常用塑料的注塑工艺参数——聚丙烯(PP)
- 格式:doc
- 大小:10.50 KB
- 文档页数:1


聚丙烯注塑工艺参数聚丙烯注塑工艺是一种常用的塑料加工方法,它涉及到一系列的工艺参数。
下面将按照章节划分段落,为您解释聚丙烯注塑工艺参数。
1. 温度参数:温度是聚丙烯注塑工艺中最重要的参数之一。
主要包括以下几个方面:1.1 模具温度:模具温度对成型件的外观质量和尺寸稳定性有很大影响。
通常情况下,模具温度通常设置在50-80摄氏度之间。
1.2 料筒温度:料筒是塑料熔融和塑化的地方,料筒温度的调节会影响塑料的熔融和流动性。
通常情况下,料筒温度设置在160-230摄氏度之间。
1.3 射嘴温度:射嘴是将熔融的塑料注入模具的地方,射嘴温度的调节会影响塑料的流动性和充填性能。
通常情况下,射嘴温度设置在180-220摄氏度之间。
2. 压力参数:压力是聚丙烯注塑工艺中另一个重要的参数。
主要包括以下几个方面:2.1 注射压力:注射压力是指塑料在注射过程中所受到的压力,它影响塑料的充填性能和尺寸稳定性。
通常情况下,注射压力设置在50-150Mpa之间。
2.2 保压压力:保压压力是指塑料在保压过程中所受到的压力,它影响成型件的密实度和尺寸稳定性。
通常情况下,保压压力设置在30-100Mpa之间。
3. 注塑速度参数:注塑速度是指塑料在注射过程中的流动速度。
主要包括以下几个方面:3.1 注射速度:注射速度的快慢对成型件的外观质量和尺寸稳定性有影响。
通常情况下,注射速度设置在5-150mm/s之间。
3.2 压力速度:压力速度是指塑料在保压过程中的流动速度,它影响成型件的密实度和尺寸稳定性。
通常情况下,压力速度设置在5-50mm/s之间。
4. 冷却时间参数:冷却时间是指塑料在注射成型后,需要进行冷却固化的时间。
主要包括以下几个方面:4.1 注射冷却时间:注射冷却时间是指塑料在注射过程中的冷却时间,它影响成型件的收缩率和尺寸稳定性。
通常情况下,注射冷却时间设置在10-60秒之间。
4.2 保压冷却时间:保压冷却时间是指塑料在保压过程中的冷却时间,它影响成型件的收缩率和尺寸稳定性。

第1篇一、引言聚丙烯(PP)是一种常用的热塑性塑料,具有良好的耐化学性、耐热性、绝缘性、机械强度和加工性能。
聚丙烯注塑工艺是将聚丙烯颗粒加热熔化,通过注塑机将熔体注入模具中,冷却固化后得到所需形状的塑料制品。
本文将详细介绍聚丙烯注塑工艺的原理、设备、工艺参数及注意事项。
二、聚丙烯注塑工艺原理聚丙烯注塑工艺主要包括以下几个步骤:1. 预塑:将聚丙烯颗粒加入注塑机料斗,通过料斗加热使颗粒熔化。
2. 注塑:将熔化的聚丙烯熔体通过注塑机的螺杆推进,注入模具腔内。
3. 冷却:注塑完成后,模具中的熔体开始冷却固化。
4. 开模取件:冷却固化后,打开模具取出成品。
5. 后处理:对成品进行清洗、干燥等处理。
三、聚丙烯注塑设备1. 注塑机:注塑机是聚丙烯注塑工艺的核心设备,主要有螺杆式注塑机和柱塞式注塑机两种类型。
2. 模具:模具是注塑工艺中另一个重要设备,用于成型聚丙烯制品。
3. 辅助设备:辅助设备包括料斗、加热器、冷却器、控制系统等。
四、聚丙烯注塑工艺参数1. 加热温度:聚丙烯的熔化温度一般在160℃~220℃之间,具体温度根据聚丙烯牌号和注塑机型号进行调整。
2. 注塑压力:注塑压力一般在60MPa~120MPa之间,具体压力根据制品的壁厚和形状进行调整。
3. 注塑速度:注塑速度分为慢速、中速和快速,应根据聚丙烯的熔化性能和制品的形状进行调整。
4. 冷却时间:冷却时间取决于制品的壁厚和冷却效果,一般控制在15~30秒之间。
5. 模具温度:模具温度一般在50℃~100℃之间,具体温度根据聚丙烯的熔化性能和制品的形状进行调整。
五、聚丙烯注塑工艺注意事项1. 聚丙烯颗粒的干燥:聚丙烯颗粒在注塑前应进行干燥处理,以防止注塑过程中产生气泡和降解。
2. 模具预热:注塑前应对模具进行预热,以防止模具温度过低导致制品表面出现缩痕。
3. 螺杆转速:螺杆转速应根据聚丙烯的熔化性能和注塑速度进行调整,以防止熔体过热或过冷。
4. 注塑压力:注塑压力应根据制品的壁厚和形状进行调整,以防止制品出现变形和缺陷。
产品简介中国石化是国内双向拉伸聚丙烯(BOPP)树脂的最大供应商,在BOPP 的理论研究方面取得了重大突破,从聚丙烯分子结构设计和控制入手,解决了拉伸稳定性、热稳定性等关键技术问题,全面提高了中国石化BOPP 专用料的产品质量,在薄膜生产时线速度可达到400米/分钟以上。
产品用途BOPP 料主要应用于具有高挺度、高透明性能的内外层包装薄膜领域,也广泛用于生产印刷复合用平膜、消光膜、珠光膜、合成纸和烟膜等产品,通常用来制作商标印刷、印刷复合、食品饮料包装、香烟包装和胶粘带等。
