转矩流变仪及其在塑料加工中地应用
- 格式:doc
- 大小:425.43 KB
- 文档页数:17
实验二流变仪法测定塑料熔体的流变性能一、实验目的1.了解转矩流变仪的结构与测定聚合物流变性能的原理。
2.熟悉并掌握在转矩流变仪上测定剪切应力、剪切速率、粘度的方法。
二、实验原理毛细管流变仪是研究聚合物流变性能最常用的仪器之一,具有较宽广的剪切速率范围。
毛细管流变仪还具有多种功能,既可以测定聚合物熔体的剪切应力和剪切速率的关系,又可根据毛细管挤出物的直径和外观及在恒应力下通过改变毛细管的长径比来研究聚合物熔体的弹性和不稳定流动现象。
这些研究为选择聚合物及进行配方设计,预测聚合物加工行为,确定聚合物加工的最佳工艺条件(温度、压力和时间等),设计成型加工设备和模具提供基本数据。
聚合物的流变行为一般属于非牛顿流体,即聚合物熔体的剪切应力与剪切速率之间呈非线性关系。
用毛细管流变仪测试聚合物流变性能的基本原理是:在一个无限长的圆形毛细管中,聚合物熔体在管中的流动是一种不可压缩的粘性流体的稳定层流流动,毛细管两端分压力差为ΔP,由于流体具有粘性,它必然受到自管体与流动方向相反的作用力,根据粘滞阻力与推动力相平衡等流体力学原理进行推导,可得到毛细管管壁处的剪切应力τ和剪切速率γ&与压力、熔体流率的关系。
τ=RΔP/2L γ=4Q/πR3ηa =πR4ΔP/8QL式中R-毛细管半径,cm;L-毛细管长度,cm;ΔP-毛细管两端的压差,Pa;Q-熔体流率,cm3/s;ηa-熔体表观粘度,Pa·s。
在温度和毛细管长径比L/D一定的条件下,测定不同压力ΔP下聚合物熔体通过毛细管的流动速率Q,可计算出相应的τ和γ&,将对应的τ和γ在双对数坐标上绘制τ-γ流动曲线图,即可求得非牛顿指数n和熔体表观粘度ηa。
改变温度和毛细管长径比,可得到代表粘度对温度依赖性的粘流活化能Eη以及离模膨胀比B等表征流变特性的物理参数。
大多数聚合物熔体是属非牛顿流体,在管中流动时具有弹性效应、壁面滑移等特性,且毛细管的长度也是有限的,因此按以上推导测得的结果与毛细管的真实剪切应力和剪切速率有一定的偏差,必要时应进行非牛顿改正和入口改正。

转矩流变试验胡圣飞编一、试验原理及目的高分子材料的成型过程,如塑料的压制、压延、挤出、注射等工艺,化纤抽丝,橡胶加工等过程,都是利用高分子材料熔体进行的。
熔体受力作用,不但表现有流动和变形、而且这种流动和变形行为强烈地依赖于材料结构和外界条件,高分子材料的这种性质称为流变行为(即流变性)。
测定高聚物熔体流变性质,根据施力方式不同,有多种类型的仪器,转矩流变仪是其中的一种。
它由微机控制系统、混合装置(挤出机、混炼器)等组成。
测量时,测试物料放入混合装置中,动力系统驱使混合装置的混合元件(螺杆、转子)转动,微处理机按照测试条件给予给定值、保证转矩流变仪在实验控制条件下工作。
物料受混合元件的混炼、剪切作用以及摩擦热、外部加热作用,发生一系列的物理、化学变化。
在不同的变化状态下,测试出物料对转动元件产生的阻力转矩、物料热量、压力等参数。
其后,微处理机再将物料的时间、转矩、熔体温度、熔体压力、转速、流速等测量数据进行处理,得出图、表形式的实验结果。
利用转矩流变仪不同的转子结构、螺杆数、螺杆结构、挤出模具以及辅机,可以测量高分子材料在凝胶、熔融、交联、固化、发泡、分解等作用状态下的转矩—温度时间曲线,表观粘度—剪切应力(或剪切速率)曲线,了解成型加工过程中的流变行为及其规律。
