CA140车床手柄轴
- 格式:doc
- 大小:1.93 MB
- 文档页数:18
绪论本次设计是在我们学完了相关的基础课、技术基础课及大部分专业课之后进行的这是我们在毕业设计之前的一次深入的综合性的复习,也是一次理论联系实际的训练。
因此它在我们四年的大学生活中占有重要的地位。
在学完机械制造工艺学的基础上进行这样的设计和练习,我觉得是很有必要的,它对我们的理论提高有了一定启发,让我们知道了学习的重点和怎么根据具体的情况设计出可行的夹具。
也让我提高了分析问题、解决问题的能力,为以后的进一步发展打下了良好的基础。
1 设计手柄座零件的机械加工工艺规程1.1此套设计有全套CAD图和卡片,有意者请联系我索取522192623@零件工艺性分析1.1.1 手柄座的作用题目所给的零件是CA6140车床的手柄座。
它位于车床操作机构中,可同时操纵离合器和制动器,即同时控制主轴的开、停、换向和制动。
操作过程如下:当手把控制手柄座向上扳动时,车床内部的拉杆往外移,则齿扇向顺时针方向转动,带动齿条轴往右移动,通过拨叉使滑套向右移,压下羊角形摆块的右角,从而使推拉杆向左移动,于是左离合器接合,主轴正转;同理,当手把控制手柄座向下扳动时,推拉杆右移,右离合器接合,主轴反转。
当手把在中间位置时,推拉杆处于中间位置,左、右离合器均不接合,主轴的传动断开,此时齿条轴上的凸起部分正压在制动器杠杆的下端,制动带被拉紧,使主铀制动。
1.1.2 手柄座的技术要求根据手柄座的零件图纸将该手柄座的全部技术要求列于表中。
1.1.3 审查手柄座的工艺性手柄座的加工共有两组加工表面,它们相互之间有一定的要求。
现分述如下:(1)以工件的上下表面为中心加工孔和槽。
钻Φ10H7的孔,钻Φ14H7的孔,钻Φ5.5 mm的孔,铣14mm*43mm的槽,钻Φ5mm,钻M10H7并配加钳工加工。
其中主要加工孔Φ10H7。
(2)以Φ25 mm的孔为中心加工表面和孔。
铣上下表面,钻Φ10H7,钻Φ14H7的孔,钻Φ5.5 mm的孔,钻Φ5mm,钻M10H7并配加钳工加工。
CA6140车床手柄座14H7孔加工钻床专用夹具设计目录设计总说明 ........................................................I (一)机械加工工艺规程设计 (1)第一章手柄座的工艺分析及生产类型的确定 (1)1(1手柄座的用途 ................................................. 1 1.2手柄座的技术要求 .............................................. 1 1.3审查手柄座的工艺性 .. (2)1.3.1孔的加工 (2)1.3.2面的加工 (3)1.3.3槽的加工 (3)1.3.4螺纹孔的加工 (3)1.4确定手柄座生产类型 (3)第二章确定毛坯、绘制毛坯简图 (4)2.1选择毛坯 (4)2.2确定毛坯的尺寸公差和机械加工余量 .............................. 4 第三章拟定手柄座工艺路线 .......................................... 5 3.1定位基准的选择 (5)3.1.1 精基准的选择 (5)3.1.2粗基准的选择 (5)3.2表面加工方法的确定 (5)3.3加工阶段的划分 (6)3(3(1粗加工阶段 (6)3(3(2半精加工阶段 (7)3(3(3精加工阶段 .............................................. 7 3.4工艺路线方案的比较 .. (7)3(4(1工艺路线方案一 (7)3(4(2工艺路线方案二 (8)3(4(3工艺方案的比较与分析 .................................... 8 第四章加工余量、工序尺寸和公差的确定 ............................. 10 4(1工序8:钻—粗铰—精铰14mm孔的加工余量、工序尺寸和公差的确定10 , 第五章切削用量、时间定额的计算 ...................................11 5(1切削用量的计算 (11)5(1(1工序1:粗铣手柄座左右两端面 (11)5(1(2工序2:半精铣手柄座左端面A(45mm外圆凸台端面) ...... 11 ,目录5(1(3工序3: 钻—粗铰—精铰25mm孔 ......................... 12 , 5(1(4工序4:拉键槽 (13)5(1(5 工序5: 钻—粗铰—精铰10mm孔 ......................... 14 , 5(1(6 工序6:粗铣—半精铣槽14mm .. (14)5(1(7 工序7:粗铣14mm孔端面 ............................... 16 , 5(1(8 工序8: 钻—粗铰—精铰14mm孔 ......................... 16 , 5(1(9 工序9:钻—攻螺纹孔M10 .. (17)5(1(10 工序10:钻—配铰5mm圆锥孔 .......................... 18 , 5(1(11 工序11:钻—铰5.5mm孔 .............................. 19 , 5(2时间定额的计算 . (19)5(2(1基本时间t的计算 ....................................... 19 j5(2(2 辅助时间t的计算 ....................................... 27 f 5(2(3其他时间的计算 .. (28)5(2(4 单件时间t的计算 ...................................... 30 dj(二)专用夹具的设计 (32)第六章夹具体的设计 (32)6(1定位方案设计 (32)6(1(1工件的定位基准及定位基面 ............................... 32 6(1(2定位元件的选用 ......................................... 