OverviewSinopec is the largest BOPP resin supplier in China. The company has made a breakthrough in the theoretical research on BOPP. Starting with the design and control of the molecular structure of polypropylene, Sinopec has overcome a series of technical challenges such as tensile and thermal stability and signi ficantly improved the quality of its BOPP resin. The linear velocity could exceed 400 meters per minute during film processing.ApplicationsBOPP is mainly used in the production of high-stiffness, high-transparence packaging film. It is also widely used in the production of printing and laminated film, Matt film, pearlized film, synthetic paper, cigarette film, etc.Packages, Storage and TransportationThe resin is packaged in internally film-coated polypropylene woven bags, FFS bags or container bags and the net weight is 25Kg/bag or 700Kg/bag.The resin should be stored in a drafty, dry warehouse and away from fire and direct sunlight. It should not be piled up in the open air. During transportation, the material should not be exposed to strong sunlight or rain and should not be transported together with sand, soil, scrap metal, coal or glass. Transportation together with toxic, corrosive and flammable substance is strictly prohibited.产品包装及贮运要求产品采用聚丙烯内涂膜编织袋、FFS 薄膜袋或集装袋包装,净重25Kg/袋或700Kg /袋。
注塑常用原料的性能与加工工艺特点注塑是一种常见的塑料加工方法,常用于制造各种塑料制品。
不同的塑料原料具有不同的性能和加工工艺特点。
下面将介绍几种常用的注塑原料以及它们的性能和加工特点。
1. 聚丙烯(PP):聚丙烯是一种具有良好韧性和耐化学腐蚀性的热塑性塑料。
它具有较高的熔点和热变形温度,因此在注塑过程中需要相对较高的熔融温度和压力。
聚丙烯在注塑加工中容易流动,尺寸稳定,且易于模具成型。
同时,聚丙烯可回收利用,具有环保特点。
2. 聚苯乙烯(PS):聚苯乙烯是一种常见的透明塑料。
它具有较低的熔点和热变形温度,易于熔融和注塑成型。
然而,聚苯乙烯在注塑过程中容易受热破坏和变形,因此在注塑加工中需要控制好熔融温度和冷却时间,以确保产品的质量。
3. 聚丙烯酸甲酯(PMMA):聚丙烯酸甲酯是一种具有良好透明度和耐候性的塑料。
它具有较高的熔点和粘度,注塑时需要较高的加工温度和压力,以确保充分熔化和完整充型。
PMMA还具有良好的刚性和耐化学性,可用于制造透明的塑料产品。
4. 聚乙烯(PE):聚乙烯是一种常见的塑料,具有良好的柔韧性和机械强度。
它具有较低的熔点和粘度,易于熔融和注塑成型。
聚乙烯在注塑过程中容易流动,可用于制造各种形状的产品。
总的来说,不同的注塑原料具有不同的性能和加工工艺特点。
在进行注塑加工时,需要根据原料的特性和要求来选择合适的温度、压力和冷却时间,以确保产品的质量和成型效果。
同时,还需要注意原料的回收利用和环保性能,以实现可持续发展。
在注塑加工中,还存在其他一些常用的塑料原料,下面将继续介绍它们的性能和加工工艺特点。
5. 聚碳酸酯(PC):聚碳酸酯是一种具有良好透明性和耐冲击性的塑料。
它具有较高的熔点和熔融粘度,因此在注塑加工过程中需要较高的温度和压力。
聚碳酸酯的熔融温度接近其热分解温度,因此在加工过程中要注意控制好温度和冷却速率,以防止产生气泡和烧结现象。
6. 聚乙烯醇(PVA):聚乙烯醇是一种水溶性的塑料,具有良好的耐溶解性和粘接性。

常用塑料的注塑工艺参数注塑成型是目前塑料加工领域最为常见、也最为广泛的加工方式之一。
而塑料产品质量好坏与注塑工艺的优劣分不开。
因此,正确掌握塑料注塑成型的工艺参数非常重要。
本文将以常用的塑料种类为切入点,详细介绍其注塑工艺参数。
一、聚丙烯(PP)的注塑工艺参数:聚丙烯(PP)是一种热塑性树脂,具有良好的耐酸碱性和耐热性,是一种广泛应用于日常生活和工业中的塑料。
其注塑工艺参数如下:1.注塑温度:200-250℃2.模具温度:30-60℃3.注塑压力:60-100MPa4.射出速度:高于30mm/s5.冷却时间:15-30s二、聚苯乙烯(PS)的注塑工艺参数:聚苯乙烯(PS)是一种透明的、热塑性的合成树脂,具有优良的透明性和抗冲击性能。
