连接成形理论基础(第八章)
- 格式:ppt
- 大小:2.02 MB
- 文档页数:68
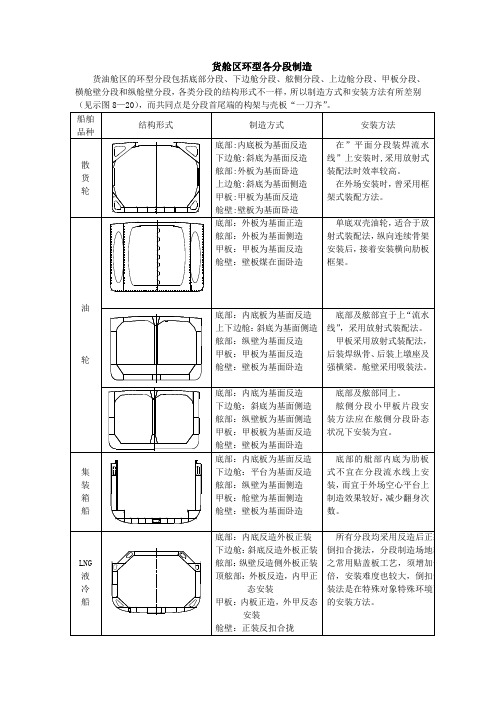
货舱区环型各分段制造货油舱区的环型分段包括底部分段、下边舱分段、舷侧分段、上边舱分段、甲板分段、横舱壁分段和纵舱壁分段,各类分段的结构形式不一样,所以制造方式和安装方法有所差别(见示图8—20),而共同点是分段首尾端的构架与壳板“一刀齐”。
示图8—20一、底部分段制造大型船舶底部一般分为平底线区的“方箱”底部,及其二侧舭部的底边水舱组成。
1、制造方式:大型船舶“方箱”底部均分为不对称的左右(P.S)二个片段分别制造,搭载前才总组合拢成整体。
制造方式是在“平面分段装焊流水线”上的内底板为基面反造,然后贴盖外板拼板。
而特殊船舶LNG则以内底板为基面反造,而外板纵骨则安装在另一外板胎架的铺板上。
将反造的内底片段翻身反扣至正态外板片段中成形分段。
1、安装方法我厂曾用过三种。
(1)七、八十年代曾用框架式装配法(见示图8—21)示图8—21(1)九十年代之后用放射式装配法(见示图8—22)示图8—22(3)LNG船用顺序式装配法(见示图8—23)示图8—232、操作控制要领(1)纵骨、纵桁及横向肋板间距尺寸按“LNG分段建造精度控制表”标准。
(2)纵骨、纵桁及横向肋板的垂直度按“LNG分段建造精度控制表”标准。
(3)纵骨、纵桁、内底板及外板首、尾端应在同一横断面内,检测办法用线锤或激光经纬仪。
4、构架装配顺序内底板拼板划线及切割→纵骨安装→16极焊接→安装肋板→插入纵桁板→架设外板纵骨材→构架焊接→预舾装→贴盖外板拼板→定位加强焊。
(1)内底纵骨安装。
将纵骨按零件号吊到分段内底板相对应的位置。
根据图纸尺寸确定纵骨轮廓与外板端缝的相对位置,然后用点焊固定。
点焊时应从纵骨中间向二端固定,定位焊结束后,要用角尺或水平尺检测盘直度,在关键部位肋骨与内底板的垂直度须用钢板条临时加强以防止纵材焊接变形。
(2)肋板安装。
吊装肋板按相应的肋位线插入纵材之间。
在吊装肋板时会遇到肋板上的纵骨切口不易插入纵骨,这时须修正肋板上的切口。




第一章重点总结第一节了解即可,没有出过题。
第二节1.纯金属的液态结构(11页第三段)2.实际金属的液态结构(11页第四段第五行,从“因此,实际液态金属-----”到段末)3.名词解释温度起伏,结构起伏,能量起伏(11页三、四段中)4.13页第一段“X射线衍射-----”第三节5.影响液态金属粘度的因素(14页)(1)化学成分,难熔化合物的液体粘度较高,熔点低的共晶成分合金粘度低(2)温度,液体金属的粘度随温度的升高而降低。
(3)非金属夹杂物,非金属夹杂物使液态金属粘度增加6.粘度在材料成形过程中的意义1)对液态金属净化的影响(2)对液态合金流动阻力的影响(3)对凝固过程中对流的影响7.名词解释,表面张力(15页最下面一句“总之,一小部分---”)8.表面张力产生的原因,(16页第一段)9.影响表面张力的因素(见2005年A卷二大题1小题)第四节10.流变铸造及特点(21页第一段“即使固相体积分数达到---”至最后,及21页最后一段,22页第一段)11.半固态金属表观粘度的影响因素(21页2 3 4段)第二章重点总结1铸造概念(22页第一段第一句)第一节2.液态金属充型能力和流动性有何本质区别(见2006年A卷第2题)3.两种金属停止流动机理(1)纯金属和窄结晶温度范围合金的停止流动机理(22页最后一段)(2)款结晶温度范围合金停止流动机理(23页第二三段)4.影响充型能力的因素及促进措施(1)金属性质方面的因素1.合金成分2.结晶潜热3.