产品用料明细表实施办法.doc
- 格式:doc
- 大小:97.00 KB
- 文档页数:5

关于产品配套明细表的规定为规范产品配套明细表的制作、使用,加强产品配套明细表的管理。
使产品配套明细表逐步趋于及时、准确,制定本规定。
一、配套明细表的制作:1、配套明细表分为标件明细表和零部件明细表。
2、标件明细表由技术部负责整理制作,使用部门除装配标件外,要分别注明机钳用、焊接用、发货用。
3、零部件明细表由工艺部负责整理制作。
二、配套明细表的发放:1、标件明细表由技术部发放电子版标件明细表传至生产部,同时分别打印机钳用、焊接用、装配用、发货用标件明细表各一份转至生产部,另打印一份完整的标件明细表转至仓库。
2、零部件明细表由工艺部发放电子版零部件明细表传至生产部,同时分别打印零部件下料单、焊接用、装配用零部件明细表转至生产部。
三、配套明细表的使用1、生产部及时整理电子版标件明细表和零部件明细表,供生产部及各车间、供应部、仓库查阅使用。
根据生产计划和安排发放标件明细表及零部件明细表到车间、班组。
2、仓库管理人员接到标件明细表后,应及时核对库存,把缺件整理统计通知供应部采购,供应部根据仓库缺件报表进行采购。
3、员工在领取或使用过程中,发现标件规格、数量等错误,要及时通知技术人员,由技术人员修改签字,否则无效。
及时进行退换,技术人员在修改明细表时,要做好记录,并记录产生原因。
4、如产品完成后发现有剩余标件,要及时通知生产部和技术部,以任务单为单位退回仓库,由仓库办理退仓手续,技术部落实原因修改明细表,并做好记录。
四、配套明细表使用统计1、产品或配件制作完成后,由各生产车间把使用后的标件明细表和零部件明细表收齐,分批交生产部进行统计。
2、生产部按造纸整机、配件,复肥整机、配件进行分类制表统计,使用效果根据收回的标件明细表和零部件明细表分别填写正确,修改几处等。
3、使用效果统计后由技术部填写责任人。
4、统计结果每月5日前报总经理办公室。
五、奖罚措施:1、制作班组按照第三项第四条严格执行,将给予退回物质价值10%的奖励,如不执行将对制作班组及所属车间负责人各给予5%的处罚。
产品备货方法表格Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】库房备货计划库房是工厂生产的大后方,保障部。
库房管理应保证满足工厂生产经营所需的物资需要,不缺货断档,并使库存物资、采购成本总额资金费用最小化,避免资金呆滞和供货不足。
保障生产不缺材料,必须做好预先计划。
首先对前1个月(或45天)生产单做出统计,按销售量多少进行排序,销售量大的一般的是还要继续大量生产的;对于销量不好的,需要进一步分析,考虑产品生命周期,还有其他的一些因素,比如客户喜爱程度,质量问题,需要一段时间进行观察。
做统计不但要做上一个月的,还要对前两个月的销售量进行比较,把视野放宽,这样可以得到相对的具有稳定的结论,更好的把握品种的走势;同时还要把旺季的销量与淡季销量进行比较(沙发行业一般的9月—1月为旺季、2月—8月为淡季)做好这两季比较,为了在季节转变之际做好计划,不至于出现更大的误失。
统计得出结果,知道产品走势,下一步就要安排计划。
现在我们做计划要做两份:一份长计划(45天),一份短计划(15天)。
根据上面得到的结果,对于走势好大量生产的产品要采取改变库存量的策略,多做计划,超出上月(或45天)生产量的30%,甚至更多一些。
防止中途有变,或者由于供货商提供的产品不合格,影响生产。
对于走势不好生产量明显回落的产品采取经济法安排,减少不必要的备货。
计划安排还要做一个短期的(15天),及时调整在上半月安排备货计划的误差,对于库房上有存货,并且很多的材料在下半个月备货计划采取减少的方法,相反补差。
同时做短期也说明我们在这一段时间里需要的材料,为供货商指明方向,提供准备。
