常用塑料物性-表格扫描(修订版)
- 格式:doc
- 大小:530.50 KB
- 文档页数:23

塑胶材料分类、物性表、材料特性、用途
以分子结构及特性分
以用途及使用区域分
热塑性:反复加热仍可以使用的合成树脂材料,材料在未分解、碳化下可根据材料性能进行比例回用。
常用的
热塑性材料有PVC、PS、PC、PMMA、ABS、PE、PP、POM、PA、PSU(聚矾)、SP(饱和聚脂)、PTFE
(聚四氟乙烯)。
热固性:加热初具有可溶性和可塑性,继续加热材料固化,不再具有可塑性。
前期分子呈线形结构,后期呈网
状结构,在加热过程中变化过程是不可逆的。
常见的热固性材料有PF(酚醛)、UP(不饱和聚脂)、氨基塑料
、有机硅塑料。
所有的热固性材料都是非结晶性材料,而热塑性材料中只有部分是结晶性或半结晶性。
两者之
间的最大区别就是可逆性和不可逆性,而热固性材料一般不用于民用产品,而且产量很低。
通用塑胶:产量大、用途广泛、价格低廉的塑料。
如PS、PP、PE、PU、PMMA、AS、PVC等。
成形面广,可
替代大部分其它材质,占使用材料比例的80%以上,是塑料工业的主体。
工程塑胶:具有较高的机械强度,良好的耐磨性、耐腐蚀性、自润滑性、稳定性等,可以取大代金属作机械部
件。
常用的五大工程塑胶,ABS、PC、POM、PA、(PBT)。
特殊材料:具有特殊性能的材料,如高耐热性、高电绝缘性、高不变异性、高耐腐蚀性、高抗老化性等。
专用
材料,一般普通注塑机不能使用。
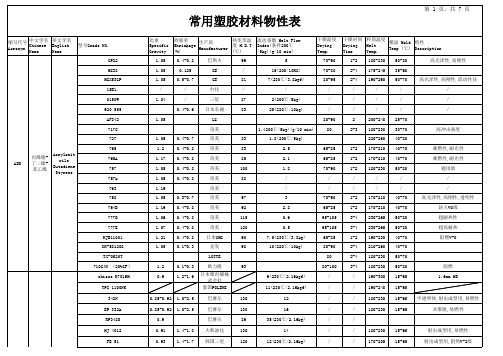
材料分类。

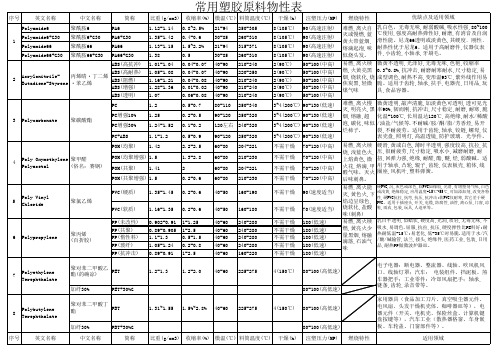
性能
综合性能好,良好的表面处理性,冲击韧度、力学强度较高,尺寸稳定,耐化学性和电气性能良好,
流动性好。
冲击韧度高,具有较高的弹性模量和尺寸稳定性,无色透明,着色性和强度好,抗蠕变性、耐蚀性、
耐磨性电绝缘性好,高温易分解,流动性差。
最优秀的透明度及良好的导光性,常温下较好的机械强度,表面硬度低,易擦花,故包装要求高,适
宜高压成型。
综合性能好,强度、刚度高,抗冲击、疲劳、蠕变性较好,耐磨性好,吸水性小,尺寸稳定性好,但
热稳定性差,易燃烧,长期在大气中会老化。
密度小,强度、刚度、硬度、耐热性均较差,但具有优良的耐腐蚀性,良好的高频绝缘性,不受湿度
影响,低温变脆,不耐磨,易老化
坚韧,耐磨,耐疲劳,耐油,抗霉菌,吸水性大。
PA6弹性好,冲击强度高,PA66强度高,耐磨性好,PA610和PA66相似,但吸水性和刚性都较小,PA1010半透明,吸水性小,耐寒性好。
电绝缘性(尤其高频绝缘性)优良,无色透明,透光率仅次于玻璃,着色性、耐水性、化学稳定性好。
性脆,不耐苯、汽油等有机溶体。
耐腐蚀性、电绝缘性(尤其高频绝缘性)优良,可以氯化、辐照改性,加入GF增强高密度(HDPE)熔点、刚性、硬度和强度,吸水性小,有突出的电气性和良好的耐辐射性。


以下是<<常用工程塑料的物性>>,什么都有了,缩水率也在里面.一、P S(聚苯乙烯)1 .PS的性能:PS为无定形聚合物,流动性好,吸水率低(小于00.2%),是一种易于成型加工的透明塑料。
其制品透光率达88-92%,着色力强,硬度高。
但PS制品脆性大,易产生内应力开裂,耐热性较差(60-80℃),无毒,比重1.04g\cm3左右(稍大于水)。
成型收缩率(其值一般为0.004—0.007in/in),透明PS--这个名称仅表示树脂的透明度,而不是结晶度。
(化学和物理特性: 大多数商业用的PS都是透明的、非晶体材料。
PS具有非常好的几何稳定性、热稳定性、光学透过特性、电绝缘特性以及很微小的吸湿倾向。
它能够抵抗水、稀释的无机酸,但能够被强氧化酸如浓硫酸所腐蚀,并且能够在一些有机溶剂中膨胀变形。
)2 .PS的工艺特点:PS熔点为166℃,加工温度一般在185-215℃为宜,熔化温度180~280℃,对于阻燃型材料其上限为250℃,分解温度约为290℃,故其加工温度范围较宽。
模具温度40~50℃,注射压力:200~600bar,注射速度建议使用快速的注射速度,流道和浇口可以使用所有常规类型的浇口。