其注塑工艺参数如下:1.注塑温度:180-230℃2.模具温度:20-60℃3.注塑压力:50-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s三、聚碳酸酯(PC)的注塑工艺参数:聚碳酸酯(PC)是一种优良的工程塑料,具有很高的耐热性、抗冲击性和透明性等优点,广泛用于制造电子产品、汽车零部件、音响系统等。
其注塑工艺参数如下:1.注塑温度:260-330℃2.模具温度:80-110℃3.注塑压力:80-140MPa4.射出速度:高于50mm/s5.冷却时间:40-60s四、尼龙(PA)的注塑工艺参数:尼龙(PA)是一种聚酰胺类塑料,具有高的强度和耐磨性,被广泛用于制造化学纤维、汽车零部件和运动器材等领域。
其注塑工艺参数如下:1.注塑温度:240-290℃2.模具温度:80-110℃3.注塑压力:50-120MPa4.射出速度:高于40mm/s5.冷却时间:30-40s五、聚乙烯(PE)的注塑工艺参数:聚乙烯(PE)是一种低密度聚乙烯和高密度聚乙烯两种类型,是一种透明、柔韧的塑料材料,被广泛应用于制造塑料袋、垃圾桶和水暖管道等产品。
其注塑工艺参数如下:1.注塑温度:160-220℃2.模具温度:20-60℃3.注塑压力:30-100MPa4.射出速度:高于30mm/s5.冷却时间:20-30s在实际注塑生产中,各种塑料的注塑工艺参数应根据具体情况进行调整,以确保产品的质量。

PP(聚丙烯)塑料属性及结构性能与注塑加工应用1.1聚丙烯PP:Polypropylene1.1.1分类1)结构-[CH2-CH(CH3)]n-。
PP为线型结构,和PE相似,只不过不同的是在主链上,每隔一个碳原子有一个甲基侧基存在,于是整个分子在空间结构上,就产生三种不同异构体。
即全同PP(也叫等规PP)、间同FP(也叫间规PP)和无规PP三种立体化学结构。
PP通常是全同PP,具有高度的结晶性。
1、等规聚丙烯(全同立构聚丙烯),英文缩写为IPP从立体化学来看,IPP分子中每个含甲基(—CH3)的碳原子都有相同的构型,即如果把主链拉伸(实际呈线团状),使主链的碳原子排列在主平面内,则所有的甲基(—CH3)都排列在主平面的同一侧。
我国各石化企业生产的均聚聚丙烯都属于等规聚丙烯,基本性能如前所述,典型产品如北京燕山石化的PP2401,扬子石化的F401,齐鲁石化的T30S等。
2、间规聚丙烯,英文缩写为SPP从立体化学来看,SPP分子中含有甲基(—CH3)的碳原子分为两种不同构型且交替排列,如把主链拉伸,使主链的碳原子排列在主平面内,则所有的甲基(—CH3)交替排列在主平面的两侧。
SPP是高弹性的热塑性塑料,有良好的拉伸强度,它可以像乙丙橡胶那样进行硫化成为弹性体,机械性能优于一般不饱和橡胶。
3、无规聚丙烯,英文缩写为APP从立体化学来看,APP主链上所连甲基(—CH3)在主平面上下两方呈无规则排列。
APP曾是碳酸钙填充母料的载体树脂的主要原料,其原因是它作为IPP生产过程中的副产物,作为技术输出的外国公司认为它没有应用价值,只有焚烧处之,是我国的科技人员将其用于制作碳酸钙填充母料,在八十年代初期,APP母料曾红极一时,为当时合成树脂原料奇缺的塑料工业带来巨大经济效益。
后来北京燕山石化技术改造,改变了聚丙烯生产工艺,副产物APP的来源枯竭,碳酸钙填充母料用的载体树脂转向其它高分子材料,但APP作为一种聚合物,仍然有其自己的独特之处,至今仍有一些进口的APP在许多领域使用,这些APP已不再是IPP生产过程中的副产物,而是特殊工艺制造出的真正意义上的无规聚丙烯。

常用塑料的注塑成型条件注塑成型是现代工业中最常用的加工方式之一,广泛应用于各种行业和领域。
而塑料是目前最常用的注塑成型材料之一,由于其优异的物理特性和化学性能,塑料成型已经成为了工业生产中不可或缺的一部分。
在注塑成型过程中,塑料成型条件的选择是非常重要的。
不同种类的塑料,在注塑成型时所需要的温度、压力、速度等方面条件都有所不同。
下面将针对一些常见的塑料进行介绍。
1.聚丙烯(PP)聚丙烯是一种常用的注塑材料,具有良好的机械强度、耐磨损性和抗腐蚀性。
在注塑成型时,需要保持注塑温度在220-260℃之间,同时保持缸体内的压力在80-120MPa之间,这样可以确保聚丙烯在成型时流动性良好,且成型质量优良。
2.聚乙烯(PE)聚乙烯也是注塑成型中常用的材料之一,其具有良好的可塑性和抗冲击性。
在注塑成型时,需要将温度控制在200-260℃之间,同时保持较高的注塑压力,以确保聚乙烯能够充分流动,成型质量优良。
3.聚碳酸酯(PC)聚碳酸酯是一种高性能的注塑材料,具有优异的强度和耐热性。
在注塑成型时,需要将温度控制在280-320℃之间,同时保持高压力,以确保聚碳酸酯能够充分流动,且不易收缩,成型质量优良。
4.聚苯乙烯(PS)聚苯乙烯是注塑成型中使用较多的材料之一,其具有良好的透明度和电气绝缘性。
在注塑成型时,需要将温度控制在180-230℃之间,同时保持适当的压力,以确保聚苯乙烯能够快速流动,且成型质量优良。
5.聚氯乙烯(PVC)聚氯乙烯是一种常用的注塑材料,具有良好的耐酸碱性和耐光性。
在注塑成型时,需要将温度控制在160-180℃之间,同时保持高压力,以确保聚氯乙烯能够充分流动,且成型质量优良。
