工艺工装设计说明书
- 格式:doc
- 大小:103.51 KB
- 文档页数:23

机械工程学院工艺(工装)课程设计说明书设计题目:设计(M1432A 磨床)尾座体零件的机械加工工艺规程及镗削)(76203.00+H φ尾座孔工序的专用夹具指导教师: 付维亚专 业:机械制造与自动化班 级: 机制1104班姓 名: 王 成日 期: 2013年5月27日~2013年6月17日摘 要设计内容:设计“尾座体”零件的机械加工工艺规程及镗削)(76203.00+H φ尾座孔工序的专用夹具。
毛坯图、零件图3张、夹具装配图,填写工艺卡片,编制课程设计说明书。
设计意义:机械制造工艺课程设计是在全部学完机械制造工艺学及机床夹具设计课程,并进行了生产实习的基础是进行的一个教学环节。
它要求学生全面地综合运用本课程及其有关先修课程的理论和实践知识进行工艺及结构的设计,也为以后搞好毕业设计进行一次预备训练。
ABSTRACTDesign: Design "tailstock body" parts machining process andtailstock hole boring process special fixture. Rough diagram, Figure 3 parts, jig assembly drawings, complete process card, preparing curriculum design specification.Design Significance: Machinery Manufacturing Technology course is designed to learn thoroughly machinery manufacturing technology and machine tool fixture design courses and conduct training on the basis of the production is conducted in a teaching. It requiresstudents to fully integrated use of the Advanced Placement courses and related theoretical and practical knowledge of technology and structural design, but also for doing a good job after graduation for a preparatory training.设计任务书一、设计内容及要求1.工艺分析熟悉(M1432A外圆磨床)尾座体零件图,了解尾座体零件的性能、材料、用途及其在M1432A外圆磨床中的作用,通过其结构工艺性和各项技术要求的分析,明确该零件主要表面和次要表面,并找出尾座体零件主要表面加工时的关键技术问题。
零件工艺设计说明书范文
一、零件简介
该零件为一个典型的车削零件,用于汽车制造行业。
零件材料为高碳钢,具有良好的强度和耐磨性。
二、工艺流程设计
1.毛坯准备:选用高碳钢作为毛坯材料,并进行热处理以
提高其机械性能。
2.粗加工:去除毛坯大部分余量,为后续精加工提供基础。
3.精加工:对零件进行精细加工,确保尺寸精度和表面质
量。
4.热处理:对零件进行淬火和回火处理,以提高其硬度和
耐磨性。
5.检测:对零件进行检测,确保其符合设计要求。
三、工艺参数选择
1.切削速度:根据零件材料和加工要求,选择合适的切削
速度。
2.进给量:根据零件尺寸和表面质量要求,选择合适的进
给量。
3.切削深度:根据毛坯余量和加工要求,选择合适的切削
深度。
四、工艺装备设计
1.刀具:选用硬质合金刀具,以提高切削效率和刀具寿命。
2.机床:选用数控机床进行加工,以提高加工精度和生产
效率。
3.工装:设计专用工装,以固定零件并确保加工稳定性。
五、质量控制与安全
1.严格控制切削参数和刀具使用,避免超负荷切削和刀具
破损。
2.加强机床维护和保养,确保设备正常运行。
3.遵守安全操作规程,佩戴防护用品,确保生产安全。
目录摘要 (4)绪论 (6)第一章高锰钢锤头的铸造工艺方案的确定 (7)1.1 高锰钢锤头的铸造工艺性分析 (7)1.1.1 设计任务 (7)1.2 造型材料的选择 (7)1.3 造型和造芯方法的选择 (8)1.4 分型面和浇注位置的选择 (8)1.4.1 分型面的选择 (8)1.4.2 浇注位置的确定 (8)1.4.3 铸件在砂箱中的排列 (9)第二章高锰钢锤头工艺设计 (10)2.1 高锰钢锤头工艺参数的选择 (10)2.1.1 机械加工余量 (10)2.1.2 拔模斜度 (10)2.1.3 铸造收缩率 (10)2.2 砂芯的设计 (10)2.2.1 砂芯的固定 (10)2.2.2 芯头的尺寸和间隙 (10)2.2.3 芯骨的设计 (11)2.3 浇注系统的设计 (11)2.3.1 浇注系统类型的选择 (11)2.3.2 浇注系统各部分尺寸的计算 (11)2.3.3 浇口杯尺寸的设计 (12)2.4 冒口的设计 (13)2.4.1 模数的计算 (13)2.4.2 冒口位置的确定 (13)2.5 冷铁的设计 (14)2.5.1 冷铁的作用 (14)2.5.2 冷铁位置的确定 (15)2.5.3 冷铁尺寸的确定 (15)第三章模拟分析 (15)3.1 分析系统 (15)3.2 设计方案模拟分析结果 (15)第四章铸造工艺装备设计 (16)4.1 摸样的设计 (16)4.1.1 模样材料的选择 (16)4.1.2 模样尺寸的计算 (16)4.1.3 模样壁厚及加强肋 (17)4.2 模板的设计 (18)4.2.1 模板的类型和材料 (18)4.2.2 造型机的选用 (18)4.2.3 确定模板尺寸 (18)4.2.4 模底板的壁厚和加强肋 (18)4.2.5 模底板与砂箱的定位装置 (19)4.2.6 模底板的搬运结构 (21)4.2.7 模底板在造型机上的安装结构 (22)4.2.8 模样与模底板的装配 (22)4.3 热芯盒的设计 (24)4.3.1 热芯盒的材料 (25)4.3.2 芯盒内腔尺寸的计算 (25)4.3.3 热芯盒结构设计 (25)4.3.4 加热装置的设计 (26)4.3.5 芯盒结构图 (27)4.4 砂箱的设计 (28)4.4.1 砂箱的选择 (28)4.4.3 箱壁截面尺寸和尺寸 (28)4.4.4 砂箱侧壁加强肋的布置形式和尺寸 (28)4.4.5箱带的布置形式、结构和尺寸 (29)4.4.6 砂箱调运部分的结构和尺寸 (30)4.4.7 砂箱定位部分的结构和尺寸 (30)4.4.8 砂箱合箱夹紧部分的结构和尺寸 (31)第五章铸件热处理工艺 (31)5.1 水韧处理工艺 (31)5.1.1 加热速度 (32)5.1.2 水韧处理温度 (32)5.1.3 保温时间 (32)5.1.4 水韧处理中的冷却 (32)第六章编制工艺卡 (32)总结与体会 (34)致谢 (35)参考文献 (36)摘要高锰钢锤头是破碎物料的重要部件,需要较高的耐磨性和抗冲击能力。
![CA6140车床拨叉[831002]机械加工工艺及精铣槽16H11夹具设计课程设计说明书](https://img.taocdn.com/s1/m/7f815cc3102de2bd960588e6.png)
题目:拨叉工艺(工装)设计目录任务书 (3)第1章. 零件分析 (5)1.1 零件的作用 (5)1.2 零件的工艺分析………………………………………5--61.3 零件的技术条件分析 (6)第2章. 选择毛坯、确定毛坯尺寸、设计毛坯图 (6)2.1 选择毛坯 (6)2.2 确定零件的加工余量 (6)2.3 设计毛坯图 (7)第3章. 机械加工工艺过程 (7)3.1 基准的选择 (7)3.2 表面加工方法的选择 (8)3.3 拟定机械加工工艺路线…............................................8--103.4 加工方案的比较与优化...................................10--11 第4章. 工序设计 (11)4.1 选择加工设备 (11)4.2 选择刀具、量具及夹具 (11)4.3 确定切削用量及基本工时………………………… ..11--134.4 确定工序尺寸...............................................13--14 第5章夹具设计.. (14)5.1 本工序的加工要求与应限制的自由度 (14)5.2 确定定位方案及定位误差的分析与计算……….14--155.3 夹紧方案确定及夹紧装置的选择设计…………15--185.4 确定夹具的对刀(或导向)装置………………18--195.5 夹具上其它装置的设计…………….……………19--215.6 夹具体的设计 (21)5.7 夹具技术条件的制定 (21)5.8 夹具的操作说明 (21)参考文献 (22)心得体会 (23)附录:1、机械加工工艺过程卡一套2、机械加工工序卡一张3、夹具总装图一张4、夹具体工作图一张课程设计任务书课程名称机械制造技术基础题目设计拨叉机械加工工艺工装第一章零件的分析1.1零件的作用题目所给的零件是CA6140车床的拨叉。

