产品首件检验记录表格格式
- 格式:docx
- 大小:8.79 KB
- 文档页数:2


深圳***科技集团
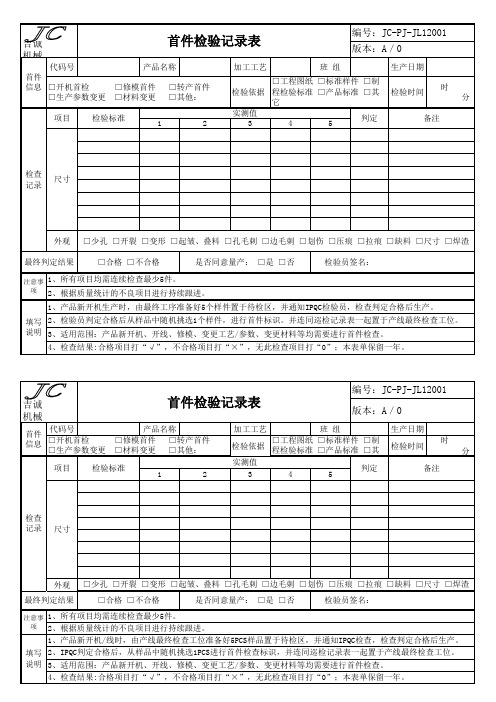
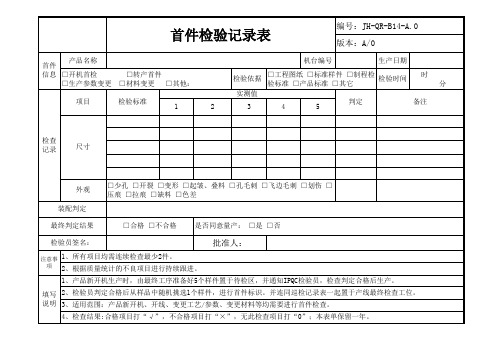
首件检验记录表
日期: 编号:
部门: 机台: 制令单号
品名/料号: 送检时间
申请单位
生产批量送检数
□ 每日首件□ 每批首件□ 更换材料
核
申请人
□ 调机首件□其它定
1. DWG NO: REV: ECN NO:
序号项目内内容量具测量结果判定备注
1# 2# 3# 4# 5#
检
验
单
位
仪器代号:
A-角度规DI-杠杆式百分表BG-块规C-三次元D-卡尺E-目视G-专用治具H-高度规HD-手
M-千分尺P-光学影像测量仪PG-塞规B-平台RING-环规SE-直尺 T塞尺L-螺纹规
□ A: 合格、继续生产
检
□ B:不合格、重新调机
验备
结
□ C:不能生产、立刻停机注
果
□ D:条件认可
(一), 凡制造单位于每批产品首件由制造单位人員填写本表单与样本隨同送检, 经QC
人员判定合格方可生产(含调机/换线在内).
填(二), 本表填写一式二份, 经QC人員判定OK后正本由QC自存副本连同样品退回制造单位并
继续执行巡检.
写
(三), 本表适用范围如下:
说
1. 每批首件: 每批零件正式投入生产之首件(含模具更换)
明 2. 更换材料: 针对零件更换材料之首件
3. 模具修改: 针对零件模具修改之首件
4. 调机首件: 针对零件机台调整之首件
核检验员
定QC
OP-2012-002 A。


线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;物料名称:背板/EVA/汇流条/EPE/条形码等;4、开口尺寸及汇流条焊接质量检查等未涉及物料请用“/”表示;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01; Rev.:19; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:3; 2020-03-31记录表----最终检验线别/设备编号:2020-03-31首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、未涉及部分用“/”;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:20; 2019-08-29Rev.:20; 2019-08-29线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:23; 2020-03-31记录表----最终检验线别/设备编号:mm)2020-03-31线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:备注:1、开班首件检验由生产人员完成,其他情况由生产与质量人员共同确认完成;2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:18; 2019-08-29首件检验记录表----最终检验线别/设备编号:2、带“★”的填写测量数据,其他满足要求画“√”,不满足画“×”;3、实施首检原因:在此栏内填写具体原因如开班、工作令切换、原物料更改、设备停复机及设备维护、更换工艺参数及TECN变更等;4、中间电池片距汇流条距离仅适用半片电池组件(未涉及半片电池组件用“/”)According to:过程检验规范; Attachment No:Q/JAHF-QR0-025-R01 ; Rev.:19; 2019-08-29。



