焊接工艺评定报告样本
- 格式:docx
- 大小:27.07 KB
- 文档页数:8

焊接工艺评定报告样本一、报告目的。
本报告旨在对焊接工艺进行评定,以确保焊接质量符合相关标准和要求,保障产品质量和安全。
二、评定范围。
本次焊接工艺评定范围包括焊接材料、焊接设备、焊接工艺和焊接人员。
三、评定方法。
1. 焊接材料评定,对焊接材料的质量、规格和性能进行检测和评定,包括焊条、焊丝、焊剂等。
2. 焊接设备评定,对焊接设备的性能、稳定性和安全性进行检测和评定,包括焊接机、焊枪、焊接工作台等。
3. 焊接工艺评定,对焊接工艺的操作规程、工艺参数和质量控制进行检测和评定,包括预热、焊接速度、焊接温度等。
4. 焊接人员评定,对焊接人员的技术水平、操作规范和安全意识进行检测和评定,包括焊接操作技能、安全防护意识等。
四、评定结果。
经过评定,得出以下结论:1. 焊接材料符合相关标准和要求,质量稳定可靠。
2. 焊接设备性能良好,稳定性高,操作便捷。
3. 焊接工艺参数合理,质量控制有效,焊接质量稳定可靠。
4. 焊接人员技术水平高,操作规范,安全意识强。
五、存在问题及改进措施。
1. 存在焊接工艺参数设置不够精细的情况,需要进一步优化和调整。
2. 部分焊接人员在操作中存在疏忽大意的情况,需要加强培训和管理。
六、建议。
1. 对焊接工艺参数进行进一步优化和调整,确保焊接质量稳定可靠。
2. 加强对焊接人员的培训和管理,提高其操作规范和安全意识。
七、总结。
本次焊接工艺评定结果整体良好,但仍存在一些问题需要改进和完善。
希望相关部门能够重视评定结果,采取有效措施,确保焊接质量和安全。
以上为焊接工艺评定报告样本,如有疑问或意见,请及时反馈。
感谢您的关注与支持。


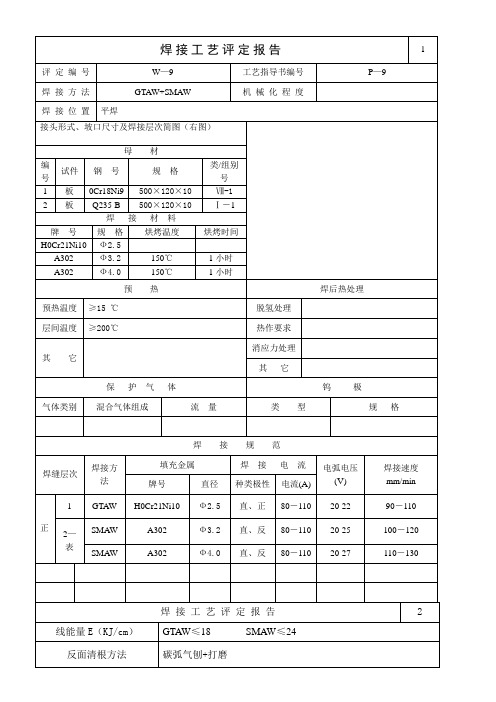
焊接工艺评定报告样本1.简介2.评定目的(1)验证焊接工艺能否满足产品性能要求;(2)评估焊接工艺的稳定性和可靠性;(3)为后续生产提供参考和指导。
3.评定方法(1)实验样品:选择代表性的焊接接头或试片作为实验样品;(2)实验设备:选择适当的焊接设备和焊接材料;(3)实验参数:根据产品要求和焊接材料的特性,确定焊接电流、电压、速度等参数;(4)实验过程:按照焊接工艺要求进行焊接,并记录实验过程中的各项数据。
4.特性评估(1)外观质量:评估焊缝的外观形态、焊缝的清晰度和焊接变形等外观特征;(2)焊缝质量:检测焊缝的缺陷情况,如气孔、夹杂物、裂纹等;(3)力学性能:测试焊接接头或试片的拉伸强度、屈服强度、延伸率等力学性能指标;(4)金相分析:对焊接接头或试片进行金相组织观察和显微硬度测试,评估焊缝和热影响区的组织性能。
5.评定结果(1)根据实验数据和评估结果,评定焊接工艺的可行性和合格性;(2)若焊接接头或试片达到产品要求,并且力学性能和金相分析结果符合规定标准,则认定焊接工艺合格;(3)若焊接接头或试片存在缺陷或力学性能不满足要求,则认定焊接工艺不合格。
6.评定建议(1)对于合格的焊接工艺,建议在生产过程中继续使用,并进行合理的质量控制;(2)对于不合格的焊接工艺,建议重新调整焊接参数、选择适当的焊接材料,或者改进焊接设备,以达到产品要求。
7.结论本次焊接工艺评定的结果表明,该焊接工艺满足产品性能要求,焊接接头的外观质量良好,焊缝质量合格,力学性能和金相分析结果符合标准。
因此,建议在生产过程中继续使用该焊接工艺,并进行相应的质量控制措施,以确保焊接质量和产品性能。
以上是本次焊接工艺评定的报告内容,总字数超过1200字。


