聚丙烯(共聚PP)塑料材料检验作业指导书
- 格式:doc
- 大小:88.00 KB
- 文档页数:4
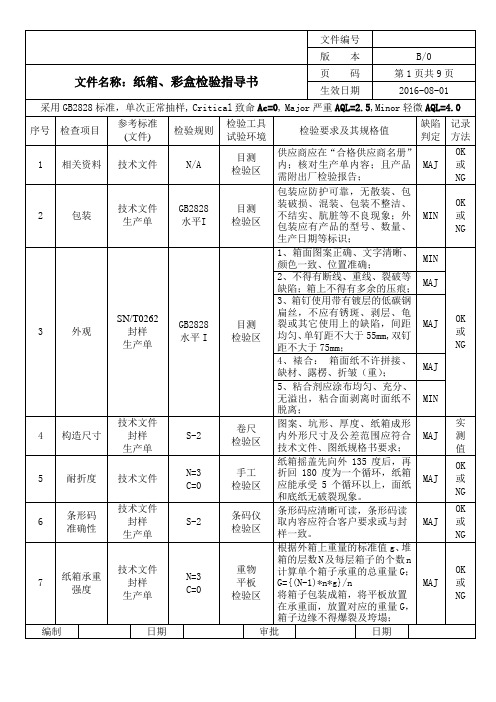
.芜湖晨盛塑胶科技有限公司标准聚丙烯(共聚PP)塑料材料1范围本标准规定了普通聚丙烯(亦称共聚PP)塑料材料的技术要求、材料牌(型)号、检验规则、试验方法、标志、包装、运输和贮存等。
本标准适用于家用空调事业部空调器类产品的户内用主要注塑成型塑料结构零件所使用的普通聚丙烯(以下称:共聚PP)塑料材料。
如电机盖、出水接头、百叶、过滤网等,其性能要求可参照本标准执行。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 250 -1995纺织品色牢度试验评定变色用灰色样卡GB/T 1033.1-2008 塑料非泡沫塑料密度的测定第1部分:浸渍法、液体比重瓶法和滴定法(ISO1183-1:2004,IDT)GB/T 1040.1-2006塑料拉伸性能的测定第1部分:总则GB/T 1040.2-2006塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件GB/T 1040.3-2006塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T 1040.4-2006塑料拉伸性能的测定第4部分:各向同性和正交各向异性纤维增强复合材料的试验条件GB/T 1633-2000热塑性塑料维卡软化温度(VST)的测定GB/T 1634.1-2004塑料负荷变形温度的测定第1部分:通用试验方法GB/T 1843-1996塑料悬臂梁冲击强度的测定(ISO 180:2000,IDT)GB/T 2918-1998塑料试样状态调节和试验的标准环境(ISO 291:1997)GB/T 3682-2000 热塑性塑料熔体质量流动速率和熔体体积流动速率的测定GB/T 9341-2008 塑料弯曲性能的测定(ISO 178:2001,IDT)GB/T 9342-1998塑料洛氏硬度试验方法GB/T 3398.2-2008 塑料硬度测定第2部分:洛氏硬度( ISO 2039-2:1987,IDT)GB/T 12670-1990 聚丙烯树脂ASTM D955-2008 塑料收缩率试验方法Standard Test Method of Measuring Shrinkage from MoldDimensions of ThermoplasticsGB/T 17037.1-1997 热塑性塑料材料注塑试样的制备第1部分:一般原理及多用途试样和长条试样的制备QM K-J11.001 逐批检查计数抽样程序及抽样表进货检验QMK-J80.001 空调器用零部件阻燃性试验导则3术语和定义下列术语和定义适用于本标准。


XXXXXX文化用品有限公司
PP片材检验标准书
一.板片的纹路必须要与样品和订单相符,缺一不可。
二.板片的规格除客户有特殊要求外,否则按以下要求检验厚度:0.1~0.3MM 公差为+0.02~-0.01MM
0.31~0.45MM 公差为+0.03~-0.01MM
0.46~0.7MM 公差为+0.03~-0.02MM
0.71~1.0MM 公差为+0.03~-0.03MM
1.0MM以上公差为+0.05~-0.05MM
发泡板的公差厚度为+0.08~-0.08MM
