松下伺服电机常见问题及处理办法
- 格式:doc
- 大小:19.21 KB
- 文档页数:4

松下伺服驱动器故障报警内容和处理方法在现代工业生产中,自动化设备的应用越来越广泛,而伺服驱动器作为自动化设备的核心部件之一,其性能和稳定性直接影响到整个设备的运行效果。
伺服驱动器在使用过程中难免会出现故障,这时我们需要了解故障报警的内容和处理方法,以便及时解决问题,保证设备的正常运行。
我们来了解一下松下伺服驱动器的故障报警内容。
松下伺服驱动器常见的故障报警有以下几种:过流、过压、过热、欠压、缺相、编码器故障等。
这些故障报警都是通过伺服驱动器的内置报警模块产生的,当伺服驱动器检测到相应的异常情况时,会通过报警模块发出相应的报警信号。
这些报警信号可以分为两类:一类是直接显示在伺服驱动器的显示屏上,另一类是通过通讯接口发送给上位机进行显示和处理。
接下来,我们来探讨一下松下伺服驱动器故障的处理方法。
在处理伺服驱动器故障时,我们需要遵循以下几个原则:先诊断后处理、先外部后内部、先简单后复杂。
具体来说,就是首先要对故障现象进行详细的诊断,确定故障的具体原因;然后根据故障的原因进行相应的处理;在处理过程中,要遵循由外及内、由简单到复杂的顺序,逐步深入分析故障原因,直至找到根本原因并解决问题。
1.1 过流故障处理过流故障是指伺服驱动器输出电流超过了额定值,导致电机发热严重或者损坏。
遇到过流故障时,我们首先需要检查伺服驱动器的额定电流设置是否正确,然后检查电机的负载是否过大,最后检查伺服驱动器的保护功能是否正常工作。
如果以上几点都没有问题,那么可能是伺服驱动器的内部元件损坏,需要更换相应的元件。
1.2 过压故障处理过压故障是指伺服驱动器输入电压超过了额定值,导致电子元件损坏或者烧毁。
遇到过压故障时,我们首先需要检查伺服驱动器的额定电压设置是否正确,然后检查输入电源是否稳定,最后检查伺服驱动器的保护功能是否正常工作。
如果以上几点都没有问题,那么可能是伺服驱动器的内部元件损坏,需要更换相应的元件。
1.3 过热故障处理过热故障是指伺服驱动器内部温度过高,导致电子元件性能下降甚至损坏。

松下伺服故障报警代码分析及处理
一、报警代码
1.F10:输出电流检测点失效:
输出电流检测点是伺服控制器检测电机输出功率的重要指标。
出现这一报警的原因很可能是电机母线上的电流值没有正常检测到,或者控制器内部的电流检测电路出现故障,可能是放大器的结构失效,也可能是A/D 转换器的出错。
2.F11:DC组件过载
DC组件过载的报警指示DC电机运行台架上电机电流过载。
原因可能是电机处于锁死或粘连状态,电机容量不够,电机负载过大,或伺服控制器不正常检测电机负载过重。
3.F12:温度传感器信号异常
温度传感器信号异常报警指出,温度传感器的信号输出不正常。
原因很可能是温度传感器的电路失效,或伺服控制器内部的A/D转换器的电路失效,导致无法正常检测温度数值。
二、处理方法
1.F10报警处理方法
(1)检查电机母线是否处于正常状态,是否有破损或过载现象;
(2)检查控制器内部电机输出功率放大器是否正常;
(3)更换A/D转换器;
(4)重新调整控制器电机控制程序。
2.F11报警处理方法:
(1)检查电机是否出现锁死或粘连的情况;(2)检查电机的容量是否足够;。
松下伺服电机常见问题及处理办法一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF-AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2.内部速度控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1;PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.10、No.11、No.12,适当降低系统增益。
