项目二:填写机械加工工序卡片
- 格式:ppt
- 大小:2.09 MB
- 文档页数:31
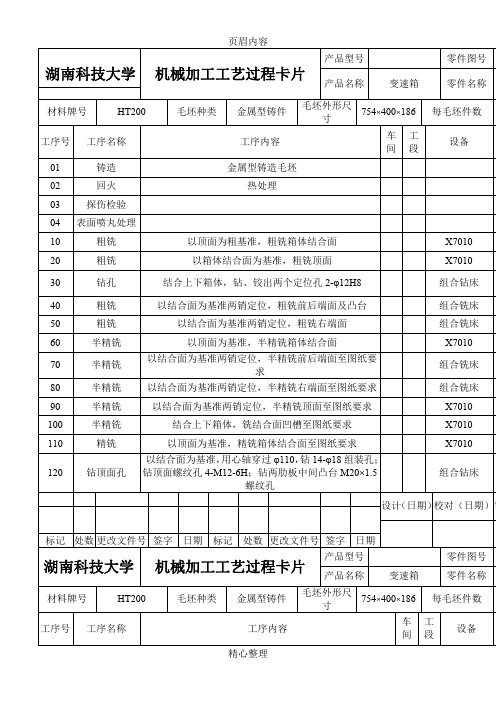
页眉内容湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数工序号工序名称工序内容车间工段设备01 铸造金属型铸造毛坯02 回火热处理03 探伤检验04 表面喷丸处理10 粗铣以顶面为粗基准,粗铣箱体结合面X701020 粗铣以箱体结合面为基准,粗铣顶面X701030 钻孔结合上下箱体,钻、铰出两个定位孔2-φ12H8组合钻床麻40 粗铣以结合面为基准两销定位,粗铣前后端面及凸台组合铣床50 粗铣以结合面为基准两销定位,粗铣右端面组合铣床60 半精铣以顶面为基准,半精铣箱体结合面X701070 半精铣以结合面为基准两销定位,半精铣前后端面至图纸要求组合铣床80 半精铣以结合面为基准两销定位,半精铣右端面至图纸要求组合铣床90 半精铣以结合面为基准两销定位,半精铣顶面至图纸要求X7010 100 半精铣结合上下箱体,铣结合面凹槽至图纸要求X7010 110 精铣以顶面为基准,精铣箱体结合面至图纸要求X7010120 钻顶面孔以结合面为基准,用心轴穿过φ110,钻14-φ18组装孔;钻顶面螺纹孔4-M12-6H;钻两肋板中间凸台M20×1.5螺纹孔组合钻床设计(日期)校对(日期)审标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数工序号工序名称工序内容车间工段设备页眉内容130 钻前后端面孔以结合面为基准,钻右侧肋板2-φ56通孔、正面凸台2-φ26通孔、左侧肋板φ44通孔;钻侧面螺纹孔14-M12-6H组合钻床140 钻右端面孔以结合面为基准,钻右端面3-φ18通孔、2-M12-6H螺纹孔组合钻床150 锪孔对台阶面上的组装孔14-φ18进行φ32锪平;对孔2-φ26进行φ44锪平;对3-φ18通孔在右端面内侧进行φ32锪平组合钻床160 攻丝对顶面4-M12-6H螺纹孔攻丝至图纸要求;对前后侧面14-M12-6H螺纹孔攻丝至图纸要求;对右侧2-M12-6H螺纹孔攻丝至图纸要求;对肋板间凸台螺纹孔M20×1.5攻丝至图纸要求组合攻丝机170 粗镗前后端面轴孔组合上下箱体,以结合面为基准两销定位,粗镗轴孔φ180、φ120、φ110组合镗床硬180 粗镗右端面轴孔组合上下箱体,以结合面为基准两销定位,粗镗右侧轴孔φ130及端面凹槽组合镗床硬190 半精镗前后端面轴孔组合上下箱体,以结合面为基准两销定位,半精镗轴孔φ180、φ120、φ110组合镗床硬200 半精镗右端面轴孔组合上下箱体,以结合面为基准两销定位,半精镗右侧轴孔φ130组合镗床硬210 精镗前后端面轴孔组合上下箱体,以结合面为基准两销定位,精镗三轴孔φ180、φ120、φ110组合镗床硬220 精镗右端面轴孔组合上下箱体,以结合面为基准两销定位,精镗右侧轴孔φ130组合镗床硬230 倒角各螺纹孔处倒角1×45°;支承孔处倒角2×45°,倒角机240 倒圆角各处需倒圆角出倒圆角φ15倒角机设计(日期)校对(日期)审标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工艺过程卡片产品型号零件图号产品名称变速箱零件名称材料牌号HT200 毛坯种类金属型铸件毛坯外形尺寸754×400×186 每毛坯件数工序号工序名称工序内容车间工段设备250 补底漆箱体内部加工面涂红色耐油底漆260 检查检查零件是否符合要求设计(日期)校对(日期)审标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号10毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以顶面为粗基准,粗铣箱体结合面硬质合金面铣刀、游标卡尺125 157 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号20毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以箱体结合面为基准,粗铣顶面硬质合金面铣刀、游标卡尺125 157 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号30毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合钻床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 组合上下箱体钻出两个定位孔高速钢麻花钻、游标卡尺500 18.5 02 铰定位销孔硬质合金铰刀、游标卡尺125 4.71 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号40毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度r/min m/min1 结合上下箱体,以结合面为基准,粗铣前后端面及凸台硬质合金面铣刀、游标卡尺125 