还可以对不同塑料的挤出成型过程进行研究,探索原材料与成型工艺、设备间的影响关系。
总之,对于成型工艺的合理选择,正确操作,优化控制,获得优质、高产、低耗制品以及为制造成型工艺装备提供必要的设计参数等,都有非常重要的意义。
高分子材料的流变性除受高聚物结构及有关复合物组成的影响外,采用混合器测量流变性质时的实验条件也是十分重要的影响因素。
二、试验用原材料硬质PVC粒状复合物或混配物PVC 100 60 56.52174ACR丙烯酸酯共聚物 4 2.4 2.26CPE氯化聚乙烯 6 3.6 3.39钙锌复合稳定剂 4.5 2.7 2.54硬脂酸0.5 0.3 0.2869 64.99174三、主要仪器设备RM-200C转矩流变仪,主要分三部分:主机、电气控制柜、混合或挤出装置。

转矩流变仪的工作原理转矩流变仪是一种测试材料流变性能的仪器,主要用于测试各种材料的力学性能和变形特性,例如塑料、橡胶、涂料、纺织品等。
本文将对转矩流变仪的工作原理进行详细解析。
一、概述转矩流变仪测量的是所测试物质的流变性能。
所谓流变性能,指的是物质在受到外力(如剪切力、扭转力等)作用下的变形特性。
不同材料在受到不同外力时,其变形特性表现不同,因此需要使用不同的流变测试方法和仪器。
转矩流变仪主要通过旋转扭转试样来测量流变性能,同时可以测量材料的动态弹性模量、流体阻力力、压缩弹性模量等力学性能。
该仪器广泛应用于塑料、橡胶、涂料、纺织品等材料的研究和生产中,对提高产品的质量和性能至关重要。
二、结构和工作原理转矩流变仪的主要结构包括电机、传动装置、拉伸装置、刻度盘、显示和控制系统等。
下面将详细介绍其工作原理和各部分组成。
1、电机及传动装置转矩流变仪使用电机驱动扭矩盘旋转,使得试样受到扭矩作用,从而改变材料的形状。
电机的转速也是测试中的一个重要参数,可根据需要调节。
传动装置包括电机与扭矩盘之间的传动系统,主要由带动皮带、齿轮和轴承等组成。
这些部件既要保证工作顺畅,又要保证传动精度和稳定性,以减小误差。
2、拉伸装置拉伸装置是用来夹住样品并施加相应的载荷的。
其主要部分是夹具,可以根据需要更换不同类型的夹具。
夹具的设计要能够适应不同形状和尺寸的测试物质,并且能够确保试样与扭矩盘之间的离心力被最小化。
3、刻度盘刻度盘用于显示材料在受到外力作用时的变形情况。
它是用来记录扭矩盘的扭转角度,并输出其相关数据。
通常情况下,一次测试需要记录多个数据点,以便后续的数据处理和分析。
4、显示和控制系统转矩流变仪的显示和控制系统主要分为两个部分:数据采集系统和控制系统。
数据采集系统用来记录测试中产生的数据,并将其转换成所需要的形式,包括数字化和图形化输出。
控制系统则控制测试的过程,包括测试条件、采集方式、数据处理等。
三、应用范围1、塑料制品生产。

一、转矩流变仪实验1)PVC的典型转矩-时间流变曲线。
曲线上有三个峰。
分别指出三个峰代表的意义。
A点加料峰,高低与转速大小和干混料的表观密度有关,加入物料后,硬树脂颗粒大多还未熔融,此时硬颗粒对转子的凸棱施加的反作用较大,转矩迅速升高。
B点塑化峰,由于树脂温度的升高和剪切作用,树脂颗粒逐渐破碎,颗粒内的物料从表面开始塑化,物料粘度逐渐增加,转矩迅速升高。
C点降解峰,随着塑化后物料中各处温度趋于一体,熔体结构逐渐均匀,转矩逐渐降低达到相对稳定值的平衡转矩,经过长时间混炼,pvc熔体中稳定剂逐渐丧失作用时,物料开始分解并交联,体系粘度突增,转矩从C点迅速增高。
