CNC精加工参数表
- 格式:xls
- 大小:41.00 KB
- 文档页数:2


第二篇 CNC参数CNC参数一览表OTFP 1: 输出最高频率为512Kpps。
0: 输出最高频率为32Kpps。
RDRN 1: 空运行时,快速运动指令运行有效。
0: 空运行时,快速运动指令运行无效。
DECI 1: 在返回参考点时减速信号为"1"表示减速(回零方式B 时有效)。
0: 在返回参考点时减速信号为"0"表示减速。
IOF 1: 用MDI键入时,偏置值为增量值。
0: 用MDI键入时,偏置值为绝对值。
RS43 1: G43,G44的偏移矢量在复位时被清零。
0: G43,G44的偏移矢量在复位时保持不变。
DCS 1:MDI方式时,按【输出】键执行。
0: MDI方式时,按【循环启动】键执行。
SCW 1: 最小指令增量按英制系统(机床是英制系统)。
0: 最小指令增量按公制系统(机床是公制系统)。
NFDO 1: 恒设为1TJHD 1: 在手动示教方式中,手轮有效。
0: 在手动示教方式中,手轮无效。
PM2,PM1 :设定固定循环G76,G87中的退刀方向。
RSJG 0:按复位键时,系统自动关闭M03、M04、润滑、冷却输出。
1:按复位键时,对输出M03、M04、润滑、冷却输出没有影响。
MPOF 1:屏蔽电压低报警PPD 1: 用绝对零点编程(G92)也设置相对坐标值。
0: 用绝对零点编程(G92)不设置相对坐标值。
PCMD 1: 输出波形是脉冲。
0: 输出波形是方波。
PRGB :无意义。
TLCP1: 在与指定平面(G17,G18,G19)垂直的轴上进行刀具长度补偿。
(刀具长度补偿B )。
0: 与指定平面无关,在Z 轴上进行刀具长度补偿(刀具长度补偿A )。
GST ,OVRT ≡ 0ZMZ ,ZMY ,ZMX 当接通电源时, X ,Y ,Z 轴的参考点返回方向和原始的反向间隙方向。
1: 返回参考点方向及间隙方向为负。
0: 返回参考点方向及间隙方向为正。
注: 电源接通后,当该轴向与本参数设定的反方向运动时,最初完成反向间隙补偿。
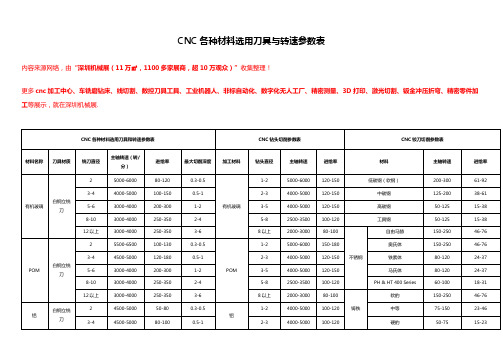
CNC各种材料选用刀具与转速参数表
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.
内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理!
