马蹄焰池窑设计
- 格式:docx
- 大小:3.00 MB
- 文档页数:26

蓄热式马蹄焰池窑(烧油)的热工计算一、原始资料1、产品:翠绿料机制玻璃瓶罐。
2、出料量:每天熔化玻璃60吨。
5、碎玻璃数量:占配合料量的50%。
6、配合料水分:靠石英砂和纯碱的外加水分带入,不另加水。
7、玻璃熔化温度:1400℃。
8、工作部玻璃液平均温度:1300℃。
10、雾化介质:用压缩空气,预热到120℃,用量为0.6m/公斤油。
11、喷嘴砖孔吸入的空气量:0.5m3/公斤油。
12、助燃空气预热温度:1050℃。
13、空气过剩系数a:取1.2。
14、火焰空气内表面温度:熔化部1450℃,工作部1350℃。
池深方向玻璃液温降:窑池上部为2℃/cm,窑池下部为1℃/cm。
池墙、池底内表面温度按玻璃液温度(1250℃)取用。
17、熔化部窑顶处压力:2米汞柱。
二、玻璃形成过程耗热计算:100公斤湿粉料中形成氧化物的量1、生成硅酸盐耗热(以1公斤湿粉料计;单位是千卡/公斤或千焦);由CaCO3生成CaSiO3的反应耗热量q1q1=367G cao=367*0.082=30.1千卡/公斤*4.184=125.91KJ由Na2CO3生成Na2SiO3的反应耗热量q2q2=227.3G Na2O=227.3*(0.1114+0.00331)=25.98千卡/公斤*4.184=108.71KJ 由硝酸钠生成硅酸钠的反应耗热量q3q3=0由硫酸钡生成BaSiO3的反应耗热量q4q4=0一公斤湿粉料生成硅酸盐耗热q硅q硅= q1+ q2+ q3+ q4=234.62kj=58.23千卡/公斤2.配合料用量计算在配合料中,粉料占50%,碎玻璃占50%。
1公斤粉料需加碎玻璃量50/50=1公斤。
1公斤粉料加上碎玻璃1公斤,得: 1-0.01*24.52+1=1.79公斤玻璃液。
熔成1公斤玻璃液需要的粉料和碎玻璃分别为: G 粉=1/1.79=0.56公斤 G 碎=1/1.79=0.56公斤。
熔成1公斤玻璃液需要的配合料量为 G 料=G 粉+G 碎=0.56+0.56=1.12公斤。

玻璃马蹄焰池窑课程设计说明书集团文件发布号:(9816-UATWW-MWUB-WUNN-INNUL-DQQTY-玻璃窑炉及设计课程设计说明书题目:年产42200吨高白料酒瓶燃油蓄热式马蹄焰池窑设计学生姓名:\学号:院(系):材料科学与工程学院专业:无机非金属材料工程指导教师:2013年6月20日目录1绪论课程设计是培养学生运用《窑炉及设计(玻璃)》课程的理论和专业知识,解决实际问题,进一步提高设计、运算、使用专业资料等能力的重要教学环节。
目的是使学生受到设计方法的初步训练,逐步树立正确的设计观点,增强设计能力、创新能力和综合能力,初步掌握窑炉及其它热工设备设计的基本知识和技能,并对所学窑炉热工理论知识进行验证和深化,为将来从事生产、设计、研究及教学等方面工作打下良好的基础。
同时为毕业设计(论文)奠定良好的基础。
1.1设计依据:(1)设计题目:年产42200吨高白料酒瓶燃油马蹄焰玻璃池窑的设计(2) 原始数据:产品规格:高白酒瓶容量550mL, 重量450g/只行列机年工作时间及机时利用率:325 天,95%机速:QD8行列机高白酒瓶75只/分钟QD6行列机高白酒瓶42只/分钟产品合格率:90%玻璃熔化温度1430℃玻璃形成过程耗热量q玻=2350kJ/kg玻璃液重油组成(质量分数%),见表1 。
1.2简述玻璃窑炉的发展历史及今后的发展动向玻璃生产专用热工设备统称为玻璃窑炉。
玻璃窑炉是玻璃行业生产的心脏,是能源消耗的主要设备。
目前我国正在运行的窑炉以火焰炉为主,能耗水平较高(一般在300~500公斤标煤/吨成品左右,国际先进水平为相当于150~200公斤标煤/吨成品);熔化率低(一般在1。
5~2吨玻璃液/平方米熔化面积·天,国际先进水平为3~3。
6吨工字钢玻璃液/平方米熔化面积·天),周期熔化率低(国际可超过10000吨玻璃液/窑炉运行周期,国内在2400~6200吨玻璃液/窑炉运行周期)这也与我们企业的产品结构、窑炉熔化面积的大小、生产线的合理配置有关;在能源结构方面,我们目前主要选用煤和油,热利用率低且污染严重,而目前国际上则普遍采用天然气和电等清洁能源,热利用率高污染少。
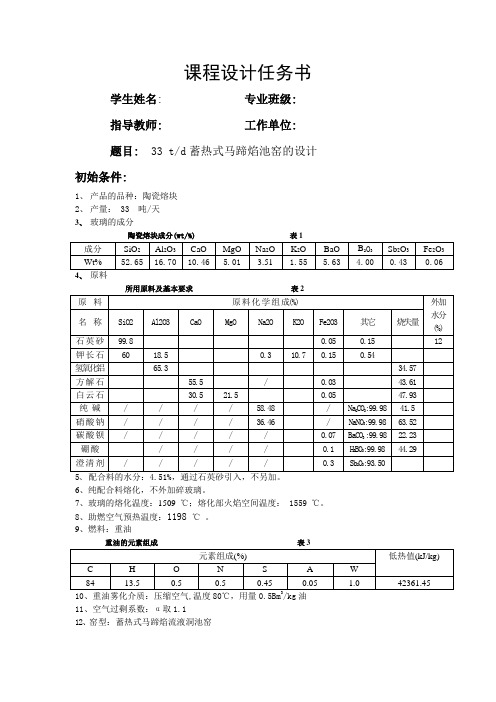
课程设计任务书学生姓名: 专业班级:指导教师:工作单位:题目: 33 t/d蓄热式马蹄焰池窑的设计初始条件:1、产品的品种:陶瓷熔块2、产量: 33 吨/天3、玻璃的成分陶瓷熔块成分(wt/%)表14、原料所用原料及基本要求表26、纯配合料熔化,不外加碎玻璃。
7、玻璃的熔化温度:1509 ℃;熔化部火焰空间温度: 1559 ℃。
8、助燃空气预热温度:1198 ℃。
9、燃料:重油重油的元素组成表310、重油雾化介质:压缩空气,温度80℃,用量0.5Bm/kg油11、空气过剩系数:α取1.112、窑型:蓄热式马蹄焰流液洞池窑要求完成的主要任务:一、撰写设计说明书,主要内容包括:1、设计依据及相关政策、法律、法规及设计规范2、物料平衡计算(列出计算过程)2.1配料计算2.2去气产物及组成计算3、热平衡计算(列出计算过程)3.1燃料燃烧计算3.2玻璃形成过程所消耗的热量计算3.3燃料消耗量近似计算4、窑炉的结构设计详细说明各部位的作用,各主要参数选择依据,并进行方案对比。
