车间 设备清洗消毒记录
- 格式:doc
- 大小:31.00 KB
- 文档页数:2

净化车间车间消毒操作规程一、目的和适合范围本操作规程的目的是确保净化车间内的空气和表面的设备、工具等物品得到有效的消毒,以保证生产过程中的卫生和产品的质量安全。
本操作规程适合于所有进入净化车间的工作人员。
二、消毒原则1.选择合适的消毒剂:根据净化车间的特点和消毒对象的不同,选择适合的消毒剂,如酒精、过氧化氢等。
2.正确使用消毒剂:按照消毒剂的说明书中的浓度和使用方法进行操作,确保消毒剂的有效杀菌作用。
3.消毒时间和频率:根据净化车间的使用情况和卫生要求,确定消毒的时间和频率,如每天开始工作前和结束后进行消毒。
三、消毒操作流程1.准备工作:(1)佩戴个人防护装备:包括口罩、手套和防护服等,以防止交叉感染。
(2)准备消毒剂:根据需要准备好适量的消毒剂,并按照说明书中的要求进行稀释。
(3)清洁物品:在进行消毒之前,先清洁净化车间内的设备、工具和表面,以去除污垢和杂质。
2.消毒操作:(1)表面消毒:将稀释好的消毒剂倒入喷雾瓶中,均匀喷洒在净化车间内的表面,如墙壁、台面和设备表面等。
注意喷雾要均匀、覆盖全面。
(2)空气消毒:使用空气消毒器或者紫外线灯等设备对净化车间内的空气进行消毒,确保空气中的微生物得到有效控制。
3.消毒结束:(1)通风处理:消毒结束后,打开净化车间的通风设备,确保新鲜空气的流通,有助于消除残留的消毒剂气味。
(2)清洁工具和设备:将使用过的清洁工具和设备进行清洗和消毒,以防止二次污染。
四、消毒记录和监控1.消毒记录:每次进行消毒操作后,应记录消毒的日期、时间、消毒剂的种类和浓度、消毒的范围等信息,以便日后追溯和监控。
2.监控措施:定期对净化车间进行微生物监测,以评估消毒效果,并根据监测结果进行必要的调整和改进。
五、员工培训和意识提升1.员工培训:对进入净化车间的工作人员进行消毒操作的培训,包括消毒剂的选择和正确使用方法、个人防护装备的佩戴等内容。
2.意识提升:通过定期的卫生安全教育和宣传活动,提高员工对净化车间卫生和消毒操作的重视程度,增强卫生意识。
陕西三桥精细化工有限公司
设备(清洗消毒)记录表Array陕西三桥精细化工有限公司始创于1994年,历经二十余年的变迁与发展,于2007年组建成立了陕西三桥精细化工有限公司公司,以生产
《三桥牌》食品工业酸性清洗剂
《三桥牌》食品工业碱性清洗剂
《三桥牌》过氧乙酸消毒剂(食品级)
《三桥牌》清洗消毒剂次氯酸钠(食品级)
《三桥牌》卫浴清洗剂(高效洁厕净)
《三桥牌》食品设备除垢剂
《欣诺华牌》84消毒液,
《欣诺华牌》季铵盐消毒液(食品级)
《欣诺华牌》邻苯二甲醛消毒液
《欣诺华牌》二氧化氯消毒剂(食品级)
为主要产品服务于全国二百多家乳品,饮料企业,本公司以优异的产品质量,获得了广大客户的认可,取得了良好的社会效益,为企业节约了生产成本,提高了经济效益。
本公司
经过二十多年的发展,凭借优异的产品质量,优质的服务,产品销售网络遍布全国各地。
我
