砂型铸造
- 格式:ppt
- 大小:3.96 MB
- 文档页数:77

铸造的分类及特点铸造是一种常见的金属加工工艺,它通过熔化金属,将其倒入预先制作好的模具中,并在冷却后得到所需的零件或产品。
根据不同的铸造方法和工艺特点,铸造可以分为几种不同的分类。
本文将介绍一些常见的铸造分类及其特点。
一、砂型铸造砂型铸造是目前应用最广泛的铸造方法之一。
它的工艺流程主要包括模具制作、砂型浇注、冷却固化和零件后处理等步骤。
砂型铸造的特点如下:1. 灵活性高:砂型制作相对简单,易于调整和修改,适用于小批量、多品种的生产需求。
2. 成本较低:相比其他铸造方法,砂型铸造所需的材料成本相对较低。
3. 表面质量较差:由于砂芯的使用,容易出现砂眼、气孔等表面缺陷,需要进行后续的修磨和处理。
4. 适用范围广:砂型铸造可用于铸造几乎所有类型的金属和合金,包括铁、铝、黄铜等。
二、铸型铸造铸型铸造是一种使用金属模具(铸型)进行铸造的方法。
它的工艺流程包括铸型制作、熔炼金属、浇注和冷却固化等步骤。
铸型铸造的特点如下:1. 高精度:铸型铸造可以得到较高的尺寸精度和表面质量,适用于对形状和尺寸要求较高的零件制造。
2. 生产效率相对较低:相比砂型铸造,铸型铸造的制作和准备时间较长,生产节奏较慢。
3. 适用于大型零件:铸型铸造适用于生产大型复杂形状的零件,例如汽车发动机缸体、船舶螺旋桨等。
4. 灵活性一般:相比其他铸造方法,铸型铸造具有较低的灵活性,不太适用于小批量、多品种的生产。
三、压铸压铸是一种通过将熔化的金属注入高压下迅速充填模具,并在冷却后得到所需零件的铸造方法。
压铸的特点如下:1. 高精度和表面质量:压铸可以得到非常高的几何精度和良好的表面质量,适用于制造高精度要求的零件。
2. 生产效率高:压铸的生产周期短,能够实现高产出,适用于大规模生产。
3. 适用于较小尺寸的零件:压铸适用于制造较小尺寸的零件,例如手机外壳、汽车零配件等。
4. 高成本:相比其他铸造方法,压铸设备和模具的成本相对较高。
四、重力铸造重力铸造是利用金属重力作用实现铸造的一种方法,包括砂重力铸造和金属重力铸造两种形式。


砂型铸造的概念
砂型铸造是一种在砂型中生产铸件的铸造方法。
造型材料是铸造砂和型砂粘结剂。
最常用的铸造砂是硅质砂,但硅砂的高温性能不能满足使用要求时则使用锆英砂、铬铁矿砂、刚玉砂等特种砂。
为了使制成的砂型和型芯具有一定的强度,在搬运、合型及浇注液态金属时不致变形或损坏,一般要在铸造中加入型砂粘结剂,将松散的砂粒粘结起来成为型砂。
应用最广的型砂粘结剂是粘土,也可采用各种干性油或半干性油、水溶性硅酸盐或磷酸盐和各种合成树脂作型砂粘结剂。
砂型铸造中所用的外砂型按型砂所用的粘结剂及其建立强度的方式
不同分为粘土湿砂型、粘土干砂型和化学硬化砂型 3 种。
粘土湿砂
型以粘土和适量的水为型砂的主要粘结剂,制成砂型后直接在湿态下合型和浇注。
湿型铸造历史悠久,应用较广。
湿型砂的强度取决于粘土和水按一定比例混合而成的粘土浆。
型砂一经混好即具有一定的强度,经舂实制成砂型后,即可满足合型和浇注的要求。
因此型砂中的粘土量和水分是十分重要的工艺因素。
以型砂和芯砂为造型材料制成铸型,液态金属在重力下充填铸型来生产铸件的铸造方法。
钢、铁和大多数有色合金铸件都可用砂型铸造方法获得。
由于砂型铸造所用的造型材料价廉易得,铸型制造简便,对铸件的单件生产、成批生产和大量生产均能适应,长期以来,一直是铸造生产中的基本工艺。
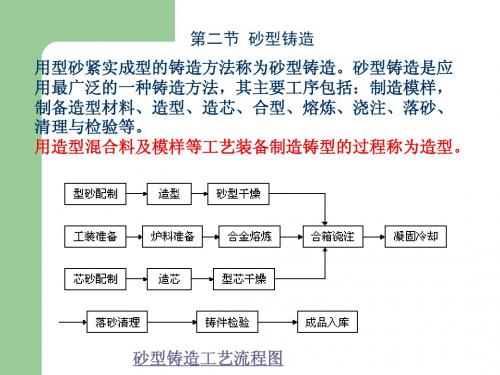

