
收稿日期:2000—08—18
作者简介:汪大鹏,男,53岁,副教授,主攻液压传动技术
新型顺序阀及其在液压机上的应用
410003 长沙大学 汪大鹏 刘 白 何晓敏
摘要 介绍了一种新型顺序阀———常开式和复合式顺序阀的结构、原理、特点及其在液压机增速缸增速控制回路中的应用。 关键词 顺序阀 液压机 增速缸 应用 中图分类号 TH137.52+11 新型顺序阀的结构原理
顺序阀是利用液压系统中的压力变化来控制油路的通断,从而实现多个液压元件按一定顺序动作的元件。顺序阀按结构分为直动型和先导型,按控制油来源分又有内控式和外控式,按常态时油口的连通状态又可分为常闭式(传统顺序阀)、常开式和复合式(新型顺序阀,本文即将介绍)。内控式还可以根据控制油来源分为进油口控制式和出油口控制式。而出油口控制式顺序阀如果有常开和常闭两个出油口,又可进一步细分为常开出口内控式与常闭出口内控式。
图1a 所示为传统顺序阀的结构原理图。常态时,油口A 与B 不通,本文称之为常闭式
。
图1 常闭式直动型顺序阀及其图形符号1.调压螺钉 2.弹簧 3.上盖 4.阀体 5.阀芯 6.控制活塞 7.下盖
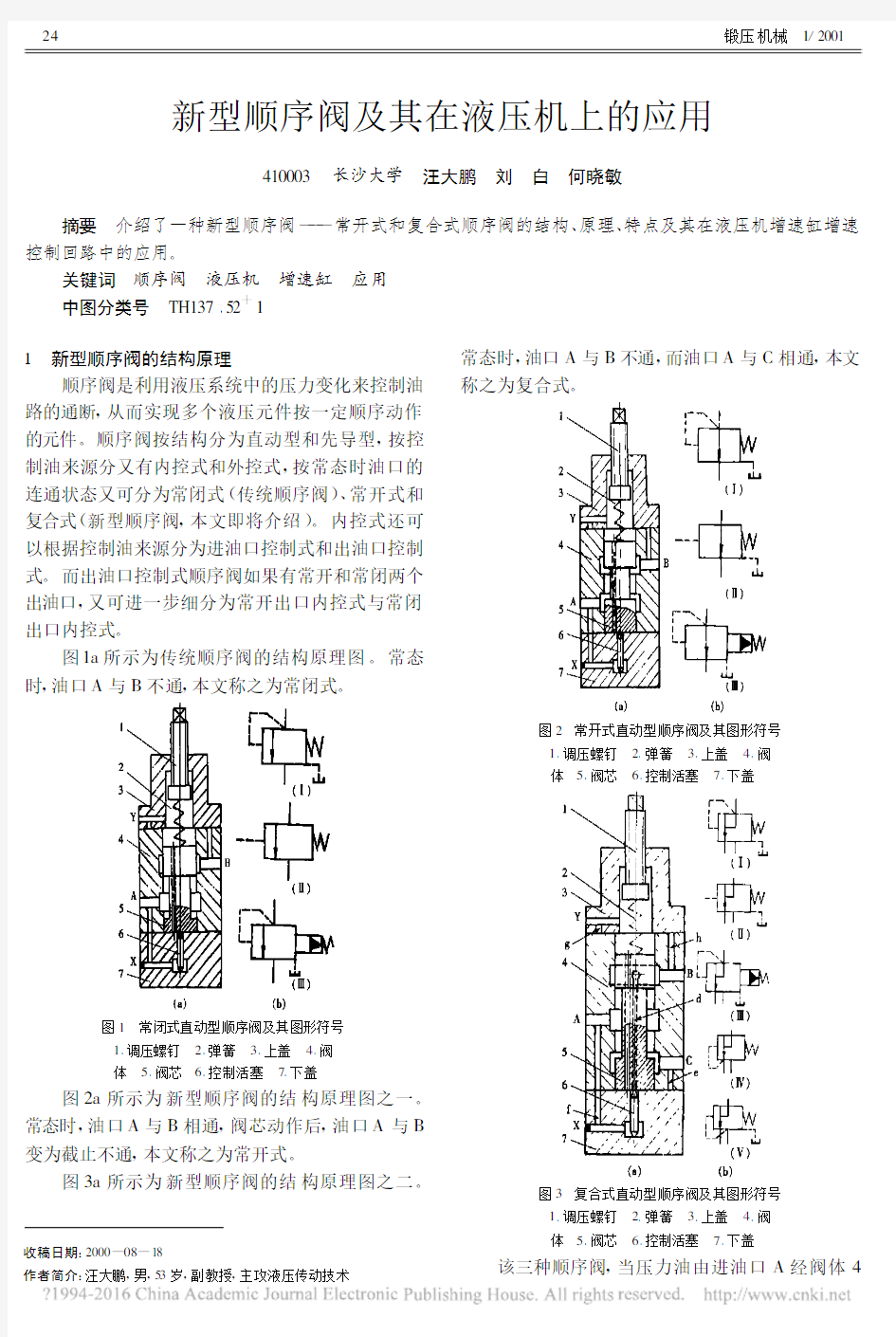
图2a 所示为新型顺序阀的结构原理图之一。常态时,油口A 与B 相通,阀芯动作后,油口A 与B 变为截止不通,本文称之为常开式。
图3a 所示为新型顺序阀的结构原理图之二。
常态时,油口A 与B 不通,而油口A 与C 相通,本文称之为复合式
。
图2 常开式直动型顺序阀及其图形符号1.调压螺钉 2.弹簧 3.上盖 4.阀体 5.阀芯 6.控制活塞 7.
