到位标记销位置;(含L、R件标识及依据用户要求的制件代码压印位置等)n.C/H孔(模具型面研修用孔)位置;o.C/P 点(型面、轮廓检测点)坐标;p.侧冲、吊冲、双向斜楔机构布置及工作角度示意;q.多工步或双模膛模具,制件基准点与模具中心线的位置、角度示意;r.修边刃口的局部处理示意及多次修边刃口交接处的处理;s.数模表面指示;(板料在模具中的料厚及料厚方向的指示)t.各工序冲孔的孔径及孔位尺寸(或坐标);u.各工序数模轴测图示意;v.各工序的主要特征尺寸标注;w.制件的材料;x.进出料方式;y.有关的技术要求及说明。
2。
创建三维DL图的一些要点事项2。
1选择确定基准点的原则(1) 由于基准点既是设计的基准,又是模具型面加工的基准,故基准点在平面图中应尽量与模具的中心线交点一致,在模具平面图中,中心线的交点作为模具坐标的原点.(2) 基准点尽可能靠近零件的几何中心点,其车身坐标尽量为整数(即坐标尾数为0或5),并在图中注明基准点的车身坐标值(X、Y、Z)。
(3) 各工序的基准点统一采用同一点。
即一个零件不同的工序,只能取同一点作为基准点,保证各工序基准统一。
DL图设计规范1、工法图制作调用标准PRT样板,文件存放PK2\BiaoZhun\YB.PRT,其设置以调整完毕。
2、DL图制作时需放置前后序接刀图、基准侧简图、工序标识简图、废料刀工作图、废料排放简图。
3、DL图工序标识依据DL图样板制作,样板文件存放在PK2\BiaoZhun\DL图工具下,按文件说明安装后即可使用,此样板功能限于Drafting标注。
4、根据客户要求增加CP检测点(四点)及CH孔的车身位置坐标。
5、图层放置说明:Layer1 放置op10拉伸补充型。
Layer2 放置op10拉伸分模线、坯料线、CH孔、到底标记、拉延筋中心线。
Layer5 放置产品数模及中心线。
Layer11 放置Y轴断面线。
Layer12 放置X轴断面线。
Layer21 放置op20拉伸型(后序转角时放置)。
Layer22 放置op20修边线、坯料线、CH孔(后序转角时放置)。
Layer23 放置op20此序工作型(补充型)。
Layer24 放置op20修边线、坯料线、CH孔(依据拉伸冲压方向放置)。
依次类推Layer31、Layer32、Layer33、Layer34放置op30工作内容…Layer100放置图框。
Layer200放置标注及各工序图框。
Layer250 放置车身位置产品数模。
6、DL图按1:1制作。
7、DL图按照第3角法进行设计。
8、DL图的尺寸标注选用Helios标注,字体大小选用3、1、1、1、0.5,ID SYMBOL标注选用15号SYMBOL。
9、标注颜色选用37#(白色)中实线标注,工序内容选用5#(紫色)粗实线标注。
10、各工序内容图采用XY平面表示,其送料方向为YB中的0.5倍,字体选用2、1、1、1、0.5,箭头更改A=2、B=20。
11、DL图存盘选用在Drafting下全屏存放。
12、DL图制作以英文字体表示。
PUNCH PROFILE--凸模分模线 BL LINE—坯料线 OVER DRAW--过拉延SCARP CUTTER LAYOUT—废料排放图 SECTION—剖面 BOTTOM MARK—到底标记LOWER DIE—下模 UPPER DIE—上模 FEED—送料方向D.H—闭合高 BEED—拉延筋 PRESS--冲压方向CAR LINE—车身中心线 TRIM—修边 DRAW—拉延PIERCE—冲孔 FL(DOWN)--向下翻边 FL(UP)--向上翻边BUR—翻孔 RST—整型 SEP—分切OVER FL—过翻边 C—表示前缀13、制作DL图时要求只保留坯料线以内形状。

1.DL图设计概要A. 概要1)冲压模具的DL图是为了画模具图而使模具形象面中的所有信息及整个工序的流程一目了然地概括了的基本图面,是模具设计的基础。