第一章砂型铸造§1-1 概述以型砂为材料制备铸型的铸造方法叫做砂型铸造。
有别于砂型铸造的其它铸造方法,称为特种铸造。
砂型铸造和特种铸造比较,其缺点是:劳动条件较差,铸件质量欠佳,铸型只能使用一次,生产率也较低。
优点是:不受零件的形状、大小、复杂程度及合金种类的限制;造型材料来源较广,生产准备周期短,成本低。
因此砂型铸造是铸造生产重应用最广泛的一种方法,世界各国用砂型铸造生产的铸件约占铸件总产量的80~90%砂型的种类常用的砂型有湿型、干型、表面干型和各种化学硬化砂型(自硬砂型)。
湿型:向石英砂中加入适量的粘土和水分,混制而成的型砂称为湿型砂。
用湿型砂舂实,浇注前不烘干的砂型称为湿型。
铝合金、镁合金铸件、小型铸铁件的生产常使用湿型。
湿型可使铸件生产周期缩短,生产率高,经济;由于不必烘干及不需要相应的烘干装置,故节省投资及能源消耗;易于实现机械化和自动化;比干型生产劳动条件好。
干型:经过烘干的砂型称为干型。
烘干后增加了强度和透气性,显著降低发气性,大大减少了由于铸型方面的原因而产生的气孔、砂眼、胀砂、夹砂等缺陷。
干型的缺点是生产周期长,需要烘干设备,增加燃料消耗,恶化劳动条件,难于实现机械化和自动化。
主要用于质量要求高,结构复杂,单件、小批生产的中大型铸件上。
表面干型:铸件表面仅有一层很薄的型砂被干燥(干燥层一般为15~20mm厚),铸型其余部分仍然是湿的,故称表面干型。
表面干型介于湿型和干型之间,既有湿型的优点,又有湿型达不到的性能。
表面干型常用于生产中、大型铝铸件和铸铁件。
化学硬化砂型(自硬砂型):铸型靠型砂自身的化学反应而硬化,一般不需要烘干,或只经低温烘烤。
优点是强度高,节约能源、效率高。
但成本较高,有的易产生粘砂等缺陷。
自硬砂型目前用得较多的有用水玻璃作粘结剂的水玻璃砂型以及用合成树脂作粘结剂的树脂砂型等。
自硬砂型对于各种铸件均可采用。
§1-2 铸造用砂粘土型砂粘土砂是以原砂和粘土为主要材料配制成的型(芯)砂。

第六—第二章砂型铸造铸型:铸造生产中使液态金属成为固态铸件的容器。
容器的内部称型腔,其轮廓相当于所制铸件的外形。
根据铸型特点分:一次型——砂型、熔模、石膏型、实型铸造(消失模铸造);半永久型——泥型、陶瓷型、石墨型铸造;永久型——金属型、压力、挤压、离心铸造;根据浇注时金属所承受的压力状态分:重力作用下的铸造和外力作用下的铸造金属液在常压下完成浇注,称为自由浇注或常压浇注。
金属液在外力作用下实现充填和补缩,如压力铸造、挤压铸造、离心铸造和反重力铸造。
砂型铸造:是利用型(芯)砂制造铸型的铸造方法。
整模造型分模造型一、概述1 缺点、优点:砂型铸造是铸造生产中最广泛的一种方法,世界各国用砂型铸造生产的铸件占总产量的80-90%。
型砂:将原砂或再生砂+粘结剂+其它附加物所混制成的混合物。
砂型(芯):型(芯)砂在外力作用下成形并达到一定的紧实度或密度成为砂型(芯)。
2 砂型的种类湿型:由原砂、粘土、附加物及水按一定比例混碾而成湿型砂;用湿型砂春实,浇注前不烘干的砂型。
干型:经过烘干表面干型:表面仅有一层很薄(15-20mm)的型砂被干燥,其余部分仍然是湿的。
化学自硬砂型:砂型靠型砂自身的化学反应而硬化。
造型:制造砂型的工艺过程。
造芯:制造砂芯的工艺过程。
选择合适的造型(芯)方法和正确的造型(芯)工艺操作,对提高铸件质量、降低成本、提高生产率有极重要的意义。
1 按型(芯)砂粘(固)结机理分类机械粘结造型(芯)、化学粘结造型(芯)、物理固结造型(芯)2 按造型(芯)的机械化程度分类(1)手工造型(芯)手工造型(芯)是最基本的方法,这种方法适应范围广,不需要复杂设备,而且造型质量一般能够满足工艺要求,所以到目前为止,在单件、小批量生产的铸造车间中,手工造型(芯)仍占很大比重,在航空、航天、航海领域应用广泛。
缺点:劳动强度大、生产率低、铸件质量不易稳定。
模样造型、刮板造型、地坑造型,各种造型方法有不同的特点和应用范围。