下盖
图3 复合式直动型顺序阀及其图形符号1.调压螺钉 2.弹簧 3.上盖 4.阀
体 5.阀芯 6.控制活塞 7.下盖
该三种顺序阀,当压力油由进油口A 经阀体4
24
锻压机械 1/2001
DOI :10.16316/j .issn .1672-0121.2001.01.015
和下盖7上的小孔流到控制活塞6的下方时,阀芯5受到一个向上的推力作用。当进油口油压较低时,阀芯在弹簧2的作用下处于下部位置,此时的进出油口:在图1a 中,A 、B 不通;在图2a 中,A 、B 连通;在图3a 中,A 、B 不通,A 、C 连通。当进油口的油压增大到预调的数值以后,阀芯底部受到的推力大于弹簧力,阀芯上移,此时的进出油口:在图1a 中,A 、B 连通;在图2a 中,A 、B 不通;在图3a 中,A 、B 连通,同时A 、C 不通。压力油就从连通的油口流过顺序阀,或被截止不通的油口阻挡。顺序阀阀芯移动的压力可以用调压螺钉1来调节。
在这些阀中,控制活塞的直径很小,因而阀芯受到的向上推力不大,所以平衡弹簧就不需太硬,这样,可以使阀在较高的压力下工作(最大控制压力可达7MPa )。
先导型顺序阀(包括常开式和复合式)的结构原理与先导型溢流阀类似,区别在于顺序阀出口一般通向有压力的油路,故必须专设一泄油口,使先导阀的泄油流回油箱,否则将无法正常工作。
在顺序阀结构中(含常开式和复合式),当控制油直接引自进油口时(如图1a 、图2a 和图3a 所示通路情况),或当控制油直接引自出油口时(此处主要指复合式顺序阀),这种控制方式本文均称为内控;若控制压力油不是来自进出油口,而是从外部油路进入,这种控制方式则称为外控;当阀的泄油从泄油口流回油箱时,这种泄油方式称为外泄;当阀用出口接油箱时,泄油可经内部通道并入阀的出油口,以简化管路连接,这种泄油方式则称为内泄。
常闭式(传统)顺序阀及不同控泄方式的图形符号如图1b 所示。为了绘图方便,对于常开式和复合式顺序阀及不同控泄方式,本文约定采用图2b 与图3b 所示图形符号(仿照传统顺序阀功能符号)分别表示。其中:Ⅰ为进口内控外泄式顺序阀一般符号或直动型符号,Ⅱ为外控内泄或外泄顺序阀一般符号或直动型符号,Ⅲ为进口内控外泄式先导型顺序阀符号,Ⅳ为常开出口内控内泄式顺序阀符号,Ⅴ为常闭出口内控外泄式顺序阀符号。
对于图1a 、图2a 和图3a 所示顺序阀,将下盖旋转90°安装,并打开外控口X 的堵头,就可使内控式变成外控式;对于图3a 所示复合式顺序阀,若将下盖反向转90°,使下盖上的f 孔与阀体4上的d 孔连通,或将下盖旋转180°,使下盖上的f 孔与阀体4上的e 孔接通安装,就可使顺序阀由进口内控式变为出口内控式;同样,若将上盖旋转安装,并堵塞外泄
口Y ,就可使外泄式变为内泄式。
2 新型顺序阀在液压机增速缸增速回路中的应用
新型顺序阀的用途与传统顺序阀一样,应用十分广泛,为了缩短篇幅,本文仅以液压机中增速缸增速回路为例,简要介绍它的应用。
图4a 为教材中常介绍的、传统中小型卧式液压机增速缸增速控制回路原理图。而图4b 则为用一个常闭出口内控复合式顺序阀代替原图中二位二通电磁阀4和液控单向阀7后的增速缸的新控制回路。
图4 增速缸增速回路
1.泵
2.换向阀
3.溢流阀
4.二通阀
5.缸体
6.活塞
7.液控单向阀
8.复合式顺序阀
众所周知,增速缸是一种复合缸(图4),其活塞
内含有柱塞缸,中空的柱塞又和增速缸缸体固连。当换向阀2的左位接入系统工作时,泵输出的压力油先进入工作面积小的柱塞缸内,使活塞快进;增速缸Ⅰ腔内出现真空,在图4a 中便通过单向阀7、而图4b 中则通过复合式顺序阀8向Ⅰ腔补油,实现快进。
活塞快进结束转为工进时,系统油压上升,在图4b 中,复合式顺序阀8控制口压力也上升,使阀芯动作,阀口切换;在图4a 中,是使电磁铁3YA 通电,二位二通阀4的右位接入系统工作;这时压力油同时进入增速缸Ⅰ腔和Ⅱ腔,因工作面积增大,便获得了大推力和低速度,实现了工进。
换向阀2的右位接入系统工作时,压力油进入工作面积甚小的Ⅲ腔。此时,在图4a 中,同时打开液控单向阀7回油,而在图4b 中,由于复合式顺序阀控制油口通油箱,控制压力降为零而阀芯复位,复合顺序阀8处于常态位置。Ⅰ腔的油液,在图4a 中可通过打开液控单向阀7回油,在图4b 中则通过复位后复合式顺序阀8流入油箱。由于Ⅲ腔有效工作面积小,从而实现了快退。
在图4a 中,三位阀切换到中位后,油泵的油经溢流阀3溢流,增速缸停止运动。在图4b 中,换向
25
锻压装备———新型顺序阀及其在液压机上的应用
阀虽采用的是二位阀,但同样可实现图4a 的功能:二位阀右位(常态位)切入系统工作后,活塞向左快退,活塞左退到极限位置,即活塞停止运动后,系统油压上升,溢流阀3打开,油泵的油也经溢流阀3流
回油箱。
3 增速缸新控制回路的特点
(1)从上可见,采用复合式顺序阀的新控制回路,完全可以实现增速缸的增速控制动作循环。
(2)新回路中,一个复合式顺序阀,完全取代了
传统回路中的一个二位二通换向阀和一个液控单向
阀,回路元件减少。
(3)新回路采用二位四通电磁换向阀替代传统回路中的三位四通电磁阀,元件简化,造价降低。(4)新回路中控制元件动作的电磁铁数目减少(新回路只用了一个,传统回路中却有三个),回路(包括电路和油路)连接简单,可靠性得到提高。
参考文献
1 章宏甲,黄 谊.液压传动.北京:机械工业出版社,1993.2 丁树模,姚如一.液压传动.北京:机械工业出版社,1996.3 丁树模,周骥平.液压传动.北京:机械工业出版社,1998.4 俞启荣.机床液压传动.北京:机械工业出版社,1984.
收稿日期:2000—07—24
作者简介:闵显文,男,32岁,工程师
锌合金镶嵌固体自润滑轴套在平锻机上的应用
442052 东风汽车公司锻造厂 闵显文110025 沈阳重型机器厂 丁合亭
摘要 介绍了锌合金镶嵌固体自润滑剂的轴套在9MN 平锻机摆杆部位应用的情况。实际应用表明,其
寿命可比原10-1铜合金轴套提高寿命5~6倍。 关键词 锌合金 固体自润滑 平锻机 摆杆轴套1 平锻机摆杆和偏心轴套
我厂拥有各种规格(从3.15MN ~16MN )平锻机11台,其中国产9台,进口3台,大多数已运行近20年。其中摆杆下轴套及下偏心轴套(10-1铜套,结构如图1)是设备中的关键零件,起着承载锻打时的夹紧力及调整分模高度的作用。由于工作时摆杆以很
图1 水平分模平锻机下偏心机构结构图1.凹模 2.凹模下垫板 3.偏心轴瓦4.下偏心轴 5.摆杆下瓦 6.润滑软管 7.机架 8.摆杆 9.端盖
小的角度摆动,虽采取强制供给润滑脂,但仍不能在轴与瓦间形成润滑油膜,从而造成轴套磨损严重,寿
命短(平均寿命6个月),更换频繁,增加了维修费用。而润滑脂外溢,既造成浪费,又污染环境,长期以来一直是设备维修和生产中的一个难题。1998年我厂在一台9MN 平锻机上采用河南中发合金制品公司生产的锌合金镶嵌固体自润滑轴套,经过近两年的运行,既消除了润滑脂的使用和造成的污染,又提高了使用寿命,而且价格比铜合金套低40%,解决了我厂生产和维修中的难题。1999年又在其他几台设备中相继采用,效果均很好,现拟扩展到其他设备和部位应用,以逐步取代铜合金材料。2 锌合金的发展及其性能特点
对锌合金的研究和应用始于二战期间的德国,而后欧美等一些国家相继应用和开发这种合金,1959~1963年间国际铅锌研究组织开发了ILZRO -12合金,70年代中期加拿大NORANDA 矿业研究中心相继研制成ZA -8和ZA -27锌合金系列。高铝锌
合金的研制成功及其所具有的较低价格、良好的力学性能、铸造和机加工性能、较高的耐磨性、简易的
浇铸工艺以及节约能源、减轻污染等优点,使它部分代替了铜合金,拓宽了在各工业部门的应用。26锻压机械 1/2001
MAIN ABSTRACTS&KEY WORDS METALFOR MING MACHINERY
Vol.36No.12001
Status que&development of medium and small multi-sta-tion press FE NG Xiangjun,et al(1)
A bstract:Developing status and future trendency of mediu m& s mall multi-station press application domestic and abroad have been introduced.
Key words:Multi-station press,Status que,Prospect
Review of developm ent of cold extrusion domestic and abroad YANG Yu(3)
A bstract:Characteristics of cold extrusion have been expanded. Development domestic and abroad of such technique has been intro-duced.Trendency and proposals have been put forth.
Key words:Cold extrusion,Characteristics,Development,Re-view
Study on uniform deformation control of axial-sym metrical H-shaped forging ZHAO Xinhai,et al(6)
A bstract:Optional design of preforming technology of axial-sym-metrical H-shaped forging with H/
B ratio of1.0has been realized, with target of controlling deformation uniformity of final forging,usin g the personal developed program and the forward simulation optional method based on sensitivity,which has s hown obvious effect compar-ing with the s imulation result obtained by the commercial software DEFORM.
Key words:H-shaped forging,Axial-s ymmetrical,Deformation uniformity
Drawing technology and die design of large cylinder of thick plate DONG Zhi,et al(8)
A bstract:Four drawings formin g technology and die design characteristics of large diameter cylinder of thick plate have been in-troduced with example of some large vacuum brake cylinder.
