生产线平衡计算
- 格式:ppt
- 大小:604.50 KB
- 文档页数:22
生产线平衡率计算
生产线平衡率是指在给定时间段内,生产线上不同工位之间工作的负载平衡程度。
生产线平衡率的计算需要以下步骤:
1. 计算每个工位的生产时间:生产时间是指一个工位在生产过程中所需的时间,包括准备时间、生产时间和清理时间。
生产时间可以根据生产工艺流程图和实际测量情况计算得到。
2. 计算整个生产线的总生产时间:总生产时间等于所有工位的生产时间之和。
3. 计算生产线所需的均衡时间:均衡时间是指整个生产线在理想情况下,各个工位所需的时间是相等的。
生产线所需的均衡时间等于总生产时间除以工位数。
4. 计算每个工位的闲置时间:闲置时间是指一个工位在完成任务后,等待下一步操作的时间。
每个工位的闲置时间可以根据实际观察得到。
5. 计算生产线的平衡率:生产线的平衡率等于均衡时间减去闲置时间之和,除以均衡时间,即
平衡率 = (均衡时间 - 闲置时间之和) / 均衡时间
生产线平衡率的计算结果通常以百分比的形式呈现,用于衡量不同工位之间工作负载的平衡情况。
生产线平衡计算
第一步:确定每个生产环节的耗时
首先要明确每个生产环节的耗时,需要仔细测算以确保其准确性。
对
于已经有既定数据的生产环节可以直接参考,对于新工序则需要进行研究
和实验,找出最可行的方案。
顺序性的操作可以拆分为若干子操作,每个
子操作是整个操作过程中采取的动作,可以加快耗时的测算。
第二步:计算所需时间
在确定了每个生产环节的耗时后,再通过将每个环节的耗时累加,计
算出从产品到达生产线的起始点到产品离开生产线的终点所需的总时间。
第三步:确定工序比重和员工比重
工序比重是指在每个生产环节中所用的资源比重,可以考虑机器的风格、生产速度、技能水平等,员工比重指的是每个生产环节所需的员工数。
第四步:制定操作计划
在确定了工序比重和员工比重后,就可以安排每个生产环节的运作顺
序并对员工分配任务。
为了保证负载平衡,需要确保每个员工的负责生产
环节的耗时并不相差太大。
可以通过顺序性的操作拆分成若干子操作,对
每个员工成立一个操作顺序,安排任务。
第五步:平衡调整
平衡调整是将已经制定好的原始操作计划针对某些情况进行调整。
例
如工作人员流失、某个设备的故障、计划进行调整等。

平衡率公式平衡率是指生产线或流程中各个工序作业时间的平衡程度。
它在生产管理和优化中可是个重要的概念哦!咱先来说说平衡率公式到底是啥。
平衡率的公式就是:各工序时间总和÷(最长工序时间×工序总数)×100%。
这个公式看起来好像有点复杂,但其实理解起来也不难。
比如说,咱们有一条生产手机壳的生产线,一共有 5 个工序。
第一个工序是注塑,需要 30 秒;第二个工序是打磨,要 25 秒;第三个工序是喷漆,得 40 秒;第四个工序是组装,用 20 秒;第五个工序是包装,花 15 秒。
这当中最长的工序时间是 40 秒,工序总数是 5 个。
那各工序时间总和就是 30 + 25 + 40 + 20 + 15 = 130 秒。
按照平衡率公式,平衡率就是 130 ÷(40 × 5)× 100% = 65% 。
这时候您可能要问了,知道这个平衡率有啥用呢?这用处可大了去啦!假如这条手机壳生产线的平衡率很低,比如说只有 50%,那就意味着有很多时间被浪费掉了,生产效率不高,成本也就上去了。
这就好比一群人一起搬砖,有的人累得要死,有的人却闲着没事干,那这活干得能快能好吗?我之前在一家工厂工作的时候,就遇到过平衡率的问题。
那是一家生产玩具汽车的厂,我们的生产线总是出状况。
有时候零件堆积如山,有时候又缺货停工。
后来经过仔细观察和分析,发现就是平衡率出了问题。
