常见焊条焊丝型号牌号对照一览表
- 格式:pdf
- 大小:431.63 KB
- 文档页数:19

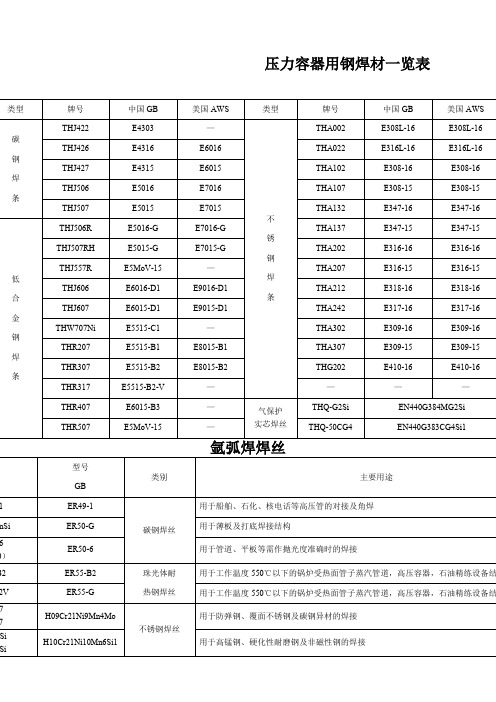

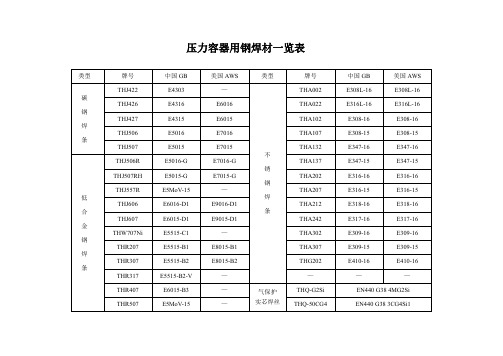
焊条(焊丝)牌号、型号对照表碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条铜及铜合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂* 前面带CH为大西洋焊材公司的牌号。
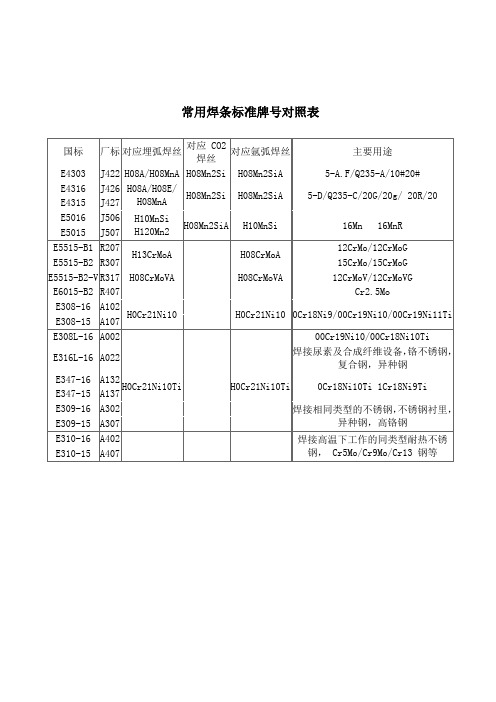
焊条标准牌号对照表焊条新旧牌号对照及适用范围国家标准GB983-77 国家标准GB983-85 国家标准GB983-95 烘干适用于焊接钢材A002 E00-19-10-16 E308L-16 150℃×1h 0Cr19Ni10、0Cr19Ni11Ti;A022 E00-18-12Mo-16 E316L-16 00Cr17Ni14Mo2;A032 E00-19-13Mo2-Cu2-16 E317Mo-CuL-16 0Cr18Ni12Mo2Cu2;A042 E00-23-13Mo2-16 E309MoL-16 00Cr23Ni13Mo2;A062 E00-23-13-16 E309L-16 00Cr23Ni13;A101 E0-19-10-16 E308-16 1Cr19Ni9、Cr19Ni10、0Cr19Ni11;A102 E0-19-10-16 E308-16 0Cr19Ni9、0Cr19Ni11Ti;A107 E0-19-10-15 E308-15 250℃×1h 0Cr19Ni9;A132 E0-19-10Nb-16 E347-16 150℃×1h Cr19Ni11Ti;A137 E0-19-10Nb-15 E347-15 250℃×1h 0Cr19Ni11Ti;A201 E0-18-12Mo2-16 E316-16 250℃×1h(禁反复烘) 0Cr18Ni12Mo2;A202 E0-18-12Mo2-16 E316-16 150℃×1h 0Cr18Ni12Mo2;A207 E0-18-12Mo2-15 E316-15 250℃×1h 0Cr18Ni12Mo2、Cr13、Cr17;A242 E0-19-13Mo3-16 E317-16 150℃×1h Cr19Ni13Mo3;A302 E1-23-13-16 E309-16 Cr23Ni13;A307 E1-23-13-15 E309-15 250℃×1h Cr23Ni13;A312 E1-23-13Mo2-16 E309Mo-16 150℃×1h Cr23Ni13Mo2;A402 E2-26-21-16 E310-16 Cr25Ni20;A407 E2-26-21-15 E310-15 250℃×1h Cr25Ni20;A412 E1-21-21Mo2-16 E310Mo-16 150℃×1h Cr26Ni21Mo2;A422 Cr25Ni20Si2;说明:15、25—碱性,直流反接;16、17、26—钛钙型,交流或直流反接。