Key words:Drawing of thick plate,Large diameter cylinder, Die design
Discussion of som e parameters effecting quality of stamping pieces XIAO Zuoyi(13)
A bstract:Discussion has emphasized on relation formula of stamping,the relation between the stamping gap and the corner of sheet blank and theoritical analysis of the experienced formula P=Ltσb of the stampin g force,which should be of importance for parts quality improvement and proper choice of stamping force.
Key words:Gap of die,Corner of sheet bend,Stamping force, Quality of stamping
Lubrication of deep drawing of sheet
DE NG Ming,et al(15) Abstract:E xposition of friction,wearing characteristics and lu-bricating mechanism in sheet forming of drawing with exploration of problems in applying lubricant during drawing,which have provided selection of lubricant in practical production with theoritical basis and usable references.
Key words:Punching,Deep drawing,Lubrication
Solution to poor dynamic accuracy of dow n dead point of high speed press LI Changhe(20) Abstract:Obvious improvement of down point dynamic accuracy from±5μm to within±2μm has been obtained b y reducing mass of reciprocating motion components and symmetric arrangement of com-plete dynamic balance device of crank link mechanism based on anal-ysis of p oor accuracy causes and practical conditions of poor dynamic accuracy of down dead point of Model J75G-60600kN high speed precision press.
Key words:High speed precision press,Down dead point dy-namic accuracy,Inertia force,Dynamic balance
An automated transfer feeder driven by inner planet gear wheel LUO Yunhua,et al(22) Abstract:The modes of automated press production line have been discussed with investigation of a transfer feeder driven by planet gear wheel involving its working principle and kinetic characteristics. Such mechanism with compact structure,long length of stroke and good acceleration property and smooth and reliable motion can be ap-plied in automated transfer feeder of multi-project press production line.
Key words:Automated press,Automated transfer feeder, Mechanism with planet gear wheel
A new sequencing valve&its application in hydraulic press
WANG Dapeng,et al(24)
A bstract:A new sequencing valve of with structure of open in
usual and compound has been introduced with principles,characteris-tics and application in control circuit of increasing speed cylinders of hydraulic press.
Key words:Sequencing valve,Hydraulic press,Increasin g speed cylinders,Application
Reliability design of breaker
ZHANG Jun,et al(30)
A bstract:Design method of breaker has been put forth depend-ing upon the needed reliability derived from reliability design princi-ple.
Key words:Breaker,Shearin g thickness,Reliabilit y des ign
Effect of pre-applied force of drag bolt on accuracy of press with closed co mbined frame.ZHOU Jie,et al(35)
A bstract:There is effect of pre-applied force of drag bolt on ac-curacy of press with closed combined frame.ANSYS FE program has been used to analyse a new Germany forging press resulting in effect-ing law of pre-applied force of drag bolt on accuracy of press with closed combined frame hence important guiding sense and applicable value to improvement on design and manufacture accuracy of similar type of forging press of China.
Key words:Drag bolt,Pre-applied force,Closed combined frame,Forging press,Rigidity
Dynamic response analysis on turret press frame
JI Zhong,et al(38)
A bstract:Working load charts of sheet punching of the C NC turret press have been changed into dynamic load hence amplitude versus frequency response characteristics obtained.The dynamic re-sponse on a typical process of punching with working speed of200 min-1of sheet with thickness of2mm has been calculated by model superposition method with comprehensive analysis on its dynamic characteristics.
Key words:Turret press,Frame,Dynamic response
Application of genetic algorithm in optimal design of elbow bar-type extrusion press LIU Guili,et al(41)
A bstract:Genetic algorithm has been used in optimal design of structural parameters of elbow bar-type extrusion press to improve s moothness of slide speed and processin g accuracy as well as service life of equipment and d ies.
Key words:Genetic algorithm,Extrusion press,Optimal design Develo ping of rotary forging die
LUO Xiaoy an,et al(43) Abstract:3D reality design of rotary forging dies and part blanks has been carried out b y using AutoCAD R143D solid shapin g func-tion,CAD calculation of union,subtract and intersect upon structural and size features.
