GB4708 2000钢制压力容器焊接工艺评定
- 格式:doc
- 大小:34.80 KB
- 文档页数:5

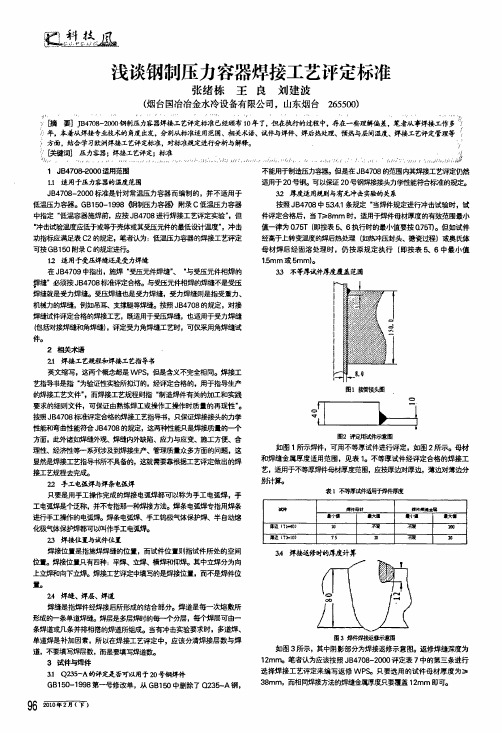
熙塑垒凰.浅谈钢制压力容器焊接工艺评定标准张绪栋王良刘建波(烟台国冶冶金水冷设备有限公司,山东烟台265500)。
}1一j。
j j。
j。
j!j j?。
}j’?。
’}‘}j“。
¨’,'4睛要】JB4708—2000钢刺压力容器焊接工艺评定标准已经颁布10年了,但在执行的过程中,存在一些理解偏差,笔者从事焊接工作多’0力年,本着钛焊接专业技术的角度出发,分别从标准适用范围、相关术语、试件与焊件、焊后热处理、预热与层闻温度、焊接工艺评定管理等;?方面,结合学习欧洲焊接工艺评定标准,聍标准规定进行分析与解释。
j,7 77巨键词】压力容器;焊接工艺评定;标准,Z 4|t?i㈠…j?:?…L~.,?r?r h,.j—H-}?t:/n I%…÷.ji/:v i,//7.川/?{/i…;t}}!?{一i/H。
}。
…{k稍。
i_/?j:;ij?I j{/.j t,/t≯j l/iI r—f.1i÷{?j㈠.强1JB4708.-2000适用范围不能用于制造压力容器。
但是在JB4708的范围内其焊接工艺评定仍然1.1适用于压力容器的温度范围适用于20号钢。
可以保证20号钢焊接接头力学性能符合标准的规定oJ B4708—2000标准是针对常温压力容器而编制的,并不适用于低温压力容器。
G Bl50—1998翎制压力容器>附录C低温压力容器中指定“低温容器施焊前,应按J B4708进行焊接工艺评定实验”,但“冲击试验温度应低于或等于壳体或其受压元件的最低设计温度”,冲击功指标应满足表C2的规定,笔者认为:低温压力容器的焊接工艺评定可按GBl50附录C的规定瓶12适用于受压焊缝还是受力焊缝在JB4709中指出,施焊“受压元件焊缝”、。
与受压元件相焊的拳}缝”必须按J B4708标准评定舍洛。
与受匮元件相焊的焊缝不是受压焊缝就是受力焊缝。
受压焊缝也是受力焊缝,受力焊缝则是指受重力、机械力的焊缝,例如吊耳、支撑腿等焊缝。

国家质量技术监督局关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见文章属性•【制定机关】国家技术监督局(已撤销)•【公布日期】2001.01.02•【文号】质技监办发[2001]003号•【施行日期】2001.01.02•【效力等级】部门规范性文件•【时效性】失效•【主题分类】标准化正文国家质量技术监督局关于执行JB4708-2000《钢制压力容器焊接工艺评定》标准的意见(2001年1月2日质技监办发〔2001〕003号)各省、自治区、直辖市质量技术监督局:《钢制压力容器焊接工艺评定》(以下简称《焊接工艺评定》)JB4708-2000,已经批准发布,并于2000年10月1日起实施。
2000版《焊接工艺评定》标准与92版《焊接工艺评定》标准相比,内容有较大的变化,为既能有效地贯彻执行2000版《焊接工艺评定》,又尽量减少压力容器制造单位不必要的重复评定工作,经研究,提出如下意见,请各有关单位严格执行:1.自发文之日起,制造压力容器的单位进行焊接工艺评定时,应按2000版《焊接工艺评定》标准进行。
2.按92版《焊接工艺评定》标准评定合格的对接焊缝双面焊试件和堆焊试件的评定项目,继续有效。
3.按92版《焊接工艺评定》标准评定合格的对接焊缝单面焊的评定项目,属于下列情况之一的,可继续有效:(1)对接焊缝单面焊试件,试样的实际弯曲角度已达到双面焊接试件要求的弯曲角度;(2)原评定合格的焊接工艺评定项目,按2000版《焊接工艺评定》要求,只补做弯曲试验的评定,并经检验合格。
4.对2000版《焊接工艺评定》标准4.3中型式试验件的评定,如焊接条件与92版《焊接工艺评定》中组合焊缝试件相同时,则组合焊缝试件评定合格的项目适用该型式试验件。