4.1熔化部设计包括熔化部的面积、长、宽、深度、火焰空间及投料口的尺寸。
4.2工作部的设计包括工作部的面积、长、宽、深度及火焰空间的尺寸。
4.3玻璃液的分隔设备的设计4.4出料口的设计4.5小炉口的计算与设计4.6蓄热室的计算与设计4.7烟道与烟囱尺寸的确定5、窑炉耐火材料的设计与选择包括池壁、池底、胸墙、大碹、蓄热室的耐火材料及保温材料的设计与选择。
要求作方案对比,阐述选择依据。
6、窑炉主要技术经济指标①熔化量:②熔化率:③熔化部面积:④冷却部面积:⑤一侧蓄热室格子砖的受热面积:⑥单位熔化部面积所占格子砖受热面积:⑦每公斤玻璃液所消耗的热量:⑧燃料消耗量:⑨玻璃熔成率。
二、用CAD绘制一张窑炉总图(3#图打印)时间安排:18周讲课、查阅资料、设计计算、绘制草图;19周 CAD制图;20周撰写设计说明书、答辩。
指导教师签名:年月日系主任(或责任教师)签名:年月日目录1.设计依据及相关的法律法规 (1)1.1设计的依据:课程设计任务书 (1)1.2国家相关法律、法规及设计规范 (1)1.3马蹄焰窑炉的特点 (2)2.物料平衡计算 (2)2.1配料计算 (2)2.2去气产物及组成计算 (4)3.热平衡计算 (5)3.1燃料燃烧计算 (5)3.2玻璃形成过程中所消耗的热量 (6)3.3燃料消耗量近似计算 (7)4.窑炉的结构设计 (8)4.1熔化部的设计 (8)4.2工作部的设计 (11)4.3玻璃液的分隔设备(流液洞)的设计 (11)4.4出料口的设计 (12)4.5 小炉口的计算与设计 (12)4.6蓄热室的计算与设计 (13)4.7烟道与烟囱尺寸的确定 (15)5. 主要技术经济指标 (16)6. 参考文献 (16)7. 总结 (16)设计题目:33 t/d蓄热式马蹄焰池窑的设计1 设计依据及相关的法律法规设计依据及其基本原则:随着工业生产现代化水平的日益提高,能源供应日趋紧张,在本设计中,为了节约能源、降低成本,采用有效的保温措施。



燃煤气马蹄焰玻璃窑炉小炉和喷火口的设计及工艺操作控制朱柏杨马蹄焰玻璃窑炉的小炉是窑炉的关键部位,它承担组织燃料产生火焰的任务,是窑炉火焰的初始燃烧部位;它还是连接熔化池和回收高温废气热回收的通道。
小炉和喷火口的设计尺寸大小、角度和火焰喷出的速度对燃料燃烧和火焰形状有重要的影响,小炉、喷火口的不合理设计会使燃料燃烧不合理,会使火焰冲击胸墙和大碹,并造成燃料不完全燃烧和废气中氮氧化合物升高,对玻璃窑炉的节能环保运行不利。
因此,如何设计好小炉和喷火口,或者对已经定型运行的马蹄焰窑炉如何合理组织小炉火焰的燃烧工艺,下面作如下几个方面的分析和探讨:一、马蹄焰玻璃窑炉小炉和喷火口的设计:燃料在玻璃窑炉大璇内的燃烧属于扩散式燃烧,助燃空气从舌拱上部和燃气在舌拱下部喷入小炉的速度、厚度及与喷出的交角、燃气与空气的温度、燃气与空气在小炉的合理配比程度等等;首先取决于小炉和喷火口的原始工艺计算和设计布置,而后续的工艺操作控制管理水平决定了出小炉和喷火口火焰形状、燃料在大璇内的燃烧状况,进而影响到火焰对玻璃熔池的热辐射和玻璃配合料的熔制。
目前小炉和喷火口的设计仍以实践经验设计为主,设计和使用管理人员应能用燃烧理论、火焰传热理论去分析、应用和总结实践经验,下面是一些经验设计数据:1、燃煤气小炉下倾角一般在18°—25°范围内选用,燃油小炉一般选用22°—25°,燃烧焦炉煤气、碳氢化合物含量较高的混合煤气和天然气的小炉下倾角可以大些。
在实际生产行中使用重油和石油焦粉的喷火口处的烧嘴砖喷火口枪有5°左右的上仰角,在采用天然气和焦炉煤气时的仰角还要更大些,其目的是让火焰与玻璃液面平行,烧嘴砖一般安装在距喷火口砖0~600mm的位置。
2、小炉喷火焰出口速度(或喷火口面积),小炉喷出口速度一般参照小炉喷出口处相应温度的空气速度来进行计算比较合适。
同时,小炉内煤气火焰的初期着火燃烧点应控制在小炉长度的1/2~2/3,火焰在喷火口的速度控制在8~10m/s之间,对于碳氢化合物含量较高的混合煤气,小炉的设计宽度以取较大值为好。
马蹄焰窑的工作原理或生产过程是什么,在蓄热室设计时,是让烟气直接通过蓄热室进入烟道,而蓄热室是一个用耐火材料砌成的空心格子的加热室。
发生炉煤气池窑的蓄热室同时预热空气和煤气,并在小炉内相互混合和预燃。
因此,冷空气和发生炉煤气进入蓄热室后经反复上升与下沉,将格子砖上的热量充分吸收并充分预热,使燃料释放出更多的热量。
烟气在反复上升与下沉的过程中,热量被格子砖充分吸收并蓄积,只有少量热量被废气所带走,绝大部分热量被充分利用到工作中去。
针对浮法玻璃熔窑在超期运行过程中出现的一系列烧损现象,采用多种措施对窑炉进行热修,使窑龄延长一年多。
介绍了在各部位进行热修的具体实施方法。
窑炉的正确使用以及关键部位的维护、保养是延长窑炉使用寿命、延长全线设备使用周期、提高经济效益的根本。
在窑炉后期,热修和维护的工作量会更大,如果维护和保养不及时,方法不创新,达到设计窑龄尚且是难事,更谈不上延长窑炉寿命。
国内某浮法厂在窑炉后期,通过大胆创新的热修、热补以及工艺改进措施,使窑炉使用寿命延长了一年多,为其他浮法玻璃企业在延长窑炉使用寿命方面提供了宝贵经验。
该浮法玻璃熔窑原设计窑龄为3年,至1999年初,已安全运行了3年2个月,超过了设计窑龄。
运行期间,该熔窑先后经历过5次改色,其烧损状况及设备老化状况已严重危及到生产的安全与稳定,按常规计划必须进行冷修。