以上是常见的几种塑料在注塑成型过程中的成型条件介绍。
需要注意的是,不同材料的成型条件会有所不同,同时也需要根据具体的注塑机器参数进行调整,以达到最优的注塑成型效果。
聚丙烯(PP)的性能及成型工艺参数聚丙烯(PP)作为热塑塑料聚合物是有规立构聚合物中的第一个。
其历史意义体现在,它一直是增长最快的主要热塑性塑料,它在热塑性塑料领域内有十分广泛的应用,特别是在纤维和长丝、薄膜挤压、注射加工等方面。
汽车内饰塑料件中使用最多的是聚丙烯,占整个内饰塑料件质量的60%以上。
高冲击强度PP是由PP和乙烯-丙烯共聚物组成的,其原理是在PP中加入乙烯-丁烯或乙烯-辛烯这类乙烯基橡胶。
同理,加入滑石粉、碳酸钙等无机填料也可以提高PP的刚性。
以树脂为基体的汽车配件,除了质地较轻外,还需要考虑到环保、易设计性和高可塑性。
为了满足上述要求,各种不同的PP复合材料被开发出来,例如,高硬度、高冲击强度、高流动性和结晶性能的改善。
为了得到高性能的PP复合材料可以通过两种方法制得:第一共混改性。
在PP中添加各种助剂,例如橡胶、填料。
第二化学改性。
在生产PP的过程中通过改变催化剂或生产工艺制得高立构规整、高流动及高抗冲PP。
通过这些改性方法制备的PP复合材料,能满足汽车部件的使用要求,已成功替代了原先使用的工程塑料。
因此,PP及其复合材料在汽车塑料中所占的比例不断的上升。
加入无机填料可以提高PP的性能,颗粒状的碳酸钙、扁平状的滑石粉以及针状的玻璃纤维对PP刚性有着深度的影响。
由于玻璃纤维自身具有较高的硬度和长径比,对PP的刚性提高最为明显:滑石粉其次。
实际生产中考虑到性价比加工性能,滑石粉和玻璃纤维在汽车塑料中使用的量多。
PP在注射成型前应该在60-80℃的温度下干燥2-3小时,以确保PP的水分含量小于0.01%。
如果PP不进行上述步骤,在加工过程中会产生降解,导致注射制品出现发黄、气泡、银纹等缺陷。
通过先进的复合技术和成型技术以及对PP基体极性改性使得PP复合材料的应用领域不断扩大。
近年来,环境友好型PP已经引起极大的关注。
因此,预计未来PP消费量将继续增加。
PP 通过和人造橡胶及无极填料熔融共混,可以得到高性能的PP复合材料。
PP的注塑成型参数PP的注塑成型参数PP通称聚丙烯,因其抗折断性能好,也称“百折胶”。
PP是一种半透明、半晶体的热塑性塑料,具有高强度、绝缘性好、吸水率低、热就形温度高、密度小、结晶度高等特点。
改性填充物通常有玻璃纤维、矿物填料、热塑性橡胶等。
不同用途的PP其流动性差异较大,一般使用的PP流动速率介于ABS与PC之间。
1、塑料的处理纯PP是半透明的象牙白色,可以染成各种颜色。
PP的染色在一般注塑机上只能用色母料。
在华美达机上有加强混炼作用的独立塑化元件,也可以用色粉染色。
户外使用的制品,一般使用UV稳定剂和碳黑填充。
再生料的使用比例不要超过15%,否则会引起强度下降和分解变色。
PP注塑加工前一般不需特别的干燥处理。
2、注塑机选用对注塑机的选用没有特殊要求。
由于PP具有高结晶性。
需采用注射压力较高及可多段控制的电脑注塑机。
锁模力一般按3800t/m2来确定,注射量20%-85%即可。
3、模具及浇口设计模具温度50-90℃,对于尺寸要求较高的用高模温。
型芯温度比型腔温度低5℃以上,流道直径4-7mm,针形浇口长度1-1.5mm,直径可小至0.7mm。
边形浇口长度越短越好,约为0.7mm,深度为壁厚的一半,宽度为壁厚的两倍,并随模腔内的熔流长度逐肯增加。
模具必须有良好的排气性,排气孔深0.025mm-0.038mm,厚1.5mm,要避免收缩痕,就要用大而圆的注口及圆形流道,加强筋的厚度要小(例如是壁厚的50-60%)。
均聚PP制造的产品,厚度不能超过3mm,否则会有气泡(厚壁制品只能用共聚PP)。
4、熔胶温度PP的熔点为160-175℃,分解温度为350℃,但在注射加工时温度设定不能超过275℃。
熔融段温度最好在240℃。
5、注射速度为减少内应力及变形,应选择高速注射,但有些等级的PP和模具不适用(人地幔现气泡、气纹)。
如刻有花纹的表面出现由浇口扩散的明暗相间条纹,则要用低速注射和较高模温。
6、熔胶背压可用5bar熔胶背压,色粉料的背压可适当调高。
常用塑料的注塑工艺参数一一聚丙烯(PP)
熔料温度:220-2800c
料筒恒温:220℃
模具温度:20-70°C
注射压力:具有良好的流动性能,避免采用过高的注射压力80-140MPa(800-140Obar);一些薄壁包装容器处为可达到180MPa(1800bar)‹,
保压压力:避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%-60%o
背压:5-20MPa(50-200bar)β
注射速度:对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品。
螺杆转速:高螺杆转速(线速度为S)是允许的,只要满足冷却时间结束前完成塑化过程就可以。
计量行程:(最小值-最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要好的。
预烘干:不需要;贮藏条件不好,在80℃的温度下烘干Ih就可以。
回收率:可达到100%回收。