Key words:Rotary forging die,C AD,3D design
An evaluating system for metal powder forming process and die design DONG Linfeng,et al(45) Abstract:Structure and realization of a practical evaluating sys-tem for metal power forming process and die design have been intro-duced with solution to difficulties of needing repetitious experiments to evaluate forming process and die design after the finish of des ign of new products of power metallurgy.
Key words:Metal powder,Forming process,Die,Evaluatin g s ystem
Application of nitrogen-cushion in die
HU Yamin,et al(47) Abstract:Advantage of application of nitrogen-cushion in die over elastic element such as spiral spring,rubber and air-cus hion has been pointed out via comparison of such elastic element with nitrogen-cushion of which type of structure,elastic force-pressure,selection of stroke and application have been introduced.
Key words:Nitrogen-cus hion,Elastic force-pressure,Stroke, Selection of die
Design of extruded model for deep hollo w with autotrans-mitting mechanism TE NG Hon g chun,et al(50) Abstract:Differences bet ween design of mechanical press and oil press with autotransmitting mechanis m have been analysed.For improvement of effectivit y and reduction as much as poss ible of recip-rocaing motion stroke of oil press,amplifier-mechanism of distance has been applied to structure added hence realization of speed auto-transmitting.
Key words:Autotransmit,Cold extruded model,Amplifier-mechanism,Design
Design construction and using of gas heating furnace for hammer forging CUI Yan(52) Abstract:Des ign,construction and using of a gas heating fur-nace for hammer forging have been introduced.
Key words:Gas heating furnace,Design,Construction,us ing
新疆大学 专业课课程设计任务书 班级:机械12-7 姓名:麦麦提阿卜杜拉学号:20122001702 课程设计题目:基于plc的液压动力滑台控制设计 说明书页数:19页 发题日期:2016 年 2 月26 日完成日期2016年4月15日 指导教师:穆合塔尔老师
目录 1.1.1设计任务- 2 - 2.1.1负载分析和速度分析- 2 - 2.11负载分析- 2 - 2.12速度分析- 2 - 3.1.1确定液压缸主要参数- 3 - 4.1.1拟定液压系统图- 6 - 4.11选择基本回路- 6 - 4.12液压回路选择设计- 7 - 4.13工作原理:- 8 - 5.1.1液压元件的选择- 9 - 5.11液压泵的参数计算- 9 - 5.12选择电机- 10 - 6.1.1辅件元件的选择- 11 - 6.11辅助元件的规格- 11 - 6.12过滤器的选择- 11 - 7.1.1油管的选择- 12 - 8.1.1油箱的设计- 13 - 8.11油箱长宽高的确定- 13 - 8.12各种油管的尺寸- 14 - 9.1.1验算液压系统性能- 14 - 9.11压力损失的验算及泵压力的调整- 14 - 9.12液压系统的发热和温升验算- 16 -
1.1.1设计任务 设计一台校正压装液压机的液压系统。要求工作循环是快速下行→慢速加压→快速返回→停止。压装工作速度不超过5mm/s,快速下行速度应为工作速度的8~10倍,工件压力不小于10KN。 2.1.1负载分析和速度分析 2.11负载分析 已知工作负载F w =10000N。惯性负载F a =900N,摩擦阻力F f =900N. 取液压缸机械效率 m η=0.9,则液压缸工作阶段的负载值如表2-1: (表2-1) 2.12速度分析 已知工作速度即工进速度为最大5mm/s,快进快退速度为工进速度的8-10倍。即40-50mm/s. 按上述分析可绘制出负载循环图和速度循环图:
四柱液压机工作原理 四柱液压机四柱液压机是油泵把液压油输送到集成插装阀块,通过各个单向阀和溢流阀把液压油分配到油缸的上腔或者下腔,在高压油的作用下,使油缸进行运动。液压机是利用液体来传递压力的设备。液体在密闭的容器中传递压力时是遵循帕斯卡定律。 四柱液压机由主机及控制机构两大部分组成。液压机主机部分包括液压缸、横梁、立柱及充液装置等。动力机构由油箱、高压泵、控制系统、电动机、压力阀、方向阀等组成。[1](二用途8 该液压机适用于可塑性材料的压制工艺。如粉末制品成型、塑料制品成型、冷(热挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。 四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、 手动及半自动三种操作方式。 (三特点 机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及 半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。 液压机简介 (又名:油压机利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机机产生的总压力较大,常用于锻造和冲压。锻造水压机又分为模锻水压机和自由锻水压机两种。模锻水压机要用模具,而自由锻水压机不用模具。我国制造的第一台万吨水压机就是自由锻造水压机。 工作原理
四柱液压机[2]的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满 足执行机构运动速度的要求,选用一个油泵或多个油泵。低压(油压小于2.5用齿轮泵;中压(油压小于6.3用叶片泵;高压(油压小于32.0用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。 安全操作 1、液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。 2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。 3、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。 4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。 5、液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声响是否正常、液压单元及管道、接头、活塞是否有泄露现象。深圳油压机系列引 &开动设备试压,检查压力是否达到工作压力,设备动作是否正常可靠,有无泄露现象。 7、调整工作压力,但不应超过设备额定压力的90%,试压一件工件,检验合格后再生产。 8、对于不同的液压机型材及工件,压装、校正时,应随时调整压机的工作压力和施压、保压次数与时间,并保证不损坏模具和工件。
前言 (2) 一工况分析 (3) 二.负载循环图和速度循环图的绘制 (4) 三.拟定液压系统原理图 (4) 1. 确定供油方式 (5) 2. 调速方式的选择 (5) 4. 液压阀的选择 (8) 5. 确定管道尺寸 (9) 6. 液压油箱容积的确定 (9) 7. 液压缸的壁厚和外径的计算 (9) 8. 液压缸工作行程的确定 (9) 9. 缸盖厚度的确定 (9) 10. ................................................................................................................. 最小寻向长度的确定.. (10) 11. ................................................................................................................. 缸体长度的确定 (10) 四.液压系统的验算 (10) 1.压力损失的验算 (10) 2. ................................................................................................................... 系统温升的验算 (12) 3. ................................................................................................................... 螺栓校核 (13)