为了安排好计划,要考虑供货商的生产能力,我们给他提供下一个生产周期需要的材料,供货商是否真的能够按时按质完成,要求得到确切的回答,明确权责,形成书面协议,避免纠纷,对于不能满足我们需求的供应商,只能采取另换的方式,寻求能够满足的条件的合作伙伴;同时还要注意供货商提供材料的质量,数量有了,没有质量,仍然不能生产,对于质量的处理最好的办法是留有自己的样板同时留有供货商初次提供材料的样板、讲清需要材料的标准,按标准收货按样板收货;需要材料的生产周期也是重要因素,考虑好供货商出货周期是否影响到我们需要,对于供货商生产能力及生产周期的不同要求安排不同的产品生产,减少不确定因素,避免缺货断档;另外还要考虑供货商运输时间,车辆安排等不确定因素。



产品用料明细表实施办法1.总则1.1.制定目的规范产品用料明细表的制订、修改流程,使之有章可循。
1.2.适用范围公司内有关产品用料明细的制订、修改与使用,悉依本办法执行。
1.3.权责单位1)开发部负责本规章制定、修改、废止之起草工作。
2)总经理负责本规章制定、修改、废止之核准。
2.产品用料明细表的作用2.1.定义产品用料明细表,也称产品结构或用料结构,通常简称BOM(即Bills of Materials),系表示产品与组件、组件与零件以及零件与原材料等明细以及其相互关系的一览表。
2.2.产品用料明细表的内容应包括产品、组件、零件之阶数、料号、品名、规格、标准用量、标准损耗率、来源、图号等内容。
2.2.1.阶数1)阶数表示半成品、组件、零件在产品用料明细表中所处的结构层数。
2)直接组成成品之半成品、组件、零件,其阶数为第1阶,即最后一个加工工程所用之成品材料为第1阶材料。
3)直接组成第1阶材料之半成品、组件、零件、原材料,其阶数为第2阶。
依此类推第3阶、4阶……。
4)每种材料必须层层细分至购入之原材料或零件为止。
5)同一种材料由于在不同的地方使用,其阶数可以不同,但料号却相同;材料经过加工后成为半成品或组件,其料号、阶数均不同。
6)阶数用阿拉伯数字1、2、3……表示。
2.2.2.料号1)依《物料编号原则》的规定,每一个成、半成品、组件、零件、原材料均料号。
2)相同的材料料号只有一个,但材料经加工后,其料号就发生变化。
3)料号表示见《物料编号原则》。
2.2.3.品名1)不同的产品中相同的组件、零件应统一名称。
2)同一组件、零件经加工后,其料号变化,但品名可以不变。
,3)品名用中文表示。
2.2.4.规格1)明确各材料之规格型号加工阶段,不同料号之材料其规格、型号一般不同。
2)同一组件、零件经加工后,其料号变化,规格型号不变,但因加工阶段不同,故其规格内容仍然不同。
3)规格用中文表示,并可加入“220V”、“Made in China”等其他文字形式或符号作补充。
品质检验制度品质抽样办法1.总则1.1制定目的为节省检验成本,有效管制原物料、产成品之品质,特制定本办法。
1.2适用范围本公司品管单位执行各种抽样检验作业,悉依本办法执行。
1.3权责单位(1)品管部负责本办法制定、修改、废止之起草工作。
(2)总经理负责本办法制定、修改、废止之核准。
2.作业规定2.1抽样计划本公司品质检验之抽样计划采用GB2828(等同MIL-STD-105D)单次抽样,一般检验II级水准及特殊检验S-2水准。
2.2检验原则(1)本公司品质检验之抽样计划采用特别规定,均使用单次正常检验方式。
(2)检验方式如需调整,应由品管部经理(含)以上之人员批准方可变更。
2.3检验方式转换说明2.3.1转换核准程序(1)由品管部提出加严、放宽或恢复正常检验之申请,经品管部经理(含)以上人员批准。
(2)由交验单位提出放宽或恢复正常检验之申请,经品管部经理(含)以上人员批准。
(3)由品管部经理(含)以上人员指示对某些检验采用加严、放宽或恢复正常检验方式,由品管部实施。
2.3.2由正常检验转换为加严检验的条件在正常检验过程中,连续检验十批(不包括两次交验复检批)中,有五批以上被判定不合格(拒收)时,品管部可以申请改用加严检验。