收缩率:;收缩程度高;24h后不会在收缩(成型后收缩)
浇口系统:点式烧口或多点烧口,加热式热流道,保温式热流道,内烧套;捎口位置在制品最厚点,否则易发生大的缩水。
料筒设备:标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切边段几何外形特殊(1:D=25:1),直通喷嘴,止逆阀。
机器停工时间段:无需用其它材料进行专门的清洗工作;PE耐温升。
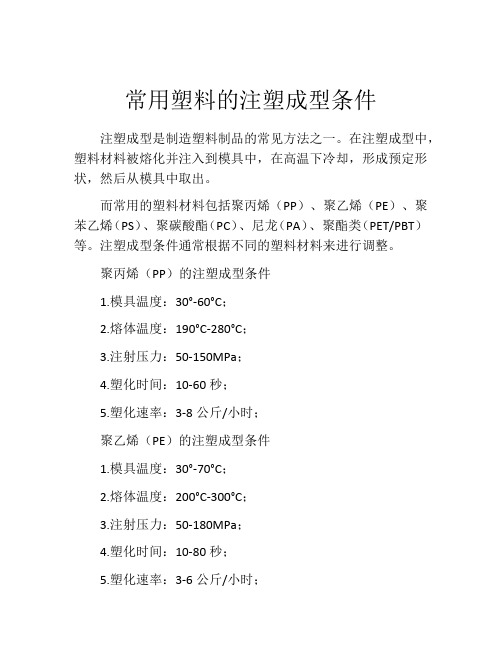
常用塑料的注塑成型条件注塑成型是制造塑料制品的常见方法之一。
在注塑成型中,塑料材料被熔化并注入到模具中,在高温下冷却,形成预定形状,然后从模具中取出。
而常用的塑料材料包括聚丙烯(PP)、聚乙烯(PE)、聚苯乙烯(PS)、聚碳酸酯(PC)、尼龙(PA)、聚酯类(PET/PBT)等。
注塑成型条件通常根据不同的塑料材料来进行调整。
聚丙烯(PP)的注塑成型条件1.模具温度:30°-60°C;2.熔体温度:190°C-280°C;3.注射压力:50-150MPa;4.塑化时间:10-60秒;5.塑化速率:3-8公斤/小时;聚乙烯(PE)的注塑成型条件1.模具温度:30°-70°C;2.熔体温度:200°C-300°C;3.注射压力:50-180MPa;4.塑化时间:10-80秒;5.塑化速率:3-6公斤/小时;聚苯乙烯(PS)的注塑成型条件1.模具温度:30°-80°C;2.熔体温度:180°C-240°C;3.注射压力:50-120MPa;4.塑化时间:10-40秒;5.塑化速率:2-6公斤/小时;聚碳酸酯(PC)的注塑成型条件1.模具温度:80°-120°C;2.熔体温度:270°C-320°C;3.注射压力:70-150MPa;4.塑化时间:20-60秒;5.塑化速率:3-6公斤/小时;尼龙(PA)的注塑成型条件1.模具温度:60°-100°C;2.熔体温度:240°C-300°C;3.注射压力:70-160MPa;4.塑化时间:15-60秒;5.塑化速率:2-5公斤/小时;聚酯类(PET/PBT)的注塑成型条件1.模具温度:60°-100°C;2.熔体温度:250°C-300°C;3.注射压力:60-150MPa;4.塑化时间:15-40秒;5.塑化速率:3-6公斤/小时;注塑成型条件的调整对于不同的塑料材料来说是非常重要的,它会影响到塑料制品的质量和性能。
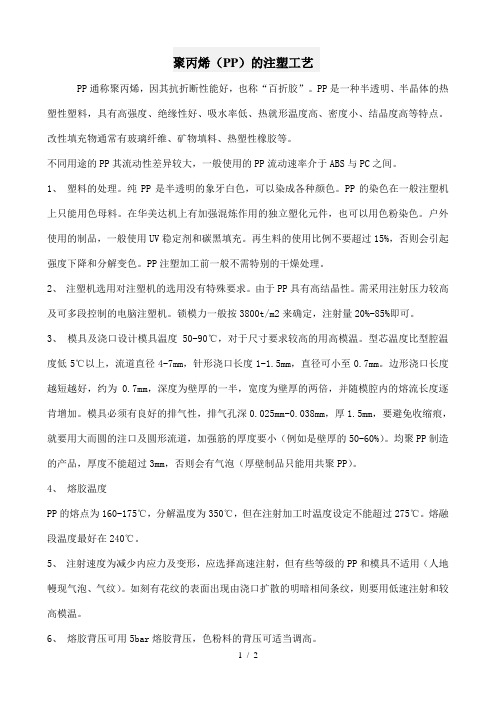
聚丙烯(PP)的注塑工艺PP通称聚丙烯,因其抗折断性能好,也称“百折胶”。
PP是一种半透明、半晶体的热塑性塑料,具有高强度、绝缘性好、吸水率低、热就形温度高、密度小、结晶度高等特点。
改性填充物通常有玻璃纤维、矿物填料、热塑性橡胶等。
不同用途的PP其流动性差异较大,一般使用的PP流动速率介于ABS与PC之间。
1、塑料的处理。
纯PP是半透明的象牙白色,可以染成各种颜色。
PP的染色在一般注塑机上只能用色母料。
在华美达机上有加强混炼作用的独立塑化元件,也可以用色粉染色。
户外使用的制品,一般使用UV稳定剂和碳黑填充。
再生料的使用比例不要超过15%,否则会引起强度下降和分解变色。
PP注塑加工前一般不需特别的干燥处理。
2、注塑机选用对注塑机的选用没有特殊要求。
由于PP具有高结晶性。
需采用注射压力较高及可多段控制的电脑注塑机。
锁模力一般按3800t/m2来确定,注射量20%-85%即可。
3、模具及浇口设计模具温度50-90℃,对于尺寸要求较高的用高模温。
型芯温度比型腔温度低5℃以上,流道直径4-7mm,针形浇口长度1-1.5mm,直径可小至0.7mm。
边形浇口长度越短越好,约为0.7mm,深度为壁厚的一半,宽度为壁厚的两倍,并随模腔内的熔流长度逐肯增加。
模具必须有良好的排气性,排气孔深0.025mm-0.038mm,厚1.5mm,要避免收缩痕,就要用大而圆的注口及圆形流道,加强筋的厚度要小(例如是壁厚的50-60%)。
均聚PP制造的产品,厚度不能超过3mm,否则会有气泡(厚壁制品只能用共聚PP)。
4、熔胶温度PP的熔点为160-175℃,分解温度为350℃,但在注射加工时温度设定不能超过275℃。
熔融段温度最好在240℃。
5、注射速度为减少内应力及变形,应选择高速注射,但有些等级的PP和模具不适用(人地幔现气泡、气纹)。
如刻有花纹的表面出现由浇口扩散的明暗相间条纹,则要用低速注射和较高模温。
6、熔胶背压可用5bar熔胶背压,色粉料的背压可适当调高。
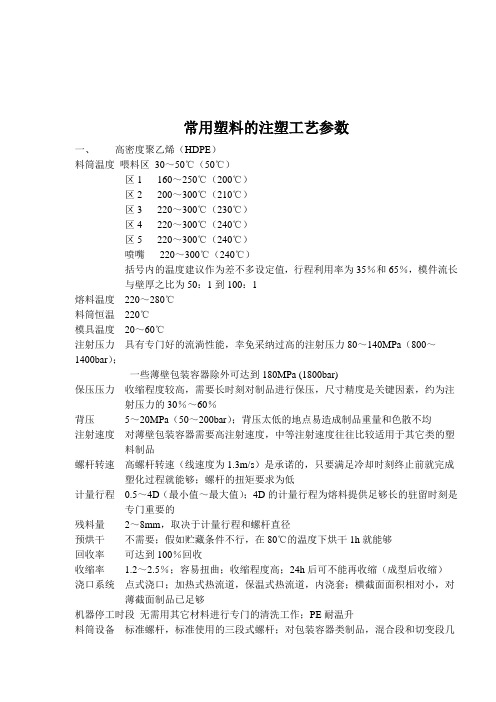