攀枝花学院 学生课程设计说明书 题目:液压传动课程设计 ——小型液压机液压系统设计学生姓名: 学号: 所在院系:机电工程学院 专业:机械设计制造及其自动化班级: 指导教师:职称: 攀枝花学院教务处制
攀枝花学院本科学生课程设计任务书 注:任务书由指导教师填写。
摘要 液压机是一种用静压来加工金属、塑料、橡胶、粉末制品的机械,在许多工业部门得到了广泛的应用。液压传动系统的设计在现代机械的设计工作中占有重要的地位。液体传动是以液体为工作介质进行能量传递和控制的一种传动系统。本文利用液压传动的基本原理,拟定出合理的液压传动系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格。确保其实现快速下行、慢速加压、保压、快速回程、停止的工作循环。 关键词:液压机、课程设计、液压传动系统设计
Abstract Hydraulic machine is a kind of static pressure to the processing of metal, plastic, rubber, the powder product of machinery, in many industrial department a wide range of applications. The design of the hydraulic drive system in modern mechanical design work occupies an important position. Transmission fluid is the liquid medium for the work carried out energy transfer and control of a transmission system.This paper using hydraulic transmission to the basic principle of drawing up a reasonable hydraulic system map ,and then after necessary calculation to determine the liquid pressure system parameters , Then according to the parameters to choose hydraulic components specification. To ensure the realization of the fast down, slow pressure, pressure maintaining, rapid return, stop work cycle. Key words:hydraulic machine, course design, hydraulic transmission system design.
收稿日期:2000—08—18 作者简介:汪大鹏,男,53岁,副教授,主攻液压传动技术 新型顺序阀及其在液压机上的应用 410003 长沙大学 汪大鹏 刘 白 何晓敏 摘要 介绍了一种新型顺序阀———常开式和复合式顺序阀的结构、原理、特点及其在液压机增速缸增速控制回路中的应用。 关键词 顺序阀 液压机 增速缸 应用 中图分类号 TH137.52+11 新型顺序阀的结构原理 顺序阀是利用液压系统中的压力变化来控制油路的通断,从而实现多个液压元件按一定顺序动作的元件。顺序阀按结构分为直动型和先导型,按控制油来源分又有内控式和外控式,按常态时油口的连通状态又可分为常闭式(传统顺序阀)、常开式和复合式(新型顺序阀,本文即将介绍)。内控式还可以根据控制油来源分为进油口控制式和出油口控制式。而出油口控制式顺序阀如果有常开和常闭两个出油口,又可进一步细分为常开出口内控式与常闭出口内控式。 图1a 所示为传统顺序阀的结构原理图。常态时,油口A 与B 不通,本文称之为常闭式 。 图1 常闭式直动型顺序阀及其图形符号1.调压螺钉 2.弹簧 3.上盖 4.阀体 5.阀芯 6.控制活塞 7.下盖 图2a 所示为新型顺序阀的结构原理图之一。常态时,油口A 与B 相通,阀芯动作后,油口A 与B 变为截止不通,本文称之为常开式。 图3a 所示为新型顺序阀的结构原理图之二。 常态时,油口A 与B 不通,而油口A 与C 相通,本文称之为复合式 。 图2 常开式直动型顺序阀及其图形符号1.调压螺钉 2.弹簧 3.上盖 4.阀体 5.阀芯 6.控制活塞 7. 下盖 图3 复合式直动型顺序阀及其图形符号1.调压螺钉 2.弹簧 3.上盖 4.阀 体 5.阀芯 6.控制活塞 7.下盖 该三种顺序阀,当压力油由进油口A 经阀体4 24 锻压机械 1/2001 DOI :10.16316/j .issn .1672-0121.2001.01.015
国外近十几年液压机及大型锻件生产发展概况 国外近十几年液压机及大型锻件生产发展概况进入20世纪90年代,世界经济发展的动向是,新技术成为推动经济发展的重要因素,世界性产业结构调整继续深化和国际化的步伐加快,发展中国家的经济迅速发展,发达国家不仅在产品上,还在资本和技术上寻求向外扩张。我国加入世贸组织是表明要参与国际经济大循环,我国的大型锻件生产也将推向国际化,大锻件生产的技术含量很高,要参与国际竞争,实质就是质量,品种,成本和投资深化的竞争,也就是先进生产技术的竟争。了解国外大型锻件生产发展水平,行业生产技术发展状况,才能探讨加速我国大型锻件生产的技术改造,在提高自给率的同时开发国际市场,这是当前十分重要的问题。 在20世纪90年代前后,由于发达国家重工业生产不景气,成套设备市场处于饱和状态,造成大型锻件市场紧缩,竞争激烈,再加上油价上涨,劳动力不足,严格执行环保法规,这些辣手问题困扰着大型锻件的生产发展。另一个难题是随着大型机械产品和重大成套设备技术不断发展,对大型锻件的质量提出了更高的性能要求。为了扭转这种局面,适应市场的高要求,再加上近十几年出现不少新钢种,冶金技术和锻压加工技术的快速发展,推动了世界性大型锻件生产行业的大改组,大投资和生产技术的大提高,以适应市场激烈竞争的要求。 在20世纪60?70年代,国外生产大型自由锻件的国家通过采用新技术,新设备,结构调整,关闭和新建一批液压机,重新进行分工,经过几年逐步走向合理。如美国,英国,德国,意大利关闭10多家大型铸锻件生产厂,关闭,拆除10 多台60MN以上自由锻水压机,其中美国有60MN,120MN,140MN,英国有2台60MN,90MN和德国有2台60MN,80MN意大利,120MN等。(一)近十几年大型锻件生产技术的发展特点锻造用钢锭质量直接决定锻件毛坯的质量,而锻件产量与锻压设备性能和辅助设备配置有关,为此,国外大型锻件生产企业主要抓冶炼质量及水压机性能和辅肋设备的配置。 1,冶炼方面:采用电炉或超高功率电炉(超高压)和钢包精炼炉(劳改),经真空碳脱氧(光碟)或或真空吹氧脱碳(VOD)的处理的钢液,在真空室浇注钢锭,已成为用水压机生产大锻件不可缺少的重要条件,用电炉和钢包精炼炉合理冶炼分工,组织最佳冶金过程,采用电磁搅拌,真空吹氩脱气,真空浇注等,对钢液进行综合处理,使钢中气体和有害元素含量达到最低,如氢≤为0.5ppm,02≤9PPm,磷,硫,砷(砷),锡(锡),锑(锑)为0.006?0.003%的水平,达到减少成份偏析,改变非金属夹杂物形态,以提高大型锻件的综合性能。
攀枝花学院 学生课程设计(论文) 题目:小型液压机的液压系统 学生姓名: vvvvvv 学号:vvvvvvvv 所在院(系):机械工程学院 专业: 班级: 指导教师:vvvvvv 职称:vvvv 2014 年06 月15 日 攀枝花学院教务处制
攀枝花学院本科学生课程设计任务书 目录
前言 (5) 一设计题目 (6) 二技术参数和设计要求 (6) 三工况分析 (6) 四拟定液压系统原理 (7) 1.确定供油方式 (7) 2.调速方式的选择 (7) 3.液压系统的计算和选择液压元件 (8) 4.液压阀的选择 (10) 5.确定管道尺寸 (10) 6.液压油箱容积的确定 (11) 7.液压缸的壁厚和外径的计算 (11) 8.液压缸工作行程的确定 (11) 9.缸盖厚度的确定 (11) 10.最小寻向长度的确定 (11) 11.缸体长度的确定 (12) 五液压系统的验算 (13) 1 压力损失的验算 (13) 2 系统温升的验算 (15) 3 螺栓校核 (16) 总结 (17) 参考文献................................................................................................. 错误!未定义书签。
前言 液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。利用有压的液体经由一些机件控制之后来传递运动和动力。相对于电力拖动和机械传动而言,液压传动具有输出力大,重量轻,惯性小,调速方便以及易于控制等优点,因而广泛应用于工程机械,建筑机械和机床等设备上。 作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。 液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。如冲压、弯曲、翻边、薄板拉伸等。也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。本文根据小型压力机的用途﹑特点和要求,利用液压传动的基本原理,拟定出合理的液压系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格和进行系统的结构设计。小型压力机的液压系统呈长方形布置,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。该机并设有脚踏开关,可实现半自动工艺动作的循环。