们与古城乳业、娃哈哈乳业,蒙牛乳业、青岛啤酒,雪花啤酒,王老吉等国内众多知名企业合作,被青岛啤酒集团评为优质服务商,得到了客户的一致好评。
设备清洗消毒管理制度一、目的为加强对生产设施设备的清洗和消毒管理, 规范车间生产线各工段班后的清洗作业, 使清洗按一定要求、程序以保证生产所用设施设备卫生达到标准, 从而确保安全生产和产品质量达标, 防止污染食品, 保障食品安全, 制定本制度。
二、适用范围适用于本单位生产设施设备的清洗消毒管理工作, 保证生产设备正常运行。
三、内容生产车间各岗操作人员负责本车间内的设施设备清洗消毒工作, 保持生产设施设备干净整洁, 并做好清洗消毒记录。
(一)清洗消毒的要求1.清洗设施设备后, 设备设施应干净、光滑、无污渍、污垢、金属丝等异物;2、设备严格按照规程执行消毒操作, 确保生产设施设备消毒达标, 不得残留消毒液,不得造成食品二次污染, 影响产品质量。
(二)清洗消毒的方法1.清洗的方法: 水冲洗、擦拭清洗。
2、消毒的方法: 热水消毒、蒸汽消毒、紫外消毒、臭氧消毒、食用酒精消毒和酸碱液消毒等方法。
(三)设施设备的清洗消毒1.所有可冲洗设施设备、容器清洗应按照一洗、二冲、三消毒、四保洁的顺序进行操作, 不可冲水的设施设备应采用擦拭的方式对设施设备进行清洁作业, 设施设备擦拭干净后再进行消毒, 禁止使用不洁净的未经消毒的设施设备。
2.清洗时对设施设备先用适量的清洁剂进行清洗, 再用清水重复冲洗, 清洗完后再进行消毒。
3.使用热水消毒的设施设备, 热水温度必须达到90℃以上, 做好热水消毒记录;使用蒸汽消毒的, 蒸汽温度应达到120℃以上, 消毒时间达5min以上, 做好蒸汽消毒记录;使用紫外线杀菌消毒的, 杀菌时间为30分钟以上, 做好紫外灯消毒记录;使用臭氧消毒的, 消毒时间应达到30分钟以上, 做好臭氧消毒记录;使用化学剂进行消毒时, 消毒液的浓度, 消毒的时间必须严格按照消毒液的说明进行, 做好消毒剂的使用和配置记录。
4.大型生产设施设备, 应首先经过清洗再使用消毒液进行消毒, 小的生产容器、工具类设备, 应全部浸泡在液体中, 浸泡时间5分钟以上。
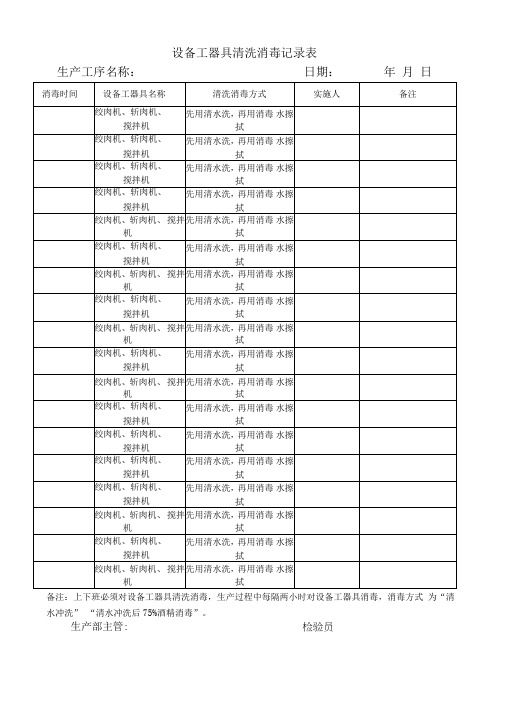
车间环境、设备清洗消毒记录
编号:DYXK-SCK-02顺序号:
审核人/日期:
填写说明:
1、本表用于车间环境、设备清洗消毒情况记录。
2、记录编号、顺序号由印刷时同一印制;车间由记录使用人填写。
3、表格内容:
(1)日期、时间:分别填写进行清洗消毒的日期和具体时间。
(2)对象:填写进行清洗消毒的对象,如下水道、墙壁或自动线、三段锯、台案等。
环境和设备消毒记录分开填写。
(3)清洁剂、消毒剂:分别填写进行清洗、消毒时使用的物品,如:洗洁精、碱粉、或0.2%过氧乙酸、200ppm次氯酸钠等。
如使用自来水或温水清洗时,在“清洁剂”栏填写“自来水”或“温水”;使用热水消毒时,在“消毒剂”栏填写“82℃以上热水”。
(4)操作人:由进行清洗消毒的人员签名确认。
(5)检查结果:填写车间负责人填写对清洗消毒是否合格进行检查的结果。
(6)检查人:由车间负责人签名对检查结果进行确认。