常用塑料的注塑工艺参数一、高密度聚乙烯(HDPE)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为差不多设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~60℃注射压力具有专门好的流淌性能,幸免采纳过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)保压压力收缩程度较高,需要长时刻对制品进行保压,尺寸精度是关键因素,约为注射压力的30%~60%背压5~20MPa(50~200bar);背压太低的地点易造成制品重量和色散不均注射速度对薄壁包装容器需要高注射速度,中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是承诺的,只要满足冷却时刻终止前就完成塑化过程就能够;螺杆的扭矩要求为低计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时刻是专门重要的残料量2~8mm,取决于计量行程和螺杆直径预烘干不需要;假如贮藏条件不行,在80℃的温度下烘干1h就能够回收率可达到100%回收收缩率 1.2~2.5%;容易扭曲;收缩程度高;24h后可不能再收缩(成型后收缩)浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;横截面面积相对小,对薄截面制品已足够机器停工时段无需用其它材料进行专门的清洗工作;PE耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形专门(L:D=25:1),直通喷嘴,止逆阀二、聚丙烯(PP)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(220℃)区3 220~300℃(240℃)区4 220~300℃(240℃)区5 220~300℃(240℃)喷嘴220~300℃(240℃)括号内的温度建议作为差不多设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度20~70℃注射压力具有专门好的流淌性能,幸免采纳过高的注射压力80~140MPa(800~1400bar);一些薄壁包装容器除外可达到180MPa (1800bar)保压压力幸免制品产生缩壁,需要专门长时刻对制品进行保压(约为循环时刻的30%);约为注射压力的30%~60%背压5~20MPa(50~200bar)注射速度对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品螺杆转速高螺杆转速(线速度为1.3m/s)是承诺的,只要满足冷却时刻终止前完成塑化过程就能够计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时刻是专门重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;假如贮藏条件不行,在80℃的温度下烘干1h就能够回收率可达到100%回收收缩率 1.2~2.5%;收缩程度高;24h后可不能再收缩(成型后收缩)浇口系统点式浇口或多点浇口;加热式热流道,保温式热流道,内浇套;浇口位置在制品最厚点,否则易发生大的缩水机器停工时段无需用其它材料进行专门的清洗工作;PP耐温升料筒设备标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切变段几何外形专门(L:D=25:1),直通喷嘴,止逆阀三、聚苯乙烯(PS)料筒温度喂料区30~50℃(50℃)区1 160~250℃(200℃)区2 200~300℃(210℃)区3 220~300℃(230℃)区4 220~300℃(230℃)区5 220~300℃(230℃)喷嘴220~300℃(230℃)括号内的温度建议作为差不多设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度220~280℃料筒恒温220℃模具温度15~50℃注射压力具有专门好的流淌性能,幸免采纳过高的注射压力80~140MPa(800~1400bar)保压压力注射压力的30%~60%;相对较短的保压时刻背压5~10MPa(50~100bar);在背压太低的地点,熔料中易产动气泡(制品中有灰黑纹路)注射速度普遍较快,多级注射以制品形状为依据;对薄壁的包装容器应该尽可能快,必要时使用蓄能器螺杆转速高螺杆转速(最大线速度为1.3m/s)是承诺的;但为取得好的成效,塑化过程应该缓慢同冷却时刻一样计量行程0.5~4D(最小值~最大值);4D的计量行程为熔料提供足够长的驻留时刻是专门重要的残料量2~8mm,取决于计量行程和螺杆转速预烘干不需要;假如贮藏条件不行,在80℃的温度下烘干1h就能够回收率可达到100%回收收缩率0.3%~0.6%浇口系统点式浇口;加热式热流道,保温式热流道,内浇套;相对较小的横截面为足够机器停工时段无需用其它材料进行专门的清洗工作;PS耐温升料筒设备标准螺杆,直通喷嘴,止逆阀四、聚氯乙烯-未增塑(PVC-U)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 165~180℃(170℃)区3 180~210℃(190℃)区4 180~210℃(200℃)区5 