X X大学XX COLLEGE毕业设计说明书推动架工艺工装设计Technics and Fixture Design of Promote planes系名:专业班级:学生姓名:学号:指导教师姓名指导教师职称20XX年12月10日目录引言 (4)第一章零件的分析 (5)1.1零件的作用 (5)1.2零件的工艺分析 (5)第二章确定毛坯、画毛坯图 (6)第三章工艺规程设计 (6)3.1定位基准的选择 (7)3.2制定工艺路线 (7)3.3选择加工设备及刀、夹、量具 (8)第四章加工工序设计 (8)第五章夹具设计 (11)结论 (12)致谢 (13)参考文献 (14)2推动架工艺工装设计摘要零件为机床进给机构中的推动架。
主要设计了从毛坯图怎么样加工成成品,并在加工过程中用到的工装和夹具设计,工艺卡片和工序卡片的制定设计加工参数的确定等等关键词工艺、工序、圆柱销、圆锥销、定位、夹紧、夹具体等。
Technics and Fixture Design of Promote planesAbstract Machine tool parts for the feeding mechanism of promoting the plane. The main design from a rough map like how processed into finished products and processing equipment and fixtures used in the design, technology and the card design process to develop the card processing parameters, etc.Key words Technics、working procedure、column cancel 、taper cancel 、orientation Clamp.3引言毕业设计是在学完了机械制造工艺学及机床夹具设计课程,并进行了生产实习的基础上进行的一个教学环节,它要求学生全面地综合运用本课程及有关先修课程的理论和实践知识,进行零件加工工艺规程的设计和机床夹具的设计。

数控铣床零件加⼯⼯艺设计说明书技师学院毕业论⽂题⽬:数控铣床零件加⼯⼯艺设计系部:机电⼯程系专业:数控加⼯姓名:指导教师:摘要随着科学技术飞速发展和经济竞争的⽇趋激烈,机械产品的更新速度越来越快,数控加⼯技术作为先进⽣产⼒的代表,在机械及相关⾏业领域发挥着重要的作⽤,机械制造的竞争,其实质是数控技术的竞争。
数控编程技术是数控技术重要的组成部分。
从数控机床诞⽣之⽇起,数控编程技术就受到了⼴泛关注,成为CAD/CAM系统的重要组成部分。
以数控编程中的加⼯⼯艺分析及设计为出发点,着⼒分析零件图,从数控加⼯的实际⾓度出发,以数控加⼯的实际⽣产为基础,以掌握数控加⼯⼯艺为⽬标,在了解数控加⼯铣削基础、数控铣床⼑具的选⽤、数控加⼯⼯件的定位与装夹、拟定加⼯⽅案、确定加⼯路线和加⼯内容以及对⼀些特殊的⼯艺问题处理的基础上,控制数控编程过程中的误差,从⽽⼤⼤缩短了加⼯时间,提⾼了效率,降低了成本。
本⽂主要研究了轮廓和孔的数控铣削⼯艺、⼯装以及在此基础上的数控铣床的程序编制。
侧重于设计该零件的数控加⼯夹具,主要设计内容有:完成该零件的⼯艺规程(包括⼯艺简卡、⼯序卡和数控⼑具卡)和主要⼯序的⼯装设计。
并绘制零件图。
⽤G代码编制该零件的数控加⼯程序。
关键词:FANUC、数控加⼯、数控编程⽬录摘要 (2)⽬录 (3)引⾔ (4)1.数控铣 (5)2.FANUC系统 (6)2.1 FANUC系统简介 (6)2.2G代码 (10)2.3M代码....... . . (12)3零件图⼯艺分析 (14)3.1零件结构和加⼯ (14)3.2基准选择 (14)3.3⽑坯和材料的选择 (15)3.4加⼯路线的设计 (16)3.5⼑具选择 (16)3.6切削⽤量的选择 (17)3.7拟定数控切削加⼯⼯序卡 (18)3.8⼯序设计 (19)4加⼯⼯序 (20)4.1确⽴编程原点 (20)4.2编辑程序 (22)5操作步骤 (24)5.1先开机床 (24)5.2回参考点 (25)5.3参数设定 (25)结束语 (26)致谢 (27)参考⽂献 (28)引⾔毕业实践⼯作对于每⼀个即将毕业的毕业⽣来说都是⾮常重要的,它对我们以后⾛上⼯作岗位很有帮助。

课程设计课程名称:焊接工艺与工装课程设计设计题目:“长江750B摩托车”侧停支架焊接工艺与工装设计专业:焊接技术与工程班级:姓名:学号:评分:指导教师(签名):2013 年 1 月 18 日长江750摩托车”侧停支架焊接工艺与工装设计学生姓名:班级:指导老师:摘要:在“长江750B摩托车侧停支架”的焊接中,焊接的夹具在施焊的过程中必不可少,良好的焊接夹具可以保证焊接尺寸的准确性,保证焊接过程的快速稳定,以保证零件和产品的质量,并以提高生产效率。
焊接工装设计是生产准备工作的重要内容之一,也是焊接生产工艺设计的主要任务之一,焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊件结构精度方面要求的工艺装备。
在现代焊接生产中积极推广和使用与产品结构相适应的工装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等方面起着非常重要的作用。
关键词:焊接;设计;侧停支架目录1 序言 (1)1.1 焊接工装夹具的运用 (1)1.2 焊接工装夹具设计的基本要求 (1)2 夹具设计任务 (3)2.1 焊接产品(复合件)“长江750B摩托车侧停支架”的产品图 (3)2.2 焊接产品“侧停支架”连接的重点技术要求分析 (3)3 侧停支架焊接组合装焊夹具装焊方案 (4)4 主要零件设计的说明 (4)4.1 底板 (4)4.2 插销机构 (4)4.3 螺旋夹紧机构 (4)4.4 V型块 ............................................................................................................................... 错误!未定义书签。
4.5 钩形夹管器 (6)4.6 非标准主要零件的设计 (7)5 夹具的装配 (7)5.1 夹具的操作步骤 (7)5.2 夹具使用注意事项 (7)6 本次课程设计小结 (8)参考文献 (9)致谢 (10)附录A 工艺规程路线单 (11)附录B 焊接工艺规程 (12)1 序言1.1 焊接工装夹具的运用在机械加工、产品检验、装配和焊接等工艺过程中,使用这大量的工艺设备,简称焊接工装,用以安装加工的对象,使之占有正确的位置,以保证零件和产品的质量,并以提高生产效率。

装配式建筑新建PC工厂项目工艺设计说明书编制:__________________审核:__________________批准:__________________20XX年XX月目录装配式建筑 (1)新建PC工厂项目工艺 (1)设计说明书 (1)第一部分:生产工艺设计 (3)一、设计依据 (3)二、生产任务及年生产规模、工作制度及年时基数 (3)三、工艺设计 (3)四、生产用电规划 (28)五、主要原材料消耗: (30)第二部分、PC构件自动化生产线设备技术规范书 (32)一、总则 (32)二、项目概况及产能指标 (32)三、设备配置基本方案 (33)四、工程界面分工 (34)五、设计制造技术标准 (35)六、生产线设备及相关设施的基本参数和技术要求 (36)七、生产线控制系统技术要求 (43)八、液压系统技术要求 (44)九、供货范围 (45)十、清洁、油漆、包装、运输及到货保管 (46)十一、技术资料及交付进度 (47)十二、交货进度 (50)十三、监造、检验和性能验收试验 (50)十四、技术服务和设计联络 (53)十五、现场施工 (55)十六、安装、调试及试运行 (56)十七、验收 (56)十八、售后服务: (57)十九、工程进度表 (57)第一部分:生产工艺设计一、设计依据1.国家及行业的相关规范、标准。
2.年生产规模。
3.PC构件产品数据:产品几何尺寸、产品重量、产品的质量规范。
4.PC构件产品生产工艺文件等。
5.相关协议及技术规定等。
二、生产任务及年生产规模、工作制度及年时基数1.项目目标要求:建设国内一流的混凝土PC构件生产工厂,满足装配式住宅所有部件的生产制作,确保工艺先进,制造水平、生产效率、产品品质在国内领先。