(7)审核人:由生产科负责人签名确认。
CIP清洗消毒操作规程1、目的为了规避清洗工艺设计、清洗操作问题,降低生产过程微生物污染隐患,同时提升生产操作、质量管理、设备维护人员对清洗基础知识的了解,掌握现场清洗问题的排查思路及方法,规范并有效管理清洗工艺,特制定此文件。
2、范围CIP清洗消毒覆盖发酵车间(离心机、错流膜微滤系统和UHT灭菌机)和调配车间UHT、膜过滤机、灌装机、生产车间所有管道及各工段储料缸、发酵车间所有罐体(发酵罐、暂存罐及储罐等)。
3、清洗相关术语3.1清洗是指通过物理、化学方法,使肉眼可见和不可见的污垢从被清洗的设备表面脱离,并在清洗剂的作用下发生溶解,并随清洗液排放,同时杀灭设备中的一些微生物,又不会使被清洗设备受到腐蚀和损伤。
3.2消毒(杀菌)是指通过物理、化学等方法杀死病原微生物以防止微生物污染的措施。
3.3污垢指生产加工过程中,环境及设备中存在的长期堆积而难以清洗掉的物质。
4、职责调配车间、灌装车间和发酵车间操作人员对本规程操作实施负责,质量技术部负责各项清洗液指标、清洗效果监测。
5、清洗设计及安装要求5.1清洗设计材料要求所有清洗目标均由耐腐蚀、可清洁材料制成5.2 管路焊接管路内部要求无焊点、缝隙,表面光洁平滑。
5.3罐体设计要求5.3.1罐体锥形底,可排空;避免死水点及气泡5.3.2 罐体应设置独立清洗管路5.4管路的设计安装要求5.4.1管路的设计、安装应避免死腿与死角5.4.2管路中足够的流速(≥1.5m/s)以保证形成紊流;注意分支管道方向;管道必须有坡度,组件、仪表必须可以自放净,短管适宜设置2%的坡度、较长的管道设置 1%的坡度;5.4.3连接排地管路的管道需要有足够大的尺寸,离地面需要足够距离或安装机械装置,以防止废水的反虹吸。
5.4.4管路变径安装要避免污垢或积液产生5.5 CIP站设计要求5.5.1 CIP站的各清水罐、消毒水罐(卫生罐)、回收水罐、稀酸罐、稀碱罐内部均可以实现排放及清洗5.5.2 CIP站清洗剂罐回流管在低液位以下,防止形成过多泡沫;清洗剂输送出口不能在罐体最低点5.5.3 CIP站清水罐应离进程泵最远5.5.4 CIP供液泵出口应配备可拆卸过滤器,回程泵配备功率应大于供液泵配备功率5.5.5高温碱储罐及热水储罐应具有保温装置;贮罐应设溢流口和排气孔,并将排气孔集中引向室外,避免CIP液蒸发的气体污染工作场所5.5.6 CIP间罐体配备观察走廊,便于人员在罐顶检查5.5.7酸、碱储罐应设置手动取样阀,便于对介质浓度的检查6、清洗操作管理要求6.1清洗参数标准(清洗分CIP五步酸碱洗及三步单碱洗,不可执行单酸洗清洗程序)6.2三步清洗标准为预冲洗、碱循环、末次水冲;①先热水冲洗:90℃,10分钟。


车间清洗消毒规范-CAL-FENGHAI.-(YICAI)-Company One11.目的明确车间清洗消毒规范,避免产品的交叉污染,确保产品的安全,特制定本规范。
2.适用范围本规定适用于生产科车间人员、工器具、设备、地面、墙面、空气的清洗消毒。
3.定义清洗:使用清洁液或清水,通过擦拭或冲洗的方式除去污渍的过程。
