第六章 电火花线切割编程、加工工艺及实例
- 格式:ppt
- 大小:2.43 MB
- 文档页数:132
数控电火花线切割加工工艺与编程数控电火花线切割加工工艺与编程是一种创新的加工方法,它利用程序控制的电脑技术,将电火花线切割机器中的电气放电机构与移动控制机构的技术结合起来,精密地切割出各种复杂形状的金属材料或非金属材料,得到高精度的加工结果。
数控电火花线切割加工工艺的基本原理是利用放电加热将工件材料熔化或蒸发掉,并通过程序精确定位和控制电极与工件的距离,在放电中加以控制,使放电的控制和定位达到高精度的加工要求。
在数控电火花线切割加工工艺中,编程是非常关键的一环。
编程就是根据图样或三维模型建立数控切割程序的过程,其核心是刀具路径的优化和控制策略的确定。
编程需要遵循一定的规范,需要根据材料属性、机床性能、刀具特性等因素进行不同的处理。
数控电火花线切割加工工艺的编程过程中,需要首先进行几何建模,将模型导入电脑,然后进行CAD图形设计,确定刀具路径和控制策略,再建立CAM加工程序,得到数控切割的参数。
在编程中,需要考虑到材料的切割性能,加工过程中的热效应,断电保护、电极磨损等问题,使切割结果达到高质量和高效率。
在数控电火花线切割加工工艺的实施过程中,还需要注意一些技术要点。
首先是清洁工件表面,以确保电极与工件之间的间隙均匀;其次是对电极进行选择和安装,这需要结合切割材料的特性和要求;另外还需要标定工件坐标系,确保程序的准确性;最后是进行切割参数的优化,这需要进行多次试切,寻找最佳的加工参数。
数控电火花线切割加工工艺与编程具有很高的自动化程度,可以极大地提高加工效率和加工质量。
在精密工件制造、零部件加工、模具制作等领域得到广泛应用。
随着科技的不断进步,数控电火花线切割加工工艺和编程将会不断创新和完善,为现代制造业发展起到更加重要的作用。
徐州工业职业技术学院毕业设计(论文)毕业设计复杂零件数控编程与加工Complex parts CNC programming and processing班级机械制造与自动化091 学生姓名王凯学号 930409035指导教师李明山职称讲师论文提交日期徐州工业职业技术学院毕业设计(论文)任务书课题名称复杂零件数控编程与加工课题性质工程设计类班级机械制造与自动化091学生姓名王凯学号930409035指导教师李明山导师职称讲师一.选题意义及背景:电火花线切割加工,有时又称线切割。
其基本工作原理是利用连续移动的细金属丝(称为电极丝)作电极,对工件进行脉冲火花放电蚀除金属、切割成型。
它主要用于加工各种形状复杂和精密细小的工件,例如冲裁模的凸模、凹模、凸凹模、固定板、卸料板等,成形刀具、样板、电火花成型加工用的金属电极,各种微细孔槽、窄缝、任意曲线等,具有加工余量小、加工精度高、生产周期短、制造成本低等突出优点,已在生产中获得广泛的应用,目前国内外的电火花线切割机床已占电加工机床总数的60%以上。
我们选用的机床型号DK-G系列普通锥度数控快走丝线切割机床,编程系统为HF。