PS料在加工前,除非储存不当,通常不需要干燥处理。
如果需要干燥,建议干燥条件为80C、2~3小时。
因PS比热低,其制作一些模具散热即能很快冷凝固化,其冷却速度比一般原料要快,开模时间可早一些。
其塑化时间和冷却时间都较短,成型周期时间会减少一些;PS制品的光泽随模温增加而越好。
3.典型应用范围:包装制品(容器、罩盖、瓶类)、一次性医药用品、玩具、杯、刀具、磁带轴、防风窗以及许多发泡制品——鸡蛋箱。
肉类和家禽包装盘、瓶子标签以及发泡PS缓冲材料,产品包装,家庭用品(餐具、托盘等),电气(透明容器、光源散射器、绝缘薄膜等)。
二、HIPS(改性聚苯乙烯)1. HIPS的性能:HIPS为PS的改性材料,分子中含有5-15%橡胶成份,其韧性比PS提高了四倍左右,冲击强度大大提高(高抗冲击聚苯乙烯),已有阻燃级、抗应力开裂级、高光泽度级、极高冲击强度级、玻璃纤维增强级以及低残留挥发分级等。

缠绕膜制造用的牌号(掺入30%)强度高于LDPE 不含爽滑和开口掺2045G和5100G增加强度掺AFFINITY-OG增加韧性LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE 缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE (6c)薄膜级LLDPE薄膜级LLDPE缠绕膜LLDPE (6c)缠绕膜LLDPE (6c)缠绕膜LLDPE(8C 线性)茂金属茂金属茂金属茂金属茂金属茂金属茂金属茂金属缠绕膜茂金属. 缠绕膜茂金属缠绕膜茂金属缠绕膜茂金属(6c)缠绕膜茂金属缠绕膜茂金属茂金属缠绕茂金属膜茂金属茂金属茂金属茂金属茂金属茂金属茂金属超低密度聚乙烯超低密度聚乙烯超低密度聚乙烯POE弹性体PE弹性体体PE弹性体PP弹性体弹性体弹性体薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜LLDPE.级薄膜LLDPE级薄膜LLDPE级薄膜LLDPE级薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE缠绕膜LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜级LLDPE薄膜LLDPE 级薄膜LLDPE 级薄膜LLDPE级薄膜LLDPE 级薄膜LLDPE 级薄膜LLDPE 级薄膜LLDPE 级薄膜LLDPE 级薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 薄膜LLDPE级薄膜级LLDPE薄膜级LLDPE薄膜级LLDPE 1820S1 印尼薄膜级LLDPE 201XV 福建联合薄膜级LLDPE 7087科威特EQUATE1薄膜级LLDPE 新加坡注塑级LLDPE注塑级LLDPE注塑LLDPE.级注塑LLDPE级注塑LLDPE级注塑LLDPE级注塑LLDPE级注塑LLDPE级. 注塑级LLDPE注塑级LLDPE高压花料挤出涂覆级LDPE注塑级LDPELDPE 注塑LDPE.级LDPE 注塑级LDPELDPELDPELDPE高压涂覆挤出级LDPE涂覆级LDPE涂覆LDPE.级涂覆级 LDPE注塑级LDPE挤出级LDPE挤出级 LDPE挤出级 LDPELDPE高压薄膜LDPELDPE.LDPELDPE高压重包装注塑级LDPELDPE LDPE LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE. 薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE 薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜级LDPE薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE 级薄膜LDPE.级薄膜LDPE级薄膜LDPE级薄膜LDPE级薄膜LDPE. 