2)应当充分检讨产品图,工法计划书及冲压配置后设计。
3) 应当明确成型性,加工性的检讨结果及工程间的加工内容及加工范围,模具设计时避免各工序间的失误,生产具有一贯性的模具。
4) 决定加工及产品基准,指示CAD DATA的基准点及成形角度基准点,调整成形角度方法及顺序。
5) DL图是机械加工的N/C数控编辑时的基准。
B. 记载内容1)各工序加工方向及产品送料方向。
2)产品基准点( START POINT ), 基准线3)成型角度,顺序4)车线5)C/H孔6)MCP(基准点), MCS(基准面)7)拉延工序的压料面,凸模的分模线8)画出产品以外的拉延形象(产品图里没有标示,但成形上必须的最终产品以外的形象;和为了在后工序中加工,所摊开或展开的形象)9)标示修边线,翻边线,成型线,整形线,HOLE直径及公差等,指示加工范围,加工工序,加工方法等。
10)废料刀的布置11)每个部位的回弹量12)记载落料大小13)斜碶加工方向,范围,加工工序等的指示14)各工序的产品送料高度, 模具高度, 自动化种类等的指示。
15)保正值的图示(标示车体组装时防止因组装公差的车体尺寸变化,或预计成型后因回弹或负回弹变形时事先预算变形的尺寸,并变更的变更量)C. 设计顺序1)仔细检讨制品图。
-察看成形上有无问题。
-确认事先要求的设计变更有没有反映出来。
-确认图面是否可着手。
(设计着手图或最新图面).-确认产品的用途和功能,特别是要掌握重要的关键点.-此外的必要事项的检讨。
2)检讨工法计划书及设计配置书,必要时参考模具设计标准。
-工法计划书上有标示时,确认设计基准点(START POINT),车线,成型角度,顺序等基准事项。
-主要生产线, 次要生产线和模具高度, 产品的投入, 取出方向和自动化装置等基本冲压关联事项的检查。

DL图三维设计规范一产品数据评审1 确认产品版本号。
2 产品数据曲面质量评审。
3 三维数据与两维图纸是否一致。
如产品有问题,再产品问题反馈单上注明产品具体存在那些问题,然后交给项目负责人。
二工艺方案可行性分析1 研讨分析工艺方案及产品成形性是否可行,如工艺方案有异议或工艺方案不能实现。
在工艺问题反馈单上注明具体工艺存在那些问题,然后交给项目组。
2 制定各工序工艺内容。
3 确认各工序使用设备规格。
三进入CATIA V5进行3D DL图设计1结构树设置原则:在树的主干上分别设定:基准datum mark,把基准点和基准线放到这里。
基准线用三条0.35粗实线表示。
产品product, 把产品所有数据放到这里。
工序,每个工序为一个分支。
见下图:工序序号按如下方法排序:工序OP10为落料或落料冲孔。
如果没有落料工序就从OP20按次序往后排。
树干的每个分支在相应的设置各自的内容,例如:product下又分别设置surface和line分支等。
2 工作坐标系的设置原则:各工序工作坐标系设定应根据冲压方向设定和送料方向,这里规定Z 轴的负向表示冲压方向,Y 正向表示送料方向。
四 工序OP20拉延工艺模型设计1 确定冲压方向:保证在拉延过程中产品不能有负角,拉延深度最小。
2 确定拉延工序工作坐标系。
3 确定拉延工艺补充方案,设计压料面和凸模轮廓。
4 拉延工艺补充型面设计,对不同产品要分别考虑轮廓过拉延、余肉设计、回弹等。
5 拉延凸模轮廓线用黄色0.76 产品型面保持原产品曲面颜色不变。
7 工艺补充面用土黄色表示:Red200 Green190 Blue1508 对拉延成形可行性进行模拟分析:如拉延工艺补充方案可行,继续进行后工序的DL 图设计。
如拉延工艺补充方案经过分析有问题,拉延凸模轮廓线基准线工作坐标系工艺补充面拿出解决问题方案,调整工艺补充设计。
然后再进行模拟分析,至到合格为止。
再进行后工序的DL 图设计。
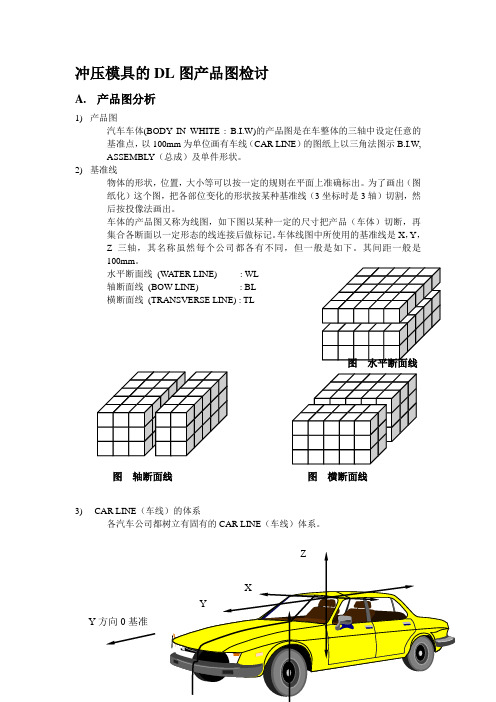