32 6(2定位误差分析 ................................................ 32 6(3导向装置的设计 .............................................. 33 6(3(1钻套的设计 ............................................. 33 6(3(2钻套高度和排屑间隙 ..................................... 33 6(4夹紧装置设计 ................................................ 33 总结 ............................................................ 34 参考文献 . (35)设计总说明设计总说明本次设计是设计CA6140车床手柄座,我们首先对手柄座的结构特征、用途以及其工艺规程进行了详细的分析,然后确定了一套合理的加工方案,加工方案要求简单,并能保证加工质量。
目录一、零件分析 (2)1、零件的作用 (2)2、零件的工艺分析概述 (2)3、零件的工艺分析 (2)二、确定毛坯尺寸,设计毛坯图 (3)1、确定机械加工余量,毛坯尺寸和公差 (3)2、确定机械加工余量 (4)3、确定毛坯尺寸 (4)4、确定毛坯尺寸公差 (4)5、设计毛坯图 (5)三、基准的选择 (5)1、选择基准 (5)2、制定工艺路线 (5)四、工序设定 (7)1、机床的选择 (8)2、刀具的选择 (8)3、量具的选择 (8)五、夹具设计 (8)六、零件主要工作部分的数控加工程序代码 (9)七、参考文献........................设计“CA6140手柄轴”零件图(如下图)机械加工工艺规程。
年产10000件。
一、零件的分析1.零件的作用题目所既定的零件为输出轴,其主要作用,一是传递转矩,使主轴获得旋转的动力;二是工作过程中经常承受载荷;三是支撑传动零部件。
2.零件的工艺分析概述从零件图上看,该零件结构比较简单,其主要加工的面有φ16、φ20的外圆柱面,一个锥面凸台,一个M10的螺纹孔,图中所给的尺寸精度高,大部分是IT6级;粗糙度方面表现在键槽两侧面、φ20圆柱表面为Ra1.6m μ, φ16外圆柱面为Ra1.6m μ,锥面凸台及端面为Ra0.8m μ, φ15.7键槽为Ra3.2m μ,其余为Ra6.3m μ。
要求不高,位置要求较严格,表现在φ40的右端面、φ20圆柱面。
热处理方面需要调质处理,到200HBS ,保持均匀。
通过分析该零件,其布局合理,方便加工,我们通过径向夹紧可保证其加工要求,整个图面清晰,尺寸完整合理,能够完整表达物体的形状和大小,符合要求。
3、零件的工艺分析3.1确定毛坯的制造形式毛坯的选择和拟定毛坯图是制定工艺规程的最初阶段工作之一,也是一个比较重要的阶段,毛坯的形状和特征(硬度,精度,金相组织等)对机械加工的难易,工序数量的多少有直接影响,因此,合理选择毛坯在生产中占相当重要的位置,同样毛坯的加工余量的确定也是一个非常重要的问题。
机电及自动化学院机械专业课程综合课程设计设计题目:CA6140车床手柄座夹具设计专业:08机械制造及自动化学号:**********姓名:2011年12月27日至2012年1月13日目录一.序言 (3)二.任务介绍 (4)三.夹具设计 (6)1、定位与夹紧方案选择 (6)2、确定定位方案 (7)3、夹紧力位置 (8)4、导向方案及导向元件设计 (8)5、定位误差的分析 (9)6、切削力及夹紧力的计算 (9)7确定夹紧机构 (10)8非标准件的设计 (11)9夹具总体装配 (12)四. 总结 (13)五. 参考文献 (14)一.序言机床夹具作为机床的辅助装置,其设计质量的好坏对零件的加工质量,效率,成本以及工人的劳动强度均有直接的影响。
夹具的主要组成部分由:定位元件,夹紧装置,对刀元件,导引元件,其他装置,连接元件和连接表面,夹具体。
其中夹具体是夹具的基础元件,所有各元件均装在夹具体上形成一个夹具的整体。
夹具的作用:保证稳定可靠地达到各项加工精度的要求,缩短加工工时,提高劳动生产率,降低生产成本,减轻工人劳动强度,可由较低技术等级的工人进行加工,能扩大机床工艺范围。
二.任务介绍:手柄座钻铰ф10孔的夹具设计手柄座:该零件是CA6140车床操纵部分的组成零件之一,该手柄座的作用就相当于一个连杆。
车床外部手柄的运动是通过CA6140车床手柄座传递到车床内部实现人为对机床的操纵。
手柄与该零件通过φ25mm孔连接,机床内部零件通过φ10mm孔与手柄座连接,即CA6140车床手柄座的作用是实现运动由外部到内部的传递。
该设计选择泵体加工工序中的第07道工序,即先钻孔φ9.8 mm,粗铰至φ 9.96mm,再精铰至φ10H7mm。
本夹具将用于组合钻床,刀具为硬质合金直柄麻花钻和硬质合金锥柄机用铰刀。
零件三维模型截图如下图一:图一零件二维图二:图二加工手柄座上的钻,铰孔:钻铰孔直径D=10mm深H=38mm工序图三:图三三.夹具设计由图2工序图可知,手柄座直径为10mm的孔加工的方法为选用立式钻床Z525进行加工,为保证设计要求,并根据手柄座的加工批量要求而知,应选用专用夹具。

机械制造业是国民经济赖以发展的基础,是其他经济部门的生产手段。
作为关系着国家和民族长远利益的基础性和战略性产业,它的发展水平是衡量一个国家和地区工业化水平与经济总体实力的标志。
机械制造业的生产能力和制造水平,主要取决于机械制造装备的先进程度,换言之,通过提高机械装备的零件精度,从而提高了产品质量和生产水平。
本次设计针对CA6140车床手柄座零件(10 000)件大批量生产设计,首先,了解手柄座的工作方式,CA6140车床手柄座位于车床光杆与手柄连接处,通过传递力矩,实现对机床的操作。
其次,分析零件工艺结构,制定工艺规程,从该零件的外形看,此零件形状较不规则,而且需要加工的部位多且位置精度要求较高。
因此需要加工一面作为精基准,从而为后面的加工提供保障。
再次,由于零件形状不规则,从定位方案考虑其稳定性,将采用两销定位方式同时限制3个自由度,再利用支承板,限制其另外3个自由度,从而使零件的定位稳定可靠。