2)转矩流变仪在聚合物成型加工中有哪些方面的应用?1、加工时间的确定,通过转矩流变曲线可以知道聚合物完全溶解的时间和分解的时间,从而可以确定聚合物的合适加工时间2、加工温度的确定,通过不同加工温度的转矩流变曲线的分析,可以选择聚合物合理的加工温度。
3、加工转速的选着,改变转子的转速,即改变了剪切作用力,导致对聚合物性能的影响,通过研究转速对聚合物流变用通过研究转速对聚合物流变曲线的影响,可以选出较为适合的加工转速。
4)加料顺序对混炼过程能量消耗的影响。
利用转矩流变仪可研究不同加料顺序对炼过程能量消耗的影响,为降低能耗、优化加工工艺提供依据。
5混炼胶的质量控制。
在橡胶加工过程中,混炼胶的质量控制是重要的环节。
由于混炼过程中胶料的流动行为极为复杂,影响混炼质量的因素众多为保证不同批次物料的混炼程序相同,通常采用比机械能或混炼过程消耗总能量来控制混炼效果。
因此采用转矩流变仪可以非常容易获得所需的数。
可研究物料在加工过程中的分散性能、流动行为及结构变化(交联、热稳定性等),同时也可作为生产质量控制的有效手段。
由于转矩流变仪与实际生产设备(密炼机、挤出机等)结构类似,且物料用量少,所以可在实验室中模拟混炼、挤出等3)加料量、转速、测试温度对实验结果有哪些影响?1.加料量:混合室内的物料量不足,转子难以接触物料,达不到混炼塑化的最佳效果。

转矩流变仪在PVC型材生产与质量管理中的应用
冯伟刚
【期刊名称】《聚氯乙烯》
【年(卷),期】2007(000)008
【摘要】介绍了转矩流变仪与双螺杆挤出机工作原理,分析了二者的对应关系,提出了理想的PVC物料标准流变曲线概念,阐述了转矩流变曲线在PVC型材生产与质量管理中的应用方法.
【总页数】6页(P12-17)
【作者】冯伟刚
【作者单位】哈尔滨中大化学建材有限公司,黑龙江,哈尔滨,150000
【正文语种】中文
【中图分类】TQ325.3
【相关文献】
1.利用转矩流变仪对PVC-U异型材配方的验证 [J], 王里锁;汪源渊;赵振刚
2.哈克转矩流变仪在PVC配方研究中的应用 [J], 李蔷
3.转矩流变仪与差示扫描量热仪联用在研究PVC材料加工性能的应用 [J], 贺盛喜;宋晓玲
4.转矩流变仪在PVC管材生产中的应用 [J], 郝洪波;林云青;张文霖;王成城
5.哈克转矩流变仪在PVC配方优化中的应用 [J], 陈涛
因版权原因,仅展示原文概要,查看原文内容请购买。

流变仪功能介绍XSS-300型转矩流变仪是研究橡胶塑料等高分子材料的流动、塑化、剪切、热稳定性的理想设备,可广泛地应用于科研和生产,是进行科学研究以及指导生产的重要仪器。
与研究材料流动性的一般性仪器——粘度计相比,该流变仪提供了更接近于实际加工的动态测量方法,可以在类似实际加工的情况下,连续、准确可靠地对材料的流变性能进行测定,如多组份的混合、热塑性树脂的交联、弹性体的硫化,材料的动态稳定性以及螺杆转速对体系加工性能的影响等。
根据不同的试验目的需要,可以通过更换各种相应的测量附件,进行动态模拟混和,密炼,挤出吹塑等实际的加工过程。
可广泛应用于研究,教学,生产等部门开发新材料,设计新配方,测定物料性能,摸索加工工艺条件,用于指导实际生产的必备设备。
XSS-300转矩流变仪的介绍:1.计算机测控系统性能优越:1.1 测控精度:A) 扭矩0.1-0.3%F.S,B) 压力0.1-0.3%F.S,C) 温控0.1-0.5%F.S,D) 转速0.1-0.2%F.S1.2 测量精度高,实验数据重复性能好。