长,宽度:0.35MM以下的板片边料各边必须在7MM以上;0.35MM 以上的板片边料各边必须在5MM以上。
长,宽度的公差±3MM
三.颜色以客户提供的标准色卡核对,色差范维必须在90%~110%之间。
四.板片的平整度以400*600CM的规格为例,用斜度规测量,把PP板平放在台面上,且正面向下,内弯20MM~25MM;反翘5MM-6MM. 五.静电效应,把PP板平放与台面上,手背距PP板平行5CM-6CM,手背汗毛不直立即可;另如需印刷之板片,必须用40dyn/cm的达因笔
测试,10秒钟内不可有收缩状水珠出现。
六.功能测试,除客户要求产品要做裸摔和载重测试(与配方有关)外,要包边的板片必须必须0℃的温度下,针车试车不可破损。
七.外观方面,不可有滚轮缺损而导致PP板上有凹凸点,切台上的尖点而刮伤板片,另板片上不可有花纹,积料和麻点现象,以及料脏,料杂的色点。
八.定数定量包装,标示清楚,注明机台号,生产者,轮具号以及生产时间。
核准:审核:编制:谭祥云。

.芜湖晨盛塑胶科技有限公司标准聚丙烯(共聚PP)塑料材料1范围本标准规定了普通聚丙烯(亦称共聚PP)塑料材料的技术要求、材料牌(型)号、检验规则、试验方法、标志、包装、运输和贮存等。
本标准适用于家用空调事业部空调器类产品的户内用主要注塑成型塑料结构零件所使用的普通聚丙烯(以下称:共聚PP)塑料材料。
如电机盖、出水接头、百叶、过滤网等,其性能要求可参照本标准执行。
2规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 250 -1995纺织品色牢度试验评定变色用灰色样卡GB/T 1033.1-2008 塑料非泡沫塑料密度的测定第1部分:浸渍法、液体比重瓶法和滴定法(ISO1183-1:2004,IDT)GB/T 1040.1-2006塑料拉伸性能的测定第1部分:总则GB/T 1040.2-2006塑料拉伸性能的测定第2部分:模塑和挤塑塑料的试验条件GB/T 1040.3-2006塑料拉伸性能的测定第3部分:薄膜和薄片的试验条件GB/T 1040.4-2006塑料拉伸性能的测定第4部分:各向同性和正交各向异性纤维增强复合材料的试验条件GB/T 1633-2000热塑性塑料维卡软化温度(VST)的测定GB/T 1634.1-2004塑料负荷变形温度的测定第1部分:通用试验方法GB/T 1843-1996塑料悬臂梁冲击强度的测定(ISO 180:2000,IDT)GB/T 2918-1998塑料试样状态调节和试验的标准环境(ISO 291:1997)GB/T 3682-2000 热塑性塑料熔体质量流动速率和熔体体积流动速率的测定GB/T 9341-2008 塑料弯曲性能的测定(ISO 178:2001,IDT)GB/T 9342-1998塑料洛氏硬度试验方法GB/T 3398.2-2008 塑料硬度测定第2部分:洛氏硬度(ISO 2039-2:1987,IDT)GB/T 12670-1990 聚丙烯树脂ASTM D955-2008 塑料收缩率试验方法Standard Test Method of Measuring Shrinkage fromMold Dimensions of ThermoplasticsGB/T 17037.1-1997 热塑性塑料材料注塑试样的制备第1部分:一般原理及多用途试样和长条试样的制备QM K-J11.001 逐批检查计数抽样程序及抽样表进货检验QMK-J80.001 空调器用零部件阻燃性试验导则3术语和定义下列术语和定义适用于本标准。