我国锻造液压机的现状及发展我国锻造液压机的发展是从对原有国外产品的修复及仿制,到独立研发的过程,并在大学开设了锻压专业。现在我国已成为设计、生产锻造液压机的大国之一。从1956年起,我国技术人员开始了从学习、仿制到独立研发锻造液压机一部分大学开设了锻压专业,许多教授针对锻造工艺和设备从理论上进行了深入地研究并发表了一系列专门著作,并培养了大量的锻压专业人材。国家在此期间建立了多种锻压工艺设备研究所,作了大量的研究开发工作.先后研制成功一系列的锻造液压机。1975年,在当时第一机械工业部重型局组织下,编制了水压机零部件国家标准。我国在20世纪70年代还向罗马尼亚出口了一系列锻造液压机。20世纪60年代,太原重型机器厂和沈阳重型机器厂为马鞍山钢铁厂研制成功了车轮和轮箍生产线。在线成形设备中,有30MN及 80MN的模锻液压机。20世纪60年代以后,我国又研制成功一批模锻液压机,其中第一重型机器厂研制成功300MN级的模锻液压机,第二重型机器厂也研制成功100MN级的多向模锻液压机。 20世纪70年代,世界上兴起了一股研制快锻液压机的高潮。我国西安重型机械研究所、兰州石油化工机械厂也在此期间研制生产了快锻液压机。20世纪80年代后期,随着市场经济的不断发展,江苏、浙江、山东等地的一些乡镇企业和一批民营企业逐渐开办了一些中型和大型的锻造工厂,装备了一系列的液压机和油压机。现在60MN级的液压机已经落户民营企业。这些新崛起的企业已经占据了全国的锻件市场的相当份额.而且还在不断地发展。1.国内锻造液压机的技术现状到目前为止,全国生产大锻件的主力设备仍然是20世纪50年代至70年代生产的锻造液压机。这些锻造液压机可分为以下两大类: (1传统结构主机为三梁四柱上动式,传动形式大多为水泵蓄势器传动,操纵形式为“接力器”式控制的“提阀分配器”。锻造的配套设备主要是锻造行车加翻料机,有一些用上了自制的锻造操作机。这类液压机结构简单,元器件国产化程度高,故障率低,具有一般故障自动排除功能。 (2快锻液压机主机为两柱下拉式,液压机由液压泵直接传动,采用电液伺服控制,可以精确地控制行程大小,大多配备有操作机(有的还用双操作机。主机可使上砧旋转,设有横向移砧台、自动换砧库,有的液压机还设有可旋转的运料小车等。这类液压机有进口和国产两种,技术含量较高,
液压成型机原理、结构与应用 一、实验目的: 1、了解液压成型机的基本构造及操作方法; 2、了解并掌握液压成型的基本工艺及主要工艺参数; 二、实验概述: 本实验中为Y32型三梁四柱液压机,电器采用可编程控制器,液压系统采用先进的插装阀或滑阀系统控制,实行按钮集中操纵的液压机。其压力、速度和行程可根据工艺需要进行调节,并能完成压制成型和定程成型两种工艺方式。一般四柱液压机可分为:上缸式四柱油压机,下缸式四柱油压。 图1 液压成型机结构
四柱油压机是一种通过专用液压油做为工作介质,液体在密闭的容器中传递压力时是遵循帕斯卡定律。通过液压泵作为动力源,靠泵的作用力使液压油通过液压管路进入油缸/活塞,然后油缸/活塞里有几组互相配合的密封件,不同位置的密封都是不同的,但都起到密封的作用,使液压油不能泄露。将油压能转化为机械能油压传动是利用液体压力来传递动力和进行控制的一种传动方式。油压装置是由油压泵,油压缸,油压控制阀和油压辅助元件机。液压机的规格一般用公称工作力(千牛)或公称吨位(吨)表示。锻造用液压机多是水压机,吨位较高。为减小设备尺寸,大型锻造水压机常用较高压强(35兆帕左右),有时也采用100兆帕以上的超高压。其他用途的液压机一般采用6~25兆帕的工作压强。油压机的吨位比水压机低。 1、用途 四柱液压机属于锻压机械中的一种,主要作用就是金属加工行业。产品广泛适用于:轻工、航空、船舶、冶金、仪表、电器、不锈钢制品、钢结构建筑及装潢行业,也适用于可塑性材料的压制工艺,如粉末制品成型、塑料制品成型、冷(热)挤压金属成型、薄板拉伸以及横压、弯压、翻透、校正等工艺。四柱液压机具有独立的动力机构和电器系统,采用按钮集中控制,可实现调整、手动及半自动三种操作方式。 2、特点 机器具有独立的动力机构和电气系统,采用按钮集中控制,可实现调整、手动及半自动三种工作方式:机器的工作压力、压制速度,空载快下行和减速的行程和范围,均可根据工艺需要进行调整,并能完成顶出工艺,可带顶出工艺、拉伸工艺三种工艺方式,每种工艺又为定压,定程两种工艺动作供选择,定压成型工艺在压制后具有顶出延时及自动回程。 3、液压机简介(又名:油压机)利用帕斯卡定律制成的利用液体压强传动的机械,种类很多。当然,用途也根据需要是多种多样的。如按传递压强的液体种类来分,有油压机和水压机两大类。水压机机产生的总压力较大,常用于锻造和冲压。锻造水压机又分为模锻水压机和自由锻水压机两种。模锻水压机要用模具,而自由锻水压机不用模具。我国制造的第一台万吨水压机就是自由锻造水压机。 工作原理:四柱液压机的液压传动系统由动力机构、控制机构、执行机构、辅助机构和工作介质组成。动力机构通常采用油泵作为动力机构,一般为积式油泵。为了满足执行机构运动速度的要求,选用一个油泵或多个油泵。低压(油压小于2.5MP)用齿轮泵;中压(油压小于6.3MP)用叶片泵;高压(油压小于32.0MP)用柱塞泵。各种可塑性材料的压力加工和成形,如不锈钢板钢板的挤压、弯曲、拉伸及金属零件的冷压成形,同时亦可用于粉末制品、砂轮、胶木、树脂热固性制品的压制。设备结构如图1所示。 三、安全操作规程: 1、操作前要穿紧身防护服,袖口扣紧,上衣下摆不能敞开,不得在开动的机床旁穿、脱换衣服,或围布于身上,防止机器绞伤。必须戴好安全帽,辫子应放入帽内,不得穿裙子、拖鞋。 2、四柱液压机操作人员必须熟悉四柱液压机主要结构、性能和使用方法。 四、使用方法: 1、四柱液压机操作者必须经过培训,掌握设备性能和操作技术后,才能独立作业。 2、作业前,应先清理模具上的各种杂物,擦净液压机杆上任何污物。 3、液压机安装模具必须在断电情况下进行,禁止碰撞启动按钮、手柄和用脚踏在脚踏开关上。 4、装好上下模具对中,调整好模具间隙,不允许单边偏离中心,确认固定好后模具再试压。 5、液压机工作前首先启动设备空转5分钟,同时检查油箱油位是否足够、油泵声否正常、液压单元及管道、接头、活塞是否有泄露现象。
$ 攀枝花学院 学生课程设计(论文) 题目:小型液压机的液压系统 学生姓名: vvvvvv 学号: vvvvvvvv < 所在院(系):机械工程学院 专业: 班级: 指导教师: vvvvvv 职称: vvvv # 2014 年 06 月 15 日 攀枝花学院教务处制
)
》 攀枝花学院本科学生课程设计任务书
目录 前言 (1) 一设计题目 (2) 二技术参数和设计要求 (2) 三工况分析 (2) 四拟定液压系统原理 (3) . 1.确定供油方式 (3) 2.调速方式的选择 (3) 3.液压系统的计算和选择液压元件 (4) 4.液压阀的选择 (6) 5.确定管道尺寸 (6) 6.液压油箱容积的确定 (7) 7.液压缸的壁厚和外径的计算 (7) 8.液压缸工作行程的确定 (7) [ 9.缸盖厚度的确定 (7)
10.最小寻向长度的确定 (7) 11.缸体长度的确定 (8) 五液压系统的验算 (9) 1 压力损失的验算 (9) 2 系统温升的验算 (11) 3 螺栓校核 (11) 总结 (13) : 参考文献 (14)
前言 液压传动是以流体作为工作介质对能量进行传动和控制的一种传动形式。利用有压的液体经由一些机件控制之后来传递运动和动力。相对于电力拖动和机械传动而言,液压传动具有输出力大,重量轻,惯性小,调速方便以及易于控制等优点,因而广泛应用于工程机械,建筑机械和机床等设备上。 作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。与其他传动控制技术相比,液压技术具有能量密度高﹑配置灵活方便﹑调速范围大﹑工作平稳且快速性好﹑易于控制并过载保护﹑易于实现自动化和机电液一体化整合﹑系统设计制造和使用维护方便等多种显著的技术优势,因而使其成为现代机械工程的基本技术构成和现代控制工程的基本技术要素。 液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。如冲压、弯曲、翻边、薄板拉伸等。也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。本文根据小型压力机的用途﹑特点和要求,利用液压传动的基本原理,拟定出合理的液压系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格和进行系统的结构设计。小型压力机的液压系统呈长方形布置,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。该机并设有脚踏开关,可实现半自动工艺动作的循环。
2000 年第11 期煤矿机械 ?3 ?
摘要:文章编号:1003( 液压机;类型;特点 : TH13719 液压机的最大标称压力已达750 MN , 对产品品种的要求也日益增多, 需要能快速调整的加工设备, 行程速度单独调整功能后, 现对复杂工件以及不对称工件的加工,而且, 非常低。与机械加工系统相比, 随着微电子技术、液压技术等的发展 液压机有了更进一步的发展,其高技术含量增多, PC机来控制, 液压机的分类和特点 液压机按照机架结构形式分为梁柱式、 锻造液压机,冲压液压机, 包装液压机,层压液压机, 打包液压机,专用液压机等10 液压机有以下几个特点: 液压机的动力传动为“柔性”传动, ,可避免机器过载的情况。 液压机基本的动作方式有3种:单动、 和三动。但其拉伸过程中只有单一的直线驱动力0794 (2000) 11秦勇甘肃工业职工大学,有极大的优越性。,,简单,来的,20003甘肃兰州主要对国内外液压机技术的发展 状况作了介绍,(2)(3)高档机型,种类型。202液压机技术的现状与发展趋势730030)