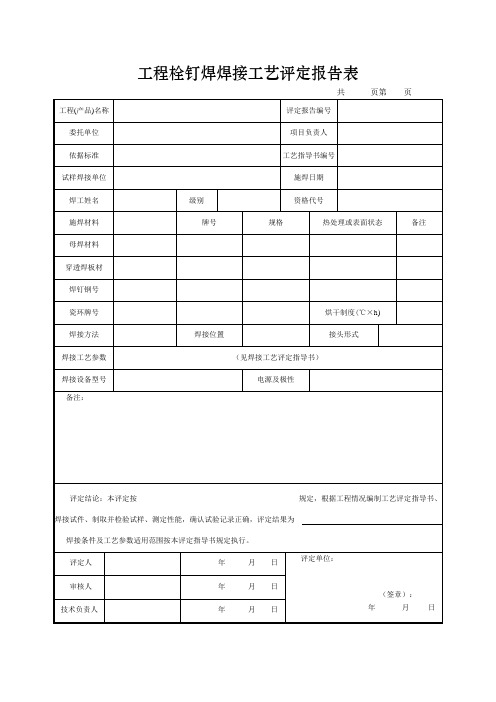
建筑钢结构焊接工艺评定报告编号编制(签名)焊接责任技术人员(签名)批准(签名)单位×××日期年月日表1焊接工艺评定报告目录表2 焊接工艺评定报告表3 焊接工艺评定指导书共 6 页第 4页工程名称指导书编号GB50661-2011母材钢号Q345B规格14 供货状态热轧生产厂安钢焊接材料生产厂牌号类型烘干制度(℃×h)备注焊丝自贡大西洋CHW-S2F4A2—H08MnA焊丝天津金桥JQ。
MG70S-6ER50—6焊剂或气体天津金桥JQ。
SJ101F4A2-H08MnA焊接方法CO2气体保护焊、埋弧焊焊接位置平焊焊接设备型号NBC-500ⅡaLHT电源及极性直流反接预热温度(℃)/ 层间温度(℃)/ 后热温度(℃)及时间(min)/ 焊后热处理/接头及坡口尺寸图焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(l/min)电流(A)电压(V)焊接速度(cm/min)热输入(kj/cm)备注牌号φ(mm)CO2气保焊JQ.MG70S—6Ф1.2 CO220-50180—28025—3825—45 15—35 埋弧自动焊CHW—S2Ф4。
0450-70024-40 25-65 14-45技术措施焊前清理坡口面及两边20mm范围内清洁干净,打磨出尽是光泽层间清理坡口面及两边20mm范围内清洁干净,打磨出尽是光泽背面清根用气刨清除根部焊接缺陷,并把焊缝两边20mm范围内打磨出金属光泽其他:表4 焊接工艺评定记录表共 6页第 5页工程名称焊接工艺评定指导书编号GB50661—2011焊接方法CO2气体保护焊、埋弧自动焊焊接位置平焊设备型号NBC-500 电源及极性直流反接母材钢号Q345B 类别对接生产厂安钢母材规格14mm 供货状态热轧接头尺寸及施焊道次顺序焊接材料焊丝牌号CHW-S2类型Ф4.0生产厂自贡大西洋批号16—32002 焊丝牌号JQ。
MG70S—6规格(mm)Ф1.2生产厂天津金桥批号05195526焊剂或气体牌号JQ.SJ101规格(mm)10-60目生产厂天津金桥烘干温度(℃)250 时间(min)120施焊工艺参数记录道次焊接方法焊条(丝)直径(mm)保护气体流量(l/ min)电流(A)电压(V)焊接速度(cm/min)热输入(kj/cm)备注CO2气保焊Ф1。