PP塑料检验标准1、主要内容与适用范围本标准规定了聚丙烯(Polypropylene简称:PP)塑料的基本结构、型号规格、技术要求、标志、包装、检验、运输、贮存。
2、引用标准下列标准所包含的条文,通过在本标准中引用而构成为本标准的条文。
本标准出版时,所有版本均为有效。
所有标准均会被修订,使用本标准的各方应探讨使用下列标准最新版本的可能性。
GB12670-1990 聚丙烯树脂GB/T2546-1998 聚丙烯和丙烯共聚物材料命名GB/T7155.2-1987 聚丙烯管材及管件密度的测定GB/T1040-1992 塑料拉伸实验方法GB/T1633-1979 塑料软化点(维卡)试验方法GB/T1843-1996 塑料悬背梁试验方法GB/T2547-1981 塑料树脂取样方法GB/T2918-1982 塑料式样状态调节和试验的标准环境 GB/T3682-1983 热塑性塑料熔体流动速度试验方法 GB/T9342-1988 塑料洛氏硬度试验方法 GB/T9345-1988 塑料灰分通用测定方法 GB/T9352-1988 热塑性塑料压塑试样的制备 GB/T9344-1988 塑料疝气灯光源曝晒实验方法3、定义本标准采用如下定义:3.1、冲击强度冲击强度是指材料承受冲击负荷的最大能力;在冲击负荷下,材料破坏时所消耗的功与试样的横截面积之比。
3.2、成型收缩率是指制品尺寸大小模具型腔尺寸的量与模具型腔尺寸之比。
3.3、洛氏硬度用规定的压头。
先施加初试验力,再施加主试验力,然后返回到初试验力,用前后二次初试验力作用下的压头压入深度差求得的值。
4、技术要求4.1、外观4.1.1聚丙烯树脂圆柱状颗粒、材料本色为半透明白色或半透明白黄色,粒子的尺寸在任意方向上应为2-5mm,无机械杂质。
4.1.2原材料进货密封包装良好,有清晰的产品品牌、材料规格或型号、生产厂家等标识。
4.2、颜色要求材料配色后颜色应满足使用技术要求,其制件之间或制件与标准色板间的色差ΔE应符合<产品外观通用标准>或相关标准规定的要求。
版次A/0 编号:YL/JS01—2008 工艺规程及作业指导书编制: 生产技术部审核:批准:2008年06月01日发布2008年06月01日实施有限有限公司发布工艺规程及作业指导书编号:YL/JS01—20081目的为了指导员工规范的进行生产操作,减少误差,提高工作效率,以严格的过程控制保证产品质量,特制定作业指导书。
2范围适用于本公司吸塑和压塑生产工艺流程过程中的工艺操作要求,包括吸塑成型、分切等工序设备的运用和工艺参数的控制。
3职责3.1生产技术部技术人员负责作业指导书的制定和修订。
3.2车间操作人员负责作业指导书的实施,并监督其适用性。
4工艺流程程序及要求4.2食品包装用复合塑料编织袋生产工艺流程注:▲为关键控制点5程序及要求5.4复膜工序作业指导书5.4.1首先将与工作无关的物品清理出现场,并将放料箱打扫干净,保持复膜机及周围卫生清洁。
5.4.2根据生产部下达的生产任务单领取原料(聚丙烯、聚乙烯)。
5.4.3检查所领原辅材料是否是食品用,并做好记录。
5.4.4将生产所需的聚丙烯、聚乙烯按照4:1比例进行配料,充分搅拌混合。
5.4.5.检查电源电压是否正常(200—240伏)。
5.4.6检查三角皮带的的松紧程度。
5.4.7检查机身油池及注油器油位是否正常。
5.4.8打开进水及排水阀门,使水路畅通,并检查各连接处是否有漏水现象。
