PVD和CVD涂层方法
- 格式:doc
- 大小:16.49 KB
- 文档页数:3


PVD和CVD涂层方法涂层方法目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5µm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10µm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。
国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。
即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(目前涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。
据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。
用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。
所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。
涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,目前已发展到涂覆在焊的硬质合金刀具上。
据报道,国外某公司在焊接式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。
涂层成份又有哪些呢?各自的区别在哪里,应用面怎样。
通常使用的涂层有:TiC、TiN、Ti(C.N)、Gr7O3、Al2O3等。
以上几种CVD的硬质涂层基本具备低的滑动摩擦系数,高的抗磨能力,高的抗接触疲劳能力,高的表面强度,保证表面具有足够的尺寸稳定性与基体之间有高的粘附强度。
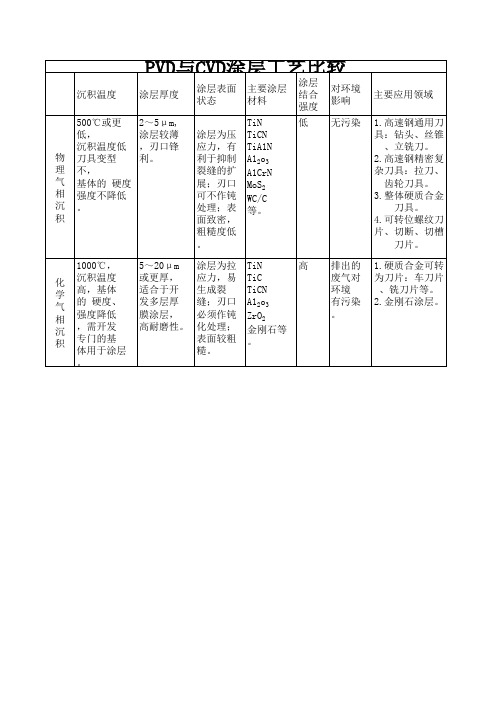
PVD与CVD涂层工艺比较PVD与CVD涂层工艺比较沉积温度涂层厚度涂层表面状态主要涂层材料涂层结合强度对环境影响主要应用领域物理气相沉积500℃或更低,沉积温度低刀具变型不,基体的硬度强度不降低。

玻璃工艺中的表面改性与涂层技术1. 前言玻璃作为一种传统的材料,因其优异的透明度、化学稳定性和机械性能,在许多领域有着广泛的应用。
随着科技的进步和工业的发展,对玻璃的性能要求也越来越高。
表面改性和涂层技术作为玻璃加工的重要手段,能够显著提升玻璃的性能,拓宽其应用范围。
本文将详细探讨玻璃工艺中的表面改性和涂层技术。
2. 表面改性技术表面改性技术是指通过物理或化学方法改变玻璃表面性质的技术。
常见的表面改性方法有:化学蚀刻、物理气相沉积(PVD)、化学气相沉积(CVD)等。
2.1 化学蚀刻化学蚀刻是利用化学反应去除玻璃表面一定厚度的物质,以改变其表面形貌和粗糙度的方法。
常用的蚀刻剂有氢氟酸、硫酸等。
化学蚀刻可以实现对玻璃表面的精细加工,用于制作微孔、微通道等结构。
2.2 物理气相沉积(PVD)PVD技术是通过真空条件下,将蒸发源的固体材料蒸发并沉积在玻璃表面,形成一层均匀、致密的薄膜。
常见的PVD方法有真空蒸发、磁控溅射等。
PVD技术可以用于制备各种功能性薄膜,如防指纹膜、抗反射膜等。
2.3 化学气相沉积(CVD)CVD技术是通过在真空条件下,将气体前驱体在加热或光照的条件下分解,在玻璃表面沉积一层薄膜。