5.上述可继续有效的评定项目和需补做弯曲试验的评定项目,对有冲击要求的,如其常温冲击功平均值小于27J,按2000版《焊接工艺评定》标准要求,还须补做冲击试验的评定,并经检验合格。

中华人民共和国行业标准JB 4708—2000JB/T 4709—2000JB 4744—2000钢制压力容器焊接工艺评定钢制压力容不得器焊接规程钢制压力容不得器产品焊接试板的力学性能检验Welding procedure qualification for steel pressure vesselsWelding specification for steel pressure vesselsMechanical property tests of product welded test coupons for steel pressure vessels2000—08—15发布 2000—10—01实施国家机械工业局国家石油和化学工业局发布关于发布《钢制压力容器焊接工艺评定》等四项行业标准的通知国机管[2000]401令有关单位:根据国家质量技术监督局规定的压力容器行业标准审批程序,现发布《钢压力容器焊接工艺评定》等四项行业标准,编号与名称如下:强制性标准:JB 4708—2000钢制压力容器焊接工艺评定(代替JB 4708—1992)JB 4710—2000钢制塔式容器(代替JB 4710—1992)JB 4744—2000钢制压力容器产品焊接试板的力学性能检验(代替GBl50—1998附录 E)推荐性标准:JB/T4709—2000钢制压力容器焊接规程(代替JB/T4709—1992)以上标准于 2000年10月1日起实施,其出版发行工作责成全国压力容标准化技术委员会按期组织完成。
国家机械工业局国家石油和化学工业局2000年 8月15日目次JB 4708—2000 钢制压力容器焊接工艺评定 (1)前言 (5)1范围 (7)2引用标准 (7)3术语 (8)4总则 (8)5对接焊缝、角焊体焊接工艺评定规则 (9)6耐蚀堆焊工艺评定规则 (21)7试验要求和结果评价 (22)附录 A(标准的附录)不锈钢复合钢焊接工艺评定 (32)附录 B(提示的附录)焊接工艺指导书和焊接工艺评定报告表格推荐格式 (33)JB/T 4709—2000 钢制压力容器焊接规程 (39)前言 (40)1范围 (41)2引用标准 (41)2焊接材料 (41)4焊接工艺评定和焊工 (41)5焊前准备 (42)6焊接 (55)7后热 (56)8焊后热处理 (56)9焊缝返修 (58)10焊接检验 (59)财录 A(标准的附录)不诱钢夏合钢焊接规程 (60)附录 B(提示的附录)焊接工艺规程推荐表格 (64)JB 4744—2000钢制压力容器产品焊接试板的力学性能检验 (69)前言 (70)1范围 (71)2引用标准 (71)3符号 (71)4产品焊接试板制备的要求 (72)5产品焊接试板试样的制备 (72)5拉伸试验 (73)7弯曲试验 (74)8冲击试验 (75)9复验 (76)JB 4708-2000钢制压力容器焊接工艺评定前言本标准对JB 4708—1992进行修订。

钢制压力容器焊接工艺评定》标准释义一、前言JB 708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我国压力容器行业各方面没有一致认可的焊接工艺评定标准的忆局面,它的实施为确保压力容器焊接质量起到了积极推动作用。
JB 4708—1992起草于1987年,当时国内焊接工艺评定刚刚起步,各方面军对焊接工艺评定的认识并不完全相同。
各压力容器制造单位的焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人员普遍缺乏,制订标准时充分考虑了面临的实际情况,而在相应条款中做出规定。