砂型铸造的分类砂型铸造是指将熔化后的金属倒入砂型中进行铸造的一种工艺。
按照不同的分类标准,砂型铸造可以分为多种类型,下面就对其进行详细介绍。
一、按照砂型材料分类1. 硅砂铸造硅砂是一种常见的砂型材料,其耐高温、抗压强度高、易于加工等特点,使其成为铸造行业最常用的砂型材料之一。
硅砂铸造适用于各种材料的铸造,如铁、钢、铜、铝等。
2. 石膏砂铸造石膏砂铸造主要用于铸造锌合金、铝合金等低熔点金属。
石膏砂铸造具有成本低、制作简单、铸件表面光滑等优点。
3. 粘土砂铸造粘土砂铸造是一种传统的砂型铸造工艺,在冶金、航空、机械等领域得到广泛应用。
粘土砂铸造可用于铸造各种材料,如铁、钢、铜、铝等。
二、按照铸件形状分类1. 平板砂铸造平板砂铸造用于制造平面或近似平面的铸件,如平板、板状零件等。
平板砂铸造的特点是铸件精度高、表面光滑、尺寸稳定。
2. 壳型砂铸造壳型砂铸造是一种高精度、高质量的铸造工艺,适用于制造形状复杂、尺寸精度高的铸件,如涡轮叶片、航空发动机叶轮等。
3. 砂芯砂铸造砂芯砂铸造是一种通过在砂型中插入砂芯,使铸件中产生内腔或复杂空间结构的铸造工艺。
砂芯砂铸造适用于制造具有内腔或复杂结构的铸件,如汽车发动机缸体、水泵叶轮等。
三、按照铸造方法分类1. 真空砂铸造真空砂铸造是一种在真空环境下进行的铸造工艺。
真空砂铸造可消除气孔、夹杂等缺陷,提高铸件质量和性能。
2. 低压砂铸造低压砂铸造是一种通过在熔融金属上施加一定的压力,使其在砂型中充填的铸造工艺。
低压砂铸造适用于制造高精度、高质量的铸件。
3. 高压砂铸造高压砂铸造是一种将熔融金属通过高压喷射入砂型中进行铸造的工艺。
高压砂铸造具有生产效率高、成本低等优点,适用于大批量铸造。
砂型铸造是一种应用广泛的铸造工艺,其分类也十分多样化。
在实际应用中,铸造厂家可以根据铸件的形状、材料、生产需求等因素选择不同的砂型铸造工艺,以达到最佳的铸造效果。
砂型铸造知识点总结1. 砂型铸造的原理砂型铸造是通过在石膏、粘土或硅树脂等材料制成的模具中,倒入熔化的金属,并在金属凝固后将模具破碎,得到所需的铸件。
它的原理是利用砂型的柔软和易于成型的特点,将其用于金属铸造,通过对砂型内部空腔和外部形状进行加工,以得到所需的铸件。
2. 砂型铸造的工艺流程砂型铸造的工艺流程主要包括模具制备、浇注、凝固冷却、脱模等几个步骤。
首先是对模具进行制备,通常使用湿砂型和干砂型两种方式。
然后是浇注,将熔化的金属倒入模具中,填满模具腔室。
接着是凝固冷却,待金属完全凝固后,可以进行脱模,将铸件从模具中取出,再进行后续的处理。
3. 不同类型的砂型铸造根据模具的不同,砂型铸造可以分为湿砂型和干砂型两种类型。
湿砂型是指在模具制备过程中,使用湿润的黏土或粘合剂拌合成模砂,然后将模砂填充到模具中,经过成型、干燥等步骤,最终形成砂型。
干砂型则是指使用无机粘结剂或有机粘结剂与干净的石英砂混合,制成模砂,经过振实、成型等步骤,形成模具。
4. 砂型铸造中的砂型材料砂型铸造中使用的砂型材料主要是石英砂、河砂等天然砂,以及黏土、石膏和硅树脂等粘合剂。
石英砂具有颗粒间的细腻、坚硬、高温抗性好等特点,是最常用的砂型材料。
而粘合剂的选择则取决于铸件的要求和生产的具体条件。
5. 砂型铸造中的缺陷和质量控制在砂型铸造中,常见的缺陷主要有气孔、砂眼、夹杂、收缩孔等。
这些缺陷的产生,通常与砂型的制备、浇注过程、金属凝固等相关。
因此,对于砂型铸造的质量控制至关重要,需要从原材料质量、工艺参数、操作技术、设备状态等方面进行全面管理和控制。
6. 砂型铸造的应用领域砂型铸造广泛应用于各种机械零部件、汽车零部件、船舶零部件、航空航天零部件等领域。
由于其工艺简单、成本低、适用范围广泛,因此在制造业中仍具有重要的地位。
7. 砂型铸造中的技术要点在砂型铸造的过程中,需要注意一些技术要点,以确保铸件的质量。
比如,在模具制备过程中,要注意砂型的成型和干燥,以免产生砂眼和气孔;在浇注过程中,要控制合金的温度和浇注速度,以免产生夹杂和收缩孔;在凝固冷却过程中,要控制冷却速度,以保证金属的组织结构和性能。