为减少投资,降低生产成本,决定将该浮法线本届窑龄延长1~1.5年。
熔窑经过三年多的运行,池底、池壁及胸墙、大碹、格子体、小炉碹顶、蓄热室前墙、小熔化部顶碹等部位严重烧损,针对不同部位,采取不同措施,使该处的状况得以缓解。
2 技术措施2.1 加固角铁解决池底砖缝变大的问题上届冷修时,为节约成本,熔窑池底砖没有更换,当时,3#小炉之前的池底砖缝已大于20mm。
在冷修期间专家对该情况作出鉴定:该浮法线以生产着色玻璃为主,本届窑期不能生产粘度较小的透明玻璃,以尽量减小玻璃液的流速,缓解对池底砖的冲刷。
马蹄焰池窑设计范文引言:一、马蹄焰池窑的设计原理二、马蹄焰池窑的结构设计1.燃烧室:燃烧室一般呈圆形或半圆形,其设计要考虑到燃料的燃烧效率和热能的传输效果。
燃烧室通常由耐高温材料制成,如耐火砖等。
燃烧室的顶部设有燃料进料口,以供燃料的添加。
燃料进料口应设计合理,以保证燃料的均匀燃烧。
2.通风管道:通风管道主要起到热能传输的作用。
燃烧室中的燃料燃烧后产生的热气通过通风管道传输到窑腔中,使陶瓷得以加热和烧制。
通风管道通常由金属材料制成,以保证热气的顺利传输。
通风管道的设计要考虑到热能的损失和烟尘的排放问题。
3.窑腔:窑腔是陶瓷材料的烧制空间,其形状和尺寸可根据具体需求进行设计。
一般来说,窑腔的底部设有燃烧室和通风管道的连接口,以便热气的引入。
窑腔的内部应平整且无尖角,以避免陶瓷材料的破损。
窑腔的门口应设有可开合的门,以便陶瓷的取出和放入。
三、马蹄焰池窑的工作过程1.燃料的添加:在燃烧室的顶部设有燃料进料口,燃料可以是木柴、煤炭或天然气等。
燃料的添加要均匀,以保证燃烧的稳定性和效率。
2.燃烧过程:燃料在燃烧室中燃烧,产生大量的热气和火焰。
热气通过通风管道传输到窑腔中,使陶瓷材料得以加热和烧制。
燃烧过程需要进行控制,以保证燃烧的稳定性和有效性。
3.陶瓷的烧制:热气通过窑腔中的陶瓷材料,使其逐渐加热并烧结。
烧制过程中需要控制热气的温度和流动速度,以保证陶瓷的质量。
烧制时间的长短和烧制温度的高低可以根据具体需求进行调整。
四、马蹄焰池窑的优缺点1.热能利用效率高:燃烧室与窑腔分离,热气通过通风管道传输,使热能得到充分利用。
2.烧制效果好:热气的温度和流动速度可以进行调控,使陶瓷的烧制效果更佳。
3.结构简单:马蹄焰池窑的结构相对简单,制造成本较低。
然而,马蹄焰池窑也存在一些缺点:1.空间利用率低:马蹄焰池窑的结构占用空间较大,不适合场地狭小的地方。
2.烟尘排放问题:燃料的燃烧会产生大量的烟尘,对环境造成污染。
总结:马蹄焰池窑是一种传统的窑炉形式,以其特殊的结构和独特的燃烧方式在陶艺界得到广泛应用。
玻璃马蹄焰窑炉结构设计The document was prepared on January 2, 2021第二章结构设计熔化部设计熔化率K值确定瓶罐玻璃池窑设计K值在—为宜.熔化率取的过小,窑炉不节能,取得过大,熔化操作困难,或是达不到设计容量,本次取m2·d.理由如下:目前国外燃油瓶罐玻璃窑炉熔化率均在以上,而我国却在左右,偏低的原因:1整个池窑缺少有助于强化熔融的配套设计.2操作管理,设备,材料等使得窑后期生产条件恶化.由于这些影响熔化能力的因素,现在瓶罐玻璃K值偏小.在全面改进窑炉结构和有关附属设备后,根据国内耐火材料配套情况和玻璃原料量与制备情况.采取了K=t/m2·d.熔化池设计1确定来了熔化率K值:熔化部面积 100/=40m2.2熔化池的长、宽、深:L×B×H=8000mm×5000mm×1200mm本设计取长宽比值为.长宽比确定后,在具体确定窑池长度时,要保证玻璃液充分熔化和澄清,并考虑到砖窑材料的质量以及燃烧火焰的情况,一般要求火焰转向点在窑长的2/3处.窑长应≥4m .在确定窑池宽度时,应考虑到火焰的扩展范围,此范围取决于小炉宽度、中墙宽度两个小炉的间距,小炉的间距,既要便于热修,又不要降低火焰的覆盖面积,一般小炉之间的通道宽度取~1.2 m .窑池宽度约为2~7m.长宽选定后,当然具体尺寸还要按照池底排砖情况最好是直缝排砖作出适量调整,池底一般厚为200~300m.具体的池底排列会在后面设计的选材方面进行说明.这里先不做细讲.综上 ,本次选用L=8m ,B=5m.窑池深度一般根据经验确定.池深一般在900—1200mm为宜.池深不仅影响到玻璃液流和池底温度,而且影响玻璃液的物理化学均匀性以及窑炉的熔化率.一般池底温度在1200—1360℃之间较为合适.池底温度的提高可使熔化率提高.但池底温度高于1380℃时,需要提高池底耐火材料的质量及品种,否则则会加速池底的侵蚀并降低炉龄,且会增加玻璃球的结石含量,这对后道拉丝生产是不利的,影响池底温度的决定性因素是玻璃的铁含量和玻璃气氛.当Fe2O3含量在—%范围内时,池深800—1200mm的玻璃球窑,其垂直温降约为15—30℃/100mm6.表2-1 中国池窑熔化池池宽注:池底保温时,表1-2中池深值增加20%-30%6.故熔化池深度预先取:H=1.2m .熔化池的深度,在本设计中我们一改以往国内设计的传统经验即:熔化区与澄清区池深一致的设计观点,改为更科学有效的加深澄清区,加深幅度为200mm ,加深到1400mm,即H=1400mm,后面会进行复核.同时加设窑坎和鼓泡装置.火焰空间本次设计:采用B火=5400mm,B熔=24 KJ/m3·h.本次设计:采用火焰高度为1500mm,火焰空间宽度为5400mm,煊升高1/8,为675mm.