10多年来压力容器待业发生了巨大变化,数以10万计的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国际权威性的规范ASME《锅炉及压力容器规范》在国内越来越普及,影响极深。
全国压力容器标准化技术委员会充分考虑到JB4708—1992实施以来的重大变化,在1998年就将修订JB4708—1992列入了计划。
标准起草单位充分调研了标准的实施情况认真对比ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》(1995年版),严格按照修订标准程序,逐步提出讨论稿、征求意见稿、送审稿、报批稿。
本标准的修订原则是:在JB4708—1992实施后国内焊接工艺评定实践基础上,根据我国压力容器法规及标准规定,从实际出发积极参照采用ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》,肯定合理条款,修正错误内容,增加相关章节,以使修改后的标准能切实有效保证压力容器焊接接头使用性能,力求其技术要求不低于美国同类标准化,在国内同类标准在国内同类标准中处于领先水平。
由于压力容器焊接工艺评定标准的专业性与实践性都有非常强,真正认识与理解焊接工艺评定标准也绝非易事,需要认真学习相关性专业知识和进行焊接工艺评定实践。
钢制压力容器焊接工艺评定J B4708-20001范围本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。
本标准适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀堆焊等焊接工艺评定。
2总则(1)焊接工艺评定应以可靠的钢材焊接性能为依据,并在产品焊接之前完成。
(2)接工艺评定一般过程是:拟定焊接工艺指导书、施焊试件和制取试样、检验试件和试样、测定焊接接头是否具有所要求的使用性能、提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
3对接焊缝、角焊缝焊接工艺评定规则(1)评定对接焊缝焊接工艺时,采用对接焊缝试件。
对接焊缝试件评定合格的焊接工艺亦适用于角焊缝(厚度不限)。
评定非受压角焊缝焊接工艺时,可采用角焊缝试件。
(2)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦可。
(3)管与板角焊缝试件评定合格的焊接工艺适用于板材的角焊缝,反之亦可(用于非受压角焊缝焊件时,焊件厚度的有效范围不限)。
(4)焊接工艺因素分为重要因素、补加因素、和次要因素。
重要因素:是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。
补加因素:是指影响焊接接头冲击韧性的焊接工艺因素。
当规定进行冲击试验时,需增加补加因素。
次要因素:是指对测定的力学性能无明显影响的焊接工艺因素。
(5)评定规则焊接方法-改变焊接方法需重新评定a当变更任何一个重要因素时都需要重新评定焊接工艺。
b当增加或变更任何一个补加因素时,则可按增加或变更的补加因素增焊冲击韧性试件进行试验。
c当变更次要因素时不需要重新评定焊接工艺,但需重新编制焊接工艺指导书。
d当同一条焊缝使用两种或两种以上焊接方法时,可按每种焊接方法或焊接工艺分别进行评定;亦可使用两种或两种以上焊接方法,焊接工艺焊接试件,进行组合评定。
组合评定合格后用于焊件时,可以采用其中一种或几种焊接方法、焊接工艺,但应保证其重要因素、补加因素不变,按相关条款确定每种焊接方法适用于焊件厚度的有效范围。

钢制压力容器焊接工艺评定J B4708-20001范围本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。
本标准适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀堆焊等焊接工艺评定。