松下伺服电机的故障处理导语:电机行业作为应用广泛的电气设备,是中国制造业的重要组成部分,目前我国普通电机的技术已经成熟,随着企业技术水平的提高以及不断吸收国外先进的技术,未来电机行业也将向着高效性、高可靠性、轻量化小型化、智能化等更高目标发展。
电机行业作为应用广泛的电气设备,是中国制造业的重要组成部分,目前我国普通电机的技术已经成熟,随着企业技术水平的提高以及不断吸收国外先进的技术,未来电机行业也将向着高效性、高可靠性、轻量化小型化、智能化等更高目标发展。
1、松下数字式交流伺服零碎MHMA2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器呈现16号报警,该怎样处理?这种景象普通是由于驱动器的增益设置过高,发生了自激震荡。
2、松下交流伺服驱动器上电就呈现22号报警,为何?22号报警是编码器毛病报警,发生的缘由普通有:A.编码器接线有成绩:断线、短路、接错等等,请细心查对;B.电机上的编码器有成绩:错位、损坏等,请送修。
3、松下伺服电机在很低的速度运转时,时快时慢,象匍匐一样,怎样办?伺服电机呈现低速匍匐景象普通是由于零碎增益太低惹起的,请调整参数No.10、No.11、No.12,适当调整零碎增益,或运转驱动器自动增益调整功用。
4、松下交流伺服零碎在地位控制方式下,控制零碎输入的是脉冲和方向信号,但不论是正转指令还是反转指令,电机只朝一个方向转,为何?松下交流伺服零碎在地位控制方式下,可以接纳三种控制信号:脉冲/方向、正/反脉冲、A/B正交脉冲。
驱动器的出厂设置爲A/B正交脉冲(No42爲0),请将No42改爲3(脉冲/方向信号)。
5、松下交流伺服零碎的运用中,能否用伺服-ON作爲控制电机脱机的信号,以便间接转动电机轴?虽然在SRV-ON信号断开时电机可以脱机(处于自在形态),但不要用它来启动或中止电机,频繁运用它开关电机能够会损坏驱动器。
假如需求完成脱机功用时,可以采用控制方式的切换来完成:假定伺服零碎需求地位控制,可以将控制方式选择参数No02设置爲4,即*方式爲地位控制,第二方式爲转矩控制。
松下伺服电机调整参考与常见问题解决方法一、基本接线主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);控制电源输入r、t也可直接接~220V;电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤1.JOG试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET’键,然后连续按‘MODE’键直至数码显示为‘AF -AcL’,然后按上、下键至‘AF-JoG’;按‘SET’键,显示‘JoG -’:按住‘^’键直至显示‘rEAdy’;按住‘<’键直至显示‘SrV-on’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET’键结束。
2.内部速度控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-;参数No.53、No.05设置为1:(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-ON(29脚)接COM-; PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;参数No.02设置为0,No42设置为3,No43设置为1;PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.10、No.11、No.12,适当降低系统增益。