火焰空间长度为窑炉长度8000mm.从理论上解释:扩大火焰空间,有利于燃料完全燃烧,稳定火焰,在窑体保温的情况下扩大火焰空间对该部位的散热损失,影响极小,相反,由于燃料完全燃烧,使得燃料在窑池空间内的燃烧技术效率提高也即有更多的热量用于加热熔池和玻璃液.其次,以气流动力流型来考虑,也要求在火焰与大碹之间有一股循环气流来保护大碹,并有助于把火焰流股压向液面.本设计采用大的火焰空间结构,因为尽量大的火焰空间适合燃油火焰的刚性好,不发飘的特点,有利于充分燃烧.所以在窑宽5000mm的基础上,两边总共加宽400mm即这样可以保证在高的熔化率的同时降低熔化部的热负荷.加料口的设计投料时熔制过程中的重要工艺环节之一,它关系到配合料的熔化速度、熔化区的热点位置、泡界线的稳定,最终会影响到产品的质量和产量.加料口是马蹄焰玻璃池窑的重要部位之一.熔化工艺和所选用的加料机对加料口的要求,其设计必须能使配合料呈薄层或小堆状均匀稳定地进入熔化池,形成一个便于熔化作业调节的“圈式”配合料流型,均布在熔化部玻璃表面,加料口是池窑结构上的薄弱环节,容易损坏,设计时应合理加大、加长配合料进入熔化池的通道,以减少玻璃液因接触耐火材料的损坏.同时,还要对火焰有较好的密封,防止火焰对加料口上部材料造成损坏并减少滋流热量损失3.设一个加料池, 单侧加料,加料口呈斜喇叭形, 向前墙倾斜10°,向后墙倾斜3°,预熔池长1600mm.配以悬挂式密封加料机, 既减少了料粉飞扬, 又减少了辐射热损失, 同时还加速了配合料的熔化.1采用单侧加料与采用两侧加料相比,可相应减少窑头仓,使配合料的输送和贮存更为简单,同时也减少加料口的热损失,降低投资成本15.2.加料池加料池采用大的预熔池,使配合料在预熔池中的到充分加热,提高熔制效率,梯形的池型有助于配合料形成“圈式”料流.从而提高熔融效果,提高配合料在窑炉中的路程距离,得到更多来自火焰的热量,提高熔化率,能量的利用率和熔化效果,j加料口采用内宽外窄型,内开口1300mm,外开口800mm.窑坎与鼓泡设计窑坎高为1/2D=600mm,宽400mm,用二层200mm厚的砖错缝.熔窑坎设置在熔池中鼓泡点窑炉的2/3处以后766.7mm处,窑坎高度600mm,为双层砖铺排,总宽度为400mm.熔化区内底部玻璃液通过窑坎是有一个爬升过程.这样增强了热量的交换,使玻璃液温度升高,黏度降低,有助于玻璃液中气泡的排出.此外,减少澄清区玻璃液回流量,降低热损失.分隔装置设计火焰空间分隔装置火焰空间的分隔采用全分隔结构两道墙,全分隔能消除熔化部温度的波动对工作池的影响,这样比较稳定的控制了工作池内玻璃液的温度,保证了制瓶机成型温度的稳定.玻璃液分隔装置用倾斜式流液洞,熔化部与工作部两道墙完全分隔流液洞尺寸.流液洞长×宽×高=1200×400×300mm.冷却部的设计工作池一般工作池半径小于等于熔化池池宽,工作池深度浅于熔化池池深300—400mm8.工作池面积占熔化面积20-25%.本次设计:矩形工作池,长×宽×高=1200×5000×600mm工作池面积:6.0m2,占熔化部面积的15%.现在的工作池正在朝着小面积浅工作池发展,工作池由于与熔化池相对独立,所以其形状不受其他因素影响,一般马蹄焰池窑工作部占熔化面积的10—15%,深度一般为~0.9m.小面积的工作池设计,池深较浅,静压小,从而减少了玻璃液的回流,保证玻璃液的质量.热源供给部分的设计小炉本次设计综合考虑改进:第一,小炉长度取3m;小炉下倾角为23°;小炉底的下倾角为18°.第二,小炉底下操作空间尺寸,由于该处的操作环境差,故取大一点的数据,当然也不能太大,取4.0m;小炉底外表面到操作走台的高度,以操作员走路不低头为准,取1.8m.第三,小炉口的尺寸,小炉出口煊的股跨比最好为1/8,小炉口出口煊的煊砖厚度为0.4m,小炉出口煊的长度为0.6m.综合来说:(1)油喷嘴安装在小炉口下面,喷嘴中心离液面高度约为200mm,油枪上倾5 o .(2)油喷嘴一般距池墙外壁为400mm,小炉口安装2支油喷嘴时,喷嘴直径为4.0mm,油喷嘴间距为600mm.(3)蓄热式马蹄焰池窑空气出口速度为8m/s,一般空气的平均预热温度以1300℃为考虑.回火速度为13m/s;喷口的总面积占熔化池面积的3%——空气出口面积为0.2m.(4)首先小炉口要扁而宽,宽的小炉口可以在熔化区形成一宽而热量集中的火焰覆盖面,有利于对于配合料的加热.马蹄焰空气出口宽高比取,出口宽取1500mm,高取357mm;油喷嘴下倾角为25%;补充来说,为使空气与油雾混合良好,可使小炉地板下斜5°,同时适当加长水平通道,水平通道长度为2750mm6.(5)再次,小炉中心线与熔化池中心线要有一定的夹角3~6度.这样可以避免火焰冲刷胸墙,也有利于火焰的转向.最后,小炉通道后部用竖向缝与蓄热室分开.这样可以确保窑炉与蓄热室这两部分结构的热膨胀不受阻碍17.余热回收部分的设计蓄热室本次设计:采取在国内外普遍使用的多通道箱型蓄热式,使空气获得较高的预热温度,死角较少,也可选用最适宜的耐火材料,经济实惠.先进蓄热室首先要具有高的蓄熔比和高的预热温度,高的余热回收效率.为了实现这些目标设计中采用了各项性能指标优越的八角筒形格子砖,增加了格子体高度使,使通道内气体保持了最有利的速度.蓄熔比为51:1左右,格子体体积/熔化面积=3.07m3/m2.格子体体积为122.8 m3,细长比,采用八角筒形状为格子体,格子体主要尺寸:4180×3200×9600mm,格孔尺寸160×160mm.