刀具磨损、破损与耐用度必考知识范例模版(PPT14张)
- 格式:ppt
- 大小:228.00 KB
- 文档页数:16


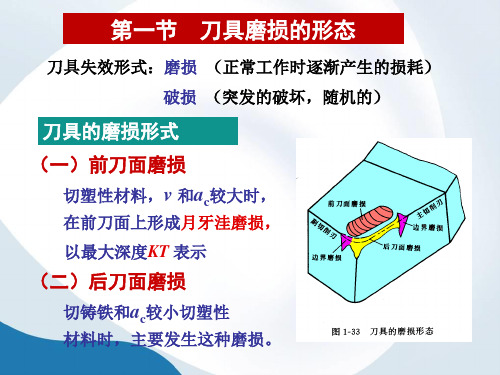


加入刀具破损、磨损、崩刃怎么办?从根本上分析刀具失效原因,附有解决方案,快来了解一下!刀具破损的表现D切削刃微崩当工件材料组织、硬度、余量不均匀,前角偏大导致切削刃强度偏低,工艺系统刚性不足产生振动,或进行断续切削,刃磨质量欠佳时,切削刃容易发生微崩,即刃区出现微小的崩落、缺口或剥落。
出现这种情况后,刀具将失去一部分切削能力,但还能继续工作。
继续切削中,刃区损坏部分可能迅速扩大,导致更大的破损。
2)切削刃或刀尖崩碎这种破损方式常在比造成切削刃微崩更为恶劣的切削条件下产生,或者是微崩的进一步的发展。
崩碎的尺寸和范围都比微崩大,使刀具完全丧失切削能力,而不得不终止工作。
刀尖崩碎的情况常称为掉尖。
3)刀片或刀具折断当切削条件极为恶劣,切削用量过大,有冲击载荷,刀片或刀具材料中有微裂,由于焊接、刃磨在刀片中存在残余应力时,加上操作不慎等因素,可能造成刀片或刀具产生折断。
发生这种破损形式后,刀具不能继续使用,以致报废。
4)刀片表层剥落对于脆性很大的材料,如Tie含量很高的硬质合金、陶瓷、PCBN等,由于表层组织中有缺陷或潜在裂纹,或由于焊接、刃磨而使表层存在着残余应力,在切削过程中不够稳定或刀具表面承受交变接触应力时极易产生表层剥落。
剥落可能发生在前刀面,刀可能发生在后刀面,剥落物呈片状,剥落面积较大。
涂层刀具剥落可能性较大。
刀片轻微剥落后,尚能继续工作,严重剥落后将丧失切削能力。
5)切削部位塑性变型具钢和高速钢由于强度小硬度低,在其切削部位可能发生塑性变型。
硬质合金在高温和三向压应力状态直工作时,也会产生表层塑性流动,甚至使切削刃或刀尖发生塑性变形而造成塌陷。
塌陷一般发生在切削用量较大和加工硬材料的情况下。
TiC基硬质合金的弹性模量小于WC基硬质合金,故前者抗塑性变形能力加快,或迅速失效。
PCD、PCBN基本不会发生塑性变形现象。
6)刀片的热裂当刀具承受交变的机械载荷和热负荷时,切削部分表面因反复热胀冷缩,不可避免的产生交变的热应力,从而使刀片发生疲劳而开裂。


刀具磨损破损与耐用度必考知识范例1. 导言刀具是各行各业都普遍使用的工具之一,而刀具的磨损和破损对于工作效率和刀具的耐用度有着重要的影响。
本文将介绍刀具磨损和破损的原因以及如何评估和提高刀具的耐用度。
2. 刀具磨损原因刀具的磨损主要由以下几个因素引起:2.1 材料硬度不匹配材料硬度不匹配是刀具磨损的主要原因之一。
当切削材料的硬度过高时,容易导致刀具磨损过快。
因此,在选择刀具材料时,需要根据切削材料的硬度选择合适的刀具材料。
2.2 切削速度过高刀具在切削时会受到摩擦力和热量的影响,切削速度过高会导致刀具表面温度升高,进而引起刀具磨损。
因此,在使用刀具时,需要合理调整切削速度,避免刀具磨损过快。
2.3 切削条件不当切削条件的不当使用也会导致刀具磨损。
例如,切削液的选择不当、切削液的供应不足等因素都会导致刀具磨损加剧。
3. 刀具破损原因刀具的破损主要由以下几个因素引起:3.1 弯曲当刀具过度受力或发生碰撞时,可能会导致刀具弯曲或折断。
因此,在使用刀具时,需要注意避免过度受力或碰撞。
3.2 切削震荡切削震荡是刀具破损的常见原因之一。
切削震荡会导致切削力突然增大,进而引起刀具破损。
因此,在切削加工中,需要采取相应的措施来防止切削震荡的产生。
3.3 刀具磨损过快刀具磨损过快也会导致刀具破损。
当刀具磨损到一定程度时,其切削性能会显著下降,容易引起振动和切削力的不稳定,从而导致刀具破损。
因此,在使用刀具时,需要及时更换磨损的刀具。
4. 评估刀具的耐用度评估刀具的耐用度可以帮助我们选择合适的刀具和切削条件,以延长刀具的使用寿命。
以下是几种常用的评估方法:4.1 磨损量测量通过测量刀具的磨损量可以评估刀具的耐用度。
常用的方法包括测量刀具的切削宽度、刀尖高度等参数的变化。
4.2 刀具寿命测试进行刀具寿命测试可以评估刀具的耐用度。
常用的方法包括使用刀具进行一定数量的切削次数或切削长度,然后评估刀具的使用寿命。
4.3 切削力监测切削力的监测可以帮助评估刀具的耐久度。