1 概述关键词中图号: 文献标识码并指出其发展趋势。: A 液压机是制品成型生产中应用最广的设备之统在液压系统中得到广泛的应用。国外已广泛采用 -9920一。目前-9920,封闭式循环油路设计,可有效地防止泄油和污染,更用重要的是防止灰尘、空气和化学物质侵入统,延长 于金属的模锻成型。随着金属压制和拉伸制品的需了机器的使用寿命。由于加工工艺等方面的原因求逐年提高,另一方国内采用封闭式循环油路设计的系统还不多见。 面,产品的生产批量也逐渐缩小。为与中小批量生在安全性方面,国外某些采用微处理器控制 产相适应,这使液压机的高性能液压机利用软件进行故障的检测和维修, 成为理想的成型工艺设备。特别是当液压机系统实产品可实现负载检测、自动模具保护和错误诊断等 现具有对压力、不仅能实功能。 废品率 液压机的发展最主要体现在控制系统方面。 -1002680,微电子技术飞速发展为改进液压机的性能、提高稳定性、加工效率等方面提供了前提条件。相比之下, 众国内机型虽然种类齐全,但技术含量相比较低,缺乏 多机型已采用CNC或提高了产品的这与机电液一体化和中小批量柔性生产 加工质量和生产率。的发展趋势不相适应。 2 -10266组合框-10573当前国内外液压机产品中控制系统分为以下3 ①以继电器为主控元件的传统型其电路结构 为手动液压机架式、整体框架式、,单臂式等。按照功能和用途可分技术要求不高,成本较低,相应控制功能简单, -10706液压机-10706,校正、一般用途挤压液压适应性不强。主要用于单机工作,加工产品精度不 机,压制液压机,余种高的大批量生产,也可组成简单的生产线。现在,国 类型。内许多液压机厂还以该机型为主,国外众多厂家只 是保留了对该机型的生产能力,而主要面向技术含 (1)较机械加量高的机型组织生产。 工复杂的传动系统简单②采用可编程控制器( PLC)控制系统该系统 (2)双动是在继电器控制和计算机控制发展的基础上开发出 并逐渐发展成为以微处理器为核心,将自动化 使加工系统有较长的使用寿命和高的工件成品率。技术、计算机技术、通讯技术溶为一体的新型工业自 3 国内外液压机技术发展状况 液压机的液压系统和整机结构等方面发展已经 比较成熟,国内外机型无较大差距,主要差别在于加 工工艺和安装方面。良好的工艺使机器在过滤、冷 却及防止冲击振动方面有明显改善。 (1) 在油路结构设计方面,国内外都趋向于集成 化、封闭式设计。插装阀、叠加阀和复合化元件 及系
安徽建筑工业学院 液压传动 设计说明书 设计题目压力机液压系统设计 机电工程学院班 设计者 2010 年4 月10 日 液压传动任务书 1. 液压系统用途(包括工作环境和工作条件)及主要参数: 单缸压力机液压系统,工作循环:低压下行→高压下行→保压→低压回程→上限停止。自动化程度为半自动,液压缸垂直安装。 最大压制力:20×106N;最大回程力:4×104N;低压下行速度:25mm/s;高压下行速度:1mm/s;低压回程速度:25mm/s;工作行程:300mm;液压缸机械效率。 2. 执行元件类型:液压缸 3. 液压系统名称:压力机液压系统。 设计内容 1. 拟订液压系统原理图; 2. 选择系统所选用的液压元件及辅件; 3. 设计液压缸; 4. 验算液压系统性能; 5. 编写上述1、2、3和4的计算说明书。 压力机液压系统设计
1 压力机的功能 液压机是一种利用液体静压力来加工金属、塑料、橡胶、木材、粉末等制品的机械。它常用于压制工艺和压制成形工艺,如:锻压、冲压、冷挤、校直、弯曲、翻边、薄板拉深、粉末冶金、压装等等。 液压机有多种型号规格,其压制力从几十吨到上万吨。用乳化液作介质的液压 机,被称作水压机,产生的压制力很大,多用于重型机械厂和造船厂等。用石油型液压油做介质的液压机被称作油压机,产生的压制力较水压机小,在许多工业部门得到广泛应用。 液压机多为立式,其中以四柱式液压机的结构布局最为典型,应用也最广泛。图所示为液压机外形图,它主要由充液筒、上横梁2、上液压缸3、上滑块4、立柱5、下滑块6、下液压缸7等零部件组成。这种液压机有4个立柱,在4个立柱之间安置上、下两个液压缸3和7。上液压缸驱动上滑块4,下液压缸驱动下滑块6。为了满足大多数压制工艺的要求,上滑块应能实现快速下行→慢速加压→保压延时→快速返回→原位停止的自动工作循环。下滑块应能实现向上顶出→停留→向下退回→原位停止的工作循环。上下滑块的运动依次进行,不能同时动作。 2 压力机液压系统设计要求 设计一台压制柴油机曲轴轴瓦的液压机的液压系统。 轴瓦毛坯为:长×宽×厚 = 365 mm×92 mm×7.5 mm 的钢板,材料为08Al ,并涂有轴承合金;压制成内径为Φ220 mm 的半圆形轴瓦。 液压机压头的上下运动由主液压缸驱动,顶出液压缸用来顶出工件。其工作循环为:主缸快速空程下行?慢速下压?快速回程?静止?顶出缸顶出?顶出缸回程。 液压机的结构形式为四柱单缸液压机。 图 液压机外形图 1-充液筒;2-上横梁;3-上液压缸;4-上滑块;5-立柱;6-下滑块;7-下液压缸;8-电气操纵箱;9-动力机构
我国自由锻液压机和大型锻件生产的发展历程 中国锻压协会蔡墉 近几年来,国内大型自由锻一直处于一个高速发展时期,特别是2006年,全国各地掀起了一股大型自由锻设备投资建设热潮,各地纷纷上马大型自由锻液压机,据不完全统计,2007 ~2008年两年中,即将投产的在6000吨以上的自由锻液压机就有5台之多,而计划投资建设的更达到了10台以上。目前我国的大型自由锻液压机数量已居世界首位,我国的自由锻行业真的还需要这么多大型设备么?整个自由锻产业是供不应求,还是供大于求?现阶段对自由锻设备的投资是否盲目…… 早在1934年日本入侵我国东北以后,就在沈阳、大连建立机械厂安装了20MN、40MN自由锻水压机生产大锻件。1945年日本战败以后,这些锻造设备被友军拆走了。由中国人自已设计制造自由锻液压机和生产大型锻件的时间不长,仅有50多年的历史。现在回顾我国设计制造自由锻液压机和生产大型锻件的历史,基本上分以下几个阶段。 (注:自由锻造压力机用乳化液和水为工作液体时,称自由锻水压机;用矿物油为工作液体时,称自由锻油压机,统称自由锻液压机。我国约在1990年前进口或国内制造的锻造压力机大部份用乳化液和水作为工作液体。1990年以后国内制造的锻造压力机的工作液体有乳化液和水,也有用矿物油的,但国外进口的自由锻液压机大部份用矿物油。当分不清该自由锻压力机是采用那种工作液体时就统称液压机) 一、发展历程 1、恢复时期(1949~1952年) 这3年,我国的锻造工业是处于修旧、利废和搞建设的创业前期。 1945年日本战败投降以后,向我国赔偿了一批锻造设备,有10MN、12MN、20MN自由锻水压机各1台、30MN 自由锻水压2台,5 t蒸汽锤2台,以及3 t以下蒸汽锤约5台。这些设备一直存放在几个省市的仓库中锈蚀。 1949年10月1日中华人民共和国成立以后,政府主管部门就着手部署日本赔偿锻造设备的使用单位,并进行修复,设计和建造厂房,砌筑加热炉、热处理炉和其他配套设施。(中国锻压网首发,https://www.doczj.com/doc/251750191.html, )这批锻造设备虽然已经阵旧,锻造水压机大部份是蒸汽增压式,结构落后、性能较差,但都是当时的―国宝‖,在创业时期为制造大型机器设备提供大锻件。 2、创业时期(1953~1957年) 1953年首先将日本赔偿散存在鞍山的20MN自由锻水压机修复,在沈阳重机厂安装投产,这是我国第一家生产大型锻件的企业,也是培养大锻件生产管理干部、技术人员和工人的摇篮。通过对日本赔偿水压机的修配工作,成为我国能设计制造锻造水压机的第一家企业。 1953~1957年我国进入第一个5年计划,在苏联援建的几个企业中,有8MN、12.5MN、20MN、30MN、60MN 自由锻水压机约8台。 1954年将日本赔偿的10MN自由锻水压机修复后,在我国自已设计建设的太原重型机器厂安装试生产。另1台日本赔偿的12MN自由锻水压机修复后放在上海彭浦机器厂。 1957年在太原重型机器厂还安装了两台水压机,一台是从捷克进口的30MN水压机,该压机原是上海101厂用作封头热压,因整个建设项目取消,而压机己同捷克签订购货合同并投产,若取消合同,经济损失较大,只能改作自由锻造,因此该30MN水压机立柱间距呈四方形(注:作为自由锻水压机立柱间距为长方形),该压机于1990年拆除,改用太重自已制造的31.5MN自由锻水压机,该压机于2005年拆除,又改用自制45MN 自由锻水压机代替。 1957年在太原重机厂同时安装一台25MN自由锻水压机,该压机由沈阳重型机器厂将日本赔偿的30MN自由锻水压机修配而成。原压机缺少底座,立柱有较深伤痕,机加工后直径减小,经核算改为25MN。由于该压机为蒸汽增压式,同车间还有捷克30MN水压机,生产任务不多,基本设有开动,约于1989年拆除,去向不明。 在1958年大跃进年代,太重自行设计的31.5MN自由锻水压机尚未投产,而沈重有25MN自由锻水压机全套
小型液压机的液压系统课程设计
学生课程设计(论文) 题目:小型液压机的液压系统 学生姓名: vvvvvv 学号:vvvvvvvv 所在院(系):机械工程学院 专业: 班级: 指导教师:vvvvvv 职称:vvvv 2014 年06 月15 日
课程设计任务书 题 小型液压机的液压系统设计 目 1、课程设计的目的 液压系统的设计和计算是机床设计的一部分。设计的任务是根据机床的功用、运动循环和性能等要求,设计出合理的液压系统图,再经过必要的计算,确定液压系统的主要参数,然后根据计算所得的参数,来选用液压元件和进行系统的结构设计。 使学生在完成液压回路设计的过程中,强化对液压元器件性能的掌握,理解不同回路在系统中的各自作用。能够对学生起到加深液压传动理论的掌握和强化实际运用能力的锻炼。
2、课程设计的内容和要求(包括原始数据、技术要求、工作要求等) 要求学生在完成液压传动课程学习的基础上,运用所学的液压基本知识,根据液压元件、各种液压回路的基本原理,独立完成液压回路设计任务。 设计一台小型液压机的液压系统,要求实现的工作循环:快速空程下行——慢速加压——保压——快速回程——停止。快速往返速度为4m/min,加压速度为40-250mm/min,压制力为300000N,运动部件总重量为20000N。。设计结束后提交:①5000字的课程设计论文;②液缸CAD图纸2号一张;③三号系统图纸一张。 3、主要参考文献 [1]左健民.液压与气压传动.第 2 版.北京机械工业出版社2004. [2]章宏甲.液压与气压传动.第 2 版.北京机械工业出版社2001. [3]许福玲. 液压与气压传动. 武汉华中科技大学出版社2001. [4]张世伟.《液压传动系统的计算与结构设计》.宁夏人民出版社.1987. [5]液压传动手册. 北京机械工业出版社2004.