5.4.9检查仪器及控制开关是否准确\灵活,如无问题方可接通电源预热升温。
5.4.10开车运行5.4.11工艺参数设定:料1:180±5℃时;料2:180±5℃;料3:195±5℃;料4:200±5℃;过滤三通:210±5℃;下三通:210±5℃;膜头1:220±5℃,膜头2:220±5℃5.4.9待温度升至设定值,电动机启动后,应空载运行5-6分钟,然后投入负荷运行。
5.4.10调节复合膜厚度以及弹簧压力,使复合袋达到GB/T8947-1998中下列要求。
![塑胶原料检验作业指导书[模板]](https://img.taocdn.com/s1/m/269a2ee4581b6bd97e19ea5b.png)
塑胶原料检验作业指导书1. 目的:规定塑胶原料、油漆、油墨、夹具、包材技术要求及验收标准,为塑胶原料、油漆、油墨、夹具、包材采购及检验提供依据。
2. 术语3. 具体内容-3.1.技术要求及验收标准:3.1.1.塑胶原料:3.1.2.油漆、油墨:3.1.3.夹具3.1.3.1 外观:3.1.3.2 结构检验:3.1.3.3 性能测试:3.1.3.4 包装检验:3.1.3.5 注意事项:1、实物组装后产品有松动现象确定产品有无移位导致喷涂油漆飞到喷涂区域以外;2、组装偏紧不易拆除应进行多次试装确认结果;3、当夹具水口位未削平,应确认组装后是否挡油;4、如夹具有过多的油污或脱模剂必须判定NG 避免产品在喷涂前处理除油不彻底导致油点 产生;3.1.4 包材: 3.1.4.1 纸箱1、纸箱外观无赃污,破损,印刷内容符合要求,印刷字迹清晰。
2、纸箱尺寸依照样品尺寸, 实际尺寸与要求规格允许偏差:3、纸箱纸质与样板一致4、纸箱硬度:各条边沿边缘正反面折叠5次无破裂且与样板相符. 3.1.4.2 吸塑盘1、吸塑盘外观:目视无灰尘,脏污、胶屑、边缘冲切光滑、无明显披锋,无胶丝,破损, 缺胶.2、吸塑盘尺寸依照样品尺寸, 实际尺寸与要求规格允许偏差:3、重量:按照承认样板重量±5克进行管控。
4、吸塑盘硬度:正.反面折叠2次无破损,起到保护作用.5、吸塑盘试装配:依据包装作业指导书,用相应的产品试装配,不可挤压产品,产品周边与 吸塑盘预留有间隙,不会摩擦到产品. 3.1.4.3 PE/PO 袋1、PE/PO 袋外观:目视无脏污、灰尘.2、PE/PO 袋尺寸依样品控制, 实际尺寸与要求规格允许偏差:3、来料产品材质及柔韧度必须与样品一致.4、PE/PO 袋柔软性:用真空电镀产品或喷油产品,与PE/PO 袋进行摩擦,来回共三次,看产 品表面是否会有擦伤,正常情况 PE/PO 袋不允许擦伤产品. 3.1.4.4 保护膜1、外观:无汽泡.脏污.褶皱,表面纹理与承认样板一致。
聚丙烯产品质量控制一、引言聚丙烯是一种重要的塑料材料,广泛应用于包装、建筑、医疗、汽车等领域。
为了确保聚丙烯产品的质量,需要进行严格的质量控制。
本文将详细介绍聚丙烯产品质量控制的标准格式,包括产品检验、生产过程控制和质量管理体系。
二、产品检验1. 产品检验的目的产品检验的目的是确保聚丙烯产品的质量符合相关标准和客户要求,以提供安全可靠的产品。
2. 产品检验的方法(1)外观检验:检查产品表面是否有裂纹、气泡、色差等缺陷。
(2)尺寸检验:测量产品的长度、宽度、厚度等尺寸是否符合要求。
(3)物理性能检验:包括拉伸强度、冲击强度、硬度等物理性能的测试。
(4)热性能检验:测试产品的热变形温度、热稳定性等性能。