157设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号50毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进r/min m/min m1 结合上下箱体,以结合面为基准,粗铣右端面硬质合金面铣刀、游标卡尺125 157设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号60毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以顶面为基准,半精铣箱体结合面硬质合金面铣刀、游标卡尺180 226 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号70毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进r/min m/min m1 以结合面为基准,半精铣前后端面硬质合金面铣刀、游标卡尺180 226页眉内容设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号80毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以结合面为基准,半精铣右端面硬质合金面铣刀、游标卡尺180 226 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号90毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以结合面为基准,半精铣顶面硬质合金面铣刀、游标卡尺180 226 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号100毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 结合上下箱体,半精铣结合面凹槽硬质合金面铣刀、游标卡尺180 18.1 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号110毛坯种类毛坯外形尺金属型铸件754×400×1设备名称设备型号双立轴圆工作台铣床X7010夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以结合面为基准,精铣结合面硬质合金面铣刀,游标卡尺180 226 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号120毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合钻床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以结合面为基准,钻顶面螺纹孔高速钢麻花钻、游标卡尺、90°角尺710 22.7 02 以结合面为基准,钻组装孔高速钢麻花钻、游标卡尺、90°角尺500 28.3 03 以结合面为基准,钻两肋板中间凸台螺纹孔高速钢麻花钻、游标卡尺、90°角尺500 27.5 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号130毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合钻床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 02 以结合面为基准,钻右侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺125 22.0 03 以结合面为基准,钻正面凸台通孔高速钢麻花钻、游标卡尺、万能角度尺250 20.4 04 以结合面为基准,钻左侧肋板通孔高速钢麻花钻、游标卡尺、万能角度尺180 24.9 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号140毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合钻床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以结合面为基准,钻螺纹孔高速钢麻花钻、游标卡尺、万能角度尺710 22.7 05 以结合面为基准,钻通孔高速钢麻花钻、游标卡尺、万能角度尺355 20.1 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号150毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合钻床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 以结合面为基准,对台阶上的组装孔锪平高速钢柱形锪钻、游标卡尺180 18.1 02 