松下伺服驱动器维护中的常见问题及解决措施1、松下数显式交流伺服控制系统MHMA2KW,调试时一通电,电动机就震动并有挺大的噪音,随后控制器出現16号警报,该如何处理?这种情况通常是因为控制器的收获设定过高,造成了自激波动。
请调节主要参数No.10、No.11、No.12,适度减少系统软件收获。
2、松下交流伺服控制器通电就出現22号警报,为何?22号警报是伺服电机常见故障警报,造成的缘故通常有:A.编码器接线不太好:断开、短路故障、接错这些,请细心查对;B.电动机上的伺服电机不太好:移位、毁坏等,请寄修。
3、松下伺服电机在很低的速率运作时,忽快忽慢,象爬行运动相同,该怎么办?交流伺服电机出現低速档爬行运动状况通常是因为系统软件收获太低造成的,请调节主要参数No.10、No.11、No.12,适度调节系统软件收获,或运作控制器自动增益调节作用。
(请参照《使用手册》中有关收获调节的內容)4、松下交流伺服控制系统在部位操纵方法下,自动控制系统輸出的是单脉冲和方位数据信号,但无论是正转命令還是翻转命令,电动机只朝1个方位转,为何?松下沟通交流伺服控制系统在部位操纵方法下,能够接受几种操纵数据信号:单脉冲/方位、正/反单脉冲、A/B正交单脉冲。
控制器的出厂设置为A/B正交单脉冲(No42为0),请将No42改成3(单脉冲/方位数据信号)。
5、松下交流伺服控制系统的应用中,可否用伺服-ON做为操纵电动机脱机的数据信号,便于立即旋转电动机轴?虽然在SRV-ON数据信号断掉时电动机可以脱机(处在随意情况),但不要它来起动或终止电动机,经常应用它电源开关电动机将会会毁坏控制器。
假如必须保持脱机作用时,能够选用操纵方法的转换来保持:假定伺服控制系统必须部位操纵,能够将操纵方法挑选主要参数No02设定为4,即首位方法为部位操纵,其次方法为转距操纵。
随后用C-MODE来转换操纵方法:在开展部位操纵时,使数据信号C-MODE开启,使控制器工作中在首位方法(即部位操纵)下;在必须脱机时,使数据信号C-MODE合闭,使控制器工作中在其次方法(即转距操纵)下,因为转距命令键入TRQR未布线,因而电动机輸出转距为零,逐步实现脱机。
松下伺服驱动器故障报警内容和处理方法哎呀,咱们这可真是个技术活啊!想象一下,你辛辛苦苦养的宠物突然不听话了,还闹得满屋子都是动静。
这不,松下伺服驱动器也闹起了“小情绪”,开始发“脾气”了。
别急,让我来给你支几招,帮你搞定这个“麻烦精”。
你得知道它的“心情”。
松下伺服驱动器的报警声就像是它的心情日记,告诉你它现在是不是开心、生气还是烦恼。
比如,“嘀嘀嘀”,这是在提醒你,伺服驱动器可能因为电压不稳或者温度过高而“不高兴”;“嗡嗡嗡”,这可能是因为电机负载太重或者轴承磨损严重;“咔咔咔”,那可能是机械结构出了问题,需要检查一下。
接下来,你得对症下药。
面对不同的“病症”,你得用不同的药方。
比如,对于“电压不稳”的问题,你可以检查电源线是否接触良好,或者考虑使用稳压器来稳定供电;对于“温度过高”的情况,你得赶紧清理散热片,或者换个风扇来帮忙降温;至于“电机负载太重”或“轴承磨损”,那就得找专业的维修人员来检查一下,看看是不是该更新换代了。
预防总比治疗来得重要。
平时多留意伺服驱动器的工作状态,定期进行保养和维护,就像给宠物做体检一样,可以大大降低它出毛病的概率。
比如说,每隔一段时间就检查一下伺服驱动器的油液,确保润滑系统正常工作;每个月对伺服驱动器进行一次全面的检查,看看有没有哪里不对劲。
别忘了跟“医生”打好交道。