(5)化学性能检验:检测产品的化学成分、溶解度、耐化学品性能等。
3. 产品检验的标准产品检验应根据相关的国家标准、行业标准或客户要求进行,确保产品质量符合标准要求。
三、生产过程控制1. 原材料选择选择合格的原材料是确保产品质量的关键。
原材料应符合国家和行业标准,并经过供应商的认证。
2. 生产工艺控制(1)熔体指数控制:根据产品的要求,控制熔体指数在合理范围内,以确保产品的加工性能。
(2)温度控制:控制生产过程中的温度,包括熔体温度、模具温度等,以保证产品的物理性能和外观质量。
(3)挤出速度控制:控制挤出速度,避免产品表面出现气泡和热分解现象。
(4)冷却控制:控制冷却速度和冷却时间,以确保产品的尺寸稳定性和物理性能。
3. 工艺参数记录生产过程中的各项工艺参数应进行记录,包括温度、压力、挤出速度等,以便后续分析和追溯。
四、质量管理体系1. 质量目标设定制定合理的质量目标,包括产品质量指标、客户满意度、不良品率等,以推动质量的持续改进。
2. 质量管理流程建立完善的质量管理流程,包括原材料采购、生产过程控制、产品检验、不良品处理等环节,确保每个环节都符合质量要求。
3. 内部审核和改进定期进行内部审核,评估质量管理体系的有效性和符合性,并根据审核结果进行改进和纠正措施。

塑料件检验作业指导书发行版本:发行日期:实施日期:归口管理部门:质管部起草:批准:塑料件检验作业指导书1 目的:为检验员提供检验方法,并指导其正确检验,以确保产品符合要求。
2 适用范围:2.1规定了塑料件技术规范、质量要求、试验方法、检验规则。
2.2 适用于塑料件的进货检验和最终检验。
3 样件:3.1 模具成型后,设计人员应对样件封样,最少签两套样件,一套封存于外协生产厂家,一套封存于公司IQC处,作为可接受来料的实物标准,发生质量争议时作为判断的依据。
3.2 设计人员应不定期对封存的样件检查,以确认样件是否能继续作为检验的参考,若发现样件存在问题,不能作为检验判断的依据,设计人员应重新签样,旧样件报废。
样件保存部门应对样件的品质负责,发现有导致样件品质问题的问题产生,应立即与设计人员联系。
3.3 因各种原因对模具作修改,设计人员应在修改稳定后重新签样,以代替旧有样件。
4 缺陷级别定义4.1 缺陷级别的定义参照ISO9000标准有关条款。
4.1.1 致命缺陷:产品正常使用、维修、保管中会对人身安全造成危害的缺陷,也定义为A级。
4.1.2 严重缺陷:在产品正常使用中会影响产品的可靠性,或导致产品性能下降的缺陷,另外,给产品的装配带来严重不良影响的缺陷也属此列,也定义为B级。
4.1.3 轻微缺陷:不影响产品的可靠性,也不影响装配,但操作使用上与既定的标准差异的缺陷,也定义为C级。
4.1.4注意:不影响产品的性能,外观,但工艺上尚有一定的改进余地,有关部门在以后的生产中要加以注意,也定义为D级。
5 类别划分定义5.1 塑料件分类5.1.1 内部使用塑料件:装配在产品的内部,在政党使用条件下用户不会看到。
5.1.2 外部使用塑料件:装配后表露在外部,用户可以直接看到,或开门后可看到。
5.2 缺陷区域划分5.2.1 主要面:在通常使用条件下可以直接看到的表面。
5.2.2 次要面:在通常使用条件下不能直接看到的表面。

CCC/QB004 -2010-001 聚丙烯注塑件(PP)技术标准聚丙烯注塑件(PP)1 范围本标准规定了常诚公司聚丙烯类材料的技术要求和实验方法。