CVD技术可以实现对玻璃表面进行纳米级加工,用于制备纳米结构薄膜。
3. 涂层技术涂层技术是在玻璃表面涂覆一层或多层涂层,以改善玻璃的性能和增加其功能。
常见的涂层方法有溶胶-凝胶法、喷涂法、 roll-to-roll 涂层等。
3.1 溶胶-凝胶法溶胶-凝胶法是通过溶液中的金属盐或氧化物与醇或酸反应,形成溶胶,随后溶胶凝胶化形成涂层。
该方法可以实现对玻璃表面进行精细调控,制备出具有特定性能的涂层,如光学涂层、抗菌涂层等。
3.2 喷涂法喷涂法是将涂料通过喷枪喷涂在玻璃表面,形成均匀的涂层。
喷涂法适用于大面积涂层制备,效率高,成本低。
常见的喷涂方法有空气喷涂、高压喷涂等。
3.3 roll-to-roll 涂层roll-to-roll 涂层是一种连续涂层制备技术,通过滚轴将涂料均匀涂覆在玻璃表面。
涂层刀具的涂层材料、涂层方法及进展方向在切削加工中,刀具性能对切削加工的效率、精度、表面质量有着决议性的影响。
刀具性能的两个关键指标硬度和强度(韧性)之间好像总是存在着冲突,硬度高的材料往往强度和韧性低,而要提高韧性往往是以硬度的下降为代价的。
在较软的刀具基体上涂覆一层或多层硬度高、耐磨性好的金属或非金属化合物薄膜(如TiC、TiN、Al2O3,等)构成的涂层刀具,较好的解决了刀具存在的强度和韧性之间的冲突,是切削刀具进展的一次革命。
涂层刀具是近20年来进展最快的新型刀具。
目前工业发达国家涂层刀具已占80%以上,CNC机床上所用的切削刀具90%以上是涂层刀具。
1涂层刀具、涂层材料及涂层方法涂层刀具的特点涂层刀具结合了基体高强度、高韧性和涂层高硬度、高耐磨性的优点,提高了刀具的耐磨性而不降低其韧性。
涂层刀具通用性广,加工范围显著扩大,使用涂层刀具可以获得明显的经济效益。
一种涂层刀具可以代替数种非涂层刀具使用,因而可以大大削减刀具的品种和库存量,简化刀具管理,降低刀具和设备成本。
但是刀具在现有的涂层工艺进行涂层后,因基体材料和涂层材料性质差别较大,涂层残留内应力大,涂层和基体之间的界面结合强度低,涂层易剥落,而且涂层过程中还造成基体强度下降、涂层刀片重磨性差、涂层设备多而杂、昂贵、工艺要求高、涂层时间长、刀具成本上升等缺点。
常用的涂层材料及性质常用的涂层材料常用的涂层材料有碳化物、氮化物、碳氮化物、氧化物、硼化物、硅化物、金刚石及复合涂层八大类数十个品种。
依据化学键的特征,可将这些涂层材料分成金属键型、共价键型和离子键型。
涂层材料的性质金属键型涂层材料(如TiB2、TiC、TiN、VC、WC等)熔点高、脆性低、界面结合强度高、交互作用趋势强、多层匹配性好,具有良好的综合性能,是最一般的涂层材料。
共价键型涂层材料(如B4C、SiC、BN、金刚石等)硬度高、热胀系数低、与基体界面结合强度差、稳定性和多层匹配性差。

薄膜沉积方法一、引言薄膜沉积方法是一种用于制备薄膜材料的关键技术。
它在电子器件、光学器件、太阳能电池等领域具有广泛的应用。
本文将介绍薄膜沉积方法的原理、分类以及一些常用的技术。
二、薄膜沉积方法的原理薄膜沉积方法是通过将材料原子或分子逐层沉积在基底上,形成具有特定功能和性质的薄膜。
常用的薄膜沉积方法主要有物理气相沉积(PVD)、化学气相沉积(CVD)以及溶液法等。
三、薄膜沉积方法的分类1. 物理气相沉积(PVD)物理气相沉积是利用物理手段将材料蒸发、溅射或者离子轰击后沉积在基底上。
常见的物理气相沉积方法有热蒸发、电子束蒸发、磁控溅射等。
这些方法能够得到高纯度、致密度高的薄膜,但是制备过程中需要高真空环境。