当你发现伺服驱动器“闹别扭”的时候,及时联系厂家的技术支持,让他们来诊断问题所在,给出专业的解决方案。
有时候,一个小小的调整就能让伺服驱动器重新焕发活力,就像给宠物换上一件新衣服一样,让它看起来精神多了。
松下伺服驱动器虽然有点“矫情”,但只要我们用心去呵护,它也能像我们的宠物一样,陪伴我们度过每一个美好的时光。
所以,不要担心它会闹别扭,只要我们及时发现并解决问题,它就会恢复往日的风采,继续为我们的事业添砖加瓦。
松下伺服驱动器故障报警内容和处理方法在工业自动化领域,松下伺服驱动器以其出色的性能和稳定性得到了广泛的应用。
然而,在使用过程中,难免会遇到各种故障报警情况。
了解这些故障报警的内容以及掌握相应的处理方法,对于确保设备的正常运行和提高生产效率至关重要。
一、松下伺服驱动器常见的故障报警内容1、过电流报警(OC)当驱动器检测到电机电流超过设定的允许值时,会触发过电流报警。
这可能是由于电机过载、短路、驱动器故障或参数设置不当等原因引起的。
2、过电压报警(OV)电源电压过高或者在制动过程中产生的再生能量无法及时释放,都可能导致过电压报警。
3、欠电压报警(UV)供电电源电压过低,无法满足驱动器的正常工作要求,就会出现欠电压报警。
4、编码器故障报警(ENC)编码器是用于反馈电机位置和速度信息的重要部件。
如果编码器出现损坏、连接不良或信号干扰等问题,驱动器会发出编码器故障报警。
5、过热报警(OH)驱动器内部温度过高,可能是由于环境温度过高、散热不良、长时间过载运行等原因造成的。
6、位置偏差过大报警(Pd)当实际位置与指令位置的偏差超过设定的允许值时,会触发位置偏差过大报警。
7、速度偏差过大报警(Sv)实际速度与指令速度的偏差超出了规定范围,导致速度偏差过大报警。
8、通信故障报警(COM)驱动器与控制器之间的通信出现异常,例如通信线路中断、通信协议不匹配等。
二、松下伺服驱动器故障报警的处理方法1、过电流报警(OC)处理方法(1)首先检查电机是否过载,如果是,减轻负载或更换更大功率的电机。
(2)检查电机和驱动器之间的连接线路是否短路,修复或更换短路的线路。
(3)确认驱动器的参数设置是否正确,特别是电流限制相关的参数。
(4)如果驱动器故障,需要维修或更换驱动器。
2、过电压报警(OV)处理方法(1)检查电源电压是否过高,如果过高,调整电源电压至正常范围。
(2)优化制动参数,确保再生能量能够及时释放。
可以考虑增加制动电阻或使用能量回馈装置。
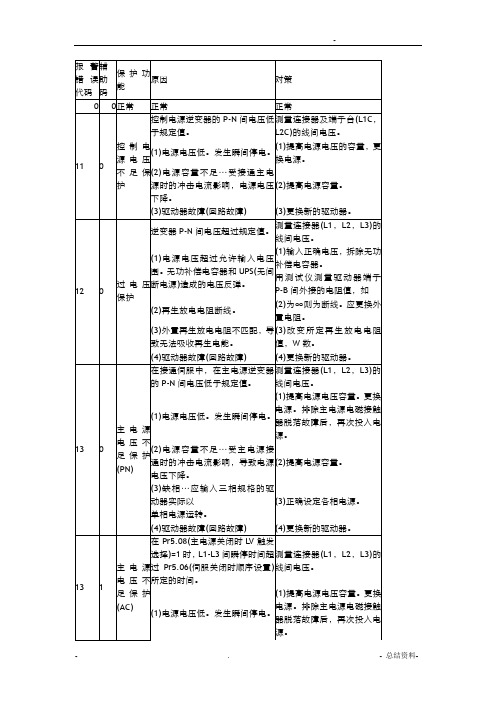
(2) 尝试将Pr5.09( 主电源关(2) 发生瞬间停电。
闭检测时间) 设定延长。
正确设定各相电源。
(2) 电源容量不足⋯受主电源接通时的冲击电流影响,导致电源(3) 提高电源容量。
电压下降。
(4) 正确连接电源的各相(3) 缺相⋯应输入三相规格的驱(L1 ,L2,L3) 。
单相100V及动器实际以单相电源运转。
单相200v 时,请使用L1,L3。
(4) 驱动器故障( 回路故障)(5) 更换新的驱动器。
在逆变器上流动电流超过规定值。
检查电机电缆是否短路等。
(1) 驱动器故障(回路,IGBT部件不良)(1) 拆除电机电缆,接通伺服,如果立即发生故障,则需更换新的驱动器。
(2) 检查电机电缆连接U,V,(2) 电机电缆U,V,W短路。
W是否短路,连接器导线是否有毛刺等。
正确连接电机电缆。
(3) 检查电机电缆的U,V,W (3) 电机电缆接地。
与电机接地线之间的绝缘电阻。
绝缘不良时请更换新电机。
140过电流(4) 检查电机的各条电缆间保护(4) 电机烧毁。
的电阻是否平衡,如不平衡,则需更换电机。
(5) 检查电机连接部U,V,W(5) 电机电缆接触不良。
的连接器插头是否脱落,如果松动,脱落,则应紧固。