二.毕业设计(论文)主要内容:1、零件图绘制;(配合件)2、零件工艺分析;3、加工程序编写;4、零件加工及检测;三.计划进度:第一周:对毕业设计做准备工作,并弄清尺寸完成CAD图第二周:对零件进行加工工艺分析第三周:编写零件加工程序第四周:零件加工及检测第五周:整理资料第六周:答辩四.毕业设计(论文)结束应提交的材料:1、A4零件图二张,A3装配图一张2、工艺卡片二份3、程序单三份4、毕业设计书一份5、零件实物三个指导教师教研室主任年月日年月日论文真实性承诺及指导教师声明学生论文真实性承诺本人郑重声明:所提交的作品是本人在指导教师的指导下,独立进行研究工作所取得的成果,内容真实可靠,不存在抄袭、造假等学术不端行为。
除文中已经注明引用的内容外,本论文不含其他个人或集体已经发表或撰写过的研究成果。

电火花线切割机工作原理及加工工艺制定第一节概述电火花加工又称电蚀加工或放电加工,它采用金属丝导线作为工具电极切割工件,利用工件与工具电极之间的间隙脉冲放电所产生的局部瞬时高温,对金属材料进行蚀除的一种加工方法。
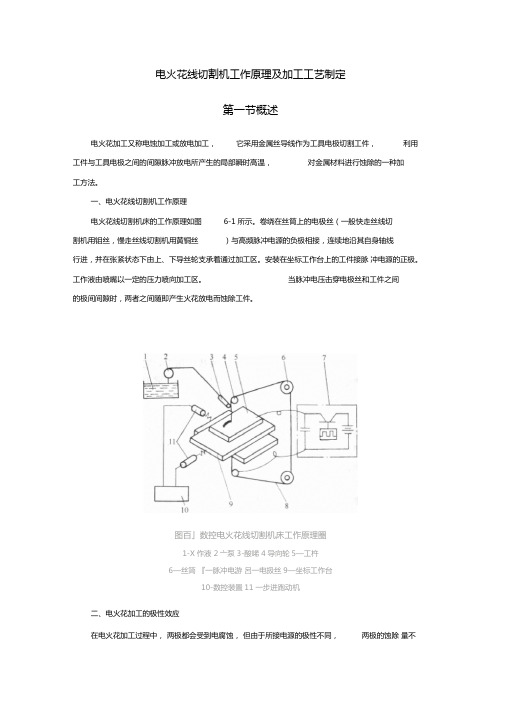
一、电火花线切割机工作原理电火花线切割机床的工作原理如图6-1所示。
卷绕在丝筒上的电极丝(一般快走丝线切割机用钼丝,慢走丝线切割机用黄铜丝)与高频脉冲电源的负极相接,连续地沿其自身轴线行进,并在张紧状态下由上、下导丝轮支承着通过加工区。
安装在坐标工作台上的工件接脉冲电源的正极。
工作液由喷嘴以一定的压力喷向加工区。
当脉冲电压击穿电极丝和工件之间的极间间隙时,两者之间随即产生火花放电而蚀除工件。
图百」数控电火花线切割机床工作原理圏1-X作液 2亠泵 3-酸唏 4导向轮5—工杵6—丝简『一脉冲电游呂一电扱丝9—坐标工作台10-数控装置11 一步进跑动机二、电火花加工的极性效应在电火花加工过程中,两极都会受到电腐蚀,但由于所接电源的极性不同,两极的蚀除量不同,这种现象称为极性效应。
习惯上通常把工件接正极时的电火花加工称为正极性加工, 把工件接负极时的电火花加工称为负极性加工。
从提高生产率和减少工具电极损耗的角度来看,极性效应愈显著愈好,采用短脉冲精加工时,应选用正极性加工;采用长脉冲粗加工时,应选用负极性加工。
在实际生产中,极性的选择主要依靠机床参数表或通过试验确定。
三、电火花线切割机的主要加工对象1.加工模具电火花线切割机广泛用于加工硬质合金、淬火钢模具零件,调整不同间隙补偿量,只需一次编程就可以切割凸模、凸模固定板、凹模卸料板;挤压模、粉末冶金模、弯曲模、塑料模等带锥度的模具。
以及形状复杂、带有尖角的窄缝形小型凹模,可采用整体结构淬火后线切割加工,既能保证模具精度,又可简化模具设计和制造。
2.加工点火化成形加工用的电极带锥度型腔加工的电极,一般穿孔加工的电极,对于用银钨、铜钨合金材料等,用线切割加工特别经济。




电火花线切割加工学问目标把握电火花线切割加工的原理、特点及应用;了解电火花线切割加工的根本工艺规律;电火花线切割加工机床的组成及各局部的功用。
技能目标把握电火花线切割加工机床的构造;学会电火花线切割加工的手工编程;把握线切割加工工艺及应用。