冲压模具的DL 图产品图检讨A. 产品图分析1) 产品图- 汽车车体(BODY IN WHITE : B.I.W)的产品图是在车整体的三轴中设定任意的基准点,以100mm 为单位画有车线(CAR LINE )的图纸上以三角法图示B.I.W, ASSEMBLY (总成)及单件形状。
2) 基准线- 物体的形状,位置,大小等可以按一定的规则在平面上准确标出。
为了画出(图纸化)这个图,把各部位变化的形状按某种基准线(3坐标时是3轴)切割,然后按投像法画出。
- 车体的产品图又称为线图,如下图以某种一定的尺寸把产品(车体)切断,再集合各断面以一定形态的线连接后做标记。
车体线图中所使用的基准线是X ,Y ,Z 三轴,其名称虽然每个公司都各有不同,但一般是如下。
其间距一般是100mm 。
水平断面线 (WA TER LINE) : WL 轴断面线 (BOW LINE) : BL 横断面线 (TRANSVERSE LINE) : TL3) CAR LINE (车线)的体系- 各汽车公司都树立有固有的CAR LINE (车线)体系。
Y 方向0基准图 轴断面线图 横断面线-一般以驾驶座为基准设定CAR LINE (车线)。
既驾驶人为中心左侧叫LH(LEFT HAND SIDE), 右侧叫RH(RIGHT HAND SIDE),前侧叫FRONT ,后侧叫REAR ,上侧叫UPPER ,下侧叫LOWER 。
- X 方向基准是大部分汽车公司将车体中间的中心线设定为0,驾驶人的目视方向为基准左侧叫LH ,右侧叫RH 。
一般情况下图纸上只画有驾驶座的一侧,另一侧只画非对称事物。
- Y 方向基准有前轮中心线设定为0,其前侧以 - 表示的公司(NISSAN,MITSUBISHI, HONDA 等), 从前轮中心线再往前1000mm 的点设为0的公司(TOYODA),从区分车内和车外的DASH PANEL (隔板)再往前2000mm 的点设定为0的公司(G .M), BUMPER (保险杠)等在车的最前端的部位设为0的公司(SUZUKI, MAZDA)等各公司都有所不同。
青岛海尔模具有限公司创建三维DL图的有关规范1.三维DL图所包含的内容:a.各冲压工序的三维数学模型;数模反映该工序完成后的工序制件型面及尺寸;b.基准点的选取及基准点的车身坐标;c.各工序的冲压方向;d.各工序的模具中心线;(各序模具中心线结构设计者与冲压工艺设计者应协调一致)e.各工序的送料方向;f.冲压线及冲压设备的选择;g.各冲压工序加工内容的标示;不同的工序内容应放在相应的层里.DL图层的规定见第4页,并用不同的颜色区分各工序的特征线、特征片。
h.制件的毛坯尺寸;i.拉延凸模的凸模轮廓线;j.修边刃口轮廓线及废料刀的布置;(含各工序废料流向示意图)k.翻边或整形轮廓线;l.各工序所用气垫顶杆的位置;(含生产用顶杆布置示意图。
DL平面图中生产用顶杆孔用细实线表示,试模用顶杆孔用双点划线表示。
)m.到位标记销位置;(含L、R件标识及依据用户要求的制件代码压印位置等)n.C/H孔(模具型面研修用孔)位置;o.C/P 点(型面、轮廓检测点)坐标;p.侧冲、吊冲、双向斜楔机构布置及工作角度示意;q.多工步或双模膛模具,制件基准点与模具中心线的位置、角度示意;r.修边刃口的局部处理示意及多次修边刃口交接处的处理;s.数模表面指示;(板料在模具中的料厚及料厚方向的指示)t.各工序冲孔的孔径及孔位尺寸(或坐标);u.各工序数模轴测图示意;v.各工序的主要特征尺寸标注;w.制件的材料;x.进出料方式;y.有关的技术要求及说明。
2.创建三维DL图的一些要点事项2.1选择确定基准点的原则(1) 由于基准点既是设计的基准,又是模具型面加工的基准,故基准点在平面图中应尽量与模具的中心线交点一致,在模具平面图中,中心线的交点作为模具坐标的原点。
(2) 基准点尽可能靠近零件的几何中心点,其车身坐标尽量为整数(即坐标尾数为0或5),并在图中注明基准点的车身坐标值(X、Y、Z)。
(3) 各工序的基准点统一采用同一点。