(6) 由于频繁接通,关闭伺服,导致动态制动器用的继电器熔化。
(6) 更换驱动器。
请勿通过接通,切断伺服进行运转,停止操作。
(7) 检查铭牌所示电机,驱动(7) 电机与驱动器不匹配。
器型号(容量) ,更换匹配驱动器的电机。
(8) 脉冲输入和接通伺服时序为(8) 接通伺服100ms以后,再同步,或脉冲输入过快。
输入脉冲。
(9) 动态制动器电路过热。
(9) 请勿用伺服On/Off 作为运转、停止使用。
高速运转时请设置动态制动器动作的停止时间为3 分钟左右。
141IPM 異常保護在逆变器上流动电流超过规定值。
(1) 驱动器故障(回路,IGBT部件不良)(2) 电机电缆U,V,W短路。
(3) 电机电缆接地。
(4) 电机烧毁。
松下伺服电机常见问题及处理办法一、基本接线主电源输入采用~220V ,从L1、L3 接入(实际使用应参照操作手册);控制电源输入r、t 也可直接接~220V ;电机接线见操作手册第22、23 页,编码器接线见操作手册第24~26 页,切勿接错。
二、试机步骤1. J OG 试机功能仅按基本接线就可试机;在数码显示为初始状态‘r 0’下,按‘SET ’键,然后连续按‘MODE ’键直至数码显示为‘AF -AcL ’,然后按上、下键至‘AF-JoG ’;按‘SET ’键,显示‘JoG - ’:按住‘^’键直至显示‘rEAdy ’;按住‘<’键直至显示‘SrV-on ’;按住‘^’键电机反时针旋转,按‘V’电机顺时针旋转,其转速可由参数Pr57 设定。
按‘SET ’键结束。
2. 内部速度控制方式COM +(7 脚)接+12~24VDC,COM- (41 脚)接该直流电源地;SRV-ON(29 脚)接COM-;参数No.53 、No.05 设置为1:(注此类参数修改后应写入EEPROM, 并重新上电)调节参数No.53, 即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3. 位置控制方式COM +(7 脚)接+12~24VDC,COM- (41 脚)接该直流电源地;SRV-ON(29 脚)接COM-;PLUS1 (3 脚)、SIGN1 (5 脚)接脉冲源的电源正极(+5V );PLUS2 (4 脚)接脉冲信号,SIGN (6 脚)接方向信号;参数No.02 设置为0,No42 设置为3,No43 设置为1;PLUS (4 脚)送入脉冲信号,即可使电机转动;改变SIGN2 即可改变电机转向。
另外,调整参数No.46 、No.4B, 可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:1. 松下数字式交流伺服系统MHMA 2KW ,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16 号报警,该怎么解决?这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。

松下伺服发生故障报警代码一览及对策在工业自动化领域,松下伺服系统以其出色的性能和稳定性备受青睐。
然而,就像任何复杂的机电设备一样,松下伺服在运行过程中也可能会出现故障,并通过报警代码来提示用户。
了解这些报警代码以及相应的对策,对于快速排除故障、恢复生产至关重要。
一、常见的松下伺服报警代码1、 11 号报警:控制电源欠电压此报警通常表示控制电源的电压低于规定值。
可能的原因包括电源输入异常、电源线路故障、电源模块损坏等。
对策是检查电源输入是否正常,测量电源电压是否符合要求,修复或更换有问题的电源线路和模块。
2、 12 号报警:过电压当主电路直流电压超过规定值时,会触发此报警。