零件的最大尺寸为85.5mm,尺寸较小,夹紧行程也较小。
所以夹紧方案采用人工操作,螺纹旋紧方式,这样经济也同样达到夹紧目的。
最后,确定优化设计方案使设计更经济实用。
本文针对CA6140车床手柄座工作实际情况,借鉴新的工艺标准,重新设计有关参数。
优化制造工艺规程,使得零件的精度耐用度得到提升,便于操作人员的控制,从而提高工作效率和使用寿命。
关键词:CA6140车床手柄座;专用夹具;工艺规程;定位;Machinery manufacturing industry is based on which the national economy development, is the production of other sectors of the economy. As the relationship between the interests of the state and national long-term fundamental and strategic industry, it is a measure of a country and the development level of regional industrialization level and overall economic strength. Machinery manufacturing production capacity and manufacturing level, mainly depends on the degree of advanced machinery and equipment, in other words, by improving the machinery and equipment parts, precision and improve the product quality and production level.The design for CA6140 lathe handle seat (10) 000 parts mass production design, first of all, understanding the handle way of working, the handle seat in lathe CA6140 lathe the polished rod and the handle, through the transmission torque, realize to the operation of the machine tool. Second, the analysis part process structures, making procedure, from the appearance of the parts, the part shape is irregular, and need higher machining precision of parts is much and position requirements. So you need to processing side as a benchmark, which provide guarantee for the machining of the behind. Again, due to the irregular shape parts, from the positioning scheme considering its stability, and will use the two pin positioning way limit three degrees of freedom at the same time, the reuse of bearing plate, limit the other three degrees of freedom, so that the parts of the positioning is stable and reliable. Parts of the largest size is 85.5 mm, size small, clamping stroke is small. So the clamping scheme USES the manual operation, threaded way, economy is also able to do the clamping. Finally, determine the optimal design scheme makes the design more economical and practical.Based on CA6140 lathe handle work actual situation, draw lessons from the new technology standards, to design the parameters. Optimize manufacturing procedures, improved the accuracy of parts and durable degree, is advantageous for the control of operators and to improve the work efficiency and service life.Keywords:handle CA6140 lathe;special fixture;process planning;Location;目录绪论 (5)1 手柄座的工艺分析及生产类型的确定 (6)1.1手柄座的用途及作用 (6)1.2手柄座的技术要求设计 (7)1.3审查手柄座的工艺性分析 (7)1.3.1孔的加工工艺分析 (7)1.3.2面的加工工艺分析 (8)1.3.3槽的加工工艺分析 (8)1.3.4螺纹孔的加工工艺分析 (9)1.4确定手柄座生产类型 (9)2 确定毛坯、绘制毛坯简图 (10)2.1确定毛坯用料 (10)2.2确定加工余量和毛坯尺寸公差 (10)2.3绘制毛坯简图 (11)3 制定手柄座工艺路线 (12)3.1定位基准的选择 (12)3.1.1 精基准的选 (12)3.1.2粗基准的选择 (12)3.2零件表面加工方法的确定 (12)3.3加工阶段的划分 (13)3.3.1粗加工阶段 (13)3.3.2半精加工阶段 (13)3.3.3精加工阶段 (13)3.4工序的集中与分散 (14)3.5工艺路线方案的比较 (14)3.5.1工艺路线方案I (14)3.5.2工艺路线方案II (14)3.5.3工艺方案的比较与分析 (15)4 加工余量、工序尺寸和公差的确定 (17)4.1工序30:钻—铰—铰 25H7孔的加工余量、工序尺寸和公差的确定 (17)5 切削用量、时间定额的计算 (18)5.1切削用量的计算 (18)5.1.1工序10:粗铣手柄座φ45mm小端面 (18)5.1.2工序20:粗铣半精铣手柄座φ45mm大端面 (18)5.1.3工序30:钻—扩—铰φ25H7孔 (19)5.1.4 工序40:粗铣—半精铣槽14mm (21)5.1.5 工序50:粗铣φ14mm孔端面 (21)5.1.6工序60: 钻—扩—铰φ10H7孔 (22)5.1.7工序70: 钻—扩—铰φ14H7孔 (23)5.1.8工序80:插键槽6H11mm (25)5.1.9工序90:钻φ5.5mm孔 (25)5.1.10工序100:钻—攻螺纹孔M10 (25)5.2时间定额的计算 (26)5.2.1基本时间的计算 (26)5.2.2 辅助时间的计算 (31)5.2.3其他时间的计算 (32)5.2.4单件时间的计算 (33)6 夹具体的设计 (35)6.1定位方案设计 (35)6.1.1工件的定位基准及定位基面 (35)6.1.2定位元件的选用 (35)6.2确定定位方式 (35)6.3定位误差 (36)6.4定位元件的型号、尺寸和安装方式 (36)6.5夹紧方案的确定 (37)6.5.1夹紧装置设计 (37)6.6绘制夹具总图 (38)6.7夹紧的操作及维护 (38)7结论 (40)辞谢 (41)参考文献 (42)引言机械加工工业是国民经济的基础工业,也是一个国家发展的重要经济来源。
车床操作一、普通车床的主要结构:1、正常和扩大螺距正反转手柄(可变换螺距的大小和螺纹旋向,或变换进给量的大小,由于溜板箱采用单向超越离合器,故刀架的进给只有在右旋位置时方可获得。
)2、主轴变速手柄(6(8)挡)3、主轴变速手柄(4(3)挡,除白点外,位于白点时主轴停止转动)4、方刀架转位及紧固手柄5、顶尖套筒锁紧手柄6、上刀架移动手柄7、尾座锁紧手柄8、顶尖套筒移动手轮9、螺纹种类变速手柄(变换加工螺纹的种类,同时也可以利用它达到变换进给量大小目的。
)10、冷却旋钮11、进给箱基本组操纵手柄(1~15,由小到大顺序地变换螺距和进给量。
)12、主电机启动按钮13、主电机停止按钮14、进给箱倍增组操纵手柄(可接通丝杆和光杆,并使螺距和进给量得到倍增Ⅰ、Ⅱ、Ⅲ、Ⅳ:接通丝杆,加工螺纹。
A、B、C、D:接通光杆,获得进给量。
)15、16、床鞍纵向移动手柄17、下刀架移动手柄18、急停开关19、开合螺母操纵手柄(刀具的纵向移动,顺时针方向转动手柄为合,反之为开)20、电源总开关21、主轴正反停操纵手柄(允许运转时变换手柄,其余手柄必须停车后方能变换。
提起时,主轴正转,按下时,主轴反转,正中位置为停止)22、纵横向进给操纵手柄及快速按钮(要作快速移动时,只需将手柄搬往运动方向,同时按住手柄头部的按扭,直到移动至所需位置后,放开即可。
)二、操作步骤和要求1、车床的启动操作2、影响切削三要素的操作主轴箱的变速操作进给箱的变速操作(手轮和手柄配合)溜板箱的操作(手动、机动)。
第2章、手柄座的机械加工工艺设计2.1.确定毛坯的制造形式零 件材料为HT200,根据选择毛坯应考虑的因素,该零件体积较小,形状较复杂,外表面采用不去除材料方法获得粗糙度要求,由于零件生产类型为成批,大批生产,而砂型铸造生产成本低,设备简单,故本零件毛坯采用砂型铸造。
由于零件上孔都较小,且都有严格的表面精度要求,故都不铸出,留待后续机械加工反而经济实用。
2.2.基准的选择基面选择是工艺规程设计中的重要工作之一。
基面选择得正确与合理可以使加工质量得到保证,生产率得以提高。
否则,加工工艺过程中会问题百出,更有甚者,还会造成零件的大批报废,是生产无法正常进行。
(1)粗基准的选择对于零件而言,尽可能选择不加工表面为粗基准。
而对有若干个不加工表面的工件,则应以与加工表面要求相对位置精度较高的不加工表面作粗基准。
根据这个基准选择原则,现选取825H φ孔的下端面作为粗基准,利用一组共两块V 形块分别支承825H φ和13R 作主要定位面,限制5个自由度,再以一个销钉限制最后1个自由度,达到完全定位,然后进行铣削。
(2)精基准的选择主要应该考虑基准重合的问题。
当设计基准与工序基准不重合时,应该进行尺寸换算。
这在后面还要专门计算,此处不再重复。
2.3.工艺路线的拟定制定工艺路线得出发点,应当是使零件的几何形状、尺寸精度及位置精度等技术要求能得到合理的保证,在生产纲领已确定的情况下,可以考虑采用万能性机床配以专用工卡具,并尽量使工序集中来提高生产率。
除此之外,还应当考虑经济效果,以便使生产成本尽量下降。
(1)工艺路线方案一:工序一:备料 工序二:铸造毛坯工序三:粗铣上、下表面,精铣下表面;工序四:钻825H φ孔;工序五:插键槽6H9;工序六:铣槽14⨯43 mm ;工序七:钻、拉孔710H φ;工序八:钻孔5.5φ;工序九:钻、扩714H φ螺纹孔;工序十:钻、钳5φ锥销通孔、M10-7H ;工序十一:终检。
(2)工艺路线方案二:工序一:备料 工序二:铸造毛坯工序三:钻825H φ;工序四:粗铣上、下表面;工序五:精铣下表面;工序六:插键槽6H9 mm ;工序七:铣槽14 mm ⨯43 mm ;工序八:钻孔5.5φ;工序九:钻、拉孔710H φ;工序十:钻、扩714H φ;工序十一:钻、钳5φ锥销通孔、M10-7H ;工序十二:终检。
云南140车床使用说明书