2总则(1)焊接工艺评定应以可靠的钢材焊接性能为依据,并在产品焊接之前完成。
(2)接工艺评定一般过程是:拟定焊接工艺指导书、施焊试件和制取试样、检验试件和试样、测定焊接接头是否具有所要求的使用性能、提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
3对接焊缝、角焊缝焊接工艺评定规则(1)评定对接焊缝焊接工艺时,采用对接焊缝试件。
对接焊缝试件评定合格的焊接工艺亦适用于角焊缝(厚度不限)。
评定非受压角焊缝焊接工艺时,可采用角焊缝试件。
(2)板材对接焊缝试件评定合格的焊接工艺适用于管材的对接焊缝,反之亦可。
(3)管与板角焊缝试件评定合格的焊接工艺适用于板材的角焊缝,反之亦可(用于非受压角焊缝焊件时,焊件厚度的有效范围不限)。
(4)焊接工艺因素分为重要因素、补加因素、和次要因素。
重要因素:是指影响焊接接头抗拉强度和弯曲性能的焊接工艺因素。
补加因素:是指影响焊接接头冲击韧性的焊接工艺因素。
当规定进行冲击试验时,需增加补加因素。
次要因素:是指对测定的力学性能无明显影响的焊接工艺因素。
(5)评定规则焊接方法-改变焊接方法需重新评定a当变更任何一个重要因素时都需要重新评定焊接工艺。
b当增加或变更任何一个补加因素时,则可按增加或变更的补加因素增焊冲击韧性试件进行试验。
c当变更次要因素时不需要重新评定焊接工艺,但需重新编制焊接工艺指导书。
d当同一条焊缝使用两种或两种以上焊接方法时,可按每种焊接方法或焊接工艺分别进行评定;亦可使用两种或两种以上焊接方法,焊接工艺焊接试件,进行组合评定。
组合评定合格后用于焊件时,可以采用其中一种或几种焊接方法、焊接工艺,但应保证其重要因素、补加因素不变,按相关条款确定每种焊接方法适用于焊件厚度的有效范围。
目录JB4708---2000《钢制压力容器焊接工艺评定》标准释义JB 4708---2000《钢制压力容器焊接工艺评定》标准释义一、前言JB4708-1992《钢制压力容器焊接工艺评定》发布之日起便结束了我国压力容器行业各方面没有一致认可的焊接工艺评定标准的局面,它的实施为确保压力容器焊接质量起到了积极推动作用。
JB4708-1992起草于1987年,当时国内焊接工艺评定刚刚起步,各方面对焊接工艺评定的认识并不完全相同。
各压力容器制造单位的焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人员普遍缺乏。
制订标准时充分考虑了面临的实际情况,而在相应条款中做出规定。
10多年来压力容器行业发生了巨大变化,数以10万计的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国际权威性的规范ASME《锅炉及压力容器规范》在国内越来越普及,影响极深。
全国压力容器标准化技术委员会充分考虑到JB4708-1992实施以来的重大变化,在1998年就将修订JB4708-1992列入了计划。
标准起草单位充分调研了标准的实施情况,认真对比ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》(1995年版),严格按照修订标准程序,逐步提出讨论稿、征求意见稿、送审稿、报批稿。
本标准的修订原则是:在JB4708-1992实施后国内焊接工艺评定实践基础上,根据我国压力容器法规及标准规定,从实际出发积极参照采用ASME《锅炉及压力容器规范》第IX 卷《焊接和钎焊评定》,肯定合理条款,修正错误内容,增加相关章节,以使修改后的标准能切实有效保证压力容器焊接接头使用性能,力求其技术要求不低于美国同类标准,在国内同类标准中处于领先水平。
由于压力容器焊接工艺评定标准的专业性与实践性都非常强,真正认识与理解焊接工艺评定标准也绝非易事,需要认真学习相关专业知识和进行焊接工艺评定实践。