更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数字化无人工厂、精密测量、3D打印、激光切割、钣金冲压折弯、精密零件加工等展示,就在深圳机械展.。

刀具直径种类参数切削参数粗加工精加工平面加工备注刀具悬伸长度E10R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在50以下E10R0.8 飞刀2 ar(mm) 8 0.2 8 刀长在50以下E10R0.8 飞刀2 F(mm/min) 1000 1000 600 刀长在50以下E10R0.8 飞刀2 S(转/min) 3200 3200 3500 刀长在50以下E10R0.8 飞刀2 寿命(min) 60 \ 60 刀长在50以下E10R0.8 飞刀2 金属去除率\ \ \ 刀长在50以下E12R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在60以下E12R0.8 飞刀2 ar(mm) 10 0.2 10 刀长在60以下E12R0.8 飞刀2 F(mm/min) 1000 1000 700 刀长在60以下E12R0.8 飞刀2 S(转/min) 3000 3000 3500 刀长在60以下E12R0.8 飞刀2 寿命(min) 60 120 60 刀长在60以下E12R0.8 飞刀2 金属去除率\ \ \ 刀长在60以下E16R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在90以下E16R0.8 飞刀2 ar(mm) 13 0.2 13 刀长在90以下E16R0.8 飞刀2 F(mm/min) 900 1800 800 刀长在90以下E16R0.8 飞刀2 S(转/min) 2500 3000 3000 刀长在90以下E16R0.8 飞刀2 寿命(min) 60 120 60 刀长在90以下E16R0.8 飞刀2 金属去除率\ \ \ 刀长在90以下E20R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在130以下E20R0.8 飞刀2 ar(mm) 17 0.2 17 刀长在130以下E20R0.8 飞刀2 F(mm/min) 1000 1800 900 刀长在130以下E20R0.8 飞刀2 S(转/min) 2200 2500 2500 刀长在130以下E20R0.8 飞刀2 寿命(min) 60 120 60 刀长在130以下E20R0.8 飞刀2 金属去除率\ \ \ 刀长在130以下E25R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下E25R0.8 飞刀2 ar(mm) 22 0.2 22 刀长在150以下E25R0.8 飞刀2 F(mm/min) 1200 1800 1000 刀长在150以下E25R0.8 飞刀2 S(转/min) 2000 2300 2300 刀长在150以下E25R0.8 飞刀2 寿命(min) 60 120 60 刀长在150以下E25R0.8 飞刀2 金属去除率\ \ \ 刀长在150以下E32R0.8 飞刀2 aa(mm) 0.5 0.2 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在200以下E32R0.8 飞刀2 ar(mm) 29 0.2 29 刀长在200以下E32R0.8 飞刀2 F(mm/min) 1500 2000 1000 刀长在200以下E32R0.8 飞刀2 S(转/min) 2000 2200 2200 刀长在200以下E32R0.8 飞刀2 寿命(min) 60 120 60 刀长在200以下E32R0.8 飞刀2 金属去除率\ \ \ 刀长在200以下E25R5 飞刀2 aa(mm) 0.4 0.25 0.2 粗加工参数指材料硬度在HRC30-86,对于低于此硬度的材料,切深可增大刀长在100以下E25R5 飞刀2 ar(mm) 14 0.3 14 刀长在100以下E25R5 飞刀2 F(mm/min) 2000 2000 500 刀长在100以下E25R5 飞刀2 S(转/min) 2000 2200 2000 刀长在100以下E25R5 飞刀2 寿命(min) 240 \ 刀长在100以下E25R5 飞刀2 金属去除率11.2 \ \ 刀长在100以下E32R6 飞刀普通aa(mm) 0.8 0.1-0.5 0.2 粗加工参数指材料硬度在HRC30-50,对于低于此硬度的材料,切深可增大刀长在150以下E32R6 飞刀普通ar(mm) 25 0.1-0.5 25 刀长在150以下E32R6 飞刀普通F(mm/min) 2000 2000 700 刀长在150以下E32R6 飞刀普通S(转/min) 2000 2200 2000 刀长在150以下E32R6 飞刀普通寿命(min) 480 \ 刀长在150以下E32R6 飞刀普通金属去除率64 0.21 \ 刀长在150以下。