2. 化学气相沉积(CVD)化学气相沉积是利用化学反应将材料原子或分子沉积在基底上。
常见的化学气相沉积方法有热CVD、等离子CVD、低压CVD等。
这些方法能够制备多种材料的薄膜,具有较好的均匀性和控制性。
3. 溶液法溶液法是将溶解有所需材料的溶液倾倒在基底上,通过溶剂的挥发或者化学反应使溶质沉积在基底上。
常见的溶液法有旋涂法、浸渍法、喷雾法等。
这些方法制备简单、成本低,适用于大面积薄膜的制备。
四、常用的薄膜沉积技术1. 热蒸发热蒸发是将材料加热至其沸点,使其蒸发并沉积在基底上。
这种方法适用于蒸发温度较低的材料,如金属薄膜。
2. 磁控溅射磁控溅射是利用高能离子轰击靶材,使其溅射出的原子或分子沉积在基底上。
这种方法能够制备各种材料的薄膜,但需要高真空环境。
3. 化学气相沉积化学气相沉积是通过化学反应将材料原子或分子沉积在基底上。
这种方法可以制备复杂的多层薄膜,并具有较好的控制性和均匀性。
4. 旋涂法旋涂法是将溶解有所需材料的溶液倒在基底上,然后通过高速旋转基底使溶液均匀涂布在基底上。
这种方法适用于制备有机薄膜。
五、总结薄膜沉积方法是制备薄膜材料的重要技术,不同的方法适用于不同的材料和应用领域。
物理气相沉积、化学气相沉积和溶液法是常用的薄膜沉积方法。

PVD和CVD无机薄膜沉积方式大全,一定有你不知道的.....无机薄膜沉积方式在FDP 的生产中, 在制作无机薄膜时可以采用的方法有两种:PVD 和CVD (本文跟从众多资料的分类法, 将VE 和VS 归于PVD 而ALD 归于CVD)。
Physical Vapor Deposition (PVD)Physical Vapor Deposition (PVD) 亦称为物理气象沉淀技术。
该技术在真空条件下, 通过先将材料源(固体或液体)表面气化成气态原子、分子或部分电离成离子, 并通过低压气体(或等离子体)过程, 在基体表面沉积具有某种特殊功能的薄膜的技术。
PVD 沉积流程可以粗略的被分为镀料的汽化、镀料的迁移和镀料的沉积三个部分。
PVD 沉积过程根据工艺的不同, PVD 可以提进一步分为真空蒸镀、溅射镀膜、电弧等离子体镀膜、离子镀膜和分子束外延等。
真空蒸镀(Vacuum Evaporation)真空蒸镀(Vacuum Evaporation)是指在真空条件下, 使金属、金属合金或化合物蒸发, 然后沉积在基体表面上的工艺。
比较常用的蒸发方法为电阻加热、高频感应加热或用电子柬、激光束以及离子束高能轰击镀料等。
VE 简要设备原理图溅射镀膜(Vacuum Sputtering)溅射镀膜(Vacuum Sputtering)基本原理是充氩(Ar)气的真空条件下,使氩气进行辉光放电, 这时氩(Ar)原子电离成氩离子(Ar+), 氩离子在电场力的作用下加速轰击以镀料制作的阴极靶材, 靶材会被溅射出来而沉积到工件表面。
根据采用电流的不同, 该工艺可以进一步分为采用直流辉光放电的直流(Qc)溅射、采用射频(RF)辉光放电的射频溅射以及磁控(M)辉光放电引起的称磁控溅射。
电弧等离子体镀膜电弧等离子体镀膜基本原理是在真空条件下, 用引弧针引弧, 使真空金壁(阳极)和镀材(阴极)之间进行弧光放电, 阴极表面快速移动着多个阴极弧斑, 不断迅速蒸发, 使之电离成以镀料为主要成分的电弧等离子体, 并能迅速将镀料沉积于基体。
7.2 物理成膜7.2.1 概述1. 定义利用蒸发、溅射沉积或复合的技术,不涉及到化学反应,成膜过程基本是一个物理过程而完成薄膜生长过程的技术,以PVD为代表。