金属比热容4液态金属粘度5表面张力(2)铸型性质方面的因素1铸型蓄热系数,蓄热系数越大,铸型的激冷能力就越强2.铸造温度(3)浇注条件方面因素1.浇注温度2充型压头3浇注系统结构(4)铸件结构方面因素1折算厚度2铸件复杂程度(每点后最好总结一句话)第二节5.金属凝固过程中的流动(第二节1、2段)第三节6.了解存在三种传热;对流传热,传导传热,辐射传热即可第四节7.了解存在三种计算凝固时间的方法1理论计算法2平方根定律3折算厚度法即可第三章重点第一节1为什么过冷是液态合金结晶的驱动力(见2006年A卷第1题)2. 何为热力学能障和动力学能障?凝固过程中是如何克服这两个能障的?(见2005年D卷第3题)第二节 3.形核条件(40页第一段)4.名词解释,匀质形核,非匀质形核(41页最上部)5,2007年B卷第1题6.记住公式3-17 7.2006年A卷第3题第三节8.晶体宏观长大方式晶体宏观长大方式取决于界面前方液体中的温度分布,即温度梯度(1)平面方式长大固-液界面前方液体中的温宿梯度大于0,液相温度高于界面温度,称为正温度梯度分布。


《材料成型理论基础》课程教学大纲一、课程名称(中英文)中文名称:材料成型理论基础英文名称:Fundamentals for Materials Processing二、课程编码及性质课程编码:0809554课程性质:专业核心课,必修课三、学时与学分总学时:56学分:3.5四、先修课程工程材料学、传热学、流体力学、材料成形工艺基础五、授课对象本课程面向材料成型及控制工程专业学生开设,也可以供材料科学与工程专业和电子封装技术专业学生选修。
六、课程教学目的(对学生知识、能力、素质培养的贡献和作用)本课程是本专业的核心课程之一,其教学目的主要包括:1.让学生对液态成形、连接成形、固态塑性成形及高分子材料成形的基本过程有较全面、深入的理解,掌握其基本原理和规律。
2.了解液态金属的结构和性质;掌握液态金属凝固的基本原理,冶金处理及其对产品性能的影响。
3.掌握材料成形中化学冶金基本规律和缺陷的形成机理、影响因素及防止措施。
4.掌握塑性成形过程中的应力与应变的基础理论,金属流动的基本规律及其应用。
5.了解高分子材料的组织转变及流动、成形的基本规律。
表1 课程目标对毕业要求的支撑关系七、教学重点与难点:教学重点:1)本课程以材料成形工艺的理论基础为主线,根据成形加工过程中材料所处或经历的状态,分为液态凝固成形、固态塑性成形、连接成形、塑料注射成形等几类,学习材料在成形过程中的组织结构、性能、形状随外在条件的不同而变化的规律性知识。
2)本课程着重利用前期所学的物理、化学等基础理论,以及传热学、流体力学等专业基础理论知识,学习液态成形、塑性成形、连接成形等基本材料成形技术的内在规律和物理本质,包括共性原理,同时也要注重个性规律性认识。
3)课程将重点或详细介绍三种主要材料成形方法中的主要基础理论和专门知识,阐述这些现象的本质,揭示变化的规律。
而对次要成形方法的基本原理或发展状况等只作简要介绍或自学。
4)重点学习的章节内容包括:第4章“单相合金与多相合金的凝固”(6学时)、第5章“铸件凝固组织的形成与控制”(6学时)、第7章“焊缝及其热影响区的组织和性能”(6学时)、第8章“成形过程的冶金反应原理”(6学时)、第11章“应力与应变理论”(4学时)、第12章“屈服准则”(6学时)。
连接成型知识点总结一、概述连接成型是一种制造工艺,它将多个零部件通过连接件进行固定,从而完成整体装配过程。
连接成型工艺具有广泛的应用范围,在机械、汽车、航空航天、家电等领域都有着重要的作用。
连接成型工艺的质量直接关系到产品的安全性、可靠性和使用寿命,因此对连接成型的工艺技术和质量要求非常严格。