消毒:使用一定浓度的消毒液,通过浸泡或擦拭的方式以达到减少微生物的过程。
4.职责生产科负责维护清洗、消毒等基础设施的完善,并做好日常清洁工作;负责清洁液、消毒液的日常补充、更换工作,并做好相关的补充、更换记录;负责对车间进出人员、工器具、设备、地面、墙面、空气的清洗消毒及记录。
品控科负责对车间进出人员、工器具、设备、地面、墙面、空气的清洗消毒工作进行日常监督,并对清洗消毒效果进行评估;负责定期巡视车间清洗、消毒等基础设施,并及时通报要求整改。
5.程序人员手部清洗消毒规范人员手部清洗消毒方式1:洗手液+消毒水人员手部清洗:用清水将手部润湿,取一次按下洗手液储存罐的盖子后的流出量,对手部正面、背面、指缝等部位进行揉搓,指甲处可使用指甲刷搓洗。
人员手部清洗时间:时间为15—20秒,按照洗手六步法洗手。
人员手部清洗频率:包装区域人员每2小时清洗一次,其他区域人员进出车间时清洗一次。
消毒液的配制:消毒液的有效浓度为200ppm。
人员手部消毒:将双手手腕以下放入消毒液中。
人员手部消毒时间:浸泡15秒。
消毒水更换频率:每4小时更换一次,或浓度不达标时,或消毒水较脏时现场配置。
人员鞋靴清洗消毒规范人员工作鞋清洗频率:以工作鞋表面无明显污渍为标准消毒池消毒液配制:消毒液的有效浓度为300ppm。
人员工作鞋消毒:双脚踏入消毒水池,消毒水的高度要超过鞋底。
人员工作鞋消毒时间:双脚在消毒水池内停留不少于3秒。
人员工作鞋消毒频率:每次进入车间时。
消毒水更换频率:每4小时更换一次或消毒水污浊时现场配置。
工器具清洗消毒规范清洗液的配制:使用75℃以上的热水,按5%的浓度配制洗洁精清洗后直接使用清水冲洗干净。


2023年设备清洗消毒管理制度_设备清洗消毒管理制度规定设备清洗消毒管理制度篇1一,目的本规程规定了生产所用设备、容器的清洗和消毒制度,规范车间生产线各工段班后的清洗作业,使清洗按一定要求、程序以保证生产所用设备和容器卫生达到标准,从而确保安全生产和产品质量达标。
二,适用范围生产所用设备和容器。
三,职责生产车间负责生产设备及容器的清洗消毒。
四,要求1.在整个消毒过程中,严格按照规程执行,确保反应釜、精馏塔和管道消毒达标,不得残留消毒液,不得造成二次洗涤,影响产品质量。
2.建立《设备清洗消毒记录》,对设备的清洗消毒进行记录。
五.消毒方法1.所有设备、容器清洗应按照一洗、二冲、三消毒、四保洁的顺序进行操作,禁止使用不洁净的未经消毒的设备。
2.清洗时对设备先用适量的清洁剂进行清洗,再用清水重复冲洗,清洗完后再进行消毒。
3.使用药物进行消毒时,消毒液的浓度,消毒的时间必须严格按照消毒液的说明进行:如果使用含氯消毒剂,使用浓度应含有效氯250mg/L。
4.大的生产设备,应首先经过清洗再使用消毒液进行消毒,小的生产设备应全部浸泡在液体中,浸泡时间5分钟以上。
5.使用紫外线杀菌消毒,杀菌时间为30-40分钟。
6.使用消毒剂,必须注意可用于食品消毒字样,并注意失效期,不得使用失效的消毒剂。
7.经消毒的生产设备应在清洁的场所存放,不得与其他杂物混放,防止重复污染,车间场所应当每天清洗、消毒保持清洁。