2. 成膜方法与工艺❑真空蒸发镀膜(包括脉冲激光沉积、分子束外延)❑溅射镀膜❑离子成膜材料及试验方法磁控溅射设备溅射进样真空室激光分子束外延设备Methods of film preparation include laser deposition, sputtering, MOCVD, and sol-gel techniques.The composition and crystal structure of films depend on material quality, fabriccation method, synthesis condition, and post-annealing.Natural World “Atomic-World ”Target/evaporated source Substrate surface Atomic rain Clusters Particles Discharge Impurity, Contamination VacuumCloudEarth surface --groundNatural rainSnowHailThunder stormDust, PollutionEnvironmental protection Cloudtargetsubstrate原子层的晶体生长“世界”与自然世界的比拟7.2.2 真空蒸发镀膜1. 工艺原理真空室内加热的固体材料被蒸发汽化或升华后,凝结沉积到一定温度的衬底材料表面。
形成薄膜经历三个过程:1)蒸发或升华。
通过一定加热方式使被蒸发材料受热蒸发或升华,由固态或液态变成气态。
2)输运到衬底。
气态原子或分子在真空状态及一定蒸气压条件下由蒸发源输运到衬底。
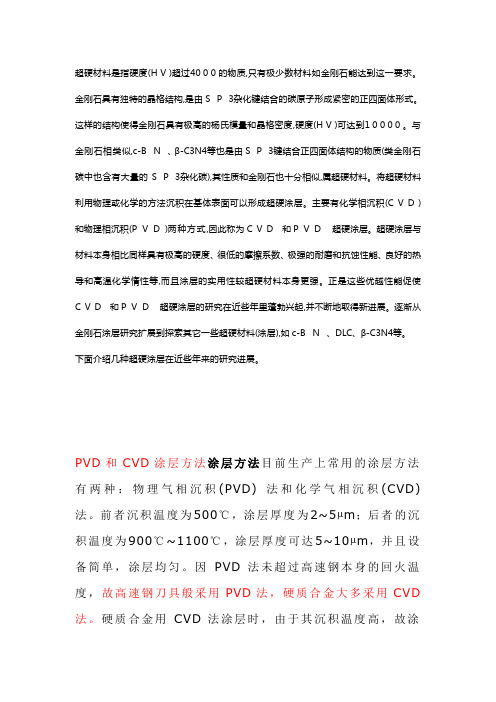
超硬材料是指硬度(H V)超过4000的物质,只有极少数材料如金刚石能达到这一要求。
金刚石具有独特的晶格结构,是由S P3杂化键结合的碳原子形成紧密的正四面体形式。
这样的结构使得金刚石具有极高的杨氏模量和晶格密度,硬度(H V)可达到10000。
与金刚石相类似,c-B N、β-C3N4等也是由S P3键结合正四面体结构的物质(类金刚石碳中也含有大量的S P3杂化碳),其性质和金刚石也十分相似,属超硬材料。
将超硬材料利用物理或化学的方法沉积在基体表面可以形成超硬涂层。
主要有化学相沉积(C V D)和物理相沉积(P V D)两种方式,因此称为C V D和P V D超硬涂层。
超硬涂层与材料本身相比同样具有极高的硬度、很低的摩擦系数、极强的耐磨和抗蚀性能、良好的热导和高温化学惰性等,而且涂层的实用性较超硬材料本身更强。
正是这些优越性能促使C V D和P V D超硬涂层的研究在近些年里蓬勃兴起,并不断地取得新进展。
逐渐从金刚石涂层研究扩展到探索其它一些超硬材料(涂层),如c-B N、DLC、β-C3N4等。
下面介绍几种超硬涂层在近些年来的研究进展。
PVD和CVD涂层方法涂层方法目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5µm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10µm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具般采用PVD法,硬质合金大多采用CVD 法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。
