炼乳生产工艺要点(ppt 63)
- 格式:ppt
- 大小:673.00 KB
- 文档页数:62


炼乳生产工艺要点炼乳是一种利用乳制品加工技术制作而成的乳制品,通常由牛奶或其他动物奶制成,具有浓稠的口感和甜味。
在炼乳的生产过程中,需要特定的工艺来确保产品的质量和口感。
以下是炼乳生产工艺的要点:1. 初步加工:首先,从生鲜奶或奶粉中提取奶油。
奶油是炼乳中的关键成分,负责赋予产品的浓稠质感和丰富的口感。
提取奶油可以通过手动分离、离心分离或旋转刮油机等方式进行。
2. 调配:将提取的奶油与其它成分进行调配,以达到产品所需的脂肪和固体物含量。
通常在调配过程中会添加砂糖,以赋予产品甜味和特殊口感。
3. 炼煮:将调配好的奶液进行加热处理,通常采用蒸汽加热的方式进行。
加热的温度和时间是关键因素,可以调节产品的颜色和口感。
炼煮过程中需要不断搅拌,以避免奶液在加热过程中糊化或烧焦。
4. 巴氏消毒:炼乳生产过程中的一项重要步骤是巴氏消毒。
通过将产品在高温下加热,可以有效地杀灭潜在的病菌和微生物,延长产品的保质期。
5. 冷却与包装:炼乳熟化后,需要对其进行及时的冷却,以防止细菌滋生和产品质量变差。
冷却后,炼乳会被倒入密闭的容器中进行包装,以确保产品在储存和运输过程中的保鲜性。
以上是炼乳生产工艺的关键要点。
这些步骤需要精确的控制和专业的技术来确保产品的质量和口感。
炼乳的生产工艺可以根据不同的产品要求进行调整和改进,以满足消费者对于炼乳的需求。
在炼乳生产工艺中,除了上述的关键要点之外,还有一些相关的工艺和步骤需要考虑。
让我们进一步探讨以下内容:6. 脱水:在炼乳生产过程中,为了获得更浓稠的口感,通常需要对奶液进行脱水处理。
这可以通过加热和蒸发的方式来实现。
奶液通过蒸发器,蒸发器利用高温加热使奶液中的水分蒸发出来,从而达到浓缩的目的。
脱水过程需要在严格控制温度和时间的条件下进行,以确保产品在获得浓稠口感的同时,不会损失其营养成分。
7. 酸化:在某些炼乳产品中,为了增加产品的酸度和特殊口感,可能需要进行酸化处理。
这可以通过添加乳酸菌或其他酸化剂来实现。
炼乳加工技术一、浓缩乳产品的分类浓缩型乳制品的主要品种是炼乳。
炼乳呈半流体状态,是鲜乳经真空浓缩除去大部分水分而制成的。
炼乳的种类很多,按照成品是否加糖可分为加糖炼乳(甜炼乳)和无糖炼乳(淡炼乳);按照成品是否脱脂可分为全脂炼乳和脱脂炼乳;成品加入可可,咖啡或其他辅料的称为花色炼乳;成品中加入维生素,微量元素矿物质与营养物质的称为强化炼乳和母乳化调制炼乳。
目前我国生产的炼乳主要是全脂甜炼乳和淡炼乳。
甜炼乳是在原料乳中加糖16%,将其浓缩至原体积的40%左右(即原料乳浓缩前的体积约为浓缩后的2.5倍,浓缩比例为2.5:1),再经冷却、乳糖结晶而制成的产品。
淡炼乳是将原料乳浓缩2.3倍(2.3:1)后罐装灭菌制成的产品。
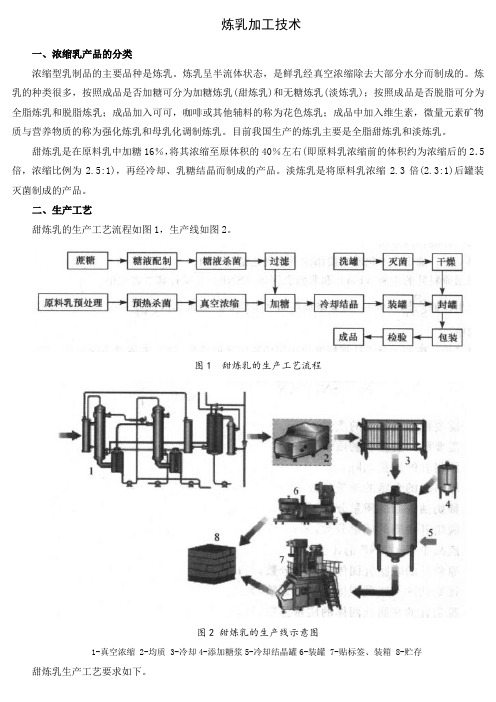
二、生产工艺甜炼乳的生产工艺流程如图1,生产线如图2。
图1 甜炼乳的生产工艺流程图2 甜炼乳的生产线示意图1-真空浓缩 2-均质 3-冷却4-添加糖浆5-冷却结晶罐6-装罐 7-贴标签、装箱 8-贮存甜炼乳生产工艺要求如下。
1.原料验收生产甜炼乳所用原料包括原料乳、砂糖(绵白糖)。
原料乳验收应符合GB/T 6914-1986标准要求,感官指标要求:正常牛乳应为乳白色或微带黄色,不得含有肉眼可见的异物,不得有红色、绿色或其他异色。
不能有苦、咸、涩的滋味和饲料味、青贮味、霉味等其他异常气味。
2.标准化标准化就是调整原料乳中脂肪与非脂肪干物质的比值,使其符合成品中相应的比值要求。
原料乳标准化的目的包括:①保证产量:牛乳的乳脂率在3%~3.7%范围内炼乳生产量最多;②增加保存性:原料乳含脂率低,则炼乳保存性差;③影响产品生产操作:低乳脂率的牛乳在浓缩过程中易起泡,操作较困难。
3.预热和杀菌(1) 预热杀菌的概念生产炼乳时,杀菌工序除具有使产品达到食品安全,延长产品的保质期等目的外,还要服务于下一步浓缩工序对原料温度条件的要求,因此对炼乳和乳粉加工而言,杀菌工序称之为预热杀菌。
(2) 预热杀菌的目的①杀死原料乳中的病原菌,杀灭或破坏影响成品质量的细菌、酵母、霉菌以及酶类物质的活性,使其符合食品卫生要求。