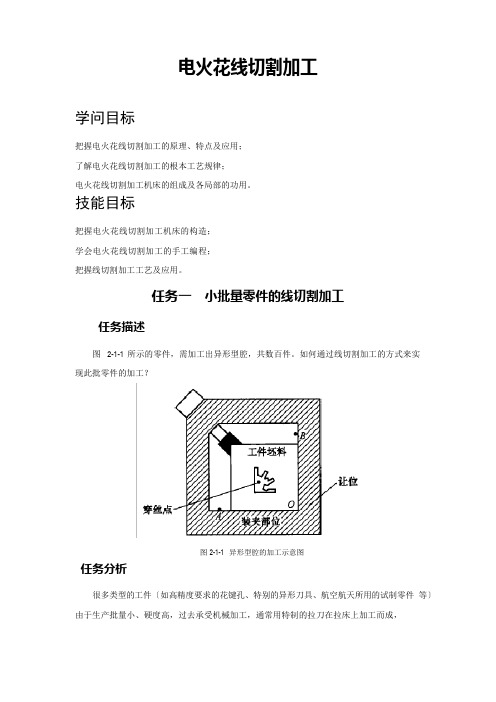
任务一小批量零件的线切割加工任务描述图2-1-1 所示的零件,需加工出异形型腔,共数百件。
如何通过线切割加工的方式来实现此批零件的加工?图2-1-1 异形型腔的加工示意图任务分析很多类型的工件〔如高精度要求的花键孔、特别的异形刀具、航空航天所用的试制零件等〕由于生产批量小、硬度高,过去承受机械加工,通常用特制的拉刀在拉床上加工而成,而拉刀本钱格外高,因此对于高硬度、带有斜度的工件很难适用。
在这种状况下承受慢速走丝线切割进展加工,可以极为便利地满足加工要求。
学问预备一、电火花线切割加工的原理、特点及应用随着电火花加工技术的进展,在成形加工方面逐步形成两种主要加工方式:电火花成形加工和电火花线切割加工。
电火花线切割加工〔wire cut EDM,简称WEDM〕自20 世纪50 年月末产生以来,获得了极其快速的进展,已逐步成为一种高精度和高自动化的加工方法,在模具制造、成形刀具加工、难加工材料和周密简单零件的加工等方面获得了广泛应用。
目前电火花线切割机床已占电加工机床的60%以上。
1.电火花线切割加工的进展电火花线切割加工历经半个多世纪的进展,已经成为先进制造技术领域的重要组成部分。
电火花线切割加工不需要制作成形电极,能便利地加工外形简单、大厚度的工件,且工件材料的预加工量少,因此在模具制造、产品试制和零件加工中得到了广泛应用。
尤其是进入20 世纪90 年月后,随着信息技术、网络技术、航空和航天技术、材料科学技术等高技术的进展,电火花线切割加工技术也朝着更深层次、更高水平的方向进展。
我国上海仪表工程师于 20 世纪60 年月独创的特种快速走丝电火花加工机床,经过30 多年的进展和完善,现已成为模具加工不行缺少的装备,也是中国模具生产企业装备数量最多的电火花加工机床。

《特种加工技术》课程教学目标和试题库第一章概述教学目标:1.掌握特种加工的概念2.了解特种加工技术的发展史3了解特种加工技术的特点、分类、试题库:1.什么是特种加工技术?答案:特种加工亦称“非传统加工”或“现代加工方法”,泛指用电能、热能、光能、电化学能、化学能、声能及特殊机械能等能量达到去除或增加材料的加工方法,从而实现材料被去除、变形、改变性能或被镀覆等。
2.特种加工与传统机械加工相比,特种加工的特点。
答案:(1)加工范围不受材料物理、机械性能的限制,能加工任何硬的、软的、脆的、耐热或高熔点金属以及非金属材料。
(2)易于加工复杂型面、微细表面以及柔性零件。
(3)易获得良好的表面质量,热应力、残余应力、冷作硬化、热影响区等均比较小。
(4)各种加工方法易复合形成新工艺方法,便于推广应用第二章电火花加工的基本原理及设备教学目标:1.了解电火花加工的物理本质2.了解电火花、线切割加工的特点3.掌握电火花加工机床的组成部分及其作用4.掌握线切割加工机床的组成部分及其作用试题库:3.简述电火花加工物理本质答案:电火花加工基于电火花腐蚀原理,是在工具电极与工件电极相互靠近时,极间形成脉冲性火花放电,在电火花通道中产生瞬时高温,使金属局部熔化,甚至气化,从而将金属蚀除下来。