1、检查车床各变速手柄是否处于空档位置,离合器是否处于正确位置,操纵杆是否处于停止状态,确认无误后,合上车床电源总开关。
2、按下床鞍上的绿色启动按扭,电动机启动。
3、向上提起溜板箱右侧的操纵杆手柄,主轴正转:操纵杆手柄到中间位置,主轴停止转动;操纵杆向下压,主轴反转。
4、主轴正反转的转换要在主轴停止转动后进行,避免因连续转换操作使瞬间电流过大而发生电器故障。
5、按下床鞍上的红色停止按钮,电动机停止工作。
6、C6140型车床上进给箱正面左侧有-一个手轮,手轮有8个挡位:右侧有前、后叠装的两个手柄,前面的手柄是丝杆、光杆变换手柄,后面的手柄有I、II.II.IV4个挡位,用业与手轮配合,用以调整螺距或进给量。
目录课程设计的目的和要求一、课程设计的目的和要求 (1)轴承座的用途 (1)1.2轴承座的技术要求 (2)1.3轴承座工艺分析 (2)二、零件的分析 (2)(一)零件的作用分析 (2)(二)零件的结构分析 (3)(三)零件的工艺分析 (3)三、工艺规程设计 (4)(一)、定位基准的选择 (5)3.1.1 精基准的选择 (6)3.1.2 粗基准的选择 (7)(二)各面、孔加工方法的确定 (8)(三)加工阶段的划分 (9)(四)工序的集中与分散 (9)(五)工序顺序的安排 (10)(六)确定加工路线 (11)加工余量、工序尺寸和公差的确定 (11)四、夹具设计 (13)(一)夹具设计 (13)(二)定位方案 (15)五、设计体会 (21)六、参考文献 (22)CA6140手柄座课程设计说明书一、课程设计的目的和要求(一)课程设计的目的机械制造工艺学课程设计是在学完机械制造工艺学(或数控加工工艺学),生产实习后进行的一个教学环节。
要求学生在设计中能初步学会综合运用所学过的工艺基本理论,在下述几方面得到锻炼a)巩固、扩大工艺课所学内容;b)在教师指导下,运用所学知识,独立完成工业设计,并受到工艺技术工作的实际训练c)学会查阅,准确使用设计资料,图表和手册。
二、零件的分析(一)零件的作用分析题目所给的零件是CA6140车床的手柄座。
它位于车床操作机构中,可同时操纵离合器和制动器,即同时控制主轴的开、停、换向和制动。
操作过程如下:向上扳动手柄18,杆20向外移动曲柄21及齿扇17顺时针转动,齿条轴22向右移动,并通过拨叉23带动滑套12向右移动,滑套12内孔的两端为锥孔,中间为圆柱。
滑套12向右移动时将元宝销6的右端向下压,元宝销顺时针转动,其下端凸缘推动装在Ⅰ轴内孔中的杆7向左移动,并通过销5带动压块8向左压紧,主轴正传。
同理,将手柄18扳至下端位置时,离合器右半部压紧,主轴反转。
当手柄18处于中间位置时,离合器脱开,主轴停转。
摘要机械制造业是国民经济赖以发展的基础,是其他经济部门的生产手段。
作为关系着国家和民族长远利益的基础性和战略性产业,它的发展水平是衡量一个国家和地区工业化水平与经济总体实力的标志。
机械制造业的生产能力和制造水平,主要取决于机械制造装备的先进程度,换言之,通过提高机械装备的零件精度,从而提高了产品质量和生产水平。
本次设计针对CA6140车床手柄座零件(10 000)件大批量生产设计,首先,了解手柄座的工作方式,CA6140车床手柄座位于车床光杆与手柄连接处,通过传递力矩,实现对机床的操作。
其次,分析零件工艺结构,制定工艺规程,从该零件的外形看,此零件形状较不规则,而且需要加工的部位多且位置精度要求较高。
因此需要加工一面作为精基准,从而为后面的加工提供保障。
再次,由于零件形状不规则,从定位方案考虑其稳定性,将采用两销定位方式同时限制3个自由度,再利用支承板,限制其另外3个自由度,从而使零件的定位稳定可靠。
零件的最大尺寸为85.5mm,尺寸较小,夹紧行程也较小。
所以夹紧方案采用人工操作,螺纹旋紧方式,这样经济也同样达到夹紧目的。
最后,确定优化设计方案使设计更经济实用。
本文针对CA6140车床手柄座工作实际情况,借鉴新的工艺标准,重新设计有关参数。
优化制造工艺规程,使得零件的精度耐用度得到提升,便于操作人员的控制,从而提高工作效率和使用寿命。
关键词:CA6140车床手柄座;专用夹具;工艺规程;定位;AbstractMachinery manufacturing industry is based on which the national economy development, is the production of other sectors of the economy. As the relationship between the interests of the state and national long-term fundamental and strategic industry, it is a measure of a country and the development level of regional industrialization level and overall economic strength. Machinery manufacturing production capacity and manufacturing level, mainly depends on the degree of advanced machinery and equipment, in other words, by improving the machinery and equipment parts, precision and improve the product quality and production level.The design for CA6140 lathe handle seat (10) 000 parts mass production design, first of all, understanding the handle way of working, the handle seat in lathe CA6140 lathe the polished rod and the handle, through the transmission torque, realize