2.生产能力:生产能力:年产混凝土构件150000m³,涵盖装配式住宅所需的全部产品:外墙板、内墙板、叠合板及楼梯、阳台板、空调板、梁柱等异型构件。
3.工作制度及年时基数:二班运转:8时/班;年时基数:300×16=4800小时(产能计算16小时/天计算),生产节拍按15分钟计算。

课程设计说明书(2019-2020学年)题目主离合器分离叉加工工艺及M10底孔,φ11孔工序工装设计学院机械工程学院专业机械设计制造及其自动化班级学号学生姓名指导教师完成日期2020.5.28机械制造课程设计任务书题目:主离合器分离叉加工工艺及M10底孔,φ11孔工序工装设计一、任务要求根据各组分配的课程设计的零件图纸,进行该零件的加工工艺及选择某一个工序工装设计。
二、主要技术参数1、生产类型:中批或大批生产;2、零件图(见各组分配的图纸)。
三、主要完成任务:1、绘制设计零件图1张;2、绘制零件毛坯图1张;3、编制零件机械加工工艺1套,绘制综合工艺卡片图样1张;4、设计某一工序专用夹具(总体结构三维造型,二维工程装配图1张,夹具体零件图1张)5、编写设计说明书1份(内容包括工艺规程编制、夹具设计)。
四、提交成果1、相关图纸一套;(电子文档和打印稿各一份)要求:符合国家相关规范。
2、课程设计说明书一本。
(电子文档和打印稿各一份)要求:内容完整,图表完备,条理清晰,分析有据,计算精确。
1、集中时按时进入设计室,注意公共卫生,按学校要求做好防疫;2、集中时不准用笔在桌子等设施上乱写乱画,否则按零分计;3、注意安全。
4、按照时间安排的每个节点完成任务,按教师指定时间线上线下答疑、检查。
目录1 零件工艺分析及生产类型的确定 (1)1.1 零件的作用 (1)1.2 结构特点 (2)1.3 结构工艺性 (2)1.4 关键表面的技术要求 (3)1.5 审查工艺性 (3)1.6 生产类型 (3)2 确定毛坯,绘制毛坯简图 (4)2.1 选择毛坯 (4)2.2 确定加工余量及毛坯尺寸 (4)2.3 绘制铸造毛坯简图 (5)3 拟定工艺路线 (6)3.1 定位基准的选择 (6)3.11 精基准的选择 (6)3.12 粗基准的选择 (6)3.2 各表面加工方案的确定 (6)3.3 确定工艺路线 (7)3.4 机床设备及工艺装备的选用 (8)3.5 确定工序尺寸 (11)4 确定切削用量及时间定额 (12)4.1 工序05(扩φ25mm)切削用量及基本时间的确定 (12)4.2 工序10(锪φ25mm孔两端倒角)切削用量及基本时间的确定 (13)4.3 工序15(粗铣四个叉口平面)切削用量及基本时间的确定 (13)4.4 工序20(半精铣四个叉口平面)切削用量及基本时间的确定 (14)4.5 工序25(粗铣两个叉口槽)切削用量及基本时间的确定 (15)4.6 工序30(半精铣两个叉口槽)切削用量及基本时间的确定 (16)4.7 工序35(拉键槽)切削用量及基本时间的确定 (17)4.8 工序40(切槽)切削用量及基本时间的确定 (17)4.9 工序50(钻2×M10底孔)切削用量及基本时间的确定 (18)4.10 工序55(攻2×M10螺纹孔)切削用量及基本时间的确定 (19)4.11 工序60(钻2×φ11孔)切削用量及基本时间的确定 (19)5 钻2×M10底孔及φ11孔专用夹具的设计 (20)5.1 零件分析 (20)5.2 确定定位方案,选择定位元件 (21)5.3 确定夹紧方案,设计夹紧机构 (21)5.4 确定导向方案和选择导向元件 (22)5.5 钻模板结构类型的确定 (22)5.6 夹具体的设计 (22)5.7 夹具精度分析 (23)5.8 夹具设计图 (24)分工安排 (27)总结 (28)参考资料 (30)1 零件工艺分析及生产类型的确定图1-1 主离合器分离叉零件图1.1 零件的作用该零件主要用于离合器和减速器中,起拔动作用,需要承受弯曲应力和冲击载荷的作用,因此该零件应该具有足够的强度,刚度和韧性。

毕业设计(论文)说明书题目四缸柴油机曲轴工艺工装设计学生系别专业班级学号指导教师摘要在这次毕业设计中,进行了曲轴的测绘及根据实物模型了解曲轴的外型和曲轴斜油孔的位置结构。
本设计为四缸柴油机曲轴工艺工装设计:绘制曲轴零件图、确定加工方法、制定加工工艺、编制加工工序卡、曲轴斜油孔加工的工装设计。
曲轴由轴颈和轴柄构成。
曲轴是受冲击载荷、传递动力的重要零件,在五大件中最难以保证加工质量。
由于曲轴工作条件恶劣,因此对曲轴材质以及毛坯加工技术、精度、表面粗糙度、热处理和表面强化、动平衡等要求都十分严格。
如果其中任何一个环节质量没有得到保证,则可严重影响曲轴的使用寿命和整机的可靠性。
曲轴材质有球墨铸铁和钢两类。
由于球墨铸铁的切削性能良好,可获得较理想的结构形状,并且和钢质曲轴一样可以进行各种热处理和表面强化处理来提高曲轴的抗疲劳强度、硬度和耐磨性。
球墨铸铁曲轴成本只有调质钢曲轴成本的1/3左右,所以球墨铸铁曲轴在国内外得到了广泛应用。
关键词:曲轴斜油孔工装设计可靠疲劳强度球墨铸铁1ABSTRACTIn this graduation project, has carried on the crank mapping and the basis working model understands the crank the outlook and the tune axle tilt oil hole position structure.This design is four cylinder diesel engine crank craft work clothes design: Plan crank detail drawing, determination processing method, formulation processing craft, establishment processing travel chart, tune axle tilt oil hole processing work clothes design.The crank constitutes by the journal and the axis handle.The crank is in the engine withstands the impact load, the transmission power important components, guarantees the processing quality most with difficulty in the engine five big-ticket items.Because the crank working condition is bad, therefore to the crank material quality as well as the semifinished materials processing technology, the precision, the surface roughness, the heat treatment and the surface strengthens, requests and so on transient equilibrium extremely is all strict.If any link quality has not obtained the guarantee, then may affect the crank seriously the service life and the complete machine reliability.The crank material quality has the modular cast iron and the steel two kinds.Because the modular cast iron cutting value is good, may obtain the ideal structure shape, and may carry on each kind of heat treatment and superficial strengthening processing equally with the steel crank enhances the crank the anti-fatigue strength, degree of hardness and the resistance to wear.Modular cast iron crank cost only then about quenched and tempered steel crank cost 1/3, therefore the modular cast iron crank in domestic and foreign