可以对实验曲线进行叠加,放大,量程调整,曲线滤波光滑处理。
可设置实验曲线背景,即时比较新实验曲线。
1.3 :运用人性化优化视觉控制界面,控制方式人性化,且操作方便。
控制方式多样。
可提供线性升速控制模式,亦可提供价梯升速控制模式,并提供扭矩保护和自动停机功能。
2.数据处理软件多样,功能强大:2.1 Rhemoeter软件用于处理混炼器实验结果,如PVC熔炼实验,热稳实验,聚烯烃及其它树脂固化,交联实验,高分子共混实验结果,可自动生成实验报告,可提供固定格式,自选格式报告,以供用户有效提取实验信息。
2.2 对毛细管流变数据进行处理,可以表征材料的剪切速率,表观粘度,剪切应力并自动生成实验曲线报告。
以及挤出实验数据报告。
2.3 Rhemoeter软件可将数据文件转换到*.txt格式,供用户导出,与Oringe软件兼容,实现更丰富的文件,图表处理,适用于学术论文的撰写3、系统可靠性高,电子系统模块化。
转矩流变试验胡圣飞编一、试验原理及目的高分子材料的成型过程,如塑料的压制、压延、挤出、注射等工艺,化纤抽丝,橡胶加工等过程,都是利用高分子材料熔体进行的。
熔体受力作用,不但表现有流动和变形、而且这种流动和变形行为强烈地依赖于材料结构和外界条件,高分子材料的这种性质称为流变行为(即流变性)。
测定高聚物熔体流变性质,根据施力方式不同,有多种类型的仪器,转矩流变仪是其中的一种。
它由微机控制系统、混合装置(挤出机、混炼器)等组成。
测量时,测试物料放入混合装置中,动力系统驱使混合装置的混合元件(螺杆、转子)转动,微处理机按照测试条件给予给定值、保证转矩流变仪在实验控制条件下工作。
物料受混合元件的混炼、剪切作用以及摩擦热、外部加热作用,发生一系列的物理、化学变化。
在不同的变化状态下,测试出物料对转动元件产生的阻力转矩、物料热量、压力等参数。
其后,微处理机再将物料的时间、转矩、熔体温度、熔体压力、转速、流速等测量数据进行处理,得出图、表形式的实验结果。
利用转矩流变仪不同的转子结构、螺杆数、螺杆结构、挤出模具以及辅机,可以测量高分子材料在凝胶、熔融、交联、固化、发泡、分解等作用状态下的转矩—温度时间曲线,表观粘度—剪切应力(或剪切速率)曲线,了解成型加工过程中的流变行为及其规律。
还可以对不同塑料的挤出成型过程进行研究,探索原材料与成型工艺、设备间的影响关系。
总之,对于成型工艺的合理选择,正确操作,优化控制,获得优质、高产、低耗制品以及为制造成型工艺装备提供必要的设计参数等,都有非常重要的意义。
高分子材料的流变性除受高聚物结构及有关复合物组成的影响外,采用混合器测量流变性质时的实验条件也是十分重要的影响因素。
二、试验用原材料硬质PVC粒状复合物或混配物PVC 100 60 56.52174ACR丙烯酸酯共聚物 4 2.4 2.26CPE氯化聚乙烯 6 3.6 3.39钙锌复合稳定剂 4.5 2.7 2.54硬脂酸0.5 0.3 0.2869 64.99174三、主要仪器设备RM-200C转矩流变仪,主要分三部分:主机、电气控制柜、混合或挤出装置。
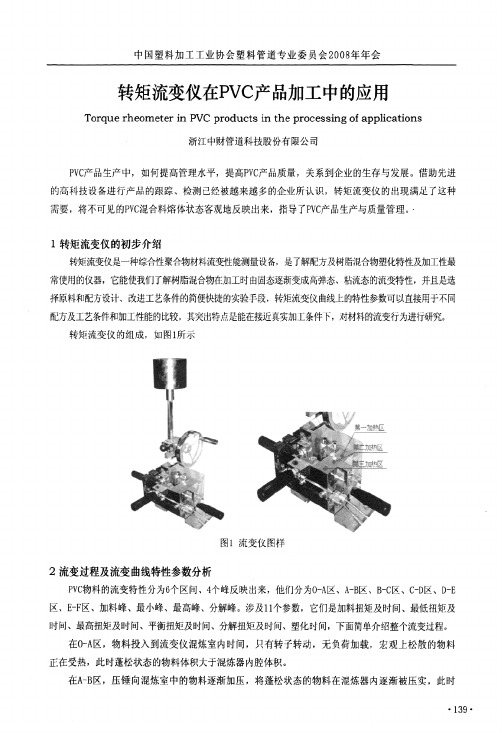
返回转矩流变仪及其在塑料加工中的应用洪王暄迎思海亭理工大学1. 转矩流变仪的组成与特点转矩流变仪是在Brabender塑化仪的基础上发展起来的一种综合性聚合物材料流变性能测试实验设备。