180~210℃(200℃)喷嘴180~210℃(200℃)括号内的温度建议作为差不多设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度210~220℃料筒恒温120℃模具温度30~60℃注射压力80~160MPa(800~1600bar)保压压力不可设置太高,注射压力的40~60%,以模件和浇口为依据背压鉴于它的热敏锐性,正确设置背压是专门关键的;螺杆转动摩擦产生的热量(关闭热量输入操纵)比从料筒加热圈产生的热量更好;背压不超过30MPa(300bar)注射速度不要设置太高并小心物料产生剪切效应;制品易产生变性或锐边的地点,应绝对需要多级注射速度螺杆转速使用承诺的最低设置,最大速度折合线速度为0.2m/s;假如必要,延迟塑化以确保在冷却时刻长的情形下,计量操作在低螺杆转速时能在冷却时刻终止前完成;需要高扭矩并保持平均计量行程 1.0~3.5D残料量应较小:1~5mm,取决于计量行程和螺杆直径;螺杆在安装料筒时确保最小配合预烘干假如贮藏条件不行,在70℃的温度下烘干1h就可回收率承诺在材料没有热分解的状态下再生利用收缩率0.5%~0.7%浇口系统直浇口,片式浇口或圆片式浇口较好,对小的制品也可采纳点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,承诺熔料驻流2~3mm,然后像挤出机那样缓慢操作机器;重复操作直到料筒温度降到160℃,然后挤出余料,清空料筒料筒设备硬质PVC螺杆;有些需要料筒有加热圈和冷空气吹气装置;螺杆头有螺槽或没有螺槽,直通喷嘴五、增塑聚氯乙烯(P-PVC)料筒温度喂料区30~50℃(50℃)区1 140~160℃(150℃)区2 150~180℃(165℃)区3 160~220℃(180℃)区4 160~220℃(190℃)区5 160~220℃(190℃)喷嘴160~220℃(200℃)括号内的温度建议作为差不多设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1熔料温度200~220℃料筒恒温120℃模具温度30~50℃注射压力80~120MPa(800~1200bar)保压压力注射压力的30%~60%背压5~10MPa(50~100bar)注射速度为了获得好的表面质量,注射不应该太快(假如必要,采纳多级注射)螺杆转速设置中等螺杆转速,最大折合线速度为0.5m/s计量行程 1.0~3.5D残料量2~6mm,取决于计量行程和螺杆直径预烘干不需要;只有在贮藏条件不行,在70℃的温度下烘干1h就可回收率承诺在材料没有热分解的状态下再生利用收缩率1%~2.5%浇口系统对小的制品可采纳点式浇口;浇口朝着制品的方向应有圆弧过渡机器停工时段关闭加热,无背压塑化,操作几次挤出循环料筒设备标准螺杆,止逆环,直通喷嘴六、尼龙6(PA6)料筒温度喂料区60~90℃(70℃)区1 230~240℃(240℃)区2 230~240℃(240℃)区3 240~250℃(250℃)区4 240~250℃(250℃)区5 240~250℃(250℃)喷嘴230~240℃(250℃)括号内的温度建议作为差不多设定值,行程利用率为35%和65%,模件流长与壁厚之比为50:1到100:1喂料区和区1的温度是直截了当阻碍喂料效率,提高这些温度可使喂料更平均熔料温度240~250℃料筒恒温220℃模具温度60~100℃注射压力100~160MPa(1000~1600bar),假如是加工薄截面长流道制品(如电线扎带),则需要达到180MPa(1800bar)保压压力注射压力的50%;由于材料凝聚相对较快,短的保压时刻已足够。

聚丙烯塑料的注塑特性介绍聚丙烯(PP)是一种常用的聚合物,具有许多优良的特性,如耐高温、耐化学腐蚀、良好的电绝缘性和机械强度等。
注塑是一种常用的PP塑料加工方式,以下是关于聚丙烯注塑特性的详细介绍。
注塑是通过将聚丙烯熔化后注入模具中,然后通过冷却固化成型的一种塑料加工方法。
聚丙烯作为一种注塑塑料具有以下特性:1.熔体流动性能良好:聚丙烯具有较低的熔点和熔体粘度,因此在注塑过程中易于熔化和流动。
这使得聚丙烯能够迅速填充模具中的细节,并产生复杂的形状。
2.快速冷却固化:由于聚丙烯的热传导性好,注塑后的聚丙烯零件可以迅速冷却。
这有利于提高生产效率,并减少冷却时间。
3.低收缩率:相比其他塑料,聚丙烯在冷却过程中的收缩率较低。
这意味着聚丙烯注塑零件的尺寸稳定性较好,不容易因为冷却过程而产生变形。
4.卓越的表面质量:聚丙烯注塑零件的表面质量较高,通常无需进行润滑剂处理或后续加工。
这一特性使得聚丙烯注塑零件在一些要求高表面质量的应用中得到广泛应用。
5.耐化学腐蚀性:聚丙烯具有卓越的耐化学腐蚀性能,对一些化学物质和溶剂具有较好的抵抗性。
因此,聚丙烯注塑零件可以在一些要求耐腐蚀性能的环境中广泛应用。
6.良好的电绝缘性:聚丙烯具有良好的电绝缘性能,可以在电子和电器领域中得到广泛应用。
聚丙烯注塑零件可以有效地阻隔电流流动,减少电子产品的漏电风险。
7.机械强度高:聚丙烯注塑零件具有较高的机械强度和刚度,能够承受一定的物理负荷。
这使得聚丙烯注塑零件在汽车、家电等领域中得到广泛应用。
总的来说,聚丙烯是一种非常适合注塑加工的塑料材料。
注塑过程中,聚丙烯具有优异的流动性、快速冷却固化、低收缩率、卓越的表面质量、耐化学腐蚀性、良好的电绝缘性和高机械强度等特性。
这些特性使得聚丙烯注塑制品在许多行业中得到广泛应用。
常用塑料的注塑工艺参数介绍注塑是塑料制品加工中最重要的加工方式之一,其以塑料颗粒等为原料,通过注塑机将塑料材料熔化,注入模具中进行成型,是塑料制品加工中的核心工艺之一。
因此,注塑工艺参数的设定对塑料制品的质量和产量具有重要影响。