2.3.3由加严检验转换为正常检验的条件在加严检验过程中,连续检验十批均判定合格(允收)时,品管部可以改用正常检验方式。
2.3.4由正常检验转换为放宽检验的条件在正常检验过程中,连续检验十批均判定合格(允许),且在所抽取之样本中,无主要缺陷(MA)及致命缺陷(CR)时,品管部或交验单位可以提出放宽检验的申请。
2.3.5由放宽检验转换为正常检验的条件在放宽检验过程中,只要有一批被判定不合格(拒收)时,品管人员应报请品管部经理恢复正常检验方式。
2.4全数检验时机有下列情形时,经品管部经理(含)以上人员核准,应采用全数检验:(1)交验物料(成品)有致命缺陷(CR)时。
(2)有安全上缺陷或隐患之品质问题时。

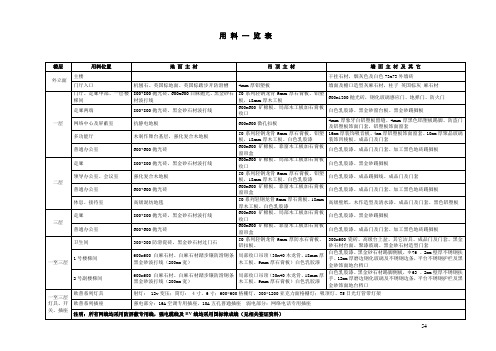
序号物料名称说明厚度(mm)使用位置附 图送样要求(宽*高)型号厂家实木贴皮拼框平开门双面影木实木贴皮拼框,拼框(80mm宽、18mm厚),中间夹9mm双面影木实木贴皮饰面板19B1400*500欣德白色油漆门19mm中密度板白色混油木拼框,表面拼框接缝油漆处理不能外露.19B2400*500白色油漆门19mm中密度板白色混油木拼框,芯板中间配真百叶窗,表面拼框接缝油漆处理不能外露做法。
19B2400*500哑光斑马纹PVC门板雷诺利特:40012-1018-斑马纹,平板工艺18mm哑光斑马纹PVC吸附门板18B3400*500AL8211西洋五金装饰套线表面做黑色混油,哑光,50mm-100mm宽线条,90度拼接安装19B350*500装饰套线表面做白色混油,50mm-100mm宽欧式线条,90度拼接安装19B350*500铝合金衣柜平移门哑黑色铝全金衣柜平移门,配5mm钢化玉沙玻璃/B1、B2600*1000钢灰拉丝10001西洋五金门板移门铝合金衣柜平移门哑银色铝合金衣柜平移门,配5mm钢化玉沙玻璃/B1、B2600*1000钢灰拉丝10001西洋五金86铝合金框银镜平开门黑色拉丝铝合金型材,单边自带L形拉手,配5mm银镜,背面贴防爆膜/B1、B2、B3400*500AL8135A+AL8135西洋五金双面高光黑色烤漆门板18A1400*500西洋五金双面高光白色烤漆门板18A3400*500西洋五金雷诺利特:金属-48901-5542金属银拉丝18A4橱柜200*300雷诺丽特:48901-5542西洋五金雷诺利特:40012-1018-斑马纹,平板工艺18B3浴室柜200*300雷诺利特:40012-1018西洋五金雷诺利特:96930-00015-白色,平板工艺18B1\B2\B3厨柜200*300雷诺利特:96930-00015西洋五金铝框的宽度为45mm,玻璃为4mm透明玻璃18B1\B2厨柜200*300柏丽斯AD005柏丽斯移门门板烤漆门板VC高光吸塑门板璃门板黑色哑光拉丝铝合金嵌钢化清玻璃门18B3400*500AL8072黑色西洋五金铝框银镜门板3mm厚银镜四边铝框包覆,铝框四角接缝加圆倒角,背面贴防爆膜18B1\B2\B3卫生间镜柜200*300AL8220西洋五金三聚氰胺双饰面板亚光深灰色三聚氰胺板18B3200*3008012灰色层板玻璃层板8mm透明钢化玻璃,铝条封边8B1\B2厨柜吊柜200*300圆形古铜单孔拉手圆形扁拉手,表面做古铜色处理直径35B11个HB1542西洋五金L型高光隐型拉手铝合金型材,玫瑰金亮光,厚度2.5mmB1/B2橱柜、浴柜300西洋五金两孔平开门拉手两孔铝合金拉手,表面做哑银色处理140长B21个HB1062-128MM西洋五金两孔平开门拉手两孔铝合金拉手,表面做哑黑拉丝处理140长B31个HB1243-128MM西洋五金铝框玻璃门板嵌入式拉手L形嵌入式黑色拉丝铝合金型材同门板长B3AL8211西洋五金两孔条形抽屉拉手两孔铝合金拉手,表面做哑银色处理140长B1、B2、B3HB2035A-128MM西洋五金铝合金立柱 1.2mm壁厚B1、B2、B3XY7018A西洋五金铝合金上下固定件1.2mm壁厚B1、B2、B3XY7018A-2西洋五金铝合搁板托架 