to the operation of the machine tool. Second, the analysis part process structures, making procedure, from the appearance of the parts, the part shape is irregular, and need higher machining precision of parts is much and position requirements. So you need to processing side as a benchmark, which provide guarantee for the machining of the behind. Again, due to the irregular shape parts, from the positioning scheme considering its stability, and will use the two pin positioning way limit three degrees of freedom at the same time, the reuse of bearing plate, limit the other three degrees of freedom, so that the parts of the positioning is stable and reliable. Parts of the largest size is 85.5 mm, size small, clamping stroke is small. So the clamping scheme USES the manual operation, threaded way, economy is also able to do the clamping. Finally, determine the optimal design scheme makes the design more economical and practical.Based on CA6140 lathe handle work actual situation, draw lessons from the new technology standards, to design the parameters. Optimize manufacturing procedures, improved the accuracy of parts and durable degree, is advantageous for the control of operators and to improve the work efficiency and service life.Keywords:handle CA6140 lathe;special fixture;process planning;Location;目录绪论 (5)1 手柄座的工艺分析及生产类型的确定 (6)1.1手柄座的用途及作用 (6)1.2手柄座的技术要求设计 (7)1.3审查手柄座的工艺性分析 (7)1.3.1孔的加工工艺分析 (7)1.3.2面的加工工艺分析 (8)1.3.3槽的加工工艺分析 (8)1.3.4螺纹孔的加工工艺分析 (9)1.4确定手柄座生产类型 (9)2 确定毛坯、绘制毛坯简图 (10)2.1确定毛坯用料 (10)2.2确定加工余量和毛坯尺寸公差 (10)2.3绘制毛坯简图 (11)3 制定手柄座工艺路线 (12)3.1定位基准的选择 (12)3.1.1 精基准的选 (12)3.1.2粗基准的选择 (12)3.2零件表面加工方法的确定 (12)3.3加工阶段的划分 (13)3.3.1粗加工阶段 (13)3.3.2半精加工阶段 (13)3.3.3精加工阶段 (13)3.4工序的集中与分散 (14)3.5工艺路线方案的比较 (14)3.5.1工艺路线方案I (14)3.5.2工艺路线方案II (14)3.5.3工艺方案的比较与分析 (15)4 加工余量、工序尺寸和公差的确定 (17)4.1工序30:钻—铰—铰 25H7孔的加工余量、工序尺寸和公差的确定 (17)5 切削用量、时间定额的计算 (18)5.1切削用量的计算 (18)5.1.1工序10:粗铣手柄座φ45mm小端面 (18)5.1.2工序20:粗铣半精铣手柄座φ45mm大端面 (18)5.1.3工序30:钻—扩—铰φ25H7孔 (19)5.1.4 工序40:粗铣—半精铣槽14mm (21)5.1.5 工序50:粗铣φ14mm孔端面 (21)5.1.6工序60: 钻—扩—铰φ10H7孔 (22)5.1.7工序70: 钻—扩—铰φ14H7孔 (23)5.1.8工序80:插键槽6H11mm (25)5.1.9工序90:钻φ5.5mm孔 (25)5.1.10工序100:钻—攻螺纹孔M10 (25)5.2时间定额的计算 (26)5.2.1基本时间的计算 (26)5.2.2 辅助时间的计算 (31)5.2.3其他时间的计算 (32)5.2.4单件时间的计算 (33)6 夹具体的设计 (35)6.1定位方案设计 (35)6.1.1工件的定位基准及定位基面 (35)6.1.2定位元件的选用 (35)6.2确定定位方式 (35)6.3定位误差 (36)6.4定位元件的型号、尺寸和安装方式 (36)6.5夹紧方案的确定 (37)6.5.1夹紧装置设计 (37)6.6绘制夹具总图 (38)6.7夹紧的操作及维护 (38)7结论 (40)辞谢 (41)参考文献 (42)引言机械加工工业是国民经济的基础工业,也是一个国家发展的重要经济来源。