JB/T 4744—2007目 次前 言 (II)1 范围 (1)2 规范性引用文件 (1)3 总则 (1)4 试件准备 (2)5 试件力学性能检验类别和取样 (3)6 检验方法和合格指标 (4)7 复验 (10)附录A(规范性附录) 钢制焊接气瓶产品焊接试件力学性能检验 (12)JB/T 4744—2007前 言本标准对JB 4744—2000进行修订。
本标准依据JB 4744—2000实施以来所取得的经验,参照国际同类标准进行了下列变动。
1. 将产品焊接试板改名为产品焊接试件。
2. 适用范围从压力容器扩大到锅炉、压力容器、气瓶和压力管道。
3. 增加铝制、钛制产品焊接试件,增加管状试件。
4. 撤消JB 4744—2000中第3章“符号”,增加“总则”。
5. 第4章修改试件准备。
6. 第5章修改试件力学性能检验类别、取样数量和位置。
7. 第6章修改拉伸试验方法和合格指标;修改弯曲试样尺寸和试验方法;修改冲击试验取样位置、数量和检验项目。
8. 第7章修改复验要求。
9. 增加附录A(规范性附录)“钢制焊接气瓶产品焊接试件力学性能检验”。
本标准从实施之日起,代替JB 4744—2000。
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)提出并归口。
本标准负责起草单位;本标准主要起草人;参加本标准编制工作的单位及人员有;本标准于2000年8月首次发布。
本标准由全国锅炉压力容器标准化技术委员会(SAC/TC 262)负责解释。
IIJB/T 47442007—承压设备产品焊接试件的力学性能检验1 范围本标准规定了承压设备(锅炉、压力容器、气瓶和压力管道)产品焊接试件准备、试样制备、检验方法和合格指标。
本标准适用于承压设备产品焊接试件的力学性能检验。
产品焊接试件包含产品焊接试板、产品检查试件,模拟环和鉴证环。
2 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。

目录JB4708---2000《钢制压力容器焊接工艺评定》标准释义JB/T4709—2000《钢制压力容器焊接规程》标准释义JB4744—2000《钢制压力容器产品焊接试板的力学性能检验》标准释义JB 4709-2000 标准释义JB 4708---2000《钢制压力容器焊接工艺评定》标准释义1一、前言JB4708—1992《钢制压力空器焊接工艺评定》发布之日起便结束了我国压力容器行业各方面没有一致认可的焊接工艺评定标准的局面,它的实施为确保压力容器焊接质量起到了积极推动作用。
JB 4708—1992起草于1987年,当时国内焊接工艺评定刚刚起步,各方面军对焊接工艺评定的认识并不完全相同。
各压力容器制造单位的焊接技术力量悬殊很大,一、二类压力容器制造单位中焊接专业人员普遍缺乏,制订标准时充分考虑了面临的实际情况,而在相应条款中做出规定。
10多年来压力容器行业发生了巨大变化,数以10万计的评定项目提高了压力容器工作者对焊接工艺的认识,压力容器制造、安装单位的焊接技术素质普遍有了很大提高,国内近100家压力容器制造单位取得了美国机械工程师学会的授权证书及钢印,具有国际权威性的规范ASME《锅炉及压力容器规范》在国内越来越普及,影响极深。
全国压力容器标准化技术委员会充分考虑到JB4708—1992实施以来的重大变化,在1998年就将修订JB4708—1992列入了计划。
标准起草单位充分调研了标准的实施情况认真对比ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》(1995年版),严格按照修订标准程序,逐步提出讨论稿、征求意见稿、送审稿、报批稿。
本标准的修订原则是:在JB4708—1992实施后国内焊接工艺评定实践基础上,根据我国压力容器法规及标准规定,从实际出发积极参照采用ASME《锅炉及压力容器规范》第IX卷《焊接和钎焊评定》,肯定合理条款,修正错误内容,增加相关章节,以使修改后的标准能切实有效保证压力容器焊接接头使用性能,力求其技术要求不低于美国同类标准化,在国内同类标准在国内同类标准中处于领先水平。