obtained the widespread application.Key word:Cranks Slanting oil holes Work clothes designs Reliability Fatigue strength Modular cast irons.II目录摘要 (Ⅰ)Abstract.......................................................................................... . (Ⅱ)第1章设计的相关知识 (1)1.1 毕业设计的目的、要求和内容 (1)1.1.1 毕业设计的目的 (1)1.1.2 毕业设计的基本要求及主要内容 (1)1.2 毕业设计的步骤 (2)1.2.1机械加工工艺规程设计 (2)第二章零件的分析 (3)2.1 零件的作用及分析 (3)2.2 曲轴的制造技术及工艺进展.............................................................................. . (3)2.2.1 曲轴的毛坯制造技术 (3)2.2.2 机械加工技术 (4)2.2.3 热处理和表面强化处理技术 (4)第三章零件的工艺路线及加工工艺 (5)3.1拟定工艺路线应注意的事项 (5)3.2 零件的工艺路线 (6)3.2.1 基准的选择 (6)3.2.2 曲轴工艺路线内容 (6)3.2.3 零件加工工序内容 (7)第四章专用夹具设计及撰写说明 (35)4.1 专用夹具设计 (35)4.1.1 设计说明 (35)4.1.2 夹具设计分析 (35)4.2 撰写说明书应注意的事项 (36)第五章结论 (37)参考文献 (38)致谢 (39)XX大学毕业设计第一章设计的相关知识1.1 毕业设计的目的、要求和内容了解毕业设计的目的和要求能知道设计的重要性。
夹具课程设计说明书班级姓名学号导师目录目录 (2)一、零件加工工艺分析 (3)二、工序的加工技术要求 (3)三、定位方案设计 (4)四、定位误差 (4)五、对刀——引导方案 (5)六、夹紧方案 (5)七、夹紧力计算 (6)八、夹具体设计 (7)九、其它装置设计 (7)十、技术条件制定 (7)十一、加工精度分析 (7)十二、夹具的经济性分析 (8)十三、夹具工作原理(操作) (9)十四、总结 (9)十五、参考文献 (10)夹具设计说明书1.零件加工工艺分析:该零件简图尺寸标注完整,加工部位也非常清楚明确。
由于图纸要求,材料是45号钢,大批量生产,采用加工设备为X62W卧式铣床。
工件其他表面都已经加工,其中两孔的孔轴线到待铣键的平面距离为23mm;两孔的大小分别为Φ14mm 和Φ6㎜,两孔中心距为34±0.08mm,工件厚度为10mm。
该零件采用的材料是45钢,工艺性比较好。
2.工序的加工技术要求:在铣键时,键的尺寸精度和表面粗糙度要求不是很高,可以采用铣削直接加工,其中键的宽度由刀具的尺寸保证,键的深度尺寸和位置精度由设计的夹具来保证。
键的位置包括如下两方面要求:1)加工键的宽度为8mm,其中上偏差为-0.030㎜,下偏差为-0.060㎜,且两个侧面相对于中心面A对称度为0.2mm;2)加工槽的深度为10mm。
加工槽的端面到孔的中心线的距离为23mm,其中上偏差为+0.2㎜,下偏差为0㎜。
3)加工键的表面粗糙度为R3.2um。
要求不是很高。
4)工件的中心线和两孔圆心的连线相交保证角度为90°±30′。
3、定位方案设计:该零件可以采用一面两销的定位方案,分别用圆柱销和菱形销作为定位基准。
由于该零件可以实现多个工件同时加工,因此在第一个待加工工件的一面采用一个与待加工工件形状相似的固定板实现定位(待加工工件的键宽度为7mm)。
由于我们同时加工20个零件,圆柱销和菱形销的直径比较小而导致销刚性不好,加工过程中容易产生变形,因此我们通过两边加支撑板来加强刚性,同时为了能够实现快速装夹的需要,在工件下加个导向键。

工艺工装设计说明书
工艺工装设计说明书是一份详细说明工艺工装设计内容和要求的文件,通常包括以下内容:
1.项目基本信息:包括项目名称、设计单位、设计负责人、设计日期等基本信息。
2.设计依据:列举工艺工装设计的技术规范、标准、法律法规、企业内部管理制度等,确保项目设计符合要求。
3.设计任务:明确工艺工装设计的目的、任务和要求。
4.设计要素:包括工艺过程、生产线信息、工艺流程图、结构设计要求、使用材料、设计参数等。
5.工装设计:包括工装类型、结构设计、工装参数、工装材料等。
6.生产设备设计:包括生产设备类型、结构设计、设备参数、设备材料等。
7.安全要求:列出工艺工装设计的安全要求和安全标准。
8.验收标准:明确验收标准和验收方法,保证工艺工装设计符合要求并有利于现场使用。
9.参考资料:列出本次工艺工装设计所参考的相关资料和文件。
工艺工装设计说明书是保证工艺工装设计质量的重要文件,它能够给工程师和技术工人提供必要的信息和指导,有助于确保设计的质量和可靠性。

轴承座铸造工艺及工装设计说明书(共24页)-本页仅作为预览文档封面,使用时请删除本页-毕业设计论文设计(论文)题目:轴承座铸造工艺及工装设计下达日期: 2007 年 4 月 28 日开始日期: 2007 年 4 月 28 日完成日期: 2007 年 6 月 8 日指导教师:韩小峰学生专业:材料成型与控制技术班级:材料0401学生姓名:李春晖教研室主任:材料工程系摘要铸造是一种将金属熔炼成流动的液态合金,然后浇入一定的几何形状、尺寸大小的型腔之中,凝固冷却后成为成为所需要的零件毛坯的一种制作方法。
本文通过对铸造这一特殊工种的诠释和此铸件的特点相结合给予了比较合理的方法。
从铸造工艺的设计到整个铸造工艺的设计我们对此都作了比较详细的论证、对比、数据和计算,并且从中选择较优的方法和方案给以了较合理的应用和实施。
首先我们对所设计的的铸件进行了认真的分析,读懂零件图的几何形状、主要结构和特殊部位以及铸件的工艺要求、工装要求等给以较合理的思考。
其次设计此铸件的整个工艺过程:其中包括铸造方法的选择、分型面的选择及确定、浇注系统的选择及计算设计、铁液的凝固、以及对所要产生缺陷的防止方法和补缩等问题上午考虑设计。
然后对所设计的工艺过程进行工装设计:其中包括模样的设计、模底板的设计、芯盒的设计、砂箱的设计等,而且对这些工装的定位及夹紧等问题进行解决。
最后对所设计的整个过程给以检验、总结。
进一步对此设计的成功率给以进一步的保障。
关键词:铸造,工艺,工装,缺陷BEARINGSEAT TECHNRQUE FROCK DEVISEABSTRACTMaking the smelt metal become the mobile liquid state alloy, pouring-in solidifies in the type cavity having the certain geometry form and dimension, becoming something be needed part blank after cooling down. This making method is called cast-on outwell.This passage has given comparatively rational method through the annotation to one peculiar kind of work in production combining with this casting characteristic .And in entire casting technique design, we have all made comparatively detailed demonstration , contrast, and compute , have chosen the best method and scheme , have carried out more rational application and be put into effect。
摘要本设计的内容可分为机械加工工艺规程设计和机床专用夹具设计两大部分。
首先,通过分析B6065刨床推动架,了解到推动架在B6065刨床加工中的作用。
运用机械制造技术及相关课程的一些知识,解决推动架在加工中的定位、加紧以及工艺路线的安排等方面的相关问题,确定相关的工艺尺寸及选择合适的机床和刀具,保证零件的加工质量。
其次,依据推动架毛坯件和生产纲领的要求及各加工方案的比较,制定出切实可行的推动架加工工艺规程路线。
最后,根据被加工零件的加工要求,参考机床夹具设计手册及相关方面的书籍,运用夹具设计的基本原理和方法,拟定夹具设计的方案,设计出高效、省力、经济合理并且能保证加工质量的夹具。