机械制造技术课程设计说明书设计题目“手柄轴”零件的机械加工工艺规程及夹具设计班级设计者指导教师西安科技大学目录前言…………………………………………………………………………………1. 零件工艺性分析(包括零件作用、结构特点、结构工艺性、关键表面的技术要求分析等)………………………………………………………………………2. 工艺设计与计算………………………………………………………………. 2.1 毛坯选择与毛坯图说明………………………………………………………2.2 工艺路线的确定………………………………………………………………2.3 加工余量、切削用量的确定…………………………………………………2.4 工序尺寸与公差的确定………………………………………………………3. 夹具设计………………………………………………………………………. 3.1 设计思想与不同方案对比……………………………………………………3.2 定位分析与定位误差计算……………………………………………………3.3 对刀与导引装置设计…………………………………………………………3.4 夹紧机构设计与夹紧力计算…………………………………………………3.5 夹具操作动作说明……………………………………………………………4. 设计总结或心得体会………………………………………………………….参考文献……………………………………………………………………………机械制造技术课程设计任务书题目:“手柄轴”零件的机械加工工艺规程及夹具设计(小批量或大批量)内容:1.零件图1张2.毛坯图1张3.机械加工工艺过程卡1张4.机械加工工序卡片1套5.夹具装配图 1 张6.课程设计说明书1份班级设计者指导教师日期年-月引言毕业设计是在我们学完了大学的全部基础课、技术基础课以及全部专业课之后进行的。
这是我们对所学各课程的一次深入的综合性的总复习,也是我们在走进社会工作岗位前的一次理论联系实际的训练。
目录1. 引言 (1)2. 零件的工艺分析与生产类型的确定 (2)2.1 零件的作用 (2)2.2 零件的工艺分析 (3)2.3 零件的生产类型 (3)3. 确定机械加工余量,确定毛坯尺寸,设计毛坯图 (3)3.1 零件结构分析 (4)3.2 确定机械加工余量、毛坯尺寸和公差 (4)3.3 设计毛坯图 (6)4. 选择加工方法,制定工艺路线 (6)4.1 定位基准的选择 (6)4.2 零件表面加工方法 (7)4.3 制定工艺路线 (8)5. 工序设计 (9)5.1 选择加工设备与工艺装备 (9)5.2 确定工序尺寸 (10)6.确定切削用量与基本时间 (12)6.1 工序Ⅰ切削用量与基本时间的确定 (12)6.2工序Ⅱ切削用量与基本时间的确定 (14)6.3 工序Ⅲ切削用量与基本时间的确定 (16)6.4 工序Ⅳ切削用量与基本时间的确定 (16)6.5工序Ⅴ先钻孔,粗镗 (17)6.6工序Ⅵ钻螺纹底孔,工序Ⅶ攻丝 (17)6.7工序Ⅷ切削用量与基本时间的确定 (17)7.加工工艺过程卡 (18)7.1 工序Ⅱ卡片 (19)7.2 工序Ⅳ卡片 (21)8. 结论 (22)参考文献 (22)CA6140车床手柄轴加工工艺设计YL湛江师范学院摘要:本文首先介绍了手柄轴的作用和工艺分析,其次确定毛坯尺寸,然后进行了加工工艺路线设计、工序设计以与工艺卡的填写。
关键词:CA6140车床;手柄轴;工艺路线;工序设计CA6140 lathe shaft handle design processY LZhanjiang Normal University,Abstract:This paper first introduces the role of the handle shaft and process analysis, followed by determining blank size, and then proceed to the processing line of design, process design and process to fill cardsKey words:CA6140 lathe; Handle shaft; Process Route;Process design1 引言在现代工业生产中,普通车床是车床中应用最广泛的一种,约占车床类总数的65%,因其主轴以水平方式放置故称为卧式车床。
教案首页车外圆车孔车端面车削时工件上形成的三个表面三、CA6140A型卧式车床的操作手柄图上编号名称图上编号名称1,2 主轴变速(长,短)手柄14 尾座套筒移动手轮3 加大螺距及左、右螺纹变换手柄15 尾座快速紧固手柄4 电源总开关(有开和关两个位置)16 机动进给手柄及快速移动按钮5 电源开关锁(有1和0两个位置)17 尾座套筒固定手柄6 冷却泵总开关18 小滑板移动手柄7,8 进给量和螺距变换手轮、手柄19 刀架转位及固定手柄9 螺纹种类及丝杠、光杠变换手柄20 中滑板手柄10,13 主轴正反转操纵手柄21 中滑板刻度盘11 停止(或急停)按钮(红色)22 床鞍刻度盘12 启动按钮(绿色)23 床鞍手轮小结练习一、刀架部分和尾座的手动操作1.刀架部分的手动操作:(1)床鞍(2)中滑板(3)小滑板(4)刀架当刀架上装有车刀时,转动刀架,其上的车刀也随之转动,应避免车刀与工件、卡盘或尾座相撞。
要求在刀架转位前就把中滑板向后退出适当距离。
2.刻度盘的操作:(1)床鞍刻度盘(2)中滑板刻度盘(3)小滑板刻度盘现象:由于丝杠与螺母之间的配合存在间隙,会产生空行程。
要求:使用刻度盘时,要先反向转动适当角度,消除配合间隙,再正向慢慢转动手柄,带动刻度盘转到所需的格数,如左下图所示。
消除措施:如果刻度盘多转动了几格,绝不能简单地退回,如下中图所示,而必须向相反方向退回全部空行程(通常反向转动1/2圈),再转到所需要的刻度位置。
消除刻度盘空行程的方法3.尾座的操作:(1)尾座套筒的进退和固定(2)尾座位置的固定二、车床的变速操作和空运转练习1.车床启动前的准备步骤1)检查车床开关、手柄和手轮是否处于中间空挡位置。
2)将交换齿轮保护罩前面开关面板上的电源开关锁旋至“1”位置。
3)向上扳动电源总开关由“OFF”至“ON”位置,即电源由“断开”至“接通”状态,车床得电。
同时,床鞍上的刻度盘照明灯亮。
4)按下照明灯开关按钮,使车床照明灯亮。

CA型车床上各个手柄的用途1.主轴手柄:主轴手柄用于控制车床主轴的启停、正反转和速度调节。
通过旋转手柄可以控制主轴的运转状态和转速,这是车床工作中最常使用的手柄之一2.前进后退手柄:这个手柄用于控制工件或刀具的进给和退刀。