有个安装车轮的工序特别慢,其他工序都得等着它,就像堵车一样,后面的车都走不动。
我们就针对这个安装车轮的工序进行了改进。
重新设计了工具,优化了操作流程,还对工人进行了培训。
经过一番努力,这个工序的时间从原来的 50 秒降到了 35 秒。
再一算平衡率,嘿,提高了不少,生产效率也跟着上去了,订单完成得又快又好,老板高兴,工人也开心。
所以说啊,平衡率公式虽然看起来只是个简单的数学式子,但它背后反映的是生产流程的合理性和效率。
通过计算和分析平衡率,我们能够发现问题,找到瓶颈,然后采取措施进行改进,让整个生产过程更加顺畅、高效。
生产线平衡计算
生产线平衡计算是指在生产流程中,通过对各个工序的时间和人员进行合理分配,使得整个生产线的效率最大化,从而实现生产过程的稳定性和高效性。
下面介绍一些常用的生产线平衡计算方法:
1. Takt Time:指一个生产周期内需要生产完成的数量和时间的比率,即制造一个产品所需的时间。
Takt Time可以帮助确定生产线的节拍,以确保生产线在给定时间内生产足够的产品。
2. 工位平衡:将某个生产流程分成多个步骤(工位),并按照相同的时间分配到每个工位上,确保各个工位的工作量相等,避免出现瓶颈和浪费。
3. 数据收集:通过收集生产线上每个工序的时间数据以及操作员信息,分析每个工序的效率和人力利用率,并针对不足之处进行改进。
4. 标准化工作:建立标准化工作程序,包括操作规程、物料配送、设备调整等,以便提高生产效率和质量。
5. 连续改进:持续监控生产线效率和质量,发现问题并解决它们,以实现生产线的不断优化和改进。
需要注意的是,生产线平衡计算并不是一成不变的,它需要根据实际情况进行灵活调整和优化。




生产线平衡率比较单一,而如果是产品工序或制造工序平衡率就比较复杂。
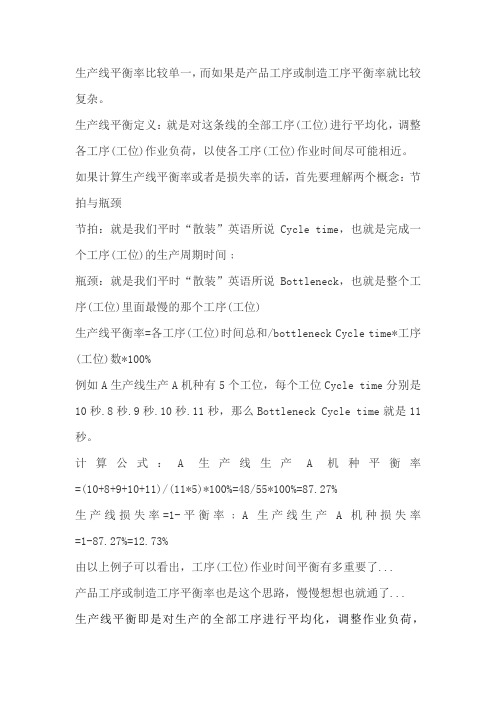
生产线平衡定义:就是对这条线的全部工序(工位)进行平均化,调整各工序(工位)作业负荷,以使各工序(工位)作业时间尽可能相近。
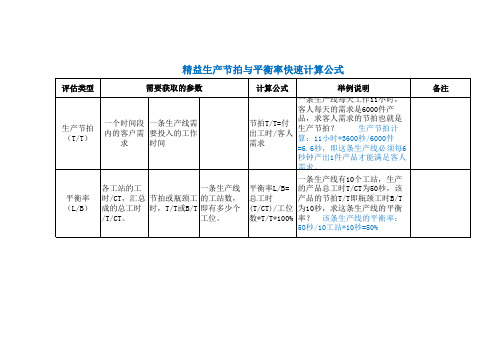
如果计算生产线平衡率或者是损失率的话,首先要理解两个概念:节拍与瓶颈节拍:就是我们平时“散装”英语所说Cycle time,也就是完成一个工序(工位)的生产周期时间﹔瓶颈:就是我们平时“散装”英语所说Bottleneck,也就是整个工序(工位)里面最慢的那个工序(工位)生产线平衡率=各工序(工位)时间总和/bottleneck Cycle time*工序(工位)数*100%例如A生产线生产A机种有5个工位,每个工位Cycle time分别是10秒.8秒.9秒.10秒.11秒,那么Bottleneck Cycle time就是11秒。
计算公式:A生产线生产A机种平衡率=(10+8+9+10+11)/(11*5)*100%=48/55*100%=87.27%生产线损失率=1-平衡率﹔A生产线生产A机种损失率=1-87.27%=12.73%由以上例子可以看出,工序(工位)作业时间平衡有多重要了...产品工序或制造工序平衡率也是这个思路,慢慢想想也就通了... 生产线平衡即是对生产的全部工序进行平均化,调整作业负荷,以使各作业时间尽可能相近的技术手段与方法。
目的是消除作业间不平衡的效率损失以及生产过剩。
生产线平衡是一门很大的学问,生产线平衡直接关系到生产线的正常使用。
生产线平衡指南主要包括生产线平衡的相关定义、生产线平衡的意义、工艺平衡率的计算、生产线平衡的改善原则和方法。
(Line Balancing)如何指派工作予工作站的决策过程,及使各个工作站负荷一样,便称之为生产线平衡。