以结合面为基准,对正面凸台孔内侧锪平高速钢柱形锪钻、游标卡尺180 24.9 03 以结合面为基准,对右端面通孔内侧锪平高速钢柱形锪钻、游标卡尺180 18.1 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号160毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合攻丝机夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 前后端面螺纹孔攻丝高速钢机动丝锥355 13.4 12 顶面螺纹孔攻丝高速钢机动丝锥355 13.4 13 右端面螺纹孔攻丝高速钢机动丝锥355 13.4 14 两肋板中间凸台螺纹孔攻丝高速钢机动丝锥355 22.3 1设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号170毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合镗床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 结合上下箱体,以结合面为基准,粗镗φ180支承孔硬质合金刀具、游标卡尺90 50.0 12 结合上下箱体,以结合面为基准,粗镗φ120支承孔硬质合金刀具、游标卡尺125 45.9 13 结合上下箱体,以结合面为基准,粗镗φ110支承孔硬质合金刀具、游标卡尺125 42.0 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号180毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合镗床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 结合上下箱体,以结合面为基准,粗镗φ130支承孔硬质合金刀具、游标卡尺125 49.8 02 结合上下箱体,以结合面为基准,镗右端面凹槽硬质合金刀具、游标卡尺63 59.3 1设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号190毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合镗床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 结合上下箱体,以结合面为基准,半精镗φ180支承孔硬质合金刀具、游标卡尺125 70.3 02 结合上下箱体,以结合面为基准,半精镗φ120支承孔硬质合金刀具、游标卡尺180 67.3 03 结合上下箱体,以结合面为基准,半精镗φ110支承孔硬质合金刀具、游标卡尺180 61.2 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号200毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合镗床夹具编号工位器具编号工步号工步内容工艺装备主轴转速切削速度进给r/min m/min m1 结合上下箱体,以结合面为基准,半精镗φ130支承孔硬质合金刀具、游标卡尺180 72.0 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号210毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合镗床夹具编号工位器具编号工步号工步内容工艺装备主轴转速铣削速度进给r/min m/min m1 结合上下箱体,以结合面为基准,精镗φ180支承孔硬质合金刀具、游标卡尺180 101.7 02 结合上下箱体,以结合面为基准,精镗φ120支承孔硬质合金刀具、游标卡尺250 94.2 03 结合上下箱体,以结合面为基准,精镗φ110支承孔硬质合金刀具、游标卡尺250 86.4 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期湖南科技大学机械加工工序卡片产品型号零件图号产品名称变速箱零件名称车间工序号220毛坯种类毛坯外形尺寸金属型铸件754×400×186设备名称设备型号组合镗床夹具编号工位器具编号工步号工步内容工艺装备主轴转速铣削速度进给r/min m/min m1 结合上下箱体,以结合面为基准,精镗φ130支承孔高速钢刀具、游标卡尺250 102 0设计(日期)校对(日期)审核(标记处数更改文件号签字日期标记处数更改文件号签字日期。