通过推动手柄实现工件或刀具的前进或后退,这是车床加工中主要的控制手柄之一3.速度选择手柄:这个手柄用于选择工件或刀具的加工速度。
它通常与主轴手柄配合使用,通过选择不同的速度档位,可以调节车床的加工速度,以适应不同材料和工艺要求。
4.进给选择手柄:这个手柄用于选择工件或刀具的进给速度。
与速度选择手柄类似,进给选择手柄可以调节车床的进给速度,以实现不同的加工效果和质量。
5.进给停止手柄:这个手柄用于停止工件或刀具的进给动作。
在需要停止进给时,只需按下进给停止手柄,即可停止工件或刀具的进给动作,以便进行调整或更换刀具。
6.马达手柄:马达手柄用于控制车床的马达运行状态。
通过启动或关闭马达手柄,可以控制车床主轴和进给的运转状态,以确保正常的工作过程。
7.手动进给手柄:手动进给手柄用于手动操作车床进行加工。
通过旋转手柄可以实现工件或刀具的手动进给,主要用于少量加工或调试调整时使用。
8.工具刀架手柄:工具刀架手柄用于控制车床上的刀具切换和位置调整。
通过操作手柄可以实现刀具的装夹、调整和固定,以满足不同的加工需求。
9.快速换刀手柄:快速换刀手柄用于实现刀具的快速更换。
通过操作手柄可以实现刀具的快速卸下和安装,以提高车床的生产效率和加工精度。
10.尾座手柄:尾座手柄用于控制车床上的尾座的移动和固定。
尾座手柄可以调节尾座的位置,以适应不同长度和直径的工件加工。
总结起来,CA型车床上各个手柄的用途主要包括控制主轴运转、进给和退刀、速度和进给选择、进给停止、马达运行、手动进给、工具刀架调整、快速换刀以及尾座移动等。
这些手柄的合理使用可以实现车床加工的高效率和高质量。
手柄座专用夹具设计课程设计学生姓名所学专业班级学号指导教师目录第一章手柄座的工艺分析及生产类型的确定 (3)1.1手柄座的用途 (3)1.2手柄座的技术要求 (4)第二章确定毛坯、绘制毛坯简图 (4)2.1选择毛坯 (4)2.2确定毛坯的尺寸公差和机械加工余量 (4)第三章拟定手柄座工艺路线 (4)3.1定位基准的选择 (4)3.2加工阶段的划分 (5)3.3工艺路线方案的比较 (6)第四章切削用量、时间定额的计算 (7)4.1切削用量的计算 (7)4.2时间定额的计算 (9)第五章夹具体的设计 (11)5.1夹具分析 (11)5.2定位基准分析 (12)5.3定位误差分析 (12)5.4夹紧设计和说明 (12)总结 (13)参考文献 (14)第一章手柄座的工艺分析及生产类型的确定1.1手柄座的工艺性分析分析零件图可知,手柄座左右两端面和φ14mm孔端面均有要求切削加工,φ6.5mm孔端面、φ10mm孔端面、φ14mm孔端面和φ25mm孔凸台端面均为平面,可以防止加工过程中钻头钻偏,以保证孔的加工精度,而螺纹孔M10和圆锥孔φ5mm的端面均为圆柱面保证孔的加工精度较困难;另外在轴向方向上的φ25mm 孔凸台端面作为定位基准加工要求较其他端面高。
主要工作表面虽然加工精度也相对较高,但也可以在正常生产条件下,采用较经济的方法保质保量地加工出来。
由此可见该零件的工艺性较好。
1.1.1孔的加工该零件共有5个孔要加工:φ45mm外圆凸台端面(φ25mm孔凸台端面)是零件的主要加工面,其他的面、孔与其有位置尺寸度要求,因而是后续工序的主要精基准面,需精加工出来;φ10mm孔与φ25mm孔有平行度要求,也需要精加工;φ14mm是不通孔,特别注意该孔的加工深度;φ5mm圆锥孔虽是小孔,但由于表面粗糙度要求高,仍需精铰。
Φ6.5mm油孔表面粗糙度有Ra3.2μm的要求,因此对其也应该要进行精铰。
1.1.2面的加工该零件共有4个端面要加工:φ45mm外圆凸台端面精度要求较高,同时也是配合φ25mm孔作为后续工序的精基准面,需精加工;φ45mm圆柱大端面、φ25mm孔端面以及φ14mm孔端面粗铣既可。
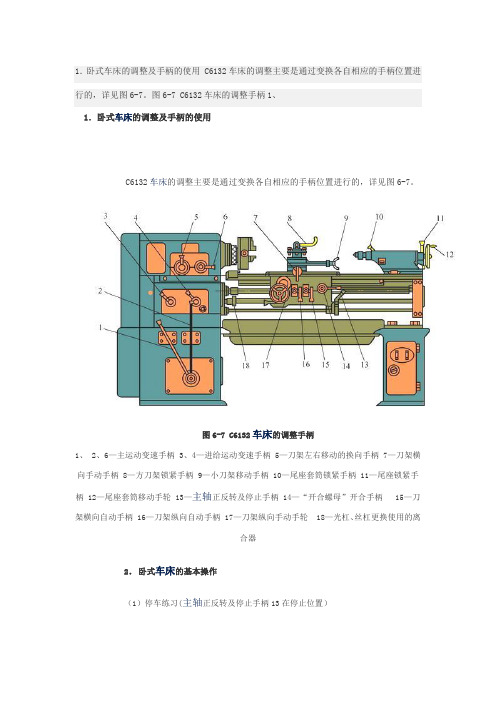
1.卧式车床的调整及手柄的使用 C6132车床的调整主要是通过变换各自相应的手柄位置进行的,详见图6-7。
图6-7 C6132车床的调整手柄1、1.卧式车床的调整及手柄的使用C6132车床的调整主要是通过变换各自相应的手柄位置进行的,详见图6-7。
图6-7 C6132车床的调整手柄1、 2、6—主运动变速手柄 3、4—进给运动变速手柄 5—刀架左右移动的换向手柄 7—刀架横向手动手柄 8—方刀架锁紧手柄 9—小刀架移动手柄 10—尾座套筒锁紧手柄 11—尾座锁紧手柄 12—尾座套筒移动手轮 13—主轴正反转及停止手柄 14—“开合螺母”开合手柄 15—刀架横向自动手柄 16—刀架纵向自动手柄 17—刀架纵向手动手轮 18—光杠、丝杠更换使用的离合器2.卧式车床的基本操作(1)停车练习(主轴正反转及停止手柄13在停止位置)1)正确变换主轴转速。
变动变速箱和主轴箱外面的变速手柄1、2或6,可得到各种相对应的主轴转速。
当手柄拨动不顺利时,可用手稍转动卡盘即可。
2)正确变换进给量。
按所选的进给量查看进给箱上的标牌,再按标牌上进给变换手柄位置来变换手柄3和4的位置,即得到所选定的进给量。
3)熟悉掌握纵向和横向手动进给手柄的转动方向。
左手握纵向进给手动手轮17,右手握横向进给手动手柄7。
分别顺时针和逆时针旋转手轮,操纵刀架和溜板箱的移动方向。
4)熟悉掌握纵向或横向机动进给的操作。
光杠或丝杠接通手柄18位于光杠接通位置上,将纵向机动进给手柄16提起即可纵向进给,如将横向机动进给手柄15向上提起即可横向机动进给。
分别向下扳动则可停止纵、横机动进给。
5)尾座的操作。
尾座靠手动移动,其固定靠紧固螺栓螺母。
转动尾座移动套筒手轮12,可使套筒在尾架内移动,转动尾座锁紧手柄11,可将套筒固定在尾座内。
(2)低速开车练习练习前应先检查各手柄位置是否处于正确的位置,无误后进行开车练习。
1)主轴启动——电动机启动——操纵主轴转动——停止主轴转动——关闭电动机2)机动进给——电动机启动——操纵主轴转动——手动纵横进给——机动纵横进给——手动退回——机动横向进给——手动退回——停止主轴转动——关闭电动机特别注意:1)机床未完全停止严禁变换主轴转速,否则发生严重的主轴箱内齿轮打齿现象甚至发生机床事故。