1.2mm壁厚B1、B2、B3400、500长XY7018A-1西洋五金鞋架立体鞋架\B1、B2、B31个XY6997-10XY6997-12西洋五金点状方形灯点状方形灯\B1、B2、B31个XY7026-350MM西洋五金带灯衣通挂杆带灯衣通挂杆\B1、B2、B31个DC4086A-480MM西洋五金抽拉式烫衣板抽拉式烫衣板\B1、B2、B31个XY6998西洋五金三节路轨通用1个DTC立柱500长含顶底座门铰不配置阻尼的铰链需配置盖片,铰链开启角度在95~110度之间海蒂诗。

工程施工备品备料明细在进行工程施工过程中,备品备料的准备是非常重要的一环。
只有在备料齐全的情况下,工程施工才能顺利进行并在时间内完成。
因此,工程施工备品备料明细的制定是至关重要的。
下面将结合具体工程实例,对工程施工备品备料明细进行详细分析。
一、项目背景某公司新建一栋商业大楼,总建筑面积为10000平方米,共有10层。
施工周期为6个月,预计施工人员为100人。
二、备品备料明细1. 木材类备料- 砖木料:1000立方米- 国槐木方料:2000根- 红杉木方料:500根- 人造板:2000平方米- 硬质石膏板:1000平方米- 白色劈开胶合板:500平方米2. 土石类备料- 碎石:5000立方米- 掺细料:3000立方米- 红砖:20000块- 钢筋:100吨- 普通混凝土:5000立方米- 高强混凝土:2000立方米3. 金属类备料- 铁皮:5000平方米- 铝合金型材:2000米- 不锈钢管道:300米- 镀锌铁丝网:1000米- 不锈钢扁钢:50吨- 钛合金螺丝:20000个4. 建筑材料类备料- 墙纸:3000卷- 地板砖:500平方米- 装修灰浆:200袋- 导热粘接剂:100桶- 防水乳胶漆:500桶- 外墙保温材料:1000平方米5. 电气材料备料- 电线:5000米- 照明灯具:100套- 插座开关:100套- 铜芯电缆:500米- 配电箱:10个- 电缆传感器:50个6. 安全施工防护备料- 安全帽:100个- 安全带:100个- 防尘口罩:200个- 防静电服装:50套- 防滑鞋套:100双- 防护手套:200双以上便是针对该商业大楼工程施工备品备料明细的详细分析。
在实际施工中,工程主管应根据具体情况对备料进行详细核对和补充,以确保施工过程的顺利进行。
同时,施工人员也要严格按照备料明细进行使用,避免浪费和不必要的损耗。
只有对备料明细有着清晰的认识和实施,才能保证工程施工的高效完成。

第一章总则第一条为规范公司产品材料使用,提高材料利用率,降低生产成本,确保产品质量,特制定本制度。
第二条本制度适用于公司所有生产部门及相关部门。
第三条本制度遵循节约资源、合理使用、责任到人的原则。
第二章材料管理职责第四条生产部门:1. 负责根据生产计划,制定材料需求计划;2. 负责对材料使用过程中的异常情况进行监控,及时报告;3. 负责对材料使用过程中的浪费现象进行纠正和改进;4. 负责对材料使用过程中的成本控制进行分析和总结。
第五条采购部门:1. 负责根据生产部门的材料需求计划,制定采购计划;2. 负责选择合适的供应商,确保材料质量;3. 负责对采购材料进行验收,确保材料质量符合要求;4. 负责对采购材料的价格进行谈判,降低采购成本。
第六条仓库部门:1. 负责对材料进行入库、保管、出库等管理工作;2. 负责对材料进行定期盘点,确保库存准确;3. 负责对过期、损坏的材料进行及时处理;4. 负责对材料使用过程中的浪费现象进行监控和纠正。
第七条质量管理部门:1. 负责对材料质量进行监控,确保材料质量符合要求;2. 负责对材料使用过程中的质量问题进行分析和反馈;3. 负责对材料质量改进措施进行跟踪和评估。
第三章材料使用管理第八条材料领用:1. 生产部门根据生产计划,填写材料领用单,经审批后,由仓库部门办理领用手续;2. 仓库部门对领用材料进行核对,确保领用材料数量、规格、型号等符合要求;3. 领用人员对领用材料进行验收,如有问题,应及时反馈给仓库部门。