WORD格式可以编辑
首件检验记录表
检验日期:年月日
产品图号产品名称数量1
检验依据□设计图纸□标准样件□制程检验标准□产品标准□其它
检验时机□开机首检□批量生产之前□修模首件□转产首件□生产参数变更
检查项目检查标准检查方式检查结果描述判定
尺寸设计图纸要求游标卡尺
SMT贴片目视/显微镜
电装□
手工焊接目视/显微镜
钳装□螺钉装配目视
焊锡/渣目视/显微镜
孔毛刺目视/显微镜
边毛刺目视/显微镜
划伤目视/显微镜
外观□
元件方向目视/显微镜
缺料目视/显微镜
分层目视/显微镜
变形目视/显微镜
表面清洁度目视/显微镜
信号线焊接目视
总装□导线焊接目视
结构件组装目视
□作业文件
其它□□作业人员
□设备能力
□合格(开始量产);
综合判
定□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“OK”表示,不合格用“NG”表示)
生产现场确认:签名:
专业资料整理。

加工任务令:生产日期/班次:单板名称/编码/版本:线别:首件送检时间首件完成时间首件单板条码(至少3pcs)备注工序检验项目烧录flash烧录的软件编码、版本、check sum值上线操作员工是否具备上岗操作资格证车间内温湿度是否达到要求确认技改与EC执行情况(物料隔离单):物料PCB版本是否与BOM中的印制板版本描述要求一致钢网编码是否与WI一致确认锡膏型号是否满足要求,及锡膏是否在有效期内锡膏使用及回温时间是否有有效期内印刷程序名称是否正确T面印刷参数B面印刷参数SPI程序调用是否正确锡膏印刷厚度/质量是否测试合格贴片程序调用是否正确POP胶水型号是否正确、是否在有效期内焊前AOI程序调用是否正确炉前贴片质量AOI测试是否合格首件类别 □转任务令 □接班生产 □试制产品 □转换线体 □其他 _____________XXXX产品SMT首样检验检验记录结果备注上线前(通用)□是 □否□是 □否 温度:__________ 湿度:___________是否有EC/技改,若有是否已执行? □是 □否 □不涉及技改单号/EC单号/隔离单号:________________________________□是 □否 PCB版本:___________1、软件编码:__________2、软件版本号:__________3、check sum值:__________锡膏印刷□是 □否 T面:_____________ B面:____________□是 □否 锡膏型号:__________________□是 □否 回温时间:________________□是 □否 T面:______________B面:_______________印刷速度 刮刀压力 钢网擦拭频率印刷速度 刮刀压力 钢网擦拭频率SPI□是 □否 T面:______________B面:_______________□是 □否 □不涉及焊前AOI □是 □否 T面程序:______________ B面程序:_______________□是 □否 □不涉及贴片□是 □否 T面程序:_________________ B面程序:______________POP胶水是否在有效期内:□是 □否 □不涉及胶水型号:____________ 胶水厚度:______________回流焊回流炉炉温程序调用是否正确,炉温曲线是否满足要求焊后AOI 焊后AOI程序调用是否正确检验PCBA外观检验是否合格X-Ray X-RAY测试是否合格分板程序调用是否与WI一致分板工装、铣刀使用寿命是否符合WI要求分板质量是否合格□是 □否 B/T面程序:__________________炉温测试是否满足要求: □是 □否□是 □否 T面程序:______________ B面程序:_______________□是 □否 □不涉及质量判定首件判定结果: □合格 □不合格检验员: ____________________ 复核人:_____________备注:1.针对SMT非首次试制单板可不用等待点胶及固化,但需在备注栏备注“不涉及”;2.检验结果需如实记录,如有不符合项需在备注栏写明单号或原因,未涉及项目直接划“/”,人员及环境未达到要求,各环节不允许开线;3.此首件Checklist仅适用于终端产品首件检验,首件检验合格后,表格需返回检验环节。



精品文档
首件检验记录表
检验日期:年月日产品图号产品名称数量 1
检验依据□设计图纸□标准样件检验时机□开机首检□批量生产之前
检查项目检查标准
尺寸设计图纸要求
SMT 贴片
电装□
手工焊接
钳装□螺钉装配
焊锡 /渣
孔毛刺
边毛刺
划伤
外观□元件方向
缺料
分层
变形
表面清洁度
信号线焊接
总装□导线焊接
结构件组装
□作业文件
其它□□作业人员
□设备能力□制程检验标准□产品标准□其它
□修模首件□转产首件□生产参数变更
检查方式检查结果描述判定游标卡尺
目视 /显微镜
目视 /显微镜
目视
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视 /显微镜
目视
目视
目视
综合判
□合格(开始量产);
定□不合格□重新调整工艺和设备□停止生产,开《产品质量异常报告处理单》
备注:检验时发现有一项不合格则判首件确认不合格;(合格用“ OK ”表示,不合格用“ NG ”表示)
生产现场确认:签名:
.。