关键词机械加工、工艺规程、专用夹具、推动架ABSTRACTThe design of the content can be divided into a point of order processing machinery and machine tools designed for the two most fixture design. First of all, through the promotion of B6065-planer, that promote the B6065 planer-processing role. Use of machinery manufacturing technology and related programmes of knowledge, promoting the solution-processing in the position to step up and the line of the arrangement, and so on related issues, establishing the process and choose a suitable size and machine tools, spare parts processing quality assurance . Secondly, the basis for promoting the rough-pieces and production and processing requirements of the Programme of the programme, to promote the development of a practical point of order-processing line. Finally, in accordance with the requirements of the processing parts processing, machine tool fixture design reference manual and related aspects of the books, use of fixture design of the basic principles and methods, the programme drawn up fixture design, design efficient, effort, economic and reasonable to ensure the quality of processing Fixture.Key words: Machining, process planning, special fixture,To promote目录摘要...................................................... . (I)绪论 (1)第1章引言................................................ .............................. (2)1.1机械加工工艺规程制订 (2)1.2机械加工工艺规程的种类 (3)1.3制订机械加工工艺规程的原始资料 (3)第2章零件的分析 (4)2.1零件的作用.................................... ............ ...... ......... (4)2.2零件的工艺分析.................. ..................... ............ ... (4)第3章选择毛坯,确定毛坯尺寸,设计毛坯图 (5)第4章选择加工方法,制定工艺路线 (7)4.1机械加工工艺设计......... ............... ......... .................. (7)4.2制定机械加工工艺路线... ............ ............ .................. (7)4.3工艺方案的比较与分析 (8)第5章选择加工设备及刀具、夹具、量具 (10)5.1选择加工设备与工艺设备 (10)5.2确定工序尺寸 (11)第6章确定切削用量及基本时间 (13)6.1工序Ⅰ切削用量及基本时间的确定............... (13)6.2工序Ⅱ切削用量及基本时间的确定......... (14)6.3工序Ⅲ切削用量及基本时间的确定 (15)6.4工序Ⅳ切削用量及基本时间的确定...... ...... ..................... (16)6.5工序Ⅴ切削用量及基本时间的确定 (17)6.6工序Ⅵ的切削用量及基本时间的确定............ ............... ............ (18)6.7工序Ⅷ的切削用量及基本时间的确定 (18)6.8工序Ⅸ的切削用量及基本时间的确定...... ........................ ............ (20)6.9工序Ⅹ的切削用量及基本时间的确定......... .................. ............ (20)第7章夹具设计 (22)7.1定位基准的选择.................................... ............... ............ (22)7.2切削力和卡紧力计算 (22)7.3定位误差分析 (22)7.4夹具设计及操作的简要说明 (22)结论............................................. ........................ (23)致谢 (24)参考文献...................................................... ........................ (25)第1章引言机械制造业是国民经济的支柱产业,现代制造业正在改变着人们的生产方式、生活方式、经营管理模式乃至社会的组织结构和文化。
湖南科技大学毕业设计(论文)题目作者学院专业学号指导教师二〇一年月日摘要本次设计内容涉及了机械制造工艺及机床夹具设计、金属切削机床、公差配合与测量等多方面的知识,目的是通过完成此次毕业设计,熟练掌握机械加工的流程,为成为合格工艺工程师打下坚实基础。
泵壳体零件的工艺规程及其铣顶面的工装夹具设计及钻孔夹具的设计是包括零件加工的工艺设计、工序设计以及专用夹具的设计三部分。
通过对零件进行分析设计了两条工艺路线,通过分析比较选择了一个更加合理的方案;设计出毛坯的结构和零件的加工基准,计算各个工部的工序进行尺寸并且决定出各个工序的工艺装备及切削用量;设计了铣刀夹具和钻孔两套夹具。
在工艺设计中要首先对零件进行分析,了解零件的工艺再设计出毛坯的结构,并选择好零件的加工基准,设计出零件的工艺路线;接着对零件各个工步的工序进行尺寸计算,关键是决定出各个工序的工艺装备及切削用量;然后进行专用夹具的设计,选择设计出夹具的各个组成部件,如定位元件、夹紧元件、引导元件、夹具体与机床的连接部件以及其它部件;计算出夹具定位时产生的定位误差,分析夹具结构的合理性与不足之处,并在以后设计中注意改进。
关键字:壳体;定位误差;专用夹具;工艺规程AbstractThe design of a wide range of knowledge covering manufacturing engineering and machine tool fixture design, metal-cutting machine tools, tolerance and measurement, etc. The purpose is to graduate by completing the design, mastering machining processes, to become a qualified process engineers laid a solid foundation. Technical rules and milling fixture top surface of the pump casing parts of the design include parts machining process design, process design, and special fixture design three parts. Through the analysis and design of the two parts of the process route, through the analysis and comparison of selecting a more reasonable option; design and