机械加工工艺过程卡片及工序卡机制xxx班机械加工工艺过程卡片产品型号零件图号01产品名称零件名称轴共 1 页第 1 页材料牌号45 毛坯种类锻件毛坯外形尺寸φ30mm×170mm 每毛坯件数 1 每台件数 1 备注年产万工序号工序名称工序内容车间工段设备工艺装备工时准终单件10 模锻毛坯20车削车削端面保证长度120mm轮廓粗车余量2mm圆弧粗车余量2mm轮廓精车槽加工 4 x 2车削螺纹 M16 x 1.5机加工7 C6140三抓卡盘,游标卡尺,外圆车刀,螺纹车刀工件调头30车削粗车球面余量2mm粗车锥面余量2mm粗车外圆余量2mm精车球面 R8精车锥面精车外圆φ28mm机加工4 C6140三抓卡盘,游标卡尺,外圆车刀,球面车刀40终检入库设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机制xxx班机械加工工序卡片产品型号零件图号01产品名称零件名称轴共 2 页第 1 页车间工序号工序名称材料牌号机加工20 车削2A12精心整理,用心做精品2精心整理,用心做精品3车间工序号工序名称材料牌号机加工30 车削2A12毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件 1 1设备名称设备型号设备编号同时加工件数卧式车床 CA6140 1 夹具编号夹具名称切削液三抓卡盘工位器具编号工序工时 (分) 准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助1 球面车削球面车刀,游标卡尺320 30 0.2 1 22 锥面车削外圆车刀,游标卡尺32030 0.2 1 23 外圆车削外圆车刀,游标卡尺32030 0.2 1 2设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期精心整理,用心做精品4。
机械加工工艺过程卡片模板
工件名称:拉丝模具
1、工序名称:铣削
2、操作要求:
(1)铣削机床用铣刀铣削工件。
(2)使用稳定的铣刀,保证加工精度。
(3)工作台的水平度和垂直度必须适宜,保证铣刀的滚动和切削效果。
(4)请确保机器正常工作,检查工具的寿命可以得出可靠的加工结果。
3、工序参数:
(1)主轴转速:1500-2500转/分钟
(2)刀具:铣刀
(3)切削行程:X轴-400mm, Y轴-400mm, Z轴-400mm
(4)加工方法:铣削
(5)切削参数:进给量0.1-0.2mm/次,切削深度0.5-1mm/次
4、操作步骤:
(1)将拉丝模具放置在铣削机床上,确保工件固定。
(2)将正确的铣刀安装在机床上,确保铣刀牢固。
(3)回转机轴,将铣刀正确对准工件。
(4)依据设计图样安装棘轮,将进给量调节到需要的值,启动机器,调整主轴转速到设定值。
(5)按照设计图样操作,首先以低进给量开始切削,然后逐渐增加
进给量,以达到需要的加工精度。
(6)加工完成后,复检工件尺寸,若符合要求,则可以将其加以检
验和清理。
5、质量控制:
(1)操作前,必须对工序和工件进行检查,保证加工质量。

机械加工工艺过程卡片模版一、加工工艺概述:1.1加工对象:(描述加工对象的类型、材料、尺寸等)1.2加工要求:(描述加工零件的精度、表面质量、工艺要求等)1.3加工方式:(描述采用何种机械加工方式进行加工,如车、铣、钻、刨等)1.4加工设备:(列举需要使用的具体加工设备,如车床、铣床、钻床等)二、工序流程:2.1工序一:(描述第一个工序的具体加工内容)2.1.1加工设备:(描述该工序需要使用的具体加工设备)2.1.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.1.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)2.2工序二:(描述第二个工序的具体加工内容)2.2.1加工设备:(描述该工序需要使用的具体加工设备)2.2.2加工参数:(描述该工序的加工参数,如转速、进给率、切削液等)2.2.3加工顺序:(描述该工序的加工顺序,如先粗加工后精加工)(以此类推,按照加工的顺序描述每一个工序的具体内容)三、工艺参数和工艺要求:3.1工艺参数:(描述每一个工序的加工参数,如车削用刀具的材料、刀具尺寸、转速、进给率等)3.2工艺要求:(描述每一个工序的工艺要求,如尺寸公差、表面粗糙度、平行度、圆度等)四、加工工具和夹具:4.1加工工具:(列举每一个工序需要使用的加工工具,如车刀、铣刀、钻头等)4.2夹具:(描述每一个工序需要使用的夹具,如卡盘、夹具、模块等)五、检测和质量控制:5.1检测方法:(描述每一个工序的检测方法,如测量、检查、试装等)5.2检测设备:(列举每一个工序需要使用的检测设备,如千分尺、卡尺、测量仪器等)5.3质量控制:(描述每一个工序的质量控制方法,如过程控制、巡检、最终验收等)六、安全注意事项:6.1安全设施:(描述加工过程中需要采取的安全设施,如护罩、防护镜、防护手套等)6.2安全措施:(描述每一个工序的安全措施,如操作规范、防护措施、通风换气等)七、加工材料和切削液:7.1加工材料:(描述加工过程中需要使用的材料,如金属材料、塑料材料、复合材料等)7.2切削液:(描述加工过程中需要使用的切削液的种类、用量、添加时间等)八、加工时间和费用估计:8.1加工时间:(估计每一个工序的加工时间,如车削时间、铣削时间、钻削时间等)8.2费用估计:(估计每一个工序的加工费用,如加工设备的使用费、人工成本等)。

欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!