经验设计:蓄熔比:51:1,F=51×40=2040m2 F=2040 m2=4×160×160/2×160+160=160 mm格子体当量直径 dG单位格子体受热表面积为:14.94 m2格子体体积为:V=2040/=136.455 m3细长比取H/LB= H/LB= H×LB=所以:H= m LB=14.17 m长宽比宽=3.2m=3200 mm排13块格子体即:3120 mm,预留80 mm膨胀.所以实际蓄热室宽为3200 mm长=4.32m=4320 mm 布17块格子体即:4080 ,预留100 mm膨胀所以实际蓄热室长为:4180 mm格子体为间歇层错位码砌.格子体砖高120 mm 所以格子体为80层,格子体高度为9.6 m.6排烟供气部分的设计为使窑炉作业连续、正常、有效的进行,设置了马蹄焰池窑排烟供气部分,它包括:支烟道、总烟道、换向设备闸板及烟囱等6.由于烟道内的烟气温度较低烟气出蓄热室的温度约为600℃左右,到烟囱根的温度约为400℃左右,因此烟道内墙、底和碹均采用粘土质耐火砖砌筑.眼到底,墙和碹都进行保温,地下水位高的地方或室外烟道还应做防水层.玻璃熔炉的烟囱现在多用钢筋混凝土浇注,内衬粘土质耐火砖.烟囱高度采用40m,玻璃池窑采用高度﹤50m的砖烟囱.烟道中废气流速取2标/s;烟道截面高度取700mm,宽度取600mm.爬坡高度取30°.结论实践证明,引进窑的熔化率、能耗及炉龄等主要技术指标与国内自行设计的池窑相比确实有明显的优点.综合上述的研究成果,国外设计的瓶罐玻璃池窑有几个突出的优点,本次设计选择性的引鉴了一些.第一、采用一系列有助于强化熔融的措施1小炉具有足够的宽度,以便布置多支油枪.2助燃空气具有较高的喷出速度,小炉的造型必须有利于使空气流保持规定的方向和足够的势能,以有利于与油雾的混合燃烧.3选用火焰的最高温度能集中在化料区达到强化熔融条件的燃油喷嘴.4选用有利于料堆分布加速料堆熔化和防止料堆分层熔化以及加料口密封程度高的加料机.5保证火焰空间具有合理的宽度和高度6尽可能提高助燃空气的预热温度第二、采用有效技术措施来稳定工艺制度和保证玻璃液的熔制质量1采用鼓泡和窑坎2火焰空间全分隔,采用分配料道形式3通过有效的控制手段来稳定池窑的各项工艺参数4烟囱具有足够富裕的抽力第三、尽量降低玻璃液流进流液洞时的温度和减少回流.第四、各部位配套选用优质耐火材料,严格要求砖材的外形规格和施工质量第五、加强窑体密封,采用高保温技术.通过采用一系列有助于强化熔融和各种能稳定熔制工艺制度的措施,使K值保持在~是可以达到的.本次设计在K=是合理可行的.对于设计池窑各部位配套选用优质的耐火材料;严格研究砖材的外形规格及施工质量;只是烤窑时的炉体膨胀,所以,在高熔化率的情况下,其炉龄扔能保证达到6~7年.退一步来说,就算选用的是国产材料配套,达到4年以上是完全可以的.。

第4章马蹄焰池窑 窑内火焰呈马蹄形流动(在窑内呈U形),仅在熔化部的前端设置一对小炉的玻璃池窑称为马蹄焰池窑(有时亦称U形池窑)。
其示意图如图4—1所示。
马蹄焰池窑的优点是:ⅰ.热利用率高。
马蹄形火焰在窑内呈“U”形,长度可达熔化池长度的1.3~1.5倍,行程较长,因而燃料燃烧充分,同时窑体表面积小,热散失量较少,可提高热利用率,降低燃料消耗。
目前先进的大型马蹄焰池窑比相同熔化面积的横焰池窑热耗量低15~20%。
ⅱ.结构简单,造价低,只有一对小炉布置在熔化池端墙上,而横焰池窑一般有3对以上的小炉,且布置在熔化池两侧,这将使横馅池窑结构复杂,砌筑困难,同时横焰池窑占地面积大,建窑和建厂房的费用都比马蹄焰池窑高,建一座马蹄焰池窑的费用比建同等规模的横焰池窑低25%~30% 马蹄焰池窑的缺点是: ⅰ.沿窑长方向难以建立必要的热工制度,火焰覆盖面积小,在炉宽度上的温度分布不均匀,尤其是火焰换向带来了周期性的温度波动和热点(即玻璃液最高沮度的位置)的移动, ⅱ.一对小炉限制了炉宽,也就限制了炉的规模; ⅲ.燃料燃烧喷出的火焰有时对配合料料堆有推料作用,不利于配合料的熔化澄清,并对花格墙、流液洞盖板和冷却部空间砌体有烧损作用。
马蹄焰池窑与横焰池窑的比较见表4—1。
由于以上特点,马蹄焰池窑已被广泛用于制造对玻璃质量无特别要求的各种空心制品(如瓶罐、器皿、化学仪器、泡壳、玻璃管)、压制品和玻璃球等,其最大熔化面积可达90m2。
4.1 马蹄焰池窑的结构4.1.1 窑池 马蹄焰池窑结构设计的内容是根据生产规模的大小来因地制宜地确定窑池各部位的形第89页式、尺寸和材料。
设计要依据窑炉热工理论、池窑工作原理和生产实践经验,还要进行必要的经验计算。
(1)窑池尺寸 窑池是玻璃熔窑的主要部分。
它的熔化面积、长宽比和池深等几何尺寸必须符合工艺与结构的要求。
①熔化面积熔化部窑池面积按已定的熔窑规模(日产量)和熔化率(常用K表示)估算。
陕西科技大学窑炉及设计(玻璃)课程设计任务书学院材料科学与工程专业无机非金属材料工程班级学生:题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计课程设计从20 年月日起到20 年月日1、课程设计的内容和要求(包括原始数据、技术要求、工作要求等):(1) 原始数据:a.产品规格:青白酒瓶容量500mL, 重量400g/只b.行列机年工作时间及机时利用率:313 天,95%c.机速:QD6行列机青白酒瓶38只/分钟d.产品合格率:90%e.玻璃熔化温度1430℃f.玻璃形成过程耗热量q玻=2350kJ/kg玻璃液g.重油组成(质量分数%),见表1 。