其突出特点是可以在接近于真实加工条件下,对材料的流变行为进行研究。
目前已经在塑料加工性能研究、配方设计,材料真实流变参数测量等方面获得了重要应用。
随着转矩流变仪应用的日益广泛,其组成和性能也在不断发展,呈现多功能、高性能、高精度、自动化等趋势。
转矩流变仪主要由测控主机和功能单元两大部分组成。
测控主机提供了转矩流变仪的基本工作环境,完成各种数据采集与记录,以及为各功能单元提供动力和控制。
功能单元是实现各种测量的功能部分,目前已广泛应用的有,双转子混炼器、单螺杆挤出机、平行双螺杆挤出机、锥型双螺杆挤出机、杂质测量仪、口模膨胀测量仪、各种挤出加工模具等。
各功能单元以积木形式与测控主机相连,并在相应软件的支持下,实现具体的实验、测量和分析功能。
下面详细描述各部分的结构和性能。
1.1 测控主机组成与性能测控主机主要由计算机、数据测控系统、动力系统及转矩测量系统构成。
其组成框图如图1.1所示:图1.1 测控主机原理图其中计算机通过运行相应软件,完成各种操作和数据处理。
在计算机上运行的软件有两类,一类是测控软件,它提供了一个人机交互的接口,操作者可以在其提供的虚拟仪器界面上完成绝大多数的仪器操作,另外该软件还完成测量数据的显示和保存任务。
另一类是数据处理软件,它与各功能单元配合完成各种测量和分析。
测控主机和测控软件界面如图1.2和1.3所示。
图1.2 测控主机图1.3 测控软件界面数据测控系统是以单片微型计算机为核心的电子系统,完成温度、压力、转速、转矩等数据的采集以及实现电气、温度及转速控制。
动力系统为功能单元提供工作动力,由电动机和减速机组成。
转矩测量系统可以测量动力系统的输出转矩,并以此数据描述物料与各功能单元作用时的粘度变化,并进一步表征熔体的流变性。
测控主机为各功能单元提供了电气及机械接口,与各功能单元连接后,能够完成各种实验功能。
测控主机的基本性能如下:动力输出功率:3kW 转矩测量精度:0.1%F·S转速输出围:2~150rpm(10~800rpm) 压力测量精度:0.5%F·S转矩测量围:0~200N·m 转速控制精度:0.3%F·S压力测量围:0.1~100MPa 温度控制精度:±1℃温度控制回路:4路(可扩展) 电加热输出功率:2.2kW/路1.2 动力及转矩测量由于转矩流变仪可以通过动力系统的输出转矩表征塑合物熔体的流变性,因此动力系统以及输出转矩的测量是转矩流变仪的关键技术之一。
动力系统除了要满足规定的转速和转矩输出外,还需要满足转矩测量系统的要求。
转矩测量有两种方式,一是利用专用的转矩传感器测量,二是利用力矩平衡法测量。
第一种方式是将转矩传感器串联在动力系统与功能单元之间,由转矩传感器直接输出转矩信号。
这种测量方式的优点是对动力系统要求较低,采用一般的直流或交流电机就能满足要求,缺点是测量精度受转矩传感器限制,一般不超过0.5%F·S,另外转矩传感器是转动部件,需要维护。
第二种方法原理是,当系统转子旋转并输出一定转矩时,系统定子必定受到大小相等方向相反的反作用力矩,该力矩可通过测力传感器测量得到。
这种测量方法的优点是能够获得较高的测量精度,可达0.1%F·S,并且测量系统无可动部件,免维护、可靠性高。
缺点是需要高稳定的伺服动力系统,两种转矩测量方法以及相应动力系统综合性能的比较如表1.1所示:表1.1 动力及转矩测量系统性能对比1.3 功能单元及性能指标功能单元主要有两类,一类是混炼器,一类是挤出机。