现代液压机发展趋势 液压机是一种利用液体静压力来加工各种材料的机械,它常用于压制工艺和压制成形工艺,如锻压、冲压、冷挤、校直、弯曲、翻边、薄板拉深、粉末冶金、压装等等。从1795年第一台水压机发明到现在,液压机经历了200多年的改进和创新,由于其具有加工工艺“万能性”,使得液压机广泛应用在国民生产的各行各业。随着现代制造技术的不断发展,制造行业产品竞争越来越激烈,为了提高液压机的市场竞争力,传统液压机必须克服油液泄漏、油温升高、传动精度低、能耗大等缺点,提高液压机的控制精度和效率,实现绿色液压机的设计和制造。 液压机的系统和整机结构经过近几十年的发展已经较为成熟,国内外液压机的研究重点主要集中在在伺服控制技术、绿色节能技术、集成化技术、机液混合驱动技术、多工位液压机技术以及其他辅助技术等方面。 1伺服控制技术 伺服控制是近几十年发展起来的一种精密驱动技术,其核心技术是使物体的位置、方位、状态等输出被控量能够跟随输入目标(或给定值)的任意变化。伺服液压机就是将伺服控制技术与液压系统相结合的一种新型压力机,它指的是主传动油泵采用伺服电机驱动,减少控制阀回路,调节主油泵完成对滑块精确控制。 图1为伺服液压机圆体,液压机的主油缸上腔安装有压力传感器,在液压机滑块处安装位移传感器。控制器根据压力反馈信号、位置反馈信号、压力给定信号、位置给定信号、速度给定信号等计算出伺服电机的转速,从而控制液压泵的输出,以进行压力、速度、位置控制。伺服驱动液压机依靠调节伺服电机的转速,来控制液压机的压力、速度、位置等参数,取消了液压控制回路中的压力控制阀、流量控制阀等元件,简化了液压控制回路。伺服驱动液压机在滑块快降、滑块静止在上限位进行上下料时,伺服电机转速为零;滑块加压和回程时伺服电机的转速由设定速度确定;滑块在保压时伺服电机的转速仅弥补泵和系统的泄漏。传统液压机在整个工作过程中电机始终处于恒定转速。图2为在整个工作过程中,传统液压机与伺服控制液压机电机转速的区别,图中①为滑块快降阶段,②为滑块加压工作阶段,③为保压阶段,④为滑块回程阶段,⑤为滑块静止时的上下料阶段。 图1伺服控制液压机原理图2 在工作过程中的转速区别 与传统液压机相比,伺服控制技术应用在液压机上主要有以下优点: 1.1 精度高 伺服电机主要靠脉冲来定位,每接受1个脉冲就会旋转1个脉冲对应的角度,单单考虑伺服电机其控制精度可以达到1/1024圈,结合相应的传感器,可以实现对滑块任意位置
摘要:作为现代机械设备实现传动与控制的重要技术手段,液压技术在国民经济各领域得到了广泛的应用。液压压力机是压缩成型和压注成型的主要设备,适用于可塑性材料的压制工艺。如冲压、弯曲、翻边、薄板拉伸等。也可以从事校正、压装、砂轮成型、冷挤金属零件成型、塑料制品及粉末制品的压制成型。本文根据小型压力机的用途﹑特点和要求,利用液压传动的基本原理,拟定出合理的液压系统图,再经过必要的计算来确定液压系统的参数,然后按照这些参数来选用液压元件的规格和进行系统的结构设计。小型压力机的液压系统呈长方形布置,外形新颖美观,动力系统采用液压系统,结构简单、紧凑、动作灵敏可靠。该机并设有脚踏开关,可实现半自动工艺动作的循环。 关键词:现代机械、液压技术、系统设计、小型液压机、液压传动。
摘要 (1) 关键词 (1) 一.工况分析 (3) 二.负载循环图和速度循环图的绘制 (4) 三.拟定液压系统原理图 (5) 1.确定供油方式 (5) 2.调速方式的选择 (5) 3.液压系统的计算和选择液压元件 (6) 4.液压阀的选择 (8) 5.确定管道尺寸 (8) 6.液压油箱容积的确定 (8) 7.液压缸的壁厚和外径的计算 (9) 8.液压缸工作行程的确定 (9) 9.缸盖厚度的确定 (9) 10.最小寻向长度的确定 (9) 11.缸体长度的确定 (10) 四.液压系统的验算 (10) 1.压力损失的验算 (10) 2.系统温升的验算 (12) 3.螺栓校核 (12) 五.参考文献 (13)
二.负载循环图和速度循环图的绘制负载循环图如下 速度循环图
三.拟定液压系统原理图 1.确定供油方式 考虑到该机床压力要经常变换和调节,并能产生较大的压制力,流量大,功率大,空行程和加压行程的速度差异大,因此采用一高压泵供油 2.调速方式的选择 工作缸采用活塞式双作用缸,当压力油进入工作缸上腔,活塞带动横梁向下运动,其速度慢,压力大,当压力油进入工作缸下腔,活塞向上运动,其速度较快,压力较小,符合一般的慢速压制、快速回程的工艺要求 得液压系统原理图
一、课题国内外现状 液压机是一种以液体为工作介质,用来传递能量以实现各种工艺的机器。液压机是制品成型生产中应用最广的设备之一。自19世纪问世以来发展很快,已成为工业生产中必不可少的设备之一。由于液压机在工作中的广泛适应性,使其在国民经济各个部门获得了广泛应用。四柱式(通用)液压机属于板料冲压液压机,这类液压机主要用于各种金属板料的冲压成型,包括落料、冲裁、拉伸、弯曲、翻边、精密冲裁等,还可以用于冷挤、校正、压装、粉末制品、磨料制品、塑料制品和绝缘材料的压制成型。 液压机由于具有以下多方面的优点,因此在很多领域得到广泛应用。 1)基于液压传动原理,执行元件结构简单,结构上易于实现很大的工作压力,较大的工作空间和较长的工作行程,因此适应性强,便于压制大型工件或较长、较高的工件。 2)由于执行元件结构简单,具有灵活布置的特点,因此可以根据工艺要求进行多方位的布置以及多地点分散布置。 3)在行程的任何位置均可产生液压机额定的最大压力。 4)活动衡量的总行程可以在一定范围内任意无极改变,行程的下转换点也可以根据工艺要求方便的控制和改变。 5)可以用不同阀的组合来实现工艺过程的不同程序,方便的适应程序的变化,便于实现程序控制及计算机自动控制。 6)工作平稳、撞击、振动和噪声较小,对工人健康、厂房基础、周围环境及设备本身都有很大好处。 由于液压机的液压系统和整机结构方面,已经比较成熟,国内外液压机的发展主要体现在控制系统方面。微电子技术的飞速发展,为改进液压机的性能、提高稳定性、加工效率等方面提供了可能。相比来讲,国内机型虽种类齐全,但技术含量相对较低,缺乏技术含量高的高档机型,这与机电液一体化,中小批量柔性生产的发展趋势不相适应。在国内外液压机产品中,按照控制系统,液压机可分为三种类型:一种是以继电器为主控元件的传统型液压机;一种是采用可编程控制器控制的液压机;第三种是应用高级微处理器(或工业控制计算机)的高性能液压机。三种类型功能各有差异,应用范围也不尽相同。但总的发展趋势是高速化、智能化。 (l)继电器控制方式是延续了几十年的传统控制方式,其电路结构简单,技术要求不高,成本较低,相应控制功能简单,适应性不强。其适用于单机工作、加工产品精度要求不高的大批量生产(如餐具、厨具产品等),其也可组成简单