国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。
即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(目前涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。
气相沉积简介CVD(Chemical Vapor Deposition,化学气相沉积),指把含有构成薄膜元素的气态反应剂或液态反应剂的蒸气及反应所需其它气体引入反应室,在衬底表面发生化学反应生成薄膜的过程。
在超大规模集成电路中很多薄膜都是采用CVD方法制备。
经过CVD处理后,表面处理膜密着性约提高30%,防止高强力钢的弯曲,拉伸等成形时产生的刮痕。
特点沉积温度低,薄膜成份易控,膜厚与淀积时间成正比,均匀性,重复性好,台阶覆盖性优良。
制备的必要条件1)在沉积温度下,反应物具有足够的蒸气压,并能以适当的速度被引入反应室;2)反应产物除了形成固态薄膜物质外,都必须是挥发性的;3)沉积薄膜和基体材料必须具有足够低的蒸气压。
PVD是英文Physical Vapor Deposition(物理气相沉积)的缩写,是指在真空条件下,采用低电压、大电流的电弧放电技术,利用气体放电使靶材蒸发并使被蒸发物质与气体都发生电离,利用电场的加速作用,使被蒸发物质及其反应产物沉积在工件上。
涂层技术增强型磁控阴极弧:阴极弧技术是在真空条件下,通过低电压和高电流将靶材离化成离子状态,从而完成薄膜材料的沉积。
增强型磁控阴极弧利用电磁场的共同作用,将靶材表面的电弧加以有效地控制,使材料的离化率更高,薄膜性能更加优异。
过滤阴极弧:过滤阴极电弧(FCA )配有高效的电磁过滤系统,可将离子源产生的等离子体中的宏观粒子、离子团过滤干净,经过磁过滤后沉积粒子的离化率为100%,并且可以过滤掉大颗粒,因此制备的薄膜非常致密和平整光滑,具有抗腐蚀性能好,与机体的结合力很强。
磁控溅射:在真空环境下,通过电压和磁场的共同作用,以被离化的惰性气体离子对靶材进行轰击,致使靶材以离子、原子或分子的形式被弹出并沉积在基件上形成薄膜。
根据使用的电离电源的不同,导体和非导体材料均可作为靶材被溅射。
离子束DLC:碳氢气体在离子源中被离化成等离子体,在电磁场的共同作用下,离子源释放出碳离子。

PVD与CVD涂层工艺比较
沉积温度涂层厚度涂层表面状态
500℃或更2~5μm,
低,涂层较薄涂层为压
物沉积温度低,刃口锋应力,有刀具变型利。
利于抑制
理不,裂缝的扩气基体的硬度展;刃口相强度不降低可不作钝沉。
处理;表积面致密,
粗糙度低。
1000℃,5~20μm涂层为拉化
沉积温度或更厚,应力,易
高,基体适合于开生成裂学
的硬度、发多层厚缝;刃口气
强度降低膜涂层,必须作钝相
,需开发高耐磨性。
化处理;沉
专门的基表面较粗积
体用于涂层糙。
主要涂层
涂层
对环境
结合主要应用领域材料影响
强度
TiN 低无污染 1. 高速钢通用刀TiCN 具:钻头、丝锥TiA1N 、立铣刀。
A12o3 2. 高速钢精密复A1CrN 杂刀具:拉刀、MoS 齿轮刀具。
2
3. 整体硬质合金WC/C
等。
刀具。
4. 可转位螺纹刀
片、切断、切槽
刀片。
TiN 高排出的 1. 硬质合金可转TiC 废气对为刀片:车刀片TiCN 环境、铣刀片等。
A12o3 有污染 2. 金刚石涂层。
ZrO2 。
金刚石等。
.