混炼器有50ml和300ml两种规格。
50ml混炼器主要完成物料的流变性测量与表征,300ml主要完成物料的混合与塑炼,可以作为配方研究的小型试验机。
另外还有与挤出机配合的各种模具,杂质测量仪,口模膨胀测量仪等。
各种挤出机不但可以模拟挤出加工、造粒等加工过程,从而评价物料的加工性能以及优化加工工艺参数,而且而可以通过圆形(或矩形)毛细管模具,测量不同剪切速率下,物料的真实粘度与剪切速率的关系,全面表征物料的流变性。
混炼器、挤出机及模具分别如图1.4、1.5、1.6、1.7所示。
各功能单元的主要性能指标如表1.2所示。
表1.2 功能单元的主要性能指标2. 混炼器在塑料加工中的应用利用混炼器可以有效地对热塑性及热固性材料的塑化和固化行为进行测量和表征。
下面介绍两种典型的应用。
2.1 在硬聚氯乙烯(U-PVC)干混料配方及工艺性能评定中的应用在U-PVC干混料配方中,除PVC树脂外,为了获得合适的工作及加工性能,需要配合各种成分,这些成分对干混料熔体的流变性有不同的影响,从而显著地影响物料最终的加工性能。
在混炼器上测量干混料的流变曲线是了解配方中各组成成份对物料加工性能影响的有效方法。
典型的U-PVC流变曲线(力矩谱)以及物料状态与实际加工设备之间的关系如图2.1所示。
图2.1 U-PVC流变曲线及加工设备中的物料状态图中第一个峰为加料峰,第二个峰为塑化峰,第三个峰为分解峰,分别表示物料的加入、塑化和分解。
加料峰到塑化峰之间的时间间隔为塑化时间,塑化峰到分解峰之间的时间间隔为热稳定时间。
在实际加工时,物料在螺杆塑化段的停留时间应不小于塑化时间,保证物料的充分塑化,并且在热分解之前完成加工。
利用混炼器可以有效完成塑化曲线的测量,实验方法如下。
将混炼器加热到预定温度并充分稳定(例如185℃),称量一定量的被测物料,使其恰好能够充满混炼器腔体,启动混炼器,待转子转速稳定在设定值后(例如35rpm),迅速加入物料并用注塞压实,加料过程中要保证物料无泄漏。
混炼器工作若干时间并记录实验曲线。
最终获得图2.2所示的流变曲线。
图2.2 U-PVC流变曲线图中干混料被压入混炼室,曲线出现了一个尖锐的装载峰A,A点的高低与转速大小和干混料的表观密度有关。
随料温升高逐渐接近混炼预设温度,树脂软化,空气被排除转矩减小到B点。
由于热和剪切作用,树脂颗粒破碎,颗粒的物料从表面开始塑化,物料粘度逐渐增加,转矩迅速升高到C点,C点对应的峰为塑化峰。
随着塑化后物料部残留空气排除,物料中各处温度趋于一体,熔体结构逐渐均匀,转矩逐渐降低达到相对稳定值的平衡转矩D点。
经过长时间混炼,PVC熔体中稳定剂逐渐丧失作用时,物料开始分解并交联,颜色由黄变褐,转矩从E点迅速增高。
获得U-PVC的流变曲线的原始实验曲线后,可以用相应的数据处理软件在曲线上获得实验的参数,并制作一份完整的实验报告。
实验报告的格式有“热融合实验”,“热稳定实验”,“曲线叠加实验”等,“热融合实验”如图2.3所示。
图2.3 U-PVC热融合实验报告当U-PVC配方中某成份改变时,会使流变曲线发生变化。
一些成份(例如润滑剂)比例改变,即使仅使流变曲线发生轻微的变化,也会严重地影响物料在实际加工设备中的加工特性。
这就要求转矩流变仪具有良好的实验重复性和转矩测量精度,以便正确分辨配方中成份改变引起的流变曲线的细小变化。
同一物料流变曲线的重复性如图2.4所示。