processing benchmark rough structure and components, were calculated for each step of Industry and determine the size of each step of the process equipment and cutting; milling fixture design and drilling two fixtures. In the process design to first analyze the parts to understand parts of the process re-design of the rough structure, and select the machining datum good parts, design parts of the process line; then the part of each step of the process to calculate the size of a key It is to determine the technical equipment and cutting each step; then dedicated fixture design, select the design of the individual components of the fixture, such as positioning elements, clamping elements, guide elements, clamp connecting the machine parts and other components; positioning errors in the calculation of the fixture, analyze rationality and shortcomings fixture structure and design of attention to the improvement in the future.Key Words: Case; Positioning error; Special fixture; Process planning目录第一章绪论 ................................................. - 1 -1.1 选题背景和意义.......................................... - 1 -1.1.1 选题的背景......................................... - 1 -1.1.2 选题的意义......................................... - 1 -1.2 夹具设计发展概况........................................ - 1 -1.2.1 国内夹具发展史..................................... - 1 -1.2.2 国外夹具发展史..................................... - 2 -1.2.3 国内外机床夹具发展现状............................. - 2 -1.2.4 机床夹具的发展方向................................. - 2 -1.3 本文主要研究工作........................................ - 4 - 第二章零件的分析 .......................................... - 5 -2.1 零件的作用.............................................. - 5 -2.2 零件的工艺分析.......................................... - 5 -2.3 泵壳零件加工的主要问题与工艺过程设计所应采取的相应措施.. - 6 -2.4泵壳体的材料、毛坯以及热处理............................. - 7 -2.4.1毛坯种类的确定..................................... - 7 -2.4.2 毛坯的形状及尺寸的确定............................. - 7 -2.4.3 毛坯材料的热处理................................... - 8 - 第三章工艺规程的设计...................................... - 9 -3.1 确定毛坯的制造形式...................................... - 9 -3.2 基面的选择.............................................. - 9 -3.3 制定工艺路线............................................ - 9 -3.3.1 工艺路线方案一.................................... - 10 -3.3.2 工艺路线方案二.................................... - 11 -3.4 各工序加工设备、刀具、量具选用以及机械加工余量的确定... - 11 -3.5确定切削用量以及基本工时................................ - 13 - 第四章铣床专用夹具的设计................................ - 28 - 图4.2 夹具底座.................................. 错误!未定义书签。
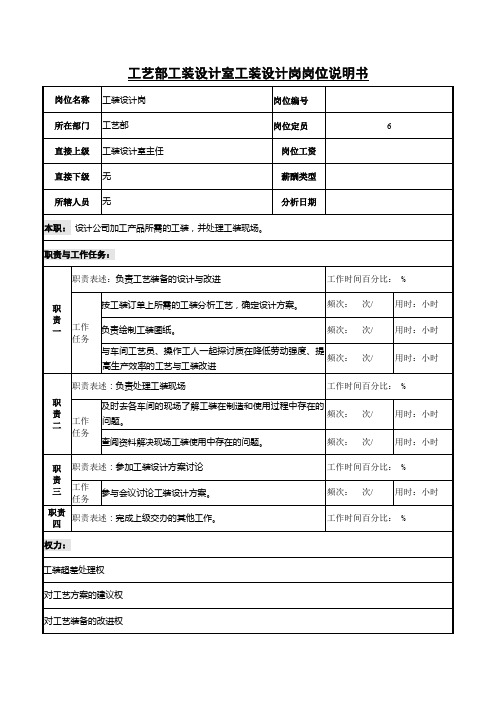
工艺部工装设计室工装设计岗岗位说明书岗位名称工装设计岗岗位编号所在部门工艺部岗位定员 6 直接上级工装设计室主任岗位工资直接下级无薪酬类型所辖人员无分析日期本职:设计公司加工产品所需的工装,并处理工装现场。
职责与工作任务:职责一职责表述:负责工艺装备的设计与改进工作时间百分比: %工作任务按工装订单上所需的工装分析工艺,确定设计方案。
频次:次/用时:小时负责绘制工装图纸。
频次:次/用时:小时与车间工艺员、操作工人一起探讨质在降低劳动强度、提高生产效率的工艺与工装改进频次:次/用时:小时职责二职责表述:负责处理工装现场工作时间百分比: %工作任务及时去各车间的现场了解工装在制造和使用过程中存在的问题。
频次:次/用时:小时查阅资料解决现场工装使用中存在的问题。
频次:次/用时:小时职责三职责表述:参加工装设计方案讨论工作时间百分比: %工作任务参与会议讨论工装设计方案。
频次:次/用时:小时职责四职责表述:完成上级交办的其他工作。
工作时间百分比: % 权力:工装超差处理权对工艺方案的建议权对工艺装备的改进权对工装更改后对现有工装的处理权考核指标:工作协作关系:内部协调关系生产车间、设计部、质量部外部协调关系为公司加工工艺装备的外方厂家任职资格:教育水平本科及以上学历专业机械相关专业工作经验2年以上相关工作经验知识要求机械加工知识、热处理知识能力要求文字及语言表达能力、协调能力、操作能力个性特征责任心、细心、创新性思维生理特征健康所需培训机械工程、工装设计的相关培训工作特点:工作场所车间工作方式坐在电脑前工作、下各车间处理现场工作时间特征一般只需白天工作工作环境体力精力消耗工作压力大、精神高度集中、工作紧张程度高劳动保护使用工具/设备电脑、书籍资料所需记录文档工装订单登记簿备注:。

尾座体工艺工装设计
摘要
本课题主要是设计某磨床尾座体的加工工艺及夹具的设计,在设计中采用先设计该尾座体的加工工艺在根据加工工艺来选取夹具的设计的方案和夹具的具体设计;而设计的重点是夹具的设计。
由于工件的孔17和14都要以底面做为基准加工,故首先得做出底面的加工夹具。
加工孔14的夹具其实就是在加工底面夹具的基础上加了一个45度斜度板。
我们设计的夹具就具有对孔14的夹具定位准确,和加工时间小,提高劳动生产率。
关键词加工工艺,夹具,尾座体,设计
目录
一、零件分析 (3)
(一)零件的作用 (3)
(二)零件的工艺分析 (3)
二、工艺规程设计 (4)
(一)确定毛坯的制造形式 (4)
(二)定位基准的选择 (4)
(三) 拟定工艺路线 (5)
(四)机械加工余量、工序尺寸及毛坯尺寸的确定 (8)
(五)确定切削用量及工时 (9)
三、夹具设计 (19)
(一)问题的提出 (19)
(二)夹具设计 (19)
四、毕业设计小结 (21)
五、参考文献 (22)