钢制压力容器焊接工艺评定
JB4708-2000
1 范围
本标准规定了钢制压力容器焊接工艺评定规则、试验方法和合格指标。
本标准适用于钢制压力容器的气焊、焊条电弧焊、埋弧焊、熔化极气体保护焊、钨极气体保护焊、电渣焊、耐蚀堆焊等焊接工艺评定。
2 总则
(1)焊接工艺评定应以可靠的钢材焊接性能为依据,并在产品焊接之前完成。
(2)接工艺评定一般过程是:拟定焊接工艺指导书、施焊试件和制取试样、检验试件和试样、测定焊接接头是否具有所要求的使用性能、提出焊接工艺评定报告对拟定的焊接工艺指导书进行评定。
3 对接焊缝、角焊缝焊接工艺评定规则
(1)评定对接焊缝焊接工艺时,采用对接焊缝试件。
对接焊缝试件评定合格的焊接工艺亦。
试件用角焊缝缝焊接
工艺时,可采缝用于角焊(厚度不限)。
评定非受压角焊适。
反,之亦可于管材的对接焊缝对接焊缝试件评定合格的焊接工艺适用(2)板材压用于非受缝,反之亦可(的定合格的焊接工艺适用于板材角焊试(3)管与
板角焊缝件评
)。
限度的有效范围不角焊缝焊件时,焊件厚。
素、和次要因素工艺因素分为重要因素、补加因(4)焊接接工
艺因素。
接头抗拉强度和弯曲性能的焊重要因素:是指影响焊接需验时,试艺因素。
当规定进行冲击性补加因素:是指影响焊接接头冲击韧的焊接工素。
增加补加因。
响明显影的焊接工艺因素素次要因:是指
对测定的力学性能无(5)评定规则焊接方法需重定新评焊接
方法-改变。
工艺评定焊接素a 当变更任何一个重要因时都需要重新试冲焊击
韧性,时则可按增加或变更的补加因素增何b当增加或变更任一个补加因素行试验。
件进书。
但需重新编制焊接工艺指导艺要更c 当变次要因素时不需重新评定焊接工,别接方法分工艺或焊接可以缝一条焊使用两种或两种上焊接方法时,按每种焊同d 当评定。
合焊接焊方法,焊接工艺接试件,进行组种两亦行进评定;可使用种或两以上应,但艺法、焊接工焊种用,于合组合评定格后用焊件时可以采其中一或几种接方有件焊厚度的于适方焊每确条相,不因补素要其保证重因、加素变按关款定种接法用。
范效围则规定评别组-材母
a 当重要因素、补加因素不变时,某一钢号母材评定合格的焊接工艺可以用于同
组别号的其它钢号母材。
b 组别号为Ⅵ-2母材的评定适用于组别号为Ⅱ-1的母材。
c 在同类别号中高组别号母材的评定适用于该组别号母材与低组别号母材所组成的焊接接头。
d 出b、c规定情况外,母材组别号改变时需重新评定。
母材-类别评定规则
当不同类别号的母材组成焊接接头时,即使母材各自都以评定合格,其焊接接头仍需重新评定。
但类别号为Ⅱ(或组别号为Ⅵ-1、Ⅵ-2)的同钢号母材的评定适用于该类别号(或组别号)母材与类别号为Ⅰ的母材所组成的焊接接头。
热处理-改变焊后热处理类别,需重新评定焊接工艺
表1 钢号分类分组表
类别号组别号钢号
Q235-A.F Q235-A Q235-B Q235-C 10 20 20G 20g 20R Ⅰ1Ⅰ-MnRn16M 16 -Ⅱ1ⅡNboWV o 10MM 15MnVR 20Mnb15MnNR 2Ⅱ-bMoM 20MnNbR 18MnMobRn13MNiMoN ⅢⅢ-1 RMoV07MnCr 2Ⅲ-MoG 15Cro 15CrMoR 12CrMo 12CrMoG 15CrM 1Ⅳ-
o1M14Cro14Cr1MR 22Cr1MoV 1Cr1MoVG 1 ⅣoGCr2MMolR 122o
12Cr2Mol 1Cr2212CrM Ⅳ-2 Mo1Cr5 Ⅴ1Ⅴ-iDR 09MnN 09MnD
09MnNiD 1-Ⅵ
DnMoR 20MDMnR 15MnNiDn16MD 16 ⅥⅥ-2 DoVNi3MDCrMoV 10nVM07nNiCrMoDR 08MNi 3-Ⅵ0Ni10 0Cr19N9i 0Cr18i10Ti 1
911Cr8NiTi 0Cr8N -Ⅶ1Ⅶ