本标准适用于一般汽车注塑制品用聚丙烯类塑料材料的检验。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB 8410 汽车内饰材料的燃烧特性DIN 53479 非泡沫塑料材料的密度和相对密度测定方法DIN 53456 塑料球压硬度的测定DIN 53455 塑料拉伸性能的测定DIN 53452 塑料弯曲性能的测定DIN 53453 塑料冲击强度的测定DIN 53497 热性能的测定3 分类及标识3.1 聚丙烯及其改性料分类及标识如下表:4、材料性能3表2 PP+填充类表244 试验说明5.1 试验标准环境进行试验前,必须先使试样在DIN 50014-23/50-2标准气候中至少作24小时的预处理。
5.2 试样要求试样为注塑成型。
所制得的试样完整,外观良好,无气泡,缩痕和熔合纹。
5.3 密度按DIN 53479方法A进行。
5.4 熔融温度按DIN 53736方法进行5.5 燃烧灰份按DIN EN 60进行5.6 球压硬度按DIN 53456进行,试样厚度4mm,球压硬度大于60用H358/30,小于60时用H132/305.7 拉伸强度按DIN 53455进行,试样样条按DIN 53504的标准试样S2,(75×4×2)mm,拉伸速度50mm/min5.8 弯曲强度按DIN 53452进行,试样50×10×4,支承半径1.0至1.2mm;试验速度为14±1mm/min5.9 冲击韧性、缺口冲击强度按DIN 53453进行,标准小试棒,尺寸(50×6×4)mm(缺口深度为试样厚1/3),4J摆锤。

"天井"设计院上图作业指导书一、统一上图说明1、地下排水管道系统中的雨污水检查井应采用一次注塑成型的SHPM系列塑料检查井。
2、塑料检查井井座采用PP(聚丙烯)材质,因为PP比PE更耐腐蚀、耐酸碱,使用寿命长。
3、井座承口系列应满足与埋地排水管道直径(内径系列、外径系列)大小,直接承插。
4、与出户管连接的配件(支管活动接头)承插口应带有密封圈的锁止环,更好的连接密封,增强密封性能。
5、与同一座检查井连接的两根排水管(DN200mm以上)存在落差,宜采用一次注塑成型有口井筒井,增加井筒的整体安全性。
6、污水、废水管应采用流槽井,雨水管及合流管采用沉泥室检查井,道路雨水口应采用带沉泥室的井座。
7、塑料检查井井筒采用轴向中空平壁管(北方地区因受冻土层环境气候因素,宜采用PE中空缠绕管)。
8、当塑料检查井设置在绿化带时,采用钢纤维复合井盖;而设置在车行道时,根据路面承载要求选择相配套的承重井盖。
二、口头技术说明1、建筑排出管布置1、1在建筑排水管道出户层平面图上或系统总图上应标明排出管道管径和管内底标高。
为了提高按图配料的效率,最好能直接在排水系统总图上标明上述信息。
1、2生活污水、废水排出管宜与外墙面垂直布置,当有两根或两根以上排出管接入同一检查井,排出管宜平行布置。
2、塑料管道的选择根据实际工程情况选材2、1道路雨水口的排出管外径应设计在200mm。
2、2采用有沉泥室的井座时,其井筒外径应大于等于400mm(雨水口除外),对应的塑料管道外径应大于等于300mm。
3、井座的选择3、1检查井上下游管道偏转角小于或等于15°,且汇入管不在井座上接入时,应设计为直通井。
直通井座变径时,应采用异径直通井座。
3、2排水管道水流在检查井处转向时,应根据水流偏转角选择井座。
按转弯角度可分15°、30°、45°、90°弯头井座3、3管道起始端应采用起始井座。