本文将介绍常用塑料的注塑工艺参数,以及如何根据不同的塑料材料设置合理的注塑参数。
一、常见的塑料材料常见的塑料材料包括聚丙烯(PP)、聚乙烯(PE)、聚苯乙烯(PS)、聚碳酸酯(PC)、聚酰胺(PA)和聚丙烯酸酯(PMMA)等。
它们的物理性质和化学性质各不相同,因此需要根据不同的材料进行设置注塑工艺参数。
二、注塑工艺参数的设定1.注射压力注射压力是指注射机将熔化的塑料推入模具中的压力值。
压力值不同,注塑制品的物理性质和外观也不同。
一般来说,注塑压力与注射机的大小有关,注塑机越大,其注射压力越大,可以制作更大的塑料制品。
但是,注塑压力也不是越大越好,过大的注射压力会导致部分产品出现缺陷,如翘曲、气泡等问题。
2.融料温度塑料的熔融温度不同,根据不同的塑料材料,设置不同的融料温度可以保证制品良好的外观和物理性能。
一般来说,融料温度分为料缸温度和射嘴温度两部分。
料缸温度是指注塑机塑化室中的温度,更高的温度可以使塑料熔融得更彻底,但过高的温度会使塑料变性和劣化。
射嘴温度是指将熔化的融料注入模具前,预先保持在较高的温度,以确保能流入模具中。
3.冷却时间注塑制品的冷却时间是指将熔融的塑料注入模具后保持的时间,使其冷却成形。
冷却时间可以影响塑料制品的物理性能。
通常情况下,在工艺参数的设计中,要考虑合理的注塑时间,如过短的冷却时间会在模具中保留熔化的塑料,而过长的时间则会降低生产效率。
4.射胶量射胶量是指注塑机在每个工作循环中注入模具中的塑料量。
射胶量的设定也要根据处理的材料而定。
对于较软的塑料材料,更小的射胶量在注塑制品中显得更有弹性,而对于刚性塑料来说,较大的射胶量可提供更强的坚硬度。
三、总结注塑工艺参数是制作优质的塑料制品不可或缺的一步。

塑料注塑工艺标准1、PP塑料制品:1.1概述:聚丙烯,英文简称PP,为一种白色蜡状材料,密度0.90g/cm3。
PP具有良好的电性能和化学稳定性,其机械性能、耐热性均高于PE,经过增强的PP可用做工程材料。
PP成纤性好,耐疲劳性好,用其制成的铰链几十万次不断;PP低温冲击性不好,成型收缩率大,产品精度不高。
1.2加工:1.2.1成型特性:1.2.1.1结晶性料,吸湿性小,可能发生熔融破裂,长期与热金属接触易发生分解。
1.2.1.2流动性极好,溢边值0.03mm左右。
1.2.1.3冷动速度快,浇注系统及冷却系统应散热缓慢。
1.2.1.4成型收缩范围大,收缩率大,易发生缩孔、凹痕、变形、方向性强。
1.2.1.5注意控制成型温度,料温低方向性明显,尤其是低温高压时更明显,模温低于50℃以下塑件不光泽,易发生熔接不良、流痕;90℃以上时易发生翘曲、变形。
1.2.1.6塑件应壁厚均匀,避免缺口、尖角,以避免应力集中。
1.2.1.7注塑模及注塑制品:A、最小脱模斜度30’---1°。
B、最小壁厚0.85mm。
C、流程与壁厚的关系: ,其中t为壁厚(mm),l为流程(mm)。
D、塑件转接处均应有不小于0.5---1mm的圆角。
E、塑件壁厚应尽可能均匀一致,以防制品结构缩水和翘曲、变形。
1. 3注塑工艺条件:1.2.3.1干燥温度和时间:封袋PP无须干燥即可注塑,预热温度和时间:80---100℃/1---2h。
1.2.3.2料筒温度:200---230℃。
1.2.3.3射嘴温度:180---190℃。
1.2.3.4模温:20---60℃。
1.2.3.5注射压力:≤69---98Mpa1.2.3.6注射时间(包括保压时间):≤20---60S。
1.2.3.7冷却时间:≤20---90S。
1.2.3.8螺杆转速:≤80rpm。
2、PE塑料制品:2.1概述:聚乙烯,英文简称PE,有低密度聚乙烯(LDPE)、高密度聚乙烯(HDPE)及线性低密度聚乙烯(LLDPE)三种。
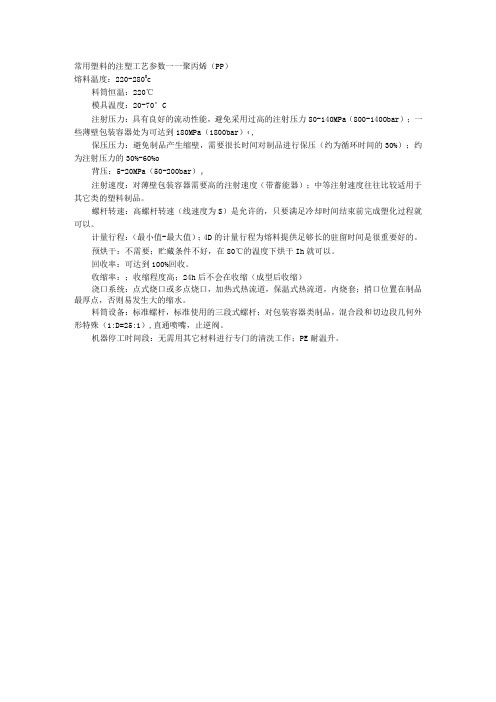
常用塑料的注塑工艺参数——聚丙烯(PP)
熔料温度:220-280℃
料筒恒温:220℃
模具温度:20-70℃
注射压力:具有良好的流动性能,避免采用过高的注射压力80-140MPa(800-1400bar);一些薄壁包装容器处为可达到180MPa(1800bar)。
保压压力:避免制品产生缩壁,需要很长时间对制品进行保压(约为循环时间的30%);约为注射压力的30%-60%。
背压:5-20MPa(50-200bar)。
注射速度:对薄壁包装容器需要高的注射速度(带蓄能器);中等注射速度往往比较适用于其它类的塑料制品。
螺杆转速:高螺杆转速(线速度为1.3m/s)是允许的,只要满足冷却时间结束前完成塑化过程就可以。
计量行程:0.5-4D(最小值-最大值);4D的计量行程为熔料提供足够长的驻留时间是很重要好的。
预烘干:不需要;贮藏条件不好,在80℃的温度下烘干1h就可以。
回收率:可达到100%回收。
收缩率:1.2-2.5%;收缩程度高;24h后不会在收缩(成型后收缩)
浇口系统:点式烧口或多点烧口,加热式热流道,保温式热流道,内烧套;捎口位置在制品最厚点,否则易发生大的缩水。
料筒设备:标准螺杆,标准使用的三段式螺杆;对包装容器类制品,混合段和切边段几何外形特殊(L:D=25:1),直通喷嘴,止逆阀。
机器停工时间段:无需用其它材料进行专门的清洗工作;PE耐温升。