8.经过清洗消毒后的生产设备,感官要保持光洁干净,不得沾染肉眼可见物。
9.各班次班前对设备进行检查、清洁和润滑,下班前对设备进行外表清洗,除去设备外部残留物,对各部件进行擦拭和注油。
设备清洗消毒管理制度篇21.目的':建立生产设备清洁管理制度,保证生产设备符合工艺卫生要求2.范围:车间一般生产区、洁净区设备。
3.责任:车间班长负责组织实施,各工序生产操作人员有责任按本制度执行。
工艺员、质监员负责监督、检查。
4 内容4.1一般生产区设备的清洁4.1.1设备内表面清洁时,先用软用水(必要时加洗涤剂)擦试设备内表面至清洁,再用干抹布将设备内表面擦试干净。
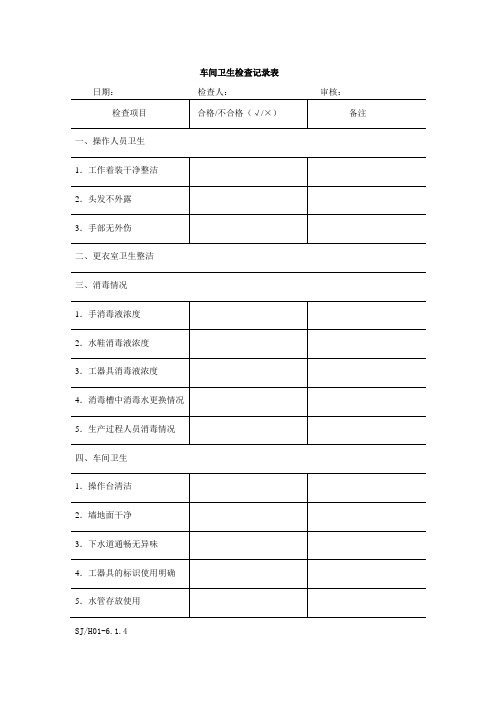
车间卫生检查记录表日期:检查人:审核:检查项目合格/不合格(√/×)备注一、操作人员卫生1.工作着装干净整洁2.头发不外露3.手部无外伤二、更衣室卫生整洁三、消毒情况1.手消毒液浓度2.水鞋消毒液浓度3.工器具消毒液浓度4.消毒槽中消毒水更换情况5.生产过程人员消毒情况四、车间卫生1.操作台清洁2.墙地面干净3.下水道通畅无异味4.工器具的标识使用明确5.水管存放使用SJ/H01-6.1.4生产车间及加工设备(含工器具)清洗消毒执行记录表时间:部门:负责人:审核:执行项目操作人检查人不合格项说明处理意见车间设备工器具备注:精制系统设备清洗记录表年月日设备名称精制系统设备所属车间精制车间清洗要求按【操作规程】执行清洗工作清洗范围:凡与油脂接触的机器设备及部件要求认真清洗,达到各自的内外表面无油渍、污物。
清洗方法:用配制好的5%左右的碱水溶液涂抹机器内外表面,半小时后,用刷子和抹布清除油渍和污物,最后用清水冲洗处理过的表面,直到冲洗水的PH值≈7时停止冲洗,然后设备自行晾干。
各系统清洗时间:水化系统清洗时间:年月日脱臭系统清洗时间:年月日脱蜡系统清洗时间:年月日施工人员总结:□符合□不符合单位评语签字施工人员签字精制系统设备冲顶加工记录表年月日设备名称精制系统设备所属车间精制车间清洗要求按【操作规程】执行清洗工作清洗范围:凡与油脂接触的机器设备及部件要求认真清洗,达到各自的内外表面无油渍、污物。
冲顶加工:如果常规产品加工结束、有机产品加工开始前,先用少量有机油进行加工生产,将残存在设备里的前期加工物清理出去,即冲顶加工,冲顶加工的产品不能作为有机产品销售。
施工人员总结:□符合□不符合单位评语签字施工人员签字施工负责人生产部长机榨系统设备冲顶加工记录表年月日设备名称机榨系统设备所属车间机榨车间清洗要求按【操作规程】执行清洗工作清洗范围:凡与油脂接触的机器设备及部件要求认真清洗,达到各自的内外表面无油渍、污物。
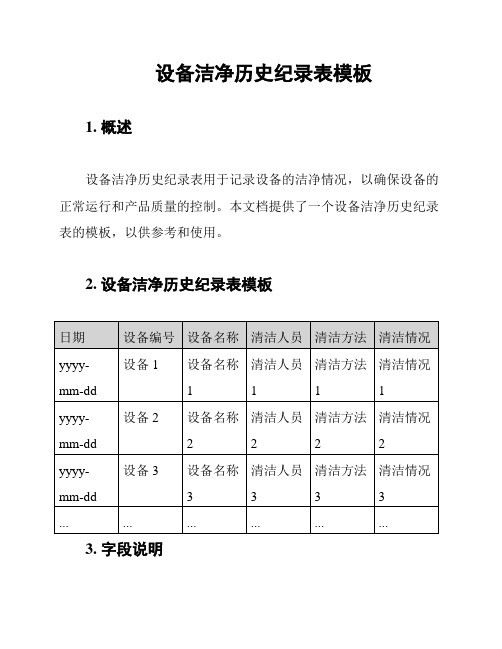
设备洁净历史纪录表模板
1. 概述
设备洁净历史纪录表用于记录设备的洁净情况,以确保设备的正常运行和产品质量的控制。
本文档提供了一个设备洁净历史纪录表的模板,以供参考和使用。
2. 设备洁净历史纪录表模板
3. 字段说明