可能是由于电源电压过高、再生能量过大无法及时消耗等原因。
解决办法包括检查电源电压是否稳定,优化加减速时间以减少再生能量,必要时安装外置再生电阻。
3、 13 号报警:主电源欠电压这意味着主电源的电压低于设定的下限。
可能是电源故障、供电线路问题或者负载过大。
需要确认电源状况,检查线路连接,评估负载是否在合理范围内。
4、 16 号报警:过载过载报警通常是由于电机负载超过了伺服驱动器的额定值。
可能是机械部件卡住、负载突然增大、电机选型不当等原因。
首先要检查机械部分是否顺畅,确认负载情况,如有必要,更换合适的电机。
5、 18 号报警:再生过载当再生能量超过再生电阻的处理能力时会出现此报警。
可能是再生电阻选型不合适、再生电阻损坏或者频繁的急加减速操作。
应检查再生电阻的规格和状态,调整运动参数以减少再生能量。
6、 21 号报警:编码器通讯故障可能是编码器线路连接不良、编码器损坏或者驱动器与编码器之间的通讯参数设置错误。
需要检查编码器的连接线路,确认编码器是否正常工作,正确设置通讯参数。
7、 23 号报警:编码器故障编码器本身出现问题,如内部元件损坏、码盘污染等。
需要清洁或更换编码器。
8、 24 号报警:位置偏差过大这表示实际位置与指令位置的偏差超过了设定的允许范围。
松下伺服发生故障报警代码一览及对策在工业自动化领域,松下伺服系统因其出色的性能和稳定性而备受青睐。
然而,就像任何复杂的机械设备一样,松下伺服系统在运行过程中也可能会出现各种故障,并通过报警代码来提示用户。
了解这些报警代码及其对应的解决对策,对于快速排除故障、恢复生产至关重要。
以下是对松下伺服常见故障报警代码的详细介绍及相应的解决方法。
一、报警代码 11:过电流保护当松下伺服驱动器检测到电机电流超过设定的允许值时,会触发 11 号报警。
这可能是由于电机过载、短路、驱动器故障或参数设置不当等原因引起的。
解决对策:1、检查电机负载是否过大,如有必要,减轻负载。
2、检查电机电缆是否有短路或接地故障,修复或更换损坏的电缆。
3、检查驱动器是否正常工作,如有故障,及时维修或更换。
4、确认驱动器的参数设置是否正确,特别是电流限制相关的参数。
二、报警代码 12:过电压保护此报警通常表示电源电压过高,或者驱动器内部的再生能量处理电路出现问题。
解决办法:1、检查电源电压是否稳定在规定范围内,如有异常,调整电源。
2、延长减速时间,以减少再生能量的产生。
3、检查外接制动电阻的连接和参数设置是否正确,必要时更换合适的制动电阻。
三、报警代码 13:欠电压保护13 号报警意味着电源电压过低,可能影响伺服系统的正常运行。
应对措施:1、确认电源输入是否正常,检查电源线路是否存在接触不良或断路等问题。
2、测量电源电压,确保其在驱动器的工作电压范围内。
3、如果使用了电源滤波器,检查其是否正常工作。
四、报警代码 14:编码器故障编码器是用于反馈电机位置和速度信息的重要部件,如果出现故障,会导致系统控制精度下降甚至无法正常运行。
处理方法:1、检查编码器的连接是否松动,重新插拔并确保连接牢固。
2、检查编码器电缆是否有损坏,如有,更换电缆。
3、如果编码器本身损坏,需要更换新的编码器。
五、报警代码 16:过载保护当电机长时间运行在超过其额定负载的状态下,会触发过载保护报警。
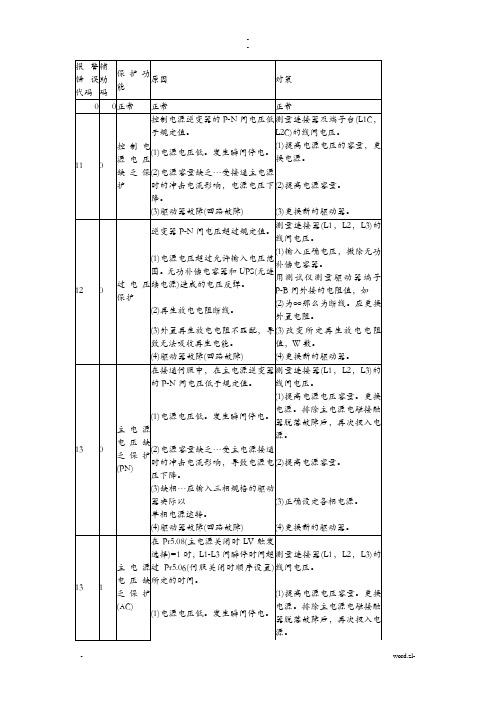
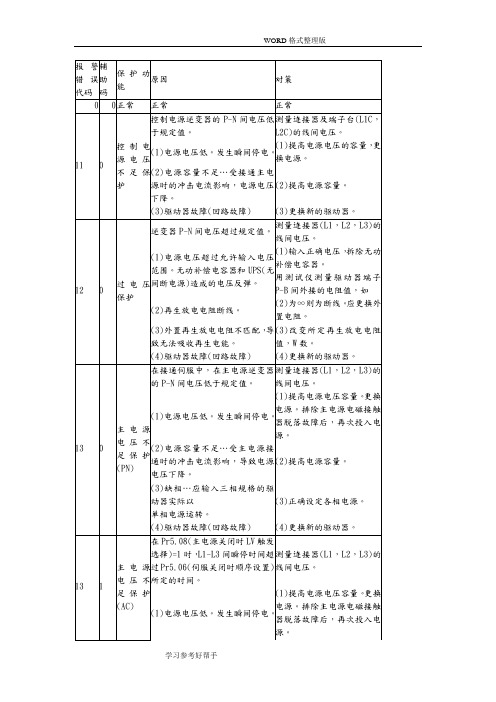
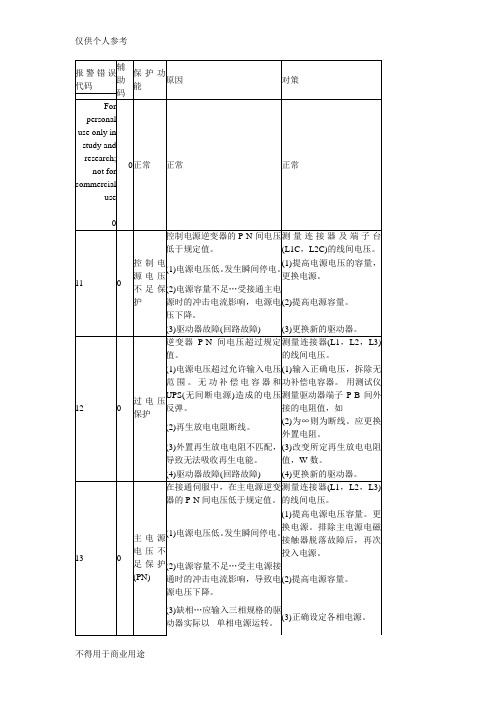
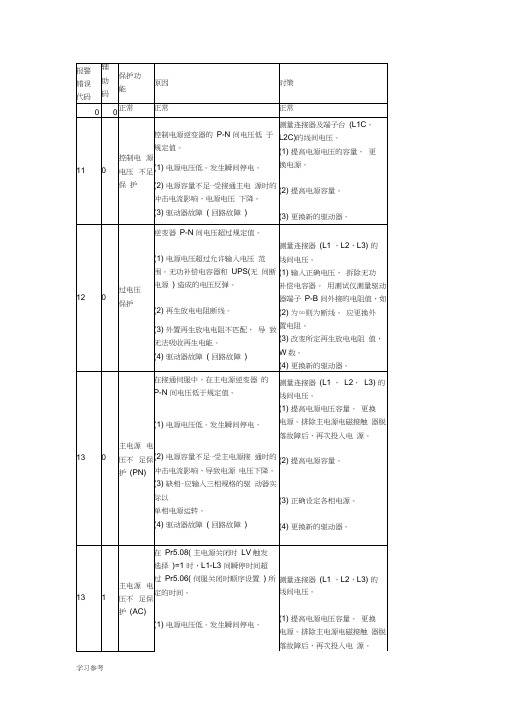
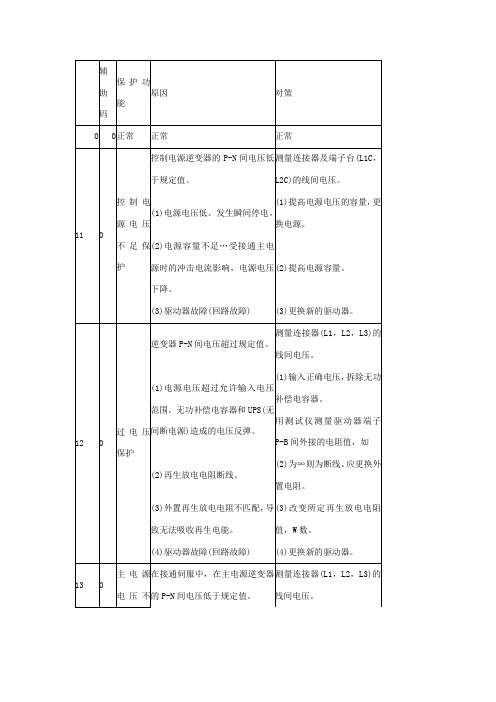