表1 重油组成(2) 设计计算说明书组成(手写于课程设计专用纸上)参考目录如下1.绪论1.1设计依据1.2简述玻璃窑炉的发展历史及今后的发展动向1.3对所选窑炉类型的论证1.4有关工艺问题的论证2.设计计算内容2.1日出料量的计算2.2熔化率的选取2.3熔窑基本结构尺寸的确定2.4燃料燃烧计算2.5燃料消耗量的计算2.6小炉结构的确定与计算2.7蓄热室的设计2.8窑体主要部位所用材料的选择和厚度的确定3.主要技术经济指标4.对本人设计的评述参考文献设计说明书格式见《陕西科技大学课程设计说明书撰写格式暂行规范》。
(3)图纸要求采用绘图纸铅笔绘制,图纸断面见参考图。
图幅大小见表3。
各断端面绘图比例必须一致。
表3 图纸要求2、对课程设计成果的要求〔包括图表、实物等硬件要求〕:设计计算说明书一套,窑炉图纸两张。
3、课程设计工作进度计划:指导教师:日期:教研室主任:日期:目录1 绪论 (1)1.1 设计依据 (1)1.2 玻璃窑炉的发展历史及今后的发展动向 (1)1.3 窑炉类型选用的论证 (3)1.4 有关工艺问题的论证 (3)2 设计计算内容 (5)2.1 日出料量的计算 (5)2.2 熔化率的选取 (5)2.3 熔窑基本结构尺寸的确定 (6)2.3.1 各部位面积的计算与确定 (6)2.3.2 窑池长度、宽度的确定 (6)2.3.3 池窑深度的确定 (7)2.3.4 窑体主要部位所用材料的选择和厚度的确定 (7)2.4 燃料燃烧计算 (9)2.4.1 理论空气需要量及燃烧产物量的计算 (9)2.4.2 理论烟气量的计算 (9)2.5 燃料消耗量的计算 (10)2.5.1 燃料消耗量 (10)2.5.2 窑炉热量收入 (10)2.5.3 校核各项经济指标 (11) (11)2.5.4 熔化热效率η熔2.6 小炉结构的确定与计算 (11)2.6.1 初定小炉尺寸 (12)2.6.2 小炉的尺寸 (12)2.6.3 燃油烧嘴类型及个数 (12)2.6.4 小炉口材质 (12)2.7 蓄热室的设计 (12)2.8 窑体主要部位所用材料的选择和厚度的确定 (13)3 主要技术经济指标 (14)4 除尘与环保 (15)5 对本人设计的评述 (15)参考文献 (16)1 绪论课程设计是培养学生运用《玻璃窑炉及设计》课程的理论和专业知识,解决实际问题,进一步提高设计、运算、使用专业资料等能力的重要教学环节。
窑炉及设计(玻璃)课程设计说明书题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计学生姓名:学号:院(系):材料科学与工程学院专业:无机非金属材料工程指导教师:2012 年 6 月 17 日陕西科技大学窑炉及设计(玻璃)课程设计任务书材料科学与工程学院无机非金属材料工程专业班级学生:题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计课程设计从2012 年 6 月 4 日起到2012 年 6 月17 日1、课程设计的内容和要求(包括原始数据、技术要求、工作要求等):(1) 原始数据:a.产品规格:青白酒瓶容量500mL, 重量400g/只b.行列机年工作时间及机时利用率:313 天,95%c.机速:QD6行列机青白酒瓶38只/分钟d.产品合格率:90%e.玻璃熔化温度1430℃f.玻璃形成过程耗热量q玻=2350kJ/kg玻璃液g.重油组成(质量分数%),见表1。
表1 重油组成(2) 设计计算说明书组成(电子纸质版)参考目录如下1.绪论1.1设计依据1.2简述玻璃窑炉的发展历史及今后的发展动向1.3对所选窑炉类型的论证1.4有关工艺问题的论证2.设计计算内容2.1日出料量的计算2.2熔化率的选取2.3熔窑基本结构尺寸的确定2.4燃料燃烧计算2.5燃料消耗量的计算2.6小炉结构的确定与计算2.7蓄热室的设计2.8窑体主要部位所用材料的选择和厚度的确定3.主要技术经济指标4.对本人设计的评述参考文献设计说明书格式见《陕西科技大学课程设计说明书撰写格式暂行规范》。
(3)图纸要求采用绘图纸铅笔绘制,图纸断面见参考图。
图幅大小见表3。
各断端面绘图比例必须一致。
表3 图纸要求2、对课程设计成果的要求〔包括图表、实物等硬件要求〕:设计计算说明书一套,窑炉图纸两张。
指导教师:日期:教研室主任:日期:目录1.绪论1.1设计依据61.2简述玻璃窑炉的发展历史及今后的发展动向61.3对所选窑炉类型的论证71.4有关工艺问题的论证82.设计计算内容102.1日出料量的计算102.2熔化率的选取102.3熔窑基本结构尺寸的确定102.4燃料燃烧计算142.5燃料消耗量的计算152.6小炉结构的确定与计算172.7蓄热室的设计192.8窑体主要部位所用材料的选择和厚度的确定203.主要技术经济指标204.对本人设计的评述225. 参考文献231、绪论课程设计是培养学生运用《玻璃窑炉及设计》课程的理论和专业知识,解决实际问题,进一步提高设计、运算、使用专业资料等能力的重要教学环节。