即一个零件不同的工序,只能取同一点作为基准点,保证各工序基准统一。
(4) 在模具高度方向上(即沿冲压方向上),高度基准线为通过基准点的水平直线。
(5) 多件合压的工艺或多工步模具的工序,应标注出各自零件的基准点,并注明该基准点距模具中心线及距模具高度基准线的理论正确尺寸。
2.2模具坐标系(X´、Y´、Z´)的确定(1)模具坐标原点是模具尺寸标注和模具检测点,C/H孔,拉延到位标记销等特征的的坐标原点(坐标起始点)。
应取在平面图中模具中心线的交点上。
即模具中心点为模具坐标原点。
在剖视图中,模具坐标原点尽量落在高度基准线上。
即与基准点的高度一致。
(2)模具坐标原点(模具中心线的交点)尽量与基准点统一。
(3)模具坐标方向:取模具左右为X´轴方向,向右为正;取模具前后方向为Y´轴方向,向前为正;Y´方向即为送料方向.取模具高度方向为Z´轴方向,向上为正。
(4)若各工序冲压方向相同仅模具中心线不同的,在DL图中须注明各工序模具中心线相对于拉延工序模具中心线的位置尺寸(与理论正确尺寸的形式标注)。
各工序模具坐标原点仍取拉延工序模具中心线的交点,使模具坐标原点与基准点统一。
各序模具坐标系仍然为(X´、Y´、Z´)。
(5)冲压方向不同或多工步(双模镗)的模具坐标,由于检测点和CH孔在平面图中的投影位置不相同,分别以各工序的模具中心线交点作为各自的模具坐标原点分别以模具坐标系(X´、Y´、Z´)、(X´´、Y´´、Z´´)、(X´´´、Y´´´、Z´´´)区别。
若模具坐标系超过3个以上,则分别用(X1´、Y1´、Z1´)、(X2´、Y2´、Z2´)、(X3´、Y3´、Z3´)……(X n´、Y n´、Z n´)表示。
2.3检测点、C/H孔、拉延到位标记销位置的选择和坐标标注2.3.1检测点(C/P点):按用途分为型面检测点和轮廓检测点。
型面检测点取在数模型面上,均布。
一般不少于3点,并在DL图中列表给出各点的车身坐标和模具坐标值。
轮廓检测点取在须检测的特征线上(如凸模轮廓线、翻边或修边线等),在DL图中不必标注轮廓检测点,需要时再从DL图中提取。
检测点的坐标标注须同时标出汽车车身坐标值(X、Y、Z)和模具坐标值(X´、Y´、Z´)。
其汽车车身坐标值用于检测主模型或检验夹具。
模具坐标值用于检测各工序的模具。
当冲压方向不同时,须分别列表标注出各序的检测点的模具坐标值。
2.3.2 C/H孔:(1)C/H孔的功用:通过统一一致的基准孔来确定各工序模具型面相对于制件的偏差;在模具研配调试时利用该基准孔定位,检查制件精度不良的原因,以便减少研修量。
避免型面由于研修不当造成型面与工作刃口出现“漂移”现象,影响后序的加工精度。
(2)C/H孔的使用方法:一般是利用拉延工序(或者修边工序)冲制出的制件通孔,在后序模具中的相同尺寸位置,加工出基准孔,以装入基准孔内的销子定位上工序制件来研合模具型面。
(3)C/H孔的孔径:其孔径一般取ф10。
(4)C/H孔的设置位置及数量a.C/H孔设置面须平缓,角度须≤5º,不得已的情况下,最大可到10º以内,但完工后必须堵塞、研合。
b.C/H孔的位置距外板件的形状变化部位(R切点特征线)须≥40mm。
c.C/H孔尽可能沿坐标方向直线布置。
小件为确保C/H孔的距离,也可对角布置。
d.C/H孔数量≥2;一般件2个,大型或特殊大型件取3—4个。
e.C/H孔冲孔凸模(在拉延模中)应布置在凹模的凹陷、平缓的部位。
即冲压过程中最后成型之处。
f.后工序在下模侧设置销孔座制基准孔,压件器一侧需设置躲让孔。
g.双向斜楔的父滑块上不能设置C/H孔,应设置在固定型面上。
(5)C/H孔的坐标标注:坐标值采用模具坐标值标注。
按检测点的方式与检测点一同列表标出。
各序冲压方向不同时,还须在各工序中指示出C/H孔的加工方向和角度。
2.3.3到位标记销的位置选择功用:设置压印销,通过压印痕迹来判断拉延或成形的工作压力及拉延成形是否到位。