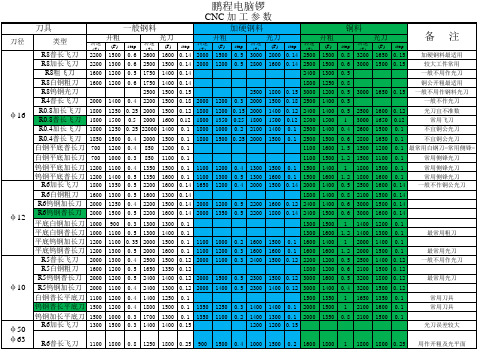


nc加工中心转速和进给公式F=s*每齿进给*刀齿数或者F=s*每转进给但实际中都是靠经验来搭配的,跟机床有很大关系的,一般情况下小刀高转速,低进给,大刀低转速,高进给。
硬料下刀量小,软料下刀量大,粘刀要注意冷却。
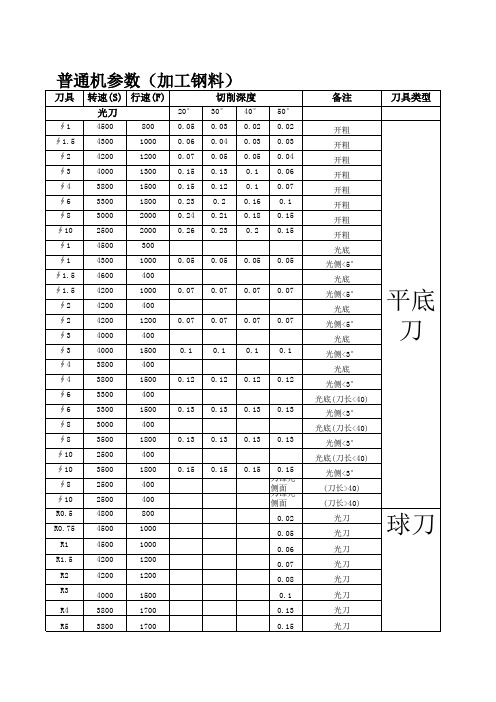
cnc加工中心转速和进给参考表格普通钢料直接开粗时的参数刀具直径余量下刀量转速(S)进给(F)正常加工深度D21R0.8 0.3 0.3 1800 2500 70D16R0.8 0.3 0.3 2000 2500 70D12 0.15 0.25 2500 2500 50D10 0.15 0.25 2800 2200 45D8 0.15 0.25 3600 2200 40D6 0.15 0.25 4000 2200 35D4 0.15 0.13 4500 1800 20普通钢料光刀时平刀与飞刀的参数刀具直径下刀量转速(S)进给(F)光平面时进给D50R5 0.18 1500 1500 600 D35R0.8 0.15 2000 1500 600 D20R0.8 0.15 2000 1500 500 D16R0.8 0.15 2200 1500 500 D12 0.1 2000 1500 500 D10 0.1 2000 1500 500 D8 0.1 2200 1500 500 D6 0.08 3500 1500 500 D4 0.07 4500 1500 500 D3 0.07 6000 1200 400 D2 0.06 10000 800 400 D1 0.04 12000 500 300普通钢料光刀时球刀的参数刀具直径步距转速(S)进给(F)R6 0.15 3600 1700R5 0.14 4000 1700R4 0.13 4500 1700R3 0.13 5000 1500R2 0.1 5500 1500R1.5 0.08 6000 1500R1.75 0.08 6000 1500R1 0.06 10000 1200R0.5 0.05 12000 800此表仅供参考,和现实有些区别,因为机床的性能不一样,比如刚性等,刀具的材料等原因给F值都是不一样的。

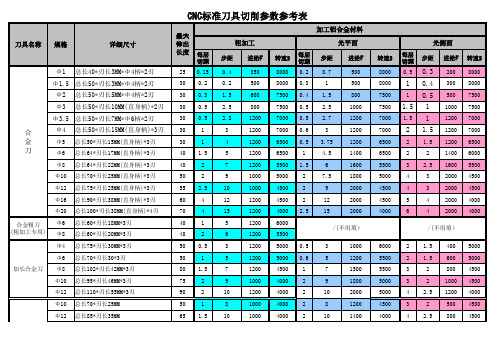
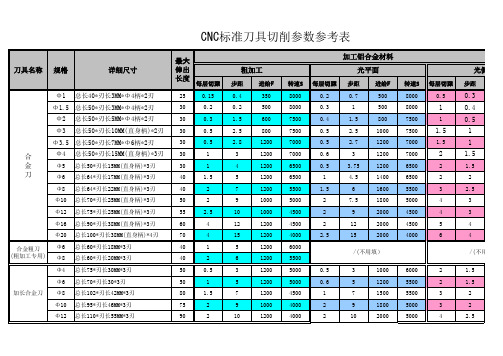
表一序号刀具大小加工材料步进量/Z 下刀量转速进给参考加工深度备注1Ф63R6钢料≤10°0.32mm S1500F1800298mm 2Ф40R6铜料/钢料≤10°0.3mm S2800F1800180mm 平行式步进量0.36mm3Ф32R0.8铜料/钢料≤8°0.25mm S3400F1700220mm 4Ф25R0.8铜料/钢料≤8°0.25mm S3400F1500150mm 5Ф25R5铜料/钢料≤10°0.25mm S3400F1500120mm 平行式步进量0.33mm 6Ф20R4铜料/钢料≤10°0.25mm S3500F1500100mm 平行式步进量0.33mm7Ф20R0.8铜料/钢料≤8°0.25mm S3500F1500100mm 8Ф20R0.5铜料/钢料≤8°0.25mm S3500F1500100mm 9Ф16R0.8铜料/钢料≤8°0.25mm S3500F150085mm 10Ф16R2铜料/钢料≤8°0.28mm S3500F1300100mm 11Ф12R1.0铜料/钢料≤5°0.28mm S4000F140060mm 12Ф10R1.0铜料/钢料≤5°0.28mm S4000F140050mm 13Ф10R0.5铜料/钢料≤5°0.24mm S4000F140050mm 14Ф8R1.0铜料/钢料≤5°0.28mm S4000F135045mm 15Ф8R0.5铜料/钢料≤5°0.24mm S4000F135045mm 16Ф6R1铜料/钢料≤5°0.28mm