1、保护功能:控制电源不足电压保护松下伺服报警代码11.0报警原因分析:控制电源整流位置的P-N间的电压低于规定值。
100V的产品: 约DC70V(约AC50V)200V的产品: 约DC145V(约AC100V)400V的产品: 约DC15V①电源电压低。
发生瞬间停电②电源容量不足…受主电源接通时的突入电流影响,电源电压下降。
③驱动器故障(电路故障)松下伺服电机故障处理:100V, 200V产品:测定连接器及端子台的L1C-L2C线电压。
400V的产品:测定连接器及端子台的24V-0V线电压。
①提升电源电压的容量。
更换电源。
②提高电源容量。
③更换新的驱动器。
2、保护功能:过电压保护松下伺服报警代码12.0报警原因分析:整流位置的P-N间电压高于规定值。
100V的产品: 约DC200V(约AC140V)200V的产品: 约DC400V(约AC280V)400V的产品: 约DC800V(约AC560V)①电源电压超过允许输入电压范围。
由于无功补偿电容器或UPS(无停电电源装置)造成电压跳起。
②再生电阻的断线③外置再生电阻不匹配,导致无法吸收再生能量。
④驱动器故障(电路故障)松下伺服电机故障处理:测定连接器及端子台的L1,L2, L3线电压。
①输入正确的电压,拆除无功补偿电容器。
②用万用表测量驱动器端子B1-B2间的外置电阻的电阻值,∞表示断线。
应更换外置电阻。
③变更为所指定再生电阻值瓦数。
④更换新的驱动器。
3、保护功能:主电源不足电压保护(PN)主电源不足电压保护(AC)松下伺服报警代码13. 0 、13.1报警原因分析:在Pr5.08=1时,L1-L3间瞬停时间超过Pr5.09所设定的时间。
或在伺服开启中,在主电源整流位置的P-N间电压低于规定值。
100V的产品: 约DC80V(约AC55V)200V的产品: 约DC110V(约AC75V)400V的产品: 约DC180V(约AC125V)①电源电压低。
.
松下伺服电机常见问题及处理办法
一、基本接线
主电源输入采用~220V,从L1、L3接入(实际使用应参照操作手册);
控制电源输入r、t也可直接接~220V;
电机接线见操作手册第22、23页,编码器接线见操作手册第24~26页,切勿接错。
二、试机步骤
1.JOG试机功能
仅按基本接线就可试机;
在数码显示为初始状态‘r 0'下,按‘SET'键,然后连续按‘MODE'键直至数码显示为‘AF-AcL',然后按上、下键至‘AF-JoG';
按‘SET'键,显示‘JoG -':按住‘^'键直至显示‘rEAdy';
按住‘<'键直至显示‘SrV-on';
按住‘^'键电机反时针旋转,按‘V'电机顺时针旋转,其转速可由参数Pr57设定。
按‘SET'键结束。
2.内部速度控制方式
COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-
ON(29脚)接COM-;
参数No.53、No.05设置为1:
(注此类参数修改后应写入EEPROM,并重新上电)调节参数No.53,即可使电机转动。
参数值即为转速,正值反时针旋转,负值顺时针旋转。
3.位置控制方式
COM+(7脚)接+12~24VDC,COM-(41脚)接该直流电源地;SRV-
ON(29脚)接COM-;
PLUS1(3脚)、SIGN1(5脚)接脉冲源的电源正极(+5V);
PLUS2(4脚)接脉冲信号,SIGN(6脚)接方向信号;
参数No.02设置为0,No42设置为3,No43设置为1;
PLUS(4脚)送入脉冲信号,即可使电机转动;改变SIGN2即可改变电机转
向。
另外,调整参数No.46、No.4B,可改变电机每转所需的脉冲数(即电子齿轮)。
常见问题解决方法:
'.