图2.4流变曲线的重复性实验曲线重复性主要取决于转矩测量的稳定性,以及物料实验环境的一致性,例如温度的一致性和物料重量的一致性。
其中物料重量的一致性往往是一个被忽略的环节,因为每次实验物料加入混炼器都有一定的泄漏。
实验表明只要有0.5g的重量差别就足以产生流变曲线的显著差别。
物料实验环境的一致性要求混炼器具有良好的温控特性和加料口的密封性。
这些是进行有效实验的根本保证。
图2.5是具有不同配方成份的1#、2#、3#、4#样品的流变曲线。
相应的参数如表2.1所示。
图2.5 不同配方样品的流变曲线表2.1 参数表样品最小转矩/N·m塑化峰/s平衡转矩/N·m塑化时间/s 热稳定时间/s 主要成分1# 19.5 25.8 18.6 32 503 100份基础料2# 17.6 25.1 18.4 34 555 1#样品+0.05份PE蜡3# 17.6 24.5 18.0 40 560 1#样品+0.08份PE蜡4# 16.9 24.1 17.9 44 582 1#样品+0.16份PE蜡通过流变曲线可以清楚地分辨配方中PE蜡的微小变化而引起的流变性的变化,随着PE蜡含量的提高,物料的塑化峰及平衡转矩下降,而塑化时间和热稳定时间延长。
这对细致地研究和深入理解配方中组份对物料加工性能的影响具有重要意义,从而可对配方进行更精确地设计。
2.2 在表征交联聚乙烯(XLPE)交联特性中应用XLPE在高压电缆绝缘中获得了广泛的应用,交联特性是描述其加工特性中的重要参数。
交联曲线是表征XLPE交联特性的主要方法。
利用混炼器测量XLPE交联曲线的方法与U-PVC流变曲线的实验方法类似,不同的是混炼器中混有交联剂的PE颗粒在热与剪切作用下发生交联反应,交联曲线如图2.6所示。
图2.6 XLPE交联曲线图中A点为装载峰,表示物料已加混炼器。
B点表示物料在混炼器中已经完全过渡到了熔融态。
从B 点开始到C点表示交联反应过程,C点转矩出现极大值,表示交联反应结束。
B点到C点的时间为交联反应时间,它是表征交联特性的主要参数。
与U-PVC类似利用数据处理软件,可以获得XPLE交联特性实验报告,如图2.7所示。
交联反应的起始温度显著影响交联特性,图2.8给出了145℃、150℃、155℃下,XPLE的交联曲线,可见随温度增高,交联时间缩短。
转矩流变仪及其在塑料加工中的应用(2)图2.7 XLPE交联特性实验报图2.8 不同温度下XLPE的交联特性利用交联曲线不但可以表征XLPE的交联特性,还可以表征XLPE生产的工艺稳定。
XLPE生产中的重要环节是利用计量秤,将交联剂按比例加入PE树脂。
如果比例失调将严重影响产品质量,结果使得交联曲线偏离正常围。
检测交联曲线是生产控制的有效方法。
3.挤出机在表征与评价塑料加工性能中的应用挤出机在表征与评价塑料加工性能中最基本的应用是,作为模拟实际加工设备的小型实验机对材料的加工性能进行实际评价。
另一个重要应用是利用挤出机配合毛细管模具在不同剪切速率下,测量塑料熔体的真实粘度,对材料的流动性进行客观表征。
3.1 利用毛细管模具测量聚合物熔体的真实粘度聚合物熔体的流动过程可以借助流体的层流模型描述。
在剪切力的作用下熔体沿x方向流动,流层间的速度分布如图3.1所示。
图3.1 熔体剪切流动的层流模型这一过程可由下列一些参数描述。
流体在剪切流动中单位面积上的剪切力称为剪切应力。
塑料熔体的粘度是其流动性的客观反映,塑料熔体的粘度的特点是随剪切速率的增大而减小,是一种非牛顿流体。