S4500F130035mm 17Ф6R0.5铜料/钢料≤5°0.24mm S4500F130035mm 18Ф12铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S3500F140050mm 19Ф10铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F140046mm 20Ф8铜料/钢料≤1°0.35mm ﹥1°≤3°0.2mm S4000F135040mm 21Ф6铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S4500F130030mm 22Ф4铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S5500F110028mm23Ф3铜料/钢料≤1°0.35mm ﹥1°≤3°0.20mm S6500F1000伸出20mm ,直身16mm 刀柄Ф424Ф2.5铜料/钢料﹥1°≤3°0.18mm S6500F900伸出20mm ,直身16mm刀柄Ф425Ф2铜料/钢料﹥1°≤3°0.18mm S6500F700伸出20mm ,直身12mm刀柄Ф426Ф1.5铜料/钢料﹥1°≤3°0.15mm S6500F500伸出20mm ,直身10mm 刀柄Ф427Ф1铜料/钢料﹥1°≤3°0.10mmS6500F350伸出20mm ,直身8mm刀柄Ф4精加工参数表一.曲面等高外形(牛鼻刀、端铣刀)精加工参数表表二序号刀具大小加工材料步进量/Z 下刀量转速进给1R10铜料/钢料0.20mm S3000F16002R8铜料/钢料0.18mm S3500F15003R6铜料/钢料0.17mm S4000F14504R5铜料/钢料0.16mm S4000F14505R4铜料/钢料0.15mm S4600F13506R3铜料/钢料0.13mm S5000F13007R2铜料/钢料0.11mm S5500F11008R1.5铜料/钢料0.09mm S6000F10009R1铜料/钢料0.08mm S6500F70010R0.75铜料/钢料0.07mm S6500F65011R0.5铜料/钢料0.05mmS6500F350备注:②粗公的步进量在以上基础加0.03mm ;③以上R 刀用“等高外形”加工曲面时,Z 深度(步进量)在以上基础上加0.05mm ;序号刀具大小加工材料转速进给参考加工深度1Ф25铜料S450F250125mm 2Ф20(白钢)铜料S650F350100mm 3Ф20(合金)铜料S2500F85085mm 4Ф16(白钢)铜料S850F40075mm 5Ф16(合金)铜料S2800F80065mm 6Ф12铜料S2400F75050mm 7Ф10铜料S2800F75046mm 8Ф8铜料S3000F75040mm 9Ф6铜料S3200F70035mm 10Ф25R0.8钢料S1800F700150mm 11Ф20R0.8钢料S2000F700100mm 12Ф16R0.8钢料S2200F70085mm①以上参数是相对普通机床对钢料和铜公幼公的加工,高速机的步进量按以上参数,转速、进给以2号机、伸出20mm ,直身10mm 伸出20mm ,直身8mm3号机刀库表为准;④曲面光刀时尽量用“最佳等高”方式加工。

CNC各种材料选用刀具和转速参数表CNC钻头切削参数表CNC铰刀切削参数表材料名称刀具材质铣刀直径主轴转速(转/ 分)进给率最大切削深度加工材料钻头直径主轴转速进给率材料主轴转速进给率2 5000-6000 80-120 0.3-0.5 1-2 5000-6000 120-150 200-300 61-92低碳钢(软钢)有机玻璃白钢立铣刀3-4 4000-5000 100-150 0.5-1 2-3 4000-5000 120-150 中碳钢125-200 38-615-6 3000-4000 200-300 1-2 有机玻璃3-5 4000-5000 120-150 高碳钢50-125 15-388-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 工具钢50-125 15-38 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 自由马赫150-250 46-762 5500-6500 100-130 0.3-0.5 1-2 5000-6000 150-180 奥氏体150-250 46-76POM 