马蹄焰池窑设计窑炉及设计(玻璃)课程设计说明书题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计学生姓名:学号:院(系):材料科学与工程学院专业:无机非金属材料工程指导教师:2012 年 6 月 17 日陕西科技大学窑炉及设计(玻璃)课程设计任务书材料科学与工程学院无机非金属材料工程专业班级学生:题目:年产1.2万吨玻璃酒瓶燃油马蹄焰池窑的设计课程设计从2012 年6 月4 日起到2012 年6 月17 日1、课程设计的内容和要求(包括原始数据、技术要求、工作要求等):(1) 原始数据:a.产品规格:青白酒瓶容量500mL, 重量400g/只b.行列机年工作时间及机时利用率:313 天,95%c.机速:QD6行列机青白酒瓶38只/分钟d.产品合格率:90%e.玻璃熔化温度1430℃f.玻璃形成过程耗热量q玻=2350kJ/kg玻璃液g.重油组成(质量分数%),见表1。
表1 重油组成(2) 设计计算说明书组成(电子纸质版)参考目录如下1.绪论1.1设计依据1.2简述玻璃窑炉的发展历史及今后的发展动向1.3对所选窑炉类型的论证1.4有关工艺问题的论证2.设计计算内容2.1日出料量的计算2.2熔化率的选取2.3熔窑基本结构尺寸的确定2.4燃料燃烧计算2.5燃料消耗量的计算2.6小炉结构的确定与计算2.7蓄热室的设计2.8窑体主要部位所用材料的选择和厚度的确定3.主要技术经济指标4.对本人设计的评述参考文献设计说明书格式见《陕西科技大学课程设计说明书撰写格式暂行规范》。
(3)图纸要求采用绘图纸铅笔绘制,图纸断面见参考图。
图幅大小见表3。
各断端面绘图比例必须一致。
表3 图纸要求2、对课程设计成果的要求〔包括图表、实物等硬件要求〕:1、绪论课程设计是培养学生运用《玻璃窑炉及设计》课程的理论和专业知识,解决实际问题,进一步提高设计、运算、使用专业资料等能力的重要教学环节。
目的是使学生受到设计方法的初步训练,逐步树立正确的设计观点,增强设计能力、创新能力和综合能力,初步掌握窑炉及其它热工设备设计的基本知识和技能,并对所学窑炉热工理论知识进行验证和深化,为将来从事生产、设计、研究及教学等方面工作打下良好的基础。
同时为毕业设计(论文)奠定良好的基础。
1.1 设计依据(1)设计内容:年产1.2万吨青白料酒瓶燃油蓄热式马蹄焰池窑设计。
(2)原始数据:h.产品规格:青白酒瓶容量500mL, 重量400g/只i.行列机年工作时间及机时利用率:313 天,95%j.机速:QD6行列机青白酒瓶38只/分钟k.产品合格率:90%l.玻璃熔化温度1430℃m.玻璃形成过程耗热量q玻=2350kJ/kg玻璃液n.重油组成(质量分数%),见表1 。
表1-1 重油组成1.2 玻璃窑炉的发展历史及今后的发展动向玻璃窑炉是熔制玻璃的热工设备,利用燃料的化学能、电能、或其它能源产生的热量。
造成可控的高温环境,使玻璃配合料在其中经传热、传质、和动量传递过程,完成了物理和化学变化,经过熔化、澄清、均化和冷却等阶段,为生产提供一定数量和质量的玻璃液。
玻璃窑炉可分为玻璃熔窑、玻璃退火窑、玻璃加工用的窑炉。
我国玻璃行业约拥有玻璃窑炉4000~5000座,生产各种玻璃2800~3500万吨。
其中大部分玻璃窑炉基本上都是火焰池窑、其基本结构为:玻璃容制、热源供给、余热回收、排烟供气部分。
目前我国主要耗用能源(主要燃料为煤炭、重油、天然气及电等)折合标准煤1700~2800万吨。
平板玻璃国内平均能耗为7800kJ/kg玻璃液,比国际先进水平高出30%,窑炉热效率相比低12%。
玻璃窑炉节能潜力很大,走可持续发展的新路。
表1-2 玻璃窑炉发展历程阶段燃料窑型窑龄古代木材直火式坩埚窑几个月奠基煤炭坩埚窑,发明池窑0.5年~1.0年缓慢煤炭1920~1945年池窑1~2年飞跃高热值1945~1960年池窑3~4年持续高热值1960~至今池窑7~8年我国现阶段的玻璃池窑主要由平板池窑、蓄热室马蹄焰流液洞池窑等,其中蓄热室马蹄焰池窑是应用叫普遍的池窑,另外,我国玻璃窑炉还有坩埚窑、电熔窑和浮法玻璃池窑。
近年来,随着科学技术的进步和人们的环保意识的增强,国内国外出现许多新技术、新设备,如减压澄清、纯氧燃烧、纯氧助燃,顶插全电熔窑,澄清池,三通道蓄热室等。
通过采用新技术、新工艺,可进一步降低能耗,提高玻璃液质量,减少环境污染,走出一条节能环保的可持续发展道路。
1.3 窑炉类型选用的论证本设计选用蓄热室马蹄焰流液洞池窑:优点:(1)热利用率高,火焰行程长,因而燃烧充分;同时窑体表面积小,热散失量较少,可提高热利用率,降低燃料消耗;(2)一对小炉,占地小,投资省,燃耗较低,操作维护简便。
缺点:(1)延窑长方向难以建立必要的热工制度,火焰覆盖面小,窑宽温度分布不均匀,有周期性温度波动和热点的移动;(2)一对小炉限制了炉宽,也就限制了炉的规模;(3)燃料燃烧有时喷出的火焰对配合料料堆有推料作用,不利于配合料的熔化澄清,并对花格墙、流液洞盖板和冷却部空间砌体有烧损作用。
其适用范围为各种空心制品、压制品和玻璃球的生产。
1.4 有关工艺问题的论证合理的玻璃熔制制度是正常生产的保证:(1)温度制度:一般是指延窑长方向的温度分布,用温度曲线表示,温度曲线是一条由几个温度测定值连成的折线。
目前,测温点并不完全一致,一般选择容易测量的位置,室内温度决定于很多可变因素,必须调节影响窑内温度的各个因素,使温度相对稳定,马蹄焰池窑,最重要的是定热点的数值和位置。
图1-4-1 温度制度曲线“窑温”指胸墙挂钩砖温度,依靠燃料消耗比例调节;马蹄焰和纵焰池窑的热点值取决于熔化玻璃的品种、燃料和耐材质量;热点位置选在熔化部的1/2~2/3处,不易控制。