级注塑级LDPE注塑级LDPE注塑级LDPE 注塑级LDPE注塑级LDPE注塑级LDPE注塑级LDPE注塑级LDPE注塑级LDPE涂覆级LDPE涂覆级LDPE涂覆级LDPE涂覆级LDPE涂覆级LDPE涂覆级LDPE 涂覆级LDPE涂覆级LDPE涂覆级LDPE 7008 美国陶氏薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE 薄膜级HDPE薄膜级HDPE 薄膜级HDPE薄膜级HDPE薄膜级HDPE薄膜级HDPE 薄膜级HDPE 薄膜级HDPE薄膜级HDPE注塑级HDPE 低压聚乙烯MI:5属于低熔指MI:10属于中熔指MI:20属于高熔指注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE 注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE注塑级HDPE 注塑级HDPE。

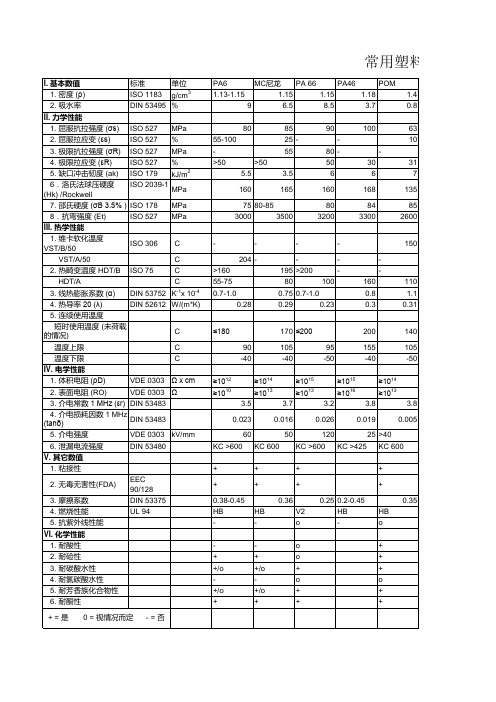
常用塑料物性-表格扫描(修订版)简介塑料是一种非常常见的材料,它具有良好的可塑性、耐水性、耐酸碱性、抗腐蚀性等优点,广泛应用于包装、建材、家电、汽车、医疗器械等领域。
本文旨在整理常用塑料的物性参数,包括密度、耐温、拉伸强度、冲击强度、硬度、热膨胀系数等方面,并将数据整合为表格形式,方便读者查阅。
常用塑料物性表格塑料密度塑料类型密度 (g/cm3)ABS 1.05-1.10PC 1.20-1.22PE 0.92-0.96PET 1.38-1.40PETG 1.27-1.30PP 0.90-0.91PS 1.05-1.06PVC 1.38-1.45塑料耐温性能塑料类型最高使用温度 (℃)ABS 70-100PC 100-140PE 60-80PET 70-80PETG 70-80PP 100-130PS 70-90PVC 60-80塑料拉伸强度塑料类型拉伸强度 (MPa)ABS 30-45PC 60-70PE 12-25PET 55-75PETG 50-70PP 30-40PS 38-48PVC 20-60塑料冲击强度塑料类型冲击强度 (kJ/m2)ABS 10-40PC 60-90PE 15-25PET 10-30PETG 20-25PP 5-20PS 2-10PVC 10-50塑料硬度塑料类型硬度 (shore)ABS 70-110PC 70-90PE 40-70PET 50-120PETG 70-105PP 65-110PS 70-95PVC 70-95塑料热膨胀系数塑料类型热膨胀系数 (10^-5 K^-1) ABS 9-19PC 6-7PE 12.5-20PET 5-6.5PETG 8-10PP 12-20PS 6-8PVC 7-9结论通过以上表格,我们可以看出不同种类的塑料在密度、耐温、拉伸强度、冲击强度、硬度、热膨胀系数等方面有所差别,如在最高使用温度方面,ABS的最高使用温度为70-100℃,而PC的最高使用温度高达100-140℃。









ABS类ABS熔胶温度:210℃-245℃烘料温度:90℃烘料时间:≥2H模温:25℃-75℃成型压力:中高压速度:中高速ABS阻燃熔胶温度:200℃-230℃烘料温度:80℃烘料时间:≥3H模温:50℃-60℃成型压力:中压速度:中速ABS+玻纤熔胶温度:220℃-250℃烘料温度:90℃烘料时间:≥3H模温:50℃-80℃成型压力:中高压速度:中高速ABS+AS熔胶温度:220℃-240℃烘料温度:90℃烘料时间:≥3H模温:60℃-85℃成型压力:中高压速度:中高速ABS+PC熔胶温度:240℃-280℃烘料温度:110℃烘料时间:≥4H模温:50℃-100℃成型压力:中高压速度:高速PA6类PA6熔胶温度:240℃-270℃烘料时间:≥8H模温:80℃-90℃成型压力:中高压速度:高速PA6+玻纤熔胶温度:250℃-280℃烘料温度:105℃烘料时间:≥8H模温:80℃-90℃成型压力:中高压速度:高速PA12类PA12熔胶温度:240℃-290℃烘料温度:85