2TiNi12Mo80 MNC 0r19i13o3 Cr1 2M1N1C0r7i2o -Ⅶ2 33Mo1N1C0 2M1N1C00r7i4o 0r9i 31rC0 1-ⅧⅧ
厚件焊与度厚件试度M04>bб或组2-Ⅵ为材母件试若-5按余其、2表按ap 规、3表定
表2试件母材厚度与焊件母材厚度和试件焊缝金属厚度与焊件焊缝金属厚度规定mm
范围的有效焊缝金属厚度适用有适用材厚度T 于焊件母材厚度的效范围于试件母
最缝焊金属厚度t 大值最大值最小值最小值T 2t 2T 不限T < 1.5
51. 于1于12 2不限2t,且不大不2T, 且1.5≤T <8 大.5
1.50 .75T T t 1 限不T≥8
m m)验件定(试进行力学性能试和横向弯曲试验焊件3表试厚度与
试弯能学表 4 力性和曲性能验 m m 量和项目取样数试验项目和)个母试件材取样数量
(
T度的厚验冲试弯曲试验击验伸拉试52 4区影背弯弯侧拉伸区热响缝面弯焊 1 4-- 2 2 - 2 T<1.5 3 3 2
- 2 2 01<≤.15T
33 2 2 2 4 T≤1002< 3 3 -4 -
2 3 02T≥
板形试样。
截面试样可以代替两个头注:1 一根管接全验向弯曲试著差别时,可改用纵焊焊缝两侧的母材之间缝金属的弯曲性能有显2 当试件。
两个面弯和背弯试样各验代替横向弯曲试。
纵向弯曲试验只取样。
弯和2个背弯试弯以用4个横向侧试样代替2个面可3。
3个冲击试样时不同,每侧热影响区都应取侧4 当焊缝两母材的钢号击试验。
免寸冲击试样时,做冲尺m制5 当无法备5mm×10m×55mm小格指标:合值。
准规定值的下限低样个试的抗拉强度应不于母材钢号标-拉1 伸试验每径为
4S。
,曲弯角度为180o弯轴直试2弯曲验-冲的试样个允J样(小试为14),只许有一J2小不均)3组-试冲3 击验每(个平值得于7 。
%07的值定规于低得不但,值定规于低功收吸击
现有16MnR制压力容器纵缝接头,有冲击试验要求,该纵缝用三种焊接方法完成,其焊缝金属厚度如图所示,请计算出焊接工艺评定试件母材厚度和焊缝金属厚度适用于焊件厚度的有效范围,将数据填入表中(分别评定组合评定均可)。
3
40mm 2
1 氩弧焊8mm
2 焊条电弧焊12mm
3 埋弧焊20mm
方定评合组为据数内号括:注.
焊接工艺评定一般过程
1、对于产品上每条需要评定的焊缝,拟定“焊接工艺指导书”,内容包括每种焊接方法的重要因素、补加因素和次要因素。
2、按照“焊接工艺指导书”和本标准的规定施焊试件、检验和测定试样性能、填写:“焊接工艺评定报告”,内容主要包括每种焊接方法施焊试件所需要控制的重要因素、补加因素数据记录值和各种检测结果,如果评定不合格应修改焊接工
艺指导书继续评定,直到评定合格。
3、当规定冲击时,焊接工艺指导书上每个重要因素和补加因素都有得到评定,当不规定冲击时,焊接工艺指导书上每个重要因素都有得到评定。
正确选用焊接工艺参数可以减少焊接工艺评定数量。
例如:
(1)在同一组别内最好选择规定进行冲击试验的钢号进行评定。
(2)本单位若需要多种焊接位置,则首先选向上立焊焊接工艺评定。
(3)对于常用钢号,对钢材厚度统一考虑,使每一试件覆盖的厚度范围不重复或少重复。
(4)充分利用已进行评定试件覆盖范围用于两种或两种以上焊接方法(焊接工艺)焊接同一焊缝的焊件。
(5)尽量选用低氢性药皮焊条,选用产品上可能使用的最大直径的焊条。
(6)尽量选用产品上可能使用的线能量最大值。
(7)要求焊后热处理的试件。
尽量选用产品上可能使用焊后热处理时间。
GB50236-98标准焊接工艺评定简介
1、评定规则与4708基本相同(板与管可以互代,对接焊缝可以代替角焊缝等)
2、母材分类分组与4708不同,见标准第7页表4.2.3。
3、评定合格的焊接工艺其厚度覆盖范围见标准第12页表4.2.9。
评定试件母材厚度(T)mm 焊件母材厚度的认可范围mm
最小值1.5 最大值2T,<≤.15T8且不大于12
T5.1值≥T8大最T57.0值小最。