第九条材料使用:1. 生产部门在材料使用过程中,应严格按照工艺要求进行操作,确保材料利用率;2. 生产过程中产生的废料,应及时回收,并按相关规定进行处理;3. 生产部门应定期对材料使用情况进行统计和分析,发现问题及时报告相关部门。
第十条材料盘点:1. 仓库部门应定期对材料进行盘点,确保库存准确;2. 盘点过程中发现的问题,应及时报告生产部门、采购部门和质量管理部门。

二、用料预算方法□用料预算第一条常备材料:由生产管理单位依生产及保养计划定期编制“材料预算及存量基准明细表”(附表13.1.2)第二条预备材料:由生产管理单位依生产及保养计划的材料耗用基准,按科别(产品表)定期编制“材料预算及存量基准明细表”拟订用料预算,其杂务用品直接依过去实际领第三条非常备材料:订货生产的用料,由生产管理单位依生产用料基准,逐批拟订产□存量管理第四条常备材料:物料管理单位依材料预算用量,交货所需时间、需用资金、仓储容量、变质速率及危险性等因素,选用适当管理方法以“材料预算及存量基准明细表”(附表13.1.2)列示各项材料的管理点,连同设定资料呈主管核准后,作为存量管理的基准,并拟“常备材料控制表”(附表13.1.3)进行存量管理作业,但材料存量基准设定因素变动足以影响管理第五条预备材料:物料管理单位应考虑材料预算用量,在精简采购、仓储成本的原则下,酌情以“材料预算及存量基准明细表”(附表13.1.2)设定存量管理基准加以管理,第六条非常备材料:由物料管理单位依据预算用量及库存情况实施管理(管理方法由各公司自订)□用料差异分析第七条(一)常备材料:物料管理单位应于每月10日前就上月实际用量与预算用量比较(内购材料用)或前三个月累计实际用量与累计预算用量比较(外购材料用)其差异率在管理基准(各公司自订)以上者,需填制“材料使用量差异分析月报表”(附表13.1.4)送生产管理单位分(二)预备材料:物料管理单位以每月或每三个月一期,于次月10日前就最近一个月或三个月累计实际用量与累计预算用量比较,其差异率在管理基准(各公司自订)以上者按科别填制“材料使用量差异分析月报表”(附表13.1.4),送生产管理单位分析原因,并提出改(三)非常备材料:订货生产的用料,由生产管理单位于每批产品制造完成后,分析用料异常。
产品用料明细表实施办法
1.总则
1.1.制定目的
规范产品用料明细表的制订、修改流程,使之有章可循。
1.2.适用范围
公司内有关产品用料明细的制订、修改与使用,悉依本办法执行。
1.3.权责单位
1)开发部负责本规章制定、修改、废止之起草工作。
2)总经理负责本规章制定、修改、废止之核准。
2.产品用料明细表的作用
2.1.定义
产品用料明细表,也称产品结构或用料结构,通常简称BOM(即Bills of Materials),系表示产品与组件、组件与零件以及零件与原材料等明细以及其相互关系的一览表。
2.2.产品用料明细表的内容
应包括产品、组件、零件之阶数、料号、品名、规格、标准用量、标准损耗率、来
源、图号等内容。
2.2.1.阶数
1)阶数表示半成品、组件、零件在产品用料明细表中所处的结构层数。
2)直接组成成品之半成品、组件、零件,其阶数为第1阶,即最后一个加工工程
所用之成品材料为第1阶材料。
3)直接组成第1阶材料之半成品、组件、零件、原材料,其阶数为第2阶。
依此
类推第3阶、4阶……。
4)每种材料必须层层细分至购入之原材料或零件为止。
5)同一种材料由于在不同的地方使用,其阶数可以不同,但料号却相同;材料经
过加工后成为半成品或组件,其料号、阶数均不同。
6)阶数用阿拉伯数字1、2、3……表示。
2.2.2.料号
1)依《物料编号原则》的规定,每一个成、半成品、组件、零件、原材料均料号。
2)相同的材料料号只有一个,但材料经加工后,其料号就发生变化。
3)料号表示见《物料编号原则》。
2.2.