a.应选择在平坦的废料区型面上设置标记销;b.应放置在成型过程中材料没有流动的平坦型面上;c.对无合适平面的制件,可在零件以外的区域作ф15以上的工艺平面放置标记销;d.对于内板件经用户认可,可在零件上焊装后不可见的一侧型面上设置;e.标记销的位置尺寸可在DL图中直接标注出。
2.4利用计算机软件的功能快速处理三维DL图的有关内容。
(1)利用软件工作坐标系的旋转实现三维DL图冲压方向的变化。
选定基准点后,根据零件的冲压工艺性要求,确定拉延模的冲压方向,然后将计算中的工作坐标移至基准点,将模具坐标系作为工作坐标系,Z轴与拉延冲压方向一致; Y轴与送料方向一致;X轴与模具长度方向一致;并利用软件的坐标存贮功能,存贮该坐标系,作为拉延模的模具坐标系(X´、Y´、Z´)。
这样X´、Y´坐标平面即为模具图中平行于平面图的投影平面。
若各工序冲压方向不同时,则旋转工作坐标系,使其Z坐标轴与冲压方向对相应,并在相应的层中存贮该坐标系作为该工序的模具坐标系(X´´、Y´´、Z´´)、(X´´´、Y´´´、Z´´´)。
注意:冲压方向不同时,旋转模具坐标与之对应,而不旋转工序数模。
即保证数模相对于计算机的绝对坐标位置不变。
一般将车身坐标系定为计算机的绝对坐标,这样就保证了数模相对于车身坐标的位置不变,若产品有变更,则可很快替换原数模,便于工序数模的更改。
以便利用计算机软件的点分析功能可同时提取检测点的车身坐标值和模具坐标值。
(2)多工步或双模膛模具坐标系的选取及后工步的旋转。
对于双模膛或多工步工序:选定其中一模膛的数模相对于绝对坐标的位置不变,后工步工序数模则根据模腔的布置和冲压加工方向要求,在模具坐标系内作平移或平移后绕过基准点并平行于模具坐标抽线的直线旋转至需要的加工方向。
同时平移的包括数模、基准点、检测点、C/H孔、过基准点的车身坐标线。
模具坐标系的原点则根据工步数模布置选择其压力中心或模具的几何中心作为其坐标原点。
(3)利用软件层的功能,将各工序数模设置在不同的层中,并给层按工序号(OP10、OP20……)或特征名给相应的层命名,便于数据管理。
图7侧围板三维DL图(4)利用线型和颜色区分各种特征线(如凸模轮廓线、修边线、翻边线等)表示各工序的加工内容。
如图7(5)在出图时用规定的各工序符号,标示各工序的加工内容及各序特征线。
(见第6页附表)3.三维DL图中层的使用、命名规范3.1为便于三维DL图的查看、调用及规范三维DL图的设计,将三维DL图中层的使用规定如下:(1)落料、制坯(BL)的工序数模命名为OP05,放置第5层中;(2)拉延(DR)的工序数模命名为OP10,放置于第10层中;(3)第2工序(如:修边冲孔TR+PI)的工序数模命名为OP20,放置于第20层中;(4)第3工序(如:翻边整形FL+RE)的工序数模命名为OP30,放置于第30层中;(5)第4工序(如:剖切、侧冲孔SEP+C-PI)的工序数模命名为OP40,放置于第40层中;以此类推:第5工序数模命名为OP50,放置于第50层中;第6工序的数模命名为OP60,放置于第60层中。
(6)有关工序的特征线、分模线等或特征面,顶杆孔布置等内容放置于该工序与下工序之间的层中,并给相应的层并以汉语拼音的头个字母命名。
如:OP10拉延工序的凸模轮廓线及顶杆孔布置可放置于第11层中,并给该层命名为:OP10-TMLKX-DGK;即:OP10的内容置于10-19层之间;OP20的有关内容置于20-29层之间;片体置于20层,特征线(修边线)置于21层。
OP30的有关内容置于30-39层之间;片体置于30层,特征线(翻边整形线)置于31层。
其余工序以此类推。
片体和特征线的文字说明对应置于相应的层,不得放于其它层内。
(7)为缩小三维DL图文件的占用内存量,各工序中共用的片体,特征线等也可置于100层中,并给该层命名为GX-GY(各工序共用)。
以此方式管理文件内容的,查看每工序内容时,除打开本工序的层外还需打开100层,才是完整的该工序数模。