六、致谢 (23)
一零件的分析
二工艺规程设计。
摘要本设计是NT12V135ZlDH传动机构盖板工艺及工装。
盖板是常见的机械零件,本零件是一个铸铁的中空圆盘,它不仅起封闭作用,而且为输出轴提供支撑。
盖板的加工工艺规程,主要是加工平面和孔。
因此,加工时,遵循先面后孔的原则。
同时,考虑基准的选择和粗加工和精加工的关系。
按照要求,设计两套夹具,一套是钻夹具;另一套是车夹具。
主要是考虑定位和加紧。
机床选择CA6140车床和Z3025钻床。
关键词盖板工艺夹具定位加紧AbstractThis design is NT12V135ZlDH transmission mechanism cover plate technology and equipment. Cover plate is common mechanical parts, the parts is a cast iron disc of the hollow, it not only closed effect, and provide support for the output shaft. Cover the processing technology of the procedures, mainly processing plane and holes. Therefore, processing, follow after the principle of first face hole. Also, consider the choice of benchmark, rough machining precision and the relationship. According to the requirement, design two sets of fixture, a fixture is drilling; The other one is car fixture. The main consideration positioning and intensify. Machine tool selection CA6140 lathe and Z3025 drilling machine.Key words cover plate fixture locating technology intensify目录摘要 (1)Abstract (2)第一章绪论 (4)第二章工艺规程设计 (4)2.1 零件的分析 (5)2.1.1零件的作用 (5)2.1.2零件的工艺分析 (5)2.2确定零件毛坯 (5)2.3确定零件工艺规程 (6)2.3.1定位基准的选择 (6)2.3.2 零件加工方法选用 (7)2.3.3 制定机械加工工艺路线 (7)2.4.1 工序20粗加工及工序40精加工 (10)2.4.2 工序30粗加工及工序50精加工 (14)2.4.3 工序60钻端面各孔及螺纹底孔 (15)2.4.4 工序10半精镗及工序110精镗 (19)2.4.5 工序120的Ø12.5孔加工 (21)第3章夹具设计 (23)3.1 夹具的基本知识 (23)3.2 钻夹具的设计 (26)3.3车夹具的设计 (27)参考文献 (29)致谢 (30)第一章绪论机械加工工艺规程是规定零件机械加工工艺过程和操作方法等的工艺文件。

摘要本设计说明书共分两部分,内容包括工艺规程设计,其中包括零件的分析,分析毛坯余量,工艺规程设计以及一些常用的公式和表格等;另一部分是工艺装备设计,包括夹具设计,专用刀具设计,专用量具设计等。
本论文理论观点清晰,设计特点突出,内容详尽,简单易懂。
论文的每一部分都是经过我的详细分析论证和计算,每一种设计都是有据可依的。
此论文是在催老师的指导下,又目录绪论――――――――――――――――――――――――(2)1、工艺规程设计――――――――――――――――――――(3)1.1零件分析―――――――――――――――――――――(3)1.1.1零件的作用―――――――――――――――――――――――― (3) 1.1.2零件的工艺分析――――――――――――――――――――――(3)1.2确定毛坯――――――――――――――――――――――(3)1.3工艺规程设计――――――――――――――――――――(5)1.3.1定位基准的选择―――――――――――――――――――――――(5)1.3.2制定工艺路线――――――――――――――――――――――――(6)1.3.3选择加工设备及刀、夹、量具―――――――――――――――――(8)1.3.4确定加工余量和主要表面的工序尺寸――――――――――――――(8)1.3.5加工工序设计――――――――――――――――――――――――(9)1.3.5.1工序1粗铣底面和工序2精铣底面―――――――――――――(9)1.3.5.2时间定额计算――――――――――――――――――――――(9)2、工艺装备设计―――――――――――――――――――(10)2.1夹具设计――――――――――――――――――――――――――(10)2.1.1铣底面夹具设计――――――――――――――――――――――(10)2.1.1. 1夹具设计的目的和条件―――――――――――――――――(10)2 .1.1.2确定设计方案―――――――――――――――――――――(10)2.1.1.3确定并设计对刀元件――――――――――――――――――(11)2.1.1.4. 夹紧力的计算和设计夹紧机构―――――――――――――(11)2.1.1.5加工精度分析―――――――――――――――――――――(11)2.1.1.6夹具体的设计――――――――――――――――――――――(12)2.1.1.7绘制夹具装配总图――――――――――――――――――――(12)2.1.2钻底面孔夹具设计―――――――――――――――――――――-(12)2.1.2.1研究原始材料,明确设计任务―――――――――――――――(12)2.1.2.2确定夹具设计方案,结构,绘制结构草图――――――――――(12)2.1.2.2.1确定零件的定位方式,选择定位元件――――――――――(12)2.1.2.2.2确定并设计导向元件―――――――――――――――――(13)2.1.2.2.3计算所需夹紧力,设计夹紧机构――――――――――――(13)2.2专用刀具设计――――――――――――――――――――――――――(14)2.2.1设计条件和要求――――――――――――――――――――――(14)2.2.2初选主要结构设计―――――――――――――――――――――(14)2.3专用量具设计――――――――――――――――――――(16)2.3.1工件螺纹的牙型尺寸――――――――――――――――――――(16)2.3.2自文献(8)表6.4.3查的环规公差及截形有关尺寸――――――――(16)2.3.3计算螺纹环规的大,中,小径尺寸―――――――――――――――(16)毕业设计结论――――――――――――――――――――――――――――(17)致谢―――――――――――――――――――――――――――――――――(18)毕业设计参考文献――――――――――――――――――――――――――(18)绪论通过这次毕业设计,我学到了许多课堂上学不到的知识,增强了我的实践能力和空间想象能力。
目录设计任务书…………………………………………………………………………工艺工装设计说明书正文序言一、零件分析与工艺路线拟订………………………………………二、工艺参数确定及工艺文件填写…………………………………三、拟订夹具结够方案………………………………………………四、夹具设计…………………………………………………………五、设计总结…………………………………………………………六、参考文献…………………………………………………………机制专业工艺工装设计任务书设计题目曲轴箱零件的工艺工装设计(生产纲领10000)设计内容:1.零件图 1份 2.工艺过程卡及工序卡 1套 3.夹具设计装配图 1份 4.夹具设计零件图 1~2张 5.课程设计说明书 1份班级学号设计人员指导教师序言工艺工装设计是一项实践性很强的工作,也是对所学课程的一次深入综合性锻炼。
我希望通过这次课程设计,能从中锻炼和提高自己分析问题、解决问题的能力,为今后走上工作岗位打下一个良好的基础。
由于能力所限,设计中还会有许多不足之处,恳请各位老师给予指教。
一、零件分析与工艺路线拟定1.零件的作用曲轴箱是箱体类零件,它是运动的主体部件,主要起支撑、保护和防尘作用,以及保证主轴回转精度,从而保证机器运转正常。
该曲轴箱ф98.4和ф52的孔同轴度的保证对机械性能的保证尤为重要,而且两孔的精度等级分别为7级和6极,加工难度很大。
为保证精度要求我们采用浮动镗保证。
其它表面加工为次加工表面,容易保证。