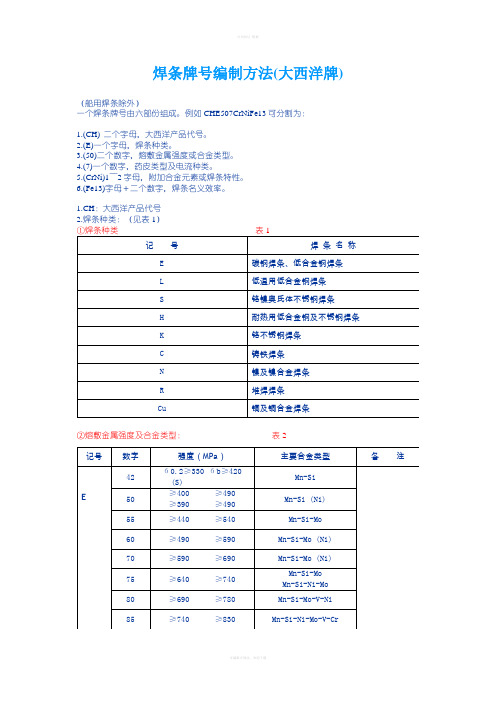
焊条牌号编制方法(大西洋牌)(船用焊条除外)一个焊条牌号由六部份组成。
例如CHE507CrNiFe13可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(E)一个字母,焊条种类。
3.(50)二个数字,熔敷金属强度或合金类型。
4.(7)一个数字,药皮类型及电流种类。
5.(CrNi)1~2字母,附加合金元素或焊条特性。
6.(Fe13)字母+二个数字,焊条名义效率。
1.CH:大西洋产品代号2.焊条种类:(见表1)②熔敷金属强度及合金类型:表2④附加合金元素或焊条特性:⑴附加合金元素分别用该元素连接在药皮类型后,如Cu、Mo等。
⑵焊条特性: (表4)表4熔炼焊剂牌号编制方法一个熔炼焊剂牌号由五部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(1)一个数字,这里是焊剂为无锰型。
牌号第一位数字表示熔炼焊剂中氧化锰的含量,其含量见表1。
4.(3)一个数字,这里是焊剂为高硅低氟。
牌号第二位数字表示焊剂中二氧化硅与氟化钙的含量,其含量见表2。
5.(1)一个数字,牌号第三位数字表示同一类型焊剂中的不同牌号,并按0,1,2,.. 9顺序排列。
表1烧结焊剂牌号编制方法一个烧结焊剂牌号由四部份组成。
例如CHF131可分割为:1.(CH) 二个字母,大西洋产品代号。
2.(F)一个字母,焊剂产品代号。
3.(5)一个数字,这里是焊剂渣系为铝钛型。
牌号第一位数字表示烧结焊剂的渣系,见表3。
4.(01)二个数字,牌号第二、三位数字表示同一渣系焊剂的不同牌号。
碳钢焊条低合金钢焊条不锈钢焊条堆焊焊条铸铁焊条镍及镍合金焊条气体保护焊、埋弧焊、气焊焊丝碳钢及低合金钢用焊剂不锈钢、有色金属及堆焊用焊剂. . .。