欢迎阅读本文档,希望本文档能对您有所帮助!。

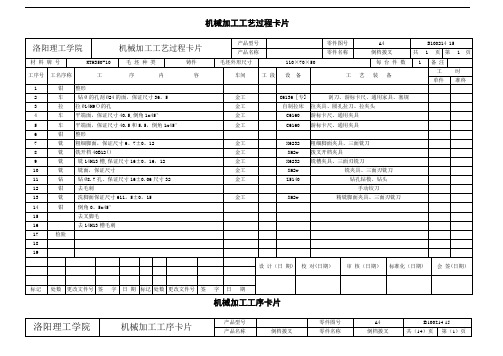
机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 1 页车间工序号工序名材料牌号金工 3 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm处外圆及其端面定位,粗车半精车外圆Ø110mm及端面专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 2 页车间工序号工序名材料牌号金工 4 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø110mm外圆及其端面定位,粗车另一端面,粗车外圆Ø55mm,倒角专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 3 页车间工序号工序名材料牌号金工 5 车HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以加工过的Ø55mm外圆及其端面定位,粗镗Ø35mm内孔专用夹具,高速钢刀具,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 4 页车间工序号工序名材料牌号金工 6 镗HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及其端面定位,精镗Ø35mm内孔专用夹具,镗刀,游标卡尺350 35.6 1 5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 5 页车间工序号工序名材料牌号金工7 铣HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数铣床X52K 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø55mm外圆及端面定位,粗铣、半精铣键槽专用夹具,插刀,游标卡尺220 24 3 15 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第 6 页车间工序号工序名材料牌号金工8 钻HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 以Ø30mm孔端面定位,一共要加工4个Ø11mm孔专用夹具,钻头,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品名称联轴器零件名称联轴器共7 页第7 页车间工序号工序名材料牌号金工9 钻孔攻丝HT200毛坯种类毛坯外形尺寸每坯可制件数每台件数铸造 1 1设备名称设备型号设备编号同时加工件数钻床Z525 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时准终单件工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r背吃刀量mm进给次数工步工时描图机动辅助1 钻孔攻丝M8专用夹具,钻头,丝锥,游标卡尺285 19.9 1 1.5 1描校底图号装订号设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。



机制XXX班机械加工工序卡片 1产品名称零件名称2页第1页车间工序号工序名称材料牌号机加工20 车削2A121832 29 15120X-\-毛坯种类毛坯外形尺寸每毛坯可制件数每台件数锻件设备名称车床夹具编号© 30x170设备型号CA6140工位器具编号设备编号夹具名称三抓卡盘同时加工件数切削液工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm基本辅助1端面车削端面车刀,游标卡尺320300.2112轮廓车削外圆车刀,游标卡尺320300.223槽加工槽车刀,游标卡尺320302214螺纹车削螺纹车刀,游标卡尺10030 1.512校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期设计(日期)-r 心口、 工步号工步内容 工 艺 装 备主轴转速切削速度进给量切削深度进给次数工步工时 r/min m/min mm/r mm基本 辅助1 球面车削 球面车刀,游标卡尺 320 300.2 122 锥面车削 外圆车刀,游标卡尺 320 30 0.2 1 23外圆车削外圆车刀,游标卡尺320300.212机制XXX 班机械加工工序卡片产品名称零件名称轴共 2页第 2页车间 工序号 工序名称材料牌号机加工30车削2A12丄 0.01ALA毛坯种类 锻件设备名称 卧式车床毛坯外形尺寸设备型号CA6140每毛坯可制件数1设备编号每台件数1同时加工件数夹具编号夹具名称切削液工位器具编号三抓卡盘工序工时(分) 准终单件「8 ...32 (29)’15 二 22—十——1120 —11厂更改文件号签字日期标记更改文件号签字日期标记处数。

机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号10 粗铣22φ上端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣22φ上端面255 64 2描校底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号20 加工36mm下端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣36mm下端面255 64 2描校2半精铣36mm下底面490 123 1底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号30 钻11φ通孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 钻11φ通孔1360 47 0.1描校底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号40 粗铣以及半精铣端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣28φ前端面255 