(2)压力制度:池窑压力制度用压力分布曲线表示,在马蹄焰池窑中采用气流压力分布,即整个气体流程的(从进气到排烟)压力分布,窑压控制在微正压,窑压使用仪表测量和控制,采取位置是在澄清带大碹下。
图1-4-2压力分布图(3)泡界限制度:人为确定玻璃液热点位置。
马蹄焰池窑稳定性不很强。
(4)液面制度:液面的玻璃不仅能加速池壁砖的侵蚀,还严重影响成形工作,玻璃液面之所以波动是因为投料量和成形量不平衡。
目前难以做到连续投料,力求减小波动。
本设计为±0.5mm,控制仪表用激光液面控制系统,安装在供料道或工作池,依靠控制加料机的加料速率来进行调节。
(5)气氛制度:一般来说玻璃池窑内要求燃料燃烧充分,所以火焰都是氧化焰或中性。
本设计采用氧化焰,所以d﹥1。
(6)换向制度:池窑定期倒换燃烧方向。
使蓄热室格子体系统吸热和换热交替进行。
换向间隔一般为20~30/min,烧重油熔窑,换向时先关闭油阀,然后关小雾化剂阀,留有少量雾化剂由喷嘴喷出。
(7)加料方式:采用单侧加料。
2.设计计算内容2.1 日出料量的计算由年产量和原始数据确定:行列机年产合格瓶量(吨/年)m为单台QD6m=机速(只/分钟)×60×24×瓶重×10-6×行列机年工作时间×机时利用率×产品合格率:m=38×60×24×400×10-6×313×95%×90%=5857.55712吨/年(2-1-1)QD6因设计要求年产量为12000吨/年的玻璃酒瓶,则选用行列机台数n=12000/5857.6=3QD6故玻璃熔窑日出料量G(t/d)G=机速(只/分钟)×60×24×瓶重(g/只)×10-6×台数G=38×60×24×400×10-6×3=65.7t/d(2-1-2)2.2 熔化率的选取熔化率是玻璃熔窑的一个重要的技术指标,它是指窑池每平方米熔化面积每昼夜熔化玻璃液量,单位kg/(m2·d)。
熔化率的选择与玻璃品种、原料组成、配合料中碎玻璃的掺入率,熔化温度,燃料种类与质量,制品质量要求,窑型结构,熔化面积,加料方式和新技术的采用有关,考虑熔化率时还要考虑玻璃的熔制质量,窑炉寿命和管理水平,要从实际出发,全面考虑,力求取得较好的经济效果。
,表4-2,取熔化率为K=2.0 t/(m2·d)参考教材A,P922.3 熔窑基本结构尺寸的确定2.3.1 各部位面积的计算与确定(1)熔化部面积计算一般蓄热室马蹄焰池窑的熔化面积为15~60 m 2,熔化部面积按已定的熔窑规模(日产量)和熔化率k 估算,由教材A ,P 98,式(4-1)有: 熔化池面积:F 熔=G/K (G-日出料量,K-熔化率,t/(m 2·d)得:F 熔=65.78/2.0=32.9m 2 (2-3-1)⑵ 冷却部面积的计算根据经验值,参考教材P 98 表(4-9)取F 冷/F 熔=20%。
根据玻璃品种供料道条数,成形机部位和操作条件等来决定冷却部形状;玻璃液应均匀分配,减少死角,池深逐步变浅,提高垂直方向温度均匀性和减少回流。
本设计采用扇形供料道,冷却部一般比熔化池浅300 mm ,取900mm图2-3-1 冷却部F 冷=1/2×3.14×2.12=6.92 m 2(2-3-2)所以F 冷/F 熔=21.0%2.3.2 窑池长度、宽度的确定由教材p 43表4-3看出,烧重油时马蹄焰池窑的长宽比较发生炉煤气时大些,这是由于采用了高压外混喷嘴,特别是直流式,喷出的火焰射程长,冲量大,刚性强,火焰转弯困难,为避免冷却部温度过高,流液洞盖板砖过早烧损以及窑池横向出现明显的温差,必须把窑池放长。
另外,烧重油后火焰温度升高,加快了熔化速度,增大了出料量,为确保玻璃液的质量,也有必要将窑池适当放长,但长宽比过大时,在火焰喷出的正前方空间燃7.2m1.00.4.5R=2烧产物喷出困难,着渐积聚,压力增大,使火焰变短,基于此原因,马蹄焰池窑的长不宜小于4米,熔化面积较大时,长宽比可取低些,否则窑池过长火焰很难同时满足熔化与澄清的要求,本设计取长/宽=1.6 实际熔化池长L=7.2m B=4.5m图2-3-2 熔化池调整后:实际熔化部面积:F 熔=7.2×4.5—1/2×0.5×(4.5-1.0)=31.5m 2(2-3-3)实际熔化率K=G/F 熔=65.7t/d/23.6 m 2=2.09 t/(m 2·d)(2-3-4)2.3.3 池窑深度的确定确定合理的池深,必须综合考虑到玻璃颜色、玻液粘度、熔化率、制品质量、燃料种类、池底砖质量、池底保温和新技术采用(鼓泡、电助熔)等。
根据教材A P93页表4-4,初选h=0.9mh=0.4+(0.5 ) v (2-3-5)式中 V —熔化池容积,m 3a —系数,其值0~0.135(由玻璃液的颜色和窑的熔化率确定) 故7.2m1.00.4.5R=2h=0.4+(0.5-0.02)lg(31.5×0.9)=1.1m(2-3-6)由于此池窑熔化率较大,所以熔池深度深一些,取h=1.2m熔化池设窑坎以强化熔化效率,取窑坎高600mm,一般置于熔化池长2/3处,玻璃液的平均密度为2. 45g/cm3, 即2.45t/m3则玻璃液停留时间t=31.5×1.2×2.45/65.7=1.41天(2-3-7)因玻璃液在窑内停留一天以上,故冷却算合理,冷却部池深取浅,本设计取h=900mm2.3.4 窑体主要部位所用材料的选择和厚度的确定⑴窑池结构设计①池壁:玻璃液的主要侵蚀为横向砖缝处,因此应尽量避免在高温区出现横向砖缝,池壁通常采用整块大砖。