.
1.松下数字式交流伺服系统MHMA 2KW,试机时一上电,电机就振动并有很大的噪声,然后驱动器出现16号报警,该怎么解决?
这种现象一般是由于驱动器的增益设置过高,产生了自激震荡。
请调整参数No.10、No.11、No.12,适当降低系统增益。
(请参考《使用说明书》中关于增
益调整的内容)
2.松下交流伺服驱动器上电就出现22号报警,为什么?
22号报警是编码器故障报警,产生的原因一般有:
编码器接线有问题:断线、短路、接错等等,请仔细查对;
电机上的编码器有问题:错位、损坏等,请送修。
3.松下伺服电机在很低的速度运行时,时快时慢,象爬行一样,怎么办?
伺服电机出现低速爬行现象一般是由于系统增益太低引起的,请调整参数No.10、No.11、No.12,适当调整系统增益,或运行驱动器自动增益调整功能。
(请参考《使用说明书》中关于增益调整的内容)
4.松下交流伺服系统在位置控制方式下,控制系统输出的是脉冲和方向信号,但不管是正转指令还是反转指令,电机只朝一个方向转,为什么?
松下交流伺服系统在位置控制方式下,可以接收三种控制信号:脉冲/方向、正/反脉冲、A/B正交脉冲。
驱动器的出厂设置为A/B正交脉冲(No42为0),请将No42改为3(脉冲/方向信号)。
5.松下交流伺服系统的使用中,能否用伺服-ON作为控制电机脱机的信号,以便直接转动电机轴?
尽管在SRV-ON信号断开时电机能够脱机(处于自由状态),但不要用它来启动
或停止电机,频繁使用它开关电机可能会损坏驱动器。
如果需要实现脱机功能时,可以采用控制方式的切换来实现:假设伺服系统需要位置控制,可以将控制方式选择参数No02设置为4,即第一方式为位置控制,第二方式为转矩控制。
然后用C-MODE来切换控制方式:在进行位置控制时,使信号C-MODE打开,使驱动器工作在第一方式(即位置控制)下;在需要脱机时,使信号C-MODE闭合,使驱动器工作在第二方式(即转矩控制)下,由于转矩指令输入TRQR未接线,因此电机输出转矩为零,从而实现脱机。
'.
.
6.在我们开发的数控铣床中使用的松下交流伺服工作在模拟控制方
式下,位置信号由驱动器的脉冲输出反馈到计算机处理,在装机后调试时,发出运动指令,电机就飞车,什么原因?
这种现象是由于驱动器脉冲输出反馈到计算机的A/B正交信号相序错误、形成正反馈而造成,可以采用以下方法处理:
A.修改采样程序或算法;
B.将驱动器脉冲输出信号的A+和A-(或者B+和B-)对调,以改变相序;
C.修改驱动器参数No45,改变其脉冲输出信号的相序。
7.在我们研制的一台检测设备中,发现松下交流伺服系统对我们的检测装置有一些干扰,一般应采取什么方法来消除?
由于交流伺服驱动器采用了逆变器原理,所以它在控制、检测系统中是一个较为突出的干扰源,为了减弱或消除伺服驱动器对其它电子设备的干扰,一般可以采用以下办法:
A.驱动器和电机的接地端应可靠地接地;
B.驱动器的电源输入端加隔离变压器和滤波器;
C.所有控制信号和检测信号线使用屏蔽线。
干扰问题在电子技术中是一个很棘手的难题,没有固定的方法可以完全有效地排除它,通常凭经验和试验来寻找抗干扰的措施。
8.伺服电机为什么不会丢步?
伺服电机驱动器接收电机编码器的反馈信号,并和指令脉冲进行比较,从而构成了一个位置的半闭环控制。
所以伺服电机不会出现丢步现象,每一个指令脉冲都可以得到可靠响应。
9.如何考虑松下伺服的供电电源问题?
目前,几乎所有日本产交流伺服电机都是三相200V供电,国内电源标准不同,所以必须按以下方法解决:
A.对于750W以下的交流伺服,一般情况下可直接将单相220V接入驱动器的L1,L3端子;
'.
.
B.对于其它型号电机,建议使用三相变压器将三相380V变为三相200V,接入驱动器的L1,L2,L3。
10.对伺服电机进行机械安装时,应特别注意什么?
由于每台伺服电机后端部都安装有旋转编码器,它是一个十分易碎的精密光学器件,过大的冲击力肯定会使其损坏
'.。