二、连接成型的类型1. 机械连接机械连接是指通过螺纹连接、键连接、销连接等方式将零部件固定在一起的连接成型工艺。
机械连接通常需要使用各种连接件,如螺栓、螺母、螺钉、挤压销等。
2. 焊接连接焊接连接是指通过熔化材料,使得被连接零部件产生永久性结合的连接成型工艺。
焊接连接可以分为气焊、电弧焊、激光焊、等离子焊等不同类型。
3. 粘接连接粘接连接是指通过使用粘合剂或者胶水将零部件固定在一起的连接成型工艺。
粘接连接具有良好的密封性和抗震性,适用于需要减小连接面积或者连接表面不规则的场合。
4. 钳合连接钳合连接是指通过利用夹具将零部件压合在一起的连接成型工艺。
钳合连接通常应用于要求连接部位平整度高、尺寸精度要求高的场合。
5. 压接连接压接连接是指通过利用压力将零部件连接在一起的连接成型工艺。
压接连接通常用于连接面积较大、要求承载能力高的场合。
三、连接成型的工艺流程1. 设计连接形式在进行连接成型之前,首先要确定连接形式,选择适当的连接件或者连接工艺。
在进行机械连接时,需要对连接部位进行结构设计,确定螺纹、键槽、销槽等连接形式,以及选用合适的连接件。
2. 材料准备根据连接成型的要求,选用合适的连接件或者连接材料。
在进行焊接连接时,需要准备焊接材料、焊接设备、电极等;在进行粘接连接时,需要准备胶水、粘合剂等。
3. 过程控制连接成型的过程控制非常重要,它直接影响到连接质量。
在进行机械连接时,需要控制螺纹工艺、键槽加工、销的安装等过程;在进行焊接连接时,需要控制焊接温度、焊接时间、焊接压力等过程;在进行粘接连接时,需要控制胶水固化时间、固定压力等过程。

第三章连接成形常见的连接成形工艺:焊接、胶接和机械联接等。
焊接:通常是指金属的焊接。
是通过加热或加压,或两者同时并用,使两个分离的物体产生原子间结合力而连接成一体的成形方法。
分类:根据焊接过程中加热程度和工艺特点的不同,焊接方法可以分为三大类。
(1)熔焊将工件焊接处局部加热到熔化状态,形成熔池(通常还加入填充金属),冷却结晶后形成焊缝,被焊工件结合为不可分离的整体。
常见的熔焊方法有气焊、电弧焊、电渣焊、等离子弧焊、电子束焊、激光焊等。
(2)压焊在焊接过程中无论加热与否,均需要加压的焊接方法。
常见的压焊有电阻焊、摩擦焊、冷压焊、扩散焊、爆炸焊等。
(3)钎焊采用熔点低于被焊金属的钎料(填充金属)熔化之后,填充接头间隙,并与被焊金属相互扩散实现连接。
钎焊过程中被焊工件不熔化,且一般没有塑性变形。
焊接生产的特点:(1)节省金属材料,结构重量轻。
(2)以小拼大、化大为小,制造重型、复杂的机器零部件,简化铸造、锻造及切削加工工艺,获得最佳技术经济效果。
(3)焊接接头具有良好的力学性能和密封性。
(4)能够制造双金属结构,使材料的性能得到充分利用。
应用:焊接技术在机器制造、造船工业、建筑工程、电力设备生产、航空及航天工业等应用十分广泛。
不足:焊接技术也还存在一些不足之处,如焊接结构不可拆卸,给维修带来不便;焊接结构中会存在焊接应力和变形;焊接接头的组织性能往往不均匀,并会产生焊接缺陷等。
胶接技术:使用胶粘剂来连接各种材料。
与其它连接方法相比,胶接不受材料类型的限制,能够实现各种材料之间的连接(例如各种金属、各种非金属和金属与非金属之间的连接),而且具有工艺简单,应力分布均匀,密封性好,防腐节能,应力和变形小等特点,已被广泛用于现代化生产的各个领域。
胶接的主要缺点是固化时间长,胶粘剂易老化,耐热性差等。
机械联接:有螺纹联接、销钉联接、键联接和铆钉联接,其中铆钉联接为不可拆连接,其余均为可拆连接。
机械联接的主要特点是所采用的连接件一般为标准件,具有良好的互换性,选用方便,工作可靠,易于检修,其不足之处是增加了机械加工工序,结构重量大,密封性差,影响外观,且成本较高。