PVD和CVD涂层方法
涂层方法目前生产上常用的涂层方法有两种:物理气相沉积(PVD) 法和化学气相沉积(CVD) 法。
前者沉积温度为500℃,涂层厚度为2~5μm;后者的沉积温度为900℃~1100℃,涂层厚度可达5~10μm,并且设备简单,涂层均匀。
因PVD法未超过高速钢本身的回火温度,故高速钢刀具一般采用PVD法,硬质合金大多采用CVD法。
硬质合金用CVD法涂层时,由于其沉积温度高,故涂层与基体之间容易形成一层脆性的脱碳层(η相),导致刀片脆性破裂。
近十几年来,随着涂覆技术的进步,硬质合金也可采用PVD法。
国外还用PVD/CVD相结合的技术,开发了复合的涂层工艺,称为PACVD法(等离子体化学气相沉积法)。
即利用等离子体来促进化学反应,可把涂覆温度降至400℃以下(目前涂覆温度已可降至180℃~200℃),使硬质合金基体与涂层材料之间不会产生扩散、相变或交换反应,可保持刀片原有的韧性。
据报道,这种方法对涂覆金刚石和立方氮化硼(CBN)超硬涂层特别有效。
用CVD法涂层时,切削刃需预先进行钝化处理(钝圆半径一般为0.02~0.08mm,切削刃强度随钝圆半径增大而提高),故刃口没有未涂层刀片锋利。
所以,对精加工产生薄切屑、要求切削刃锋利的刀具应采用PVD法。
涂层除可涂覆在普通切削刀片上外,还可涂覆到整体刀具上,目前已
发展到涂覆在焊的硬质合金刀具上。
据报道,国外某公司在焊接;.
.
式的硬质合金钻头上采用了PCVD法,结果使加工钢料时的钻头寿命比高速钢钻头长10倍,效率提高5倍。
涂层成份又有哪些呢?各自的区别在哪里,应用面怎样。
通常使用的涂层有:TiC、TiN、Ti(C.N)、Gr7O3、Al2O3等。
以上几种CVD的硬质涂层基本具备低的滑动摩擦系数,高的抗磨能力,高的抗接触疲劳能力,高的表面强度,保证表面具有足够的尺寸稳定性与基体之间有高的粘附强度。
PVD与CVD涂层工艺比较
;.
.
PVD与CVD涂层工艺比较
涂层
涂层表面主要涂层对环境
主要应用领域结合强沉积温度涂层厚度
状态材料影响
度
1.高速钢通用刀具:TiN
钻头、丝锥、物立铣刀。
涂层为压应TiCN
℃或更低,500刀理2.~25μm, 力,有利于抑高速钢精密复杂TiA1N
沉积温度低气刀具。
齿轮涂层较薄具:拉刀、制裂缝的扩A1o32刀具变型不,低无污染刀相,刃口锋 3.展;刃口可不整体硬质合金A1CrN
基体的硬度沉利。
具作钝处理;表。
MoS2强度不降低。
可转位螺纹刀片、积4.面致密,粗糙WC/C 等。
度低。
切断、切槽刀片。
1000℃,520μm沉积温度~TiN
涂层为拉应化学硬质合金可转为刀或更厚, 1. 高,基体TiC
排出的废气力,易生成裂气片:车刀片、铣刀片适合于开硬度、的TiCN
缝;刃口必须相高对环境等。
发多层厚强度降低A1o32作钝化处理;沉有污染。
膜涂层,金刚石2.涂层。
,需开发ZrO2积表面较粗糙。
专门的基高耐磨性。
等。
金刚石
体用于涂层。
;.。