64 2描校2粗铣26φ前端面255 64 2 3 半精铣28φ前端面255 64 2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号50 粗铣以及半精铣端面HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式铣床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 粗铣26φ后端面255 64 2描校2粗铣28φ后端面255 64 2 3 半精铣28φ后端面255 64 2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号60 钻→扩→粗铰→精铰18φ的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 钻17φ的通孔1000 53 0.1描校2扩孔至17.85φ1000 56 1 3 粗铰至17.94φ1000 56 0.2 4精铰至189Hφ80 4.5 0.2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号70 钻→扩→粗铰→精铰16φ的孔HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数钻床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1 钻15φ的通孔1000 47 0.1描校2扩孔至15.85φ1000 49 0.9 3 粗铰至15.95φ1000 50 0.2 4精铰至189Hφ125 6.28 0.2底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期机械加工工序卡片产品型号零(部件)图号共页第页产品名称填料箱零(部件)名称填料箱盖车间工序号工序名材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件 1 1设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(s)准终单件描图工步号工步内容工艺装备主轴转速(r/min)切削速度(m/min)进给量(mm/r)背吃刀量(mm)进给次数工步工时/min机动辅助1描校底图号设计(日期)审核(日期)标准化(日期)会签(日期)装订号标记处数更改文件号签字日期标记处数更改文件号签字日期。


机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号Ⅰ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ155的端面YG8,90°9044.930.65 1.30.723Ⅱ粗车Φ155的外圆YG8,90°9044.930.81 1.10.233Ⅲ粗车Φ100的外圆YG8,90°9044.930.810.750.233Ⅳ粗车Φ75的外圆YG8,90°9044.930.65 1.50.257设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 2 页车间工序号工序名称材料牌号机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 4 页车间工序号工序名称材料牌号Ⅲ切槽毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数卧式车床夹具编号夹具名称切削液三爪卡盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ切槽成形刀具9044.930.65 5.250.124设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片产品型号零件图号产品名称填料箱盖零件名称填料箱盖共8 页第 5 页车间工序号工序名称材料牌号Ⅳ粗车外圆面及端面毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分) 准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗车Φ65的端面YG8,90°15039.210.5220.23Ⅱ粗车Φ65的外圆YG8,90°15039.210.650.750.205Ⅲ粗车Φ80的端面YG8,90°15039.210.5220.173Ⅳ粗车Φ80的外圆YG8,90°15039.210.65 1.50.153设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第 6 页车间工序号工序名称材料牌号Ⅴ镗孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件三爪卡盘工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ粗镗Φ47的内孔YG8,45°600103.240.35 1.50.095Ⅱ粗镗Φ47的内孔表面YG8,45°600103.240.5220.192Ⅲ粗镗Φ32的内孔YG8,45°600103.240.35 1.50.214设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)产品名称填料箱盖零件名称填料箱盖共8 页第7 页车间工序号工序名称材料牌号Ⅵ钻Φ13.5的孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ钻Φ13.5的孔麻花钻272110.360.50.225设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期产品名称填料箱盖零件名称填料箱盖共8 页第8 页车间工序号工序名称材料牌号Ⅶ加工M10的螺纹孔毛坯种类毛坯外形尺寸每毛坯可制件数每台件数设备名称设备型号设备编号同时加工件数夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 基本辅助Ⅰ加工M10的螺纹孔麻花钻,丝锥27290.48 1.60.287设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记更改文件号签字日期。