白钢立铣刀3-4 4500-5000 120-180 0.5-1 2-3 4000-5000 120-150 铁素体80-120 24-37不锈钢5-6 3000-4000 200-300 1-2 3-5 4000-5000 120-150 马氏体80-120 24-37POMPH & HT 400 8-10 3000-4000 250-350 2-4 5-8 2500-3500 100-120 60-100 18-31Series 12以上3000-4000 250-350 3-6 8以上2000-3000 80-100 软的150-250 46-762 4500-5000 50-80 0.3-0.5 1-2 4000-5000 100-120 中等75-150 23-46铝白钢立铣刀3-4 4500-5000 80-100 0.5-1 2-3 4000-5000 100-120 50-75 15-23硬的铸铁5-6 3000-4000 100-150 1 3-5 3000-4000 80-100 125-200 38-61铝可锻的8-10 3000-4000 150-200 1-2 5-8 2000-3000 50-80 125-200 38-61柔软的12以上3000-4000 200-300 2-3 8以上1500-2000 30-50 纯钛50-100 15-31钛2 3000-4000 20-50 0.1-0.3 1-2 2500-3000 80-100 35- 50 11-15钛合金A3或45#钢钨钢立铣刀3-4 2000-2500 50-80 0.3-0.5 2-3 2000-2500 80-100 含镍40- 70 12-21A3或45#高温合金5-6 1200-2000 80-100 0.5-0.8 3-5 1500-2000 50-80 含钴30-45 9-14钢8-10 600-800 100-120 0.5-1 5-8 1000-1500 30-50 45#钢100-150 31-462 3000-4000 20-50 0.3-0.5 1-2 3000-4000 100-120 >10% Si12以上500-600 120-150 1-2 8以上600-1000 20-30 <10% Si铝500-1000 153-305环氧板/ 合成石钨钢立铣刀3-4 2000-2500 50-80 0.5-0.8 2-3 2000-3000 100-120 塑料500-1000 153-305环氧板5-6 1200-2000 80-100 0.8-1 3-5 1500-2000 80-100 500-1000 153-305镁/ 合成石8-10 1000-1500 100-120 1-2 5-8 1500-2000 50-80 黄钢&软自由马赫250-400 76-12212以上1000-1500 120-150 2-3 8以上800-1200 30-50 强硬150-250 46-76青铜电木/ 胶木钨钢立铣刀2 3500-4000 40-80 0.3-0.5 1-2 3000-4000 100-120 25HRC以上200-300 61-92电木/ 胶3-4 3000-3500 80-100 0.3-0.5 2-3 2000-3000 100-120 23-32 HRC 125-200 38-615-6 2500-3000 100-150 0.5-1 木3-5 1500-2000 80-100 硬钢32-43HRC 50-125 15-388-10 2500-3000 150-200 1-2 5-8 1500-2000 50-80 43-52 HRC 35- 50 11-1512以上2000-2500 200-300 2-3 8以上800-1200 30-50 50+ HRC 15-35 6-112 3000-3500 10-20 0.2-0.3 1-2 2000-2500 60-80 有机玻璃800-1200 300-500不锈钢钨钢立铣刀3-4 2500-3000 20-50 0.3-0.4 2-3 1500-2000 40-60 1000-1500 300-500电木5-6 1500-2000 50-60 0.4-0.6 不锈钢3-5 1000-1500 30-40 POM 1200-1800 300-5008-10 1000-1200 60-80 0.6-0.8 5-8 600-800 20-30 环氧板600-1000 250-400 12以上600-800 60-80 0.8-1 8以上500-600 10-20。