4电火花加工与线切割加工的区别?答案:电火花加工是利用浸在工作液中的两极间脉冲放电,需要浸泡在工作液中,速度缓慢、成本高;电火花线切割加工利用连续移动的细金属丝(称为电极丝)作电极对工件进行脉冲火花放电。
5.电火花机床的组成部分有哪些?答案:主机、工作液循环系统、脉冲电源、机床附件6.线切割机床的组成部分有哪些?答案:机床本体、工作液循环系统、脉冲电源、机床附件、控制系统第三章电火花加工工艺规律教学目标:1.了解电火花加工的常用术语2.掌握影响材料放电腐蚀的因素3.掌握电火花加工工艺规律试题库:7什么是极性效应?在电火花加工中如何充分利用极性效应?答案:极性效应——单纯由正、负极性不同而引起的电蚀量不同的现象。

典型零件数控电火花线切割编程一、基本内容凹模加工实例二、教学参考时数:2三、授课形式:实践四、学习要求1、掌握典型零件加工工艺编制2、掌握典型零件加工程序编程例2图10.2为一凹模尺寸图,材料为45#钢,斜度为2o,零件厚度为15mm要求对凹模进行数控线切割加工。
R15图11-2凹模尺寸图1、使用机床汉川机床有限责任公司生产的DK7732A数控电火花线切割机床,机床工作台行程320mmx 400mm2、工艺分析(1)加工坐标原点:X为距离下边线25mn且平行于下边线的一条直线,Y为对称中心线。
(2)以工件底面及外形基准面为定位基准。
采用直径为①0.18m m的钼丝,加工单边间隙取0.01mm,丝半径补偿量为0.1mmo(3)切割路线:从下边线中间切入,顺时针方向切割。
穿丝点及退出点均设置在中心位置(0, 0)。
穿丝孔直径为$ 8mm3、编制加工程序斜度线切割也称为锥度线切割,使用汉川机床有限责任公司生产的DK7732A数控电火花线切割机床。
锥度切割相关的G代码为:G50:取消锥度加工;G51 :锥度左偏,格式:G51Aa;G52:锥度右偏,格式:G52Aa;另外,加工锥度零件,还需输入W S、H三个参数:W工作台面到下导轮中心的距离;S上导轮中心到工作台面的距离;H工件厚度。
采用ISO格式程序如下:(单位为卩m)N010 G92 X0 Y0N020 W 60010N030 S 100000N040 H 15000N050 G52 A2N060 G41 D100N070 G01 X0 Y-25000N080 G01 X-40000 Y25000N090 G02 X-50000 Y-15000 I0 J10000N100 G01 X-50000 Y15000N110 G02 X-40000 Y25000 I10000 J0N120 G01 X-15000 Y25000N130 G03 X15000 Y25000 I15000 J0N140 G01 X40000 Y25000N150 G02 X50000 Y15000 I0 J-10000N160 G01 X50000 Y-15000N170 G02 X40000 Y-25000 I-10000 J0N180 G01 X0 Y-25000N190 G01 X0 Y0N200 M02。