2.零件工艺分析零件的材料为HT150,灰铸铁生产工艺简单,铸造性能优良,但塑性较差、脆性高,不适合磨削,为此以下是曲轴箱的加工表面之间的位置要求:⑴曲轴箱上下面以及左右端面,ф98.4和ф52的同轴孔,4-M8、6-M8-25、6-M6的螺纹孔及4-ф9通孔。
⑵平面表面粗糙度均为3.2,螺纹孔及ф9孔表面粗糙度为6.3,ф98.4和ф52的孔粗糙度为1.6且两孔有同轴度和圆柱度要求,左右端面与ф98.4和ф52的中心线有垂直度要求。
由上面分析可知,可以以底面为基准粗加工顶面,再以顶面为基准加工底面。
以顶面作为精加工基准加工ф98.4和ф52的同轴孔,设计专用夹具,保证位置和尺寸要求。
再根据各种加工方法的经济精度及机床所达到的位置精度,并且曲轴箱没有复杂的加工表面,所以根据上述技术要求采用常规的加工工艺均可保证。
3.工艺规程设计⑴选择定位基准a.粗基准选择:以零件底面为主要定位粗基准,以箱体外行为辅助基准。
b.精基准的选择:考虑要保证零件的加工精度和装夹准确方便,依据“基准重合”原则和“基准统一”原则,以曲轴箱顶面半精加工后的表面为基准,以顶面两对角孔外圆表面为辅助的定位基准精基准。
⑵制定工艺路线根据零件的几何形状、尺寸精度及位置精度等技术要求,以及加工方法所能达到的经济精度,在生产纲领已经内确定的情况下,可以考虑采用万能性机床以专用夹具,并尽量使工序集中来提高生产效率。
除此之外,还应当考虑经济效果,以便使生产成本降低。
方法及工艺路线如下:工序01:粗铣曲轴箱顶面,底面为粗基准,采用X51立式铣床加专用铣夹具。
工序02:粗铣曲轴箱底面,顶面为定位基准,采用X51立式铣床加专用铣夹具。
工序03:钻铰6-ф6孔至6-ф6.8,底面为定位基准,采用Z512立式台钻加专用钻夹具。
工序04:钻铰6-ф9,顶面为定位基准,采用Z512立式台钻加专用钻夹具。
工序05:半精铣曲轴箱顶面,底面为定位基准,采用X51立式铣床加专用铣夹具。
工序06:半精铣曲轴箱低面,顶面为定位基准,采用X51立式铣床加专用铣夹具。
工序07:粗铣曲轴箱左右端面,顶面为定位基准,采用组合铣床加专用铣夹具。
工序08:粗镗ф98.4和ф52的孔,顶面为定位基准,采用T616镗床加专用镗夹具。
工序09:钻铰4-ф6至4-ф5,顶面为定位基准,采用Z512立式台钻加专用钻夹具。
工序10:钻铰6-ф6至6-ф5,顶面为定位基准,采用Z512立式台钻加专用钻夹具。
工序11:半精镗ф98.4和ф52的孔,顶面为定位基准,采用T616镗床加专用镗夹具。
工序12:攻左端面螺纹4-M8,顶面为定位基准,采用Z512钻床加专用夹具。
工序13:攻右端面螺纹6-M6,顶面为定位基准,采用Z512钻床加专用夹具。
工序14:精镗ф98.4和ф52的孔,顶面为定位基准,采用T616镗床加专用镗夹具。
工序15:半精铣曲轴箱左右端面,顶面为定位基准,采用组合铣床加专用铣夹具。
工序16:浮动镗ф52的孔,顶面为定位基准,采用T616镗床加专用镗夹具。
工序15:攻顶面螺纹6-M8-25,底面为定位基准,采用Z512钻床加专用夹具。
⑶机械加工余量、工序尺寸及公差的确定1)圆柱表面工序尺寸:前面资料已初步确定工件各表面的总加工余量,现在确定各表面的各个加工工序的加工余量如下:2)平面工序尺寸:3)确定切削用量及时间定额:工序01 粗铣顶面,①加工条件工件材料:HT150,δb=120~175Mpa,铸造:工件尺寸:aemax=118mm,l=203mm加工要求:粗铣顶面,加工余量3.5mm机床:X51立式铣床,刀具:YG6硬质合金端铣刀。
铣削宽度ae≤120mm,深度ap≤6mm,铣刀直径100~200,根据《机械设计工艺设计简明手册》(后简称《简明手册》)表3.16,取刀具直径d o=160,Z=14,根据《切削手册》γo=5°,αo=8°, αo`=10°λs=-10°,κr`=5°,K rε=60°②切削用量a、确定切削深度ap因为余量较小,故选择ap=3.5mm,一次走刀即可完成b、确定每齿进给量f z由于本工序为粗加工,尺寸精度和表面质量可不考虑,以提高进给量和加工效率。
根据《切削手册》表3.5使用YG6硬质合金端铣刀加工,机床功率为4.5Kw(根据《简明手册》表4.2-35,X51立式铣床)时:f z=0.14~0.24mm/z故选择f z=0.24mm/zc、确定刀具寿命及磨钝标准根据《切削手册》表3.7,铣刀刀齿后刀面最大磨损量为1.5mm;由于铣刀直径d o=160mm故刀具寿命T=180min(根据《简明手册》表3.8)d、计算切削速度Vc和每分钟进给量Vf根据《切削手册》表3.16,当d o=160,Z=14,ap≤7.5mm,ap≤0.24mm时,v t=77m/min,n t=153r/min,v ft=470mm/min。
各修正系数:K=1.12,K=0.8。
切削速度计算公式为:v C=c v d o q v k v/T m a p x v f z y v a e u v z pv其中a e=72mm,a p =3.5mm,c v=245mm,q v=0.2,x v=0.15,y v=0.35,k v=k Mv*k Sv=1.12*0.8=0.896,u v=0.2,p v=0,m=0.32,T=180min,f z=0.24m m/z,Z=14,将以上数据代入公式:得v c=0.7m/min确定主轴转速:n s=1000v c/d oπ=200r/min.根据《简明手册》表4.2-36,选择n c=210r/min,v fc=300mm/min,因此,实际进给量和每分钟进给量为:v c=πd o n/1000=3.14*160*210/1000=106m/minf zc=v fc/n c z=300/210*14=0.1mm/ze、检验机床功率根据《切削手册》表3.24近似为p cc=1.9kw,根据机床使用说明书,主轴允许功率p cm=4.5*0.75=3.375kw>p cc.最终确定:ap=3.5mm,n c=210r/min,v f=300mm/min,v c=106mm/min,f z=0.1mm/z。
f、计算基本工时t m=L/v f,L=l+y+△ ,l=203mm。
根据《切削手册》表3.26,入切量及超切量为:△+y=34mm,则:t m=L/v f=0.79min。
工序02粗铣底面,以顶面为基准刀具:YG6硬质合金端铣刀,d o=40mm,Z=10机床:X51立式铣床根据《切削手册》查得,f z=0.13mm/z,ap=3.5mm。
根据《切削手册》表4.2-36查得,取n w=300r/min,故实际切削速度为v=d w n wπ/1000=37.7m/min当n w=300r/min时,工作台每分钟进给量应为f m=f z*Z*n w=0.13*10*300=390mm/min查机床使用说明书得:f m=400 mm/min计算切削基本工时:L=72+y+△=180+10=190 mm,t m=L/ f m=0.487 mm工序03钻、铰6×M8孔,以外形和底座为基准,保证对Ø52的轴线的位置度不超过0.05,孔的粗糙度为6.3。
1.钻孔至Ø6.7(1)选择钻头根据《切削手册》表2.1.2.2,选择高速钢麻花钻钻头,粗钻时d0=6.7,钻头采用标准钻头。
(2)选择切削用量a. 确定进给量按加工要求确定进给量:查《切削手册》,f=0.36~0.44mm/r,l/d=25/6.7=3.67>3,由《切削手册》表2.7,系数为0.9,则:f=(0.36~0.44)×0.9=(0.324~0.396)mm/r按钻头强度选择:查《切削手册》表 2.8,钻头允许进给量为f=0.86mm/r;按机床进给机构强度选择:查《切削手册》表2.9,机床进给机构允许轴向力为4270N时,进给量为f=0.81mm/r。
以上三个进给量比较得出,受限制的进给量是工艺要求,其值为:0.324~0.265mm/r。
根据《简明手册》表 4.2-16,最终选择进给量f=0.33mm/r。
根据《切削手册》表2.9查出,钻孔时轴向力F f=2110N,轴向力修正系数为0.85,故F f=1793.5N。
根据Z512台式钻床使用说明书,机床进给机构允许的最大轴向力为4900N>F f,故所选进给量可用。
b. 确定钻头磨钝标准及寿命后刀面最大磨损限度查(《简明手册》)为0.6mm,寿命T=45min。
c.确定切削速度查《切削手册》表2.15,v=23m/min,计算主轴转速n s=1000v/πd0=1000×23/π×6.7=1093.36r/min按机床选取850r/min,所以实际切削速度为:v=πd0ns/1000=π×6.7×850/1000=17.88m/mind.检验机床扭矩及功率查《切削手册》表2.20,当f≤0.26,do≤11.1mm时,M C=7.35N·m,修正系数均为0.85,故M C=6.2475N·m。