3.品名
1)不同的产品中相同的组件、零件应统一名称。
2)同一组件、零件经加工后,其料号变化,但品名可以不变。
,
3)品名用中文表示。
2.2.4.规格
1)明确各材料之规格型号加工阶段,不同料号之材料其规格、型号一般不同。
2)同一组件、零件经加工后,其料号变化,规格型号不变,但因加工阶段不同,
故其规格内容仍然不同。
3)规格用中文表示,并可加入“220V”、“Made in China”等其他文字形式或符号
作补充。
2.2.5.标准用量、标准损耗率
1)明确各材料之标准用量。
2)依来料及生产现状确定标准损耗率。
2.2.6.材料来源
1)分为自制、外购两种,用M代表自制,用P代表外购。
2)外购件经过加工、组装、修改等作业后,料号改变,且其来源应注明为M。
3)注明为M之材料表示可以继续细分子阶,注明为P的不可再细分。
2.2.7.图号
1)每一零件均应标注其零件图号。
2)标准件或原材料可以不需图纸,故无图号。
3)图号编写规则依相关规定处理。
2.3.产品用料明细表的作用
2.3.1.开发部
1)检索图纸。
2)设计类似品参考。
3)有利于设计时的标准化。
4)检讨工艺改善。
2.3.2.生技部
1)检讨工艺流程。
2)评估作业时间。
3)制定作业标准书。
2.3.3.生管部
1)安排生产计划。
2)把握生产进度。
3)制定物料需求计划。
4)填写请购资料的使用。
2.3.4.采购部
1)制定采购计划。
2)确定交货时间、数量。
3)设定单价参考。
4)代用品申请参考。
2.3.5.制造部
1)安排生产任务。
2)管理半成品。
3)物料管理依据。
4)生产进度控制。
2.3.6.资材部
1)物料发放、点收依据。
2)盘点方便。
3)呆滞物料分析。
4)重估库存基准。
2.3.7.品管部
1)生产结构检验。
2)制程巡检依据。
3)首样检查。
4)让步接收判定参考。
2.3.8.财务部
1)把握零件成本。
2)计算半成品、成品成本。
3)分析实际成本差异。
4)盘点工作参考。
3.产品用料明细表制订与修改
3.1.制订办法
1)开发部的新产品设计完成阶段,应制订产品的零件一览表,即Parts List,简称
P/L,明确产品使用的零件及原材料的名称、规格、标准用量。
2)开发部应及时提供零件图、装配图、样品等资料,经产品评鉴合格、试制成功
后移交导入量产。
3)生技部在产品试制(小批量产)时,应参与工艺流程之制订、评估。
4)由生技部依据产品设计资料、试制过程、产品零件一览(P/L),制成产品用料
明细表(BOM)。
5)BOM制成后,应分发开发、品管、生管、资材、制造、采购、财务等部门各
一份,原件由生技部保存。
3.2.修改规定
3.2.1.修改时机
1)工艺流程更改,导致产品加工顺序变更时。
2)设计变更,导致产品结构发生变化时。
3)材料规格发生变化,需修改时。
4)标准用量和损耗率因生产条件发生变化,需更改时。
5)其他原因,导致BOM表中的部分内容需修改进。
3.2.2.修改规定
1)依《技术变更管理办法》进行变更申请与作业。
2)依技术变更通知单内容视需要对BOM进行修改。
3)修改后之BOM应重新分发,并回收旧BOM。
产品零件一览表
产品用料明细表。