Line Balancing (LB), is the problem of assigning operations to workstations along an assembly line, in such a way that the assignment be optimal in some sense.节拍、瓶颈、空闲时间、工艺平衡的定义流程的“节拍”(Cycle time)是指连续完成相同的两个产品(或两次服务,或两批产品)之间的间隔时间。
生产线平衡计算方法生产线平衡是指在一条生产线上,通过合理安排各个工序的任务和工时,使得各个工序的负荷均衡,实现最佳的生产效果。
生产线平衡是生产管理中非常重要的一环,可以提高生产线的利用率、降低成本、提高生产效率等。
以下是几种常见的生产线平衡计算方法。
1. Takt Time计算法:Takt Time是指工作节拍时间,是指定周期内完成产品的总时间。
计算Takt Time的方法是,将所需的生产时间总和除以总需求量。
例如,如果生产线上需要在8小时内生产800件产品,那么每小时的生产时间是8/800=0.01小时,即每小时需要生产0.01小时*60分钟=0.6分钟,所以Takt Time为0.6分钟。
2.循环时间计算法:循环时间是指生产线上一个完整的工序循环所需的时间。
通过计算每个工序的工作时间,可以确定整个生产线的循环时间。
例如,一个生产线上有5个工序,分别需要2分钟、3分钟、1分钟、4分钟和2分钟完成,那么整个生产线的循环时间为2+3+1+4+2=12分钟。
3.平衡指数计算法:平衡指数是用来衡量生产线平衡程度的指标,一般以百分比表示。
通过计算各个工序的工作时间与循环时间之比,可以得到各个工序的平衡指数。
例如,一个工序需要2分钟完成,而整个生产线的循环时间为10分钟,那么该工序的平衡指数为2/10=20%。
4.生产线平衡图计算法:生产线平衡图是通过绘制工序间的关系图来进行生产线平衡的一种方法。
首先,确定生产线上各个工序的顺序和对应的工序时间;然后,根据前一工序的工序时间和后一工序的工序时间,计算各个工序之间的时间差;最后,根据时间差来进行调整,使得生产线平衡。
以上是几种常见的生产线平衡计算方法,每种方法有其特点和应用场景。
在实际应用中,可以根据生产线的具体情况选择合适的计算方法,并结合生产实际进行优化调整,以达到最佳的生产效果。
生产线平衡的目标是实现生产活动的最佳协调,提高生产效率,降低生产成本,为企业的可持续发展打下坚实基础。

生产线平衡率计算公式
生产线平衡率是衡量生产线效率的重要指标,它反映的是生产线的工作效率,是企业进行生产计划调度、改善生产线效率的重要参考指标。
生产线平衡率的计算公式是:生产线平衡率=实际工作时间/理论工作时间×100%。
理论工作时间是指完成生产任务所需要的最短时间,实际工作时间是指实际完成生产任务所需要的时间。
生产线平衡率越高,说明生产线工作效率越高,生产周期越短,生产能力越大。
生产线平衡率的计算公式是实用的,可以用来评估生产线的效率,推动企业的发展。
企业可以根据生产线平衡率的变化,对生产线进行调整,使其有效运行,提高生产效率。
通过生产线平衡率的计算,可以更好地控制生产过程,制定有效的生产计划,更有效地提高企业的生产效率,实现企业的实际效益。
生产线平衡率是企业发展的重要参考指标,企业可以根据它来发掘生产线的潜在效率,改善生产线的运行状态,提高生产效率,实现企业的可持续发展。
总之,生产线平衡率的计算公式是企业提高生产效率的重要参考指标,企业可以根据它来发掘生产线的潜在效率,改善生产线的运行状态,提高生产效率,实现企业的可持续发展。