℃烘料时间:≥5H模温:30℃-40℃成型压力:中压速度:高速PA12+玻纤熔胶温度:240℃-270℃烘料温度:85℃烘料时间:≥5H模温:80℃-90℃成型压力:中压速度:高速PA66类PA66熔胶温度:260℃-290℃烘料温度:105℃烘料时间:≥12H模温:70℃-90℃成型压力:中压速度:高速PA66+玻纤熔胶温度:260℃-280℃烘料温度:105℃烘料时间:≥12H成型压力:中压速度:高速PBT类PBT熔胶温度:240℃-270℃烘料温度:140℃烘料时间:≥4H模温:25℃-50℃成型压力:中压速度:高速PBT+玻纤熔胶温度:240℃-265℃烘料温度:140℃烘料时间:≥4H模温:25℃-50℃成型压力:中压速度:高速PC类PC类熔胶温度:260℃-300℃烘料温度:120℃烘料时间:≥4H模温:70℃-120℃成型压力:高压速度:高速、低速PC+玻纤熔胶温度:260℃-300℃烘料温度:120℃烘料时间:≥4H模温:70℃-120℃成型压力:高压速度:高速PC+PBT熔胶温度:235℃-285℃烘料温度:130℃烘料时间:≥4H模温:35℃-95℃成型压力:中高压速度:高速PE-HDPE-HD熔胶温度:200℃-230℃模温:50℃-95℃成型压力:低压速度:高速PE-LDPE-LD熔胶温度:180℃-220℃模温:20℃-40℃成型压力:中高压速度:高速PEI类PEI熔胶温度:340℃-400℃烘料温度:150℃烘料时间:≥4H模温:100℃-175℃成型压力:中高压速度:高速PEI+玻纤熔胶温度:340℃-420℃烘料温度:150℃烘料时间:≥4H模温:100℃-175℃成型压力:中高压速度:高速PET类PET熔胶温度:265℃-280℃烘料温度:120℃烘料时间:≥4H模温:80℃-120℃成型压力:中低压速度:高速PET+玻纤熔胶温度:275℃-290℃烘料温度:120℃烘料时间:≥4H模温:80℃-120℃成型压力:中低压速度:高速PMMAPMMA熔胶温度:230℃-260℃烘料温度:90℃烘料时间:≥4H模温:35℃-85℃成型压力:中压速度:中速POM类POM熔胶温度:190℃-210℃烘料温度:90℃烘料时间:≥2H模温:80℃-100℃成型压力:中低压速度:中高速POM+玻纤熔胶温度:190℃-220℃烘料温度:90℃烘料时间:≥2H模温:80℃-100℃成型压力:中压速度:中高速PP类PP熔胶温度:220℃-250℃模温:40℃-80℃成型压力:中高压速度:中速PP+玻纤熔胶温度:230℃-250℃烘料温度:80℃烘料时间:≥3H模温:30℃-60℃成型压力:中高压速度:中速PPEPPE熔胶温度:240℃-300℃烘料温度:100℃烘料时间:≥4H模温:60℃-100℃成型压力:中高压速度:中低速PPOPPO熔胶温度:240℃-300℃烘料温度:110℃烘料时间:≥4H模温:20℃-60℃成型压力:中高压速度:中低速PS类PS熔胶温度:180℃-260℃烘料温度:80℃烘料时间:≥3H模温:40℃-50℃成型压力:低压速度:高速PS+阻燃熔胶温度:180℃-240℃烘料温度:80℃烘料时间:≥3H模温:40℃-50℃成型压力:低压速度:高速PVCPVC熔胶温度:185℃-205℃模温:25℃-50℃成型压力:中高压AS类AS熔胶温度:200℃-250℃烘料温度:80℃烘料时间:≥2H模温:40℃-80℃成型压力:中低压速度:高速AS+玻纤熔胶温度:210℃-240℃烘料温度:80℃烘料时间:≥2H模温:40℃-80℃成型压力:中低压速度:高速PPSPPS熔胶温度:270℃-300℃烘料温度:130℃烘料时间:≥4H模温:25℃-85℃成型压力:中高压速度:低速PEEKPEEK熔胶温度:350℃-380℃烘料温度:150℃烘料时间:≥3H模温:175℃-205℃成型压力:中高压速度:中速PPAPPA熔胶温度:280℃-325℃烘料温度:140℃烘料时间:≥6H模温:90℃-180℃成型压力:中高压橡胶橡胶熔胶温度:280℃-325℃烘料温度:70℃烘料时间:≥2H模温:20℃-60℃成型压力:中低压速度:中低速。