中石化工建设 有限公司预焊接工艺规程(pWPS )表号/装订号 共 页第 页单位名称 天津海盛石化建筑安装工程有限公司预焊接工艺规程编号WPS-HP0101 日期 2014.8 所依据焊接工艺评定报告编号HP0101 焊接方法 GTAW+SMAW 机动化程度(手工、机动、自动) 手工焊接接头: 坡口形式: V 型坡口 衬垫 (材料及规格) Q235B 其他 坡口采用机械加工或火焰切割简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序)母材:类别号 Fe-1 组别号 Fe-1-1 与类别号 Fe-1 组别号 Fe-1-1 相焊或标准号 GB3274-2007 材料代号Q235B 与标准号GB3274-2007 材料代号Q235B 相焊 对接焊缝焊件母材厚度范围: 4~12mm 角接焊缝焊件母材厚度范围: 不限管子直径、壁厚范围:对接焊缝 --- 角焊缝 --- 其他: 同时适用返修焊和补焊 填充金属: 焊材类别: 焊丝(GMAW ) 焊丝(SAW ) 焊材标准: GB/T8110-2008 JIS Z3351 填充金属尺寸: φ1.2mm φ4.8mm 焊材型号:ER50-6 YS-S6 焊材牌号(金属材料代号): THT-50-6 US-36 填充金属类别: Fe-1-1FeMS1-1其他: /对接焊缝焊件焊缝金属厚度范围:GMAW ≤6mm,SAW ≤12角焊缝焊件焊缝金属厚度范围: 不限耐蚀堆焊金属化学成分(%)C Si Mn P S Cr Ni Mo V Ti Nb编制:审核: 批准: 日期:日期:日期:中石化工建设 有限公司焊接工艺评定报告表号/装订号 共 页第 页单位名称 中石化工建设有限公司焊接工艺评定报告编号 日期 预焊接工艺规程编号 焊接方法 机动化程度(手工、机动、自动) 接头简图:(接头形式、坡口形式与尺寸、焊层、焊道布置及顺序) 60°母材:材料标准 材料代号类、组别号 与类、别号 相焊厚度 其他焊后热处理:保温温度(℃) 保温时间 ( h ) 保护气体:气体 混合比 流量(L/min ) 保护气体 尾部保护气 / / / 背部保护气 / / /填充金属: 焊材类别 焊材标准 焊材型号 焊接牌号 焊材规格 焊缝金属厚度 其他 / 电特性: 电流种类 极性 钨极尺寸 焊接电流(A ) 电弧电压(V ) 焊接电弧种类 / 其他。

焊接工艺评定报告1. 背景本报告旨在评定焊接工艺的可行性,并提供相应的分析、结果和建议。
焊接是一种常用的金属连接方法,广泛应用于工业生产中。
通过熔化金属材料并使其冷却后形成一体,实现金属部件的连接。
然而,不同的焊接工艺会影响焊接质量、强度和耐久性。
2. 分析2.1 焊接材料分析在进行焊接工艺评定之前,首先需要分析所使用的焊接材料。
这包括基材和填充材料。
基材的选择应考虑其化学成分、力学性能和热传导性能等因素。
填充材料应与基材相容,并具有适当的力学性能和耐蚀性。
2.2 焊接设备分析评定焊接工艺还需要对所使用的焊接设备进行分析。
这包括焊接机器人、电弧焊机、气体保护设备等。
设备的选择应考虑其功率、控制精度和安全性等因素。
2.3 焊接参数分析确定适当的焊接参数对于保证焊接质量至关重要。
这包括焊接电流、电压、焊接速度、气体流量等参数。
通过合适的参数组合,可以实现良好的焊缝形成和熔池控制。
2.4 质量控制分析为了评定焊接工艺的可行性,需要进行质量控制分析。
这包括对焊缝质量、强度和耐久性进行评估。
可以通过无损检测、拉伸试验和冲击试验等方法进行评定。
3. 结果基于以上分析,我们得出以下结果:•所使用的焊接材料与基材相容性良好,填充材料具有适当的力学性能和耐蚀性。
•焊接设备具有适当的功率和控制精度,并符合安全标准。
•确定了合适的焊接参数组合,可实现良好的焊缝形成和熔池控制。
•质量控制分析显示,焊缝质量符合要求,强度和耐久性满足设计要求。
4. 建议基于以上结果,我们提出以下建议:•继续使用所评定的焊接工艺进行生产,但需要定期进行质量检查和维护。
•培训焊接操作人员,确保他们熟悉焊接工艺和操作规程。
•加强质量控制,建立完善的焊接质量管理体系。
•持续关注新的焊接技术和设备,以提高生产效率和质量。
结论本报告对焊接工艺进行了评定,并提供了分析、结果和建议。
通过合适的焊接材料、设备和参数组合,可以实现良好的焊缝形成和熔池控制。
质量控制分析显示所评定的焊接工艺符合要求。