- 日期:记录设备清洁的日期,以年月日格式(yyyy-mm-dd)填写。
- 设备编号:标识设备的唯一编号。
- 设备名称:设备的名称或描述。
- 清洁人员:进行设备清洁的人员姓名或工号。
- 清洁方法:描述用于清洁设备的具体方法或步骤。
- 清洁情况:记录设备清洁的情况,可以是“清洁完成”、“部分清洁”、“清洁不彻底”等。
4. 使用说明
- 按照日期的先后顺序,逐行记录设备的洁净历史。
- 填写设备编号、设备名称、清洁人员、清洁方法和清洁情况等字段。
- 清洁情况可以根据实际情况进行扩展,以满足具体需求。
5. 注意事项
- 确保记录的准确性和完整性,不得随意篡改或删除记录。
- 每次进行设备清洁后,及时填写洁净历史纪录表,以便后续参考。
- 如有需要,可以增加其他字段或信息,以适应特定的设备洁净需求。
6. 示例
以上为设备洁净历史纪录表模板的示例内容,具体的记录可根据实际情况进行填写。
---
> 注意:本文档仅为设备洁净历史纪录表的模板,具体的使用和填写应根据实际需求和业务流程进行调整和规范化。
1.目的为规范设施、设备及工用具清洗消毒的管理,保持食品与设备工用具接触面的清洁度,防止污染食品。
2.适用范围与食品接触的设施、设备及工用具的清洗和消毒。
3.职责3.1生产操作人员负责设施、设备、工用具、生产场地的清洁和消毒。
3.2卫生监督员负责对清洁和消毒情况的监督检查。
4清洗、消毒要求:4.1连续生产时:1)自动麻花机●将压面油缸后退,让开装面口;清理麻花滑槽内碎面,收集压面片和面筒内余面至干净并用生活饮用水探试干净;●将面筒、小面筒、行星齿轮,压面片等处的面清理至干净并用生活饮用水探试干净,●将机对收集油箱盖上,输送带,裁条器等各自碎面清理干净并用生活饮用水探试干净。
●将麻花溜槽探试干净。
●取出压面模具片,将其清理至干净泡入油或清水中,以保证第二天正常使用。
2)除自动麻花机以外的其他设施设备●生产前、后,应对所使用的设备、设施及工用具清洗至干净;●生产结束应对车间地面进行清扫或冲洗至干净。
●生产一周必须对所使用的设备、设施及工用具进行消毒。
4.2断续生产时(停产):1)夏天停产2天,重新开始生产前,应对所使用的设备、设施及工用具清洗和消毒;1)冬天停产3天以上,重新开始生产时,生产前应对所使用的设备、设施及工用具清洗和消毒;2)新设备、设施、工用具初次使用前,应进行清洗和消毒;3)旧设备维修后,应对设备进行清洗消毒。
4.3其他要求:1)每月底应对设备、设施、工用具进行清洗和消毒;2)每月底应对车间门、窗、玻璃等清洁。
3)每季度未应对厂房周边环境和库房进行全面清扫、消毒;4)每季度未应对照明灯、紫外线灯、灭蚊灯除尘,采用抹布擦净灰尘;5)个人工作服、帽、鞋、靴要不定期清洗和消毒;6)空调器、排风扇应每年应清洗一次。
7)自动麻花机每24个月应当更换一次液压油;每周定期检查四根输送带,松紧程度是否合适;每周对面桶上面大轴承加黄油一次。
注:设施包括:洗手盆、更衣室衣柜、鞋架、水槽、浸脚池、操作台等4.5其他清洁、消毒时机1)当发现或怀疑设备/器具不洁时,必须进行重新清洗消毒。