矿化剂对莫来石陶瓷影响的研究
- 格式:doc
- 大小:742.50 KB
- 文档页数:7
Al2O3陶瓷制品烧结工艺的影响因素探讨作者:周益平来源:《江苏陶瓷》2015年第02期摘要阐述了Al2O3制品的烧结机理,分析了烧成气氛,添加剂对Al2O3制品烧结的影响,探讨理想的升温制度、保温时间。
关键词氧化铝陶瓷制品;烧结机理;影响因素;烧成制度0 前言工业特种陶瓷中, Al2O3制品以其优良的耐酸碱性、耐磨性、耐电性、机械强度高等,在化工磷复肥和有色金属行业以及其他行业得到了广泛的应用。
在氧化铝陶瓷生产过程中,坯体烧结后的制品显微结构及其内在性能会发生根本变化,也很难通过其他途径补救。
所以研究氧化铝陶瓷的烧结工艺,选择合理的烧成制度,确保氧化铝陶瓷制品的性能和产品质量是十分必要的。
本文对烧结机理、影响烧结性能的因素、添加烧结助剂进行了探讨。
1 烧结机理和影响烧结性能的因素1.1烧结机理烧结是坯体由于温度变化发生的物理化学反应,得到了致密、坚硬的陶瓷制品的过程。
其物理化学变化包括坯体中残余拌料水分的排除、物料中化合物结合水和有机物分解的排除、氧化铝同质异晶的晶型转变以及固态物质颗粒间的固相反应等。
固相反应在氧化铝陶瓷的烧结技术中占有重要的位置,它是通过物质质点的迁移扩散作用进行的,随着温度的升高,晶体的热缺陷不断增加,质点的迁移扩散由内扩散形式到外扩散,从而发生反应产生新的物质。
1.2影响Al2O3陶瓷烧结的因素较多,主要表现如下:1.2.1晶体的结构化学键强的化合物(晶体)具有较高的晶格能量,晶格结构牢固,即使在较高温度下,质点的振动迁移也较弱,只有在接近熔点温度时,才会产生显著的物理化学反应。
所以,由这类化合物组成的坯体不易烧结。
而由微细晶体组成的多晶体相比于单晶体而言,由于前者内部晶界面很多,而晶界是缺位缺陷相对集中和易消除的地方,也是原子和离子扩散迁移的快速通道,所以远比后者易于烧结。
1.2.2物料的分散度物料分散度越高,表面能就越高,所以具有促进迁移扩散的强大作用,有利于烧结。
碱金属氧化物对莫来石陶瓷性能影响的研究作者:史金鑫方仁德杨华亮梁章发来源:《佛山陶瓷》2017年第06期摘要:本文以粘土、氧化铝粉及硅酸锆等原料为基础配方,在陶瓷成型过程中,以羧甲基纤维素钠(CMC-Na)和羧甲基纤维素钾(CMC-K)为添加剂,考察碱金属氧化物对陶瓷结构和性能的影响。
为了进行对比分析,成型添加剂还选用了PVA,分别为:2.5%的PVA 、2.5%的CMC-Na和2.5%的CMC-K,试验结果表明:当添加剂为PVA时,烧结体的玻璃相含量较低,晶体呈短柱状,抗弯强度为20.1 MPa,高温蠕变检测时位移变化量为1.836 mm,位移变化率为3.06%;当添加剂为CMC-Na时,烧结体的玻璃相含量较高,晶体呈长柱状,抗弯强度为21.6 MPa,高温蠕变检测时位移变化量为3.540 mm,位移变化率为6.37%;当添加剂为CMC-K时,烧结体的玻璃相含量最低,晶体呈长针柱状,并交错呈网状,抗弯强度为25.3 MPa,高温蠕变检测时位移变化量为0.310 mm,位移变化率为0.52%。
关健词:莫来石;碱金属氧化物;高温蠕变1 引言莫来石-刚玉质复相陶瓷因同时具有莫来石相熔点高、热膨胀系数低、抗蠕变、抗热震和刚玉相弹性高、耐磨、耐腐蚀、抗氧化及高温蠕变速率低等特点,使得其性能优越于纯刚玉陶瓷和纯莫来石陶瓷;刚玉莫来石质陶瓷是在高温下长期使用的耐火陶瓷,因为长期受荷重和热负荷的作用,高温蠕变是其最主要的性能指标。
为了该陶瓷成型的实现,需要加入一定量的结合剂以保证成型的可行性,一般选用CMC-Na,这是因为CMC-Na在成型过程中不仅起着粘结作用,而且有赋形剂、可塑剂、增强剂等作用,这些性质可增加坯料粘结力,使坯体易于成型,但CMC-Na中氧化钠含量一般大于10%,这对陶瓷的性能影响较大,尤其是抗高温蠕变性能;CMC-K与CMC-Na为一类纤维素添加剂,为了考察K和Na对陶瓷性能的影响,选用CMC-K进行试验。
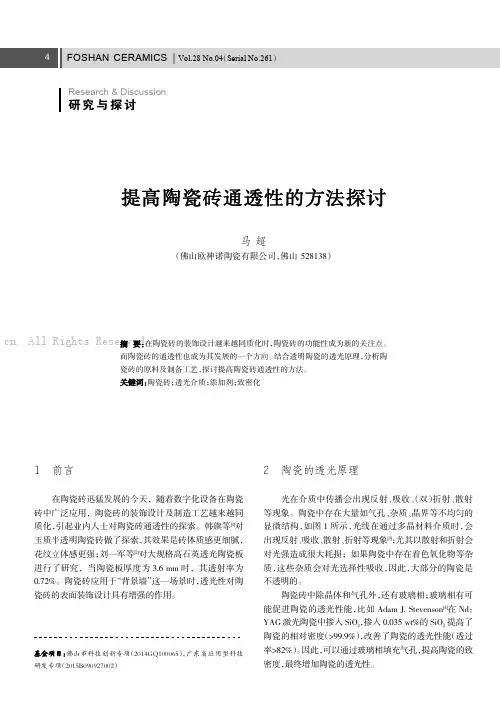
1前言在陶瓷砖迅猛发展的今天,随着数字化设备在陶瓷砖中广泛应用,陶瓷砖的装饰设计及制造工艺越来越同质化,引起业内人士对陶瓷砖通透性的探索。
韩旗等[1]对玉质半透明陶瓷砖做了探索,其效果是砖体质感更细腻,花纹立体感更强;刘一军等[2]对大规格高石英透光陶瓷板进行了研究,当陶瓷板厚度为3.6mm 时,其透射率为0.72%。
陶瓷砖应用于“背景墙”这一场景时,透光性对陶瓷砖的表面装饰设计具有增强的作用。
2陶瓷的透光原理光在介质中传播会出现反射、吸收、(双)折射、散射等现象。
陶瓷中存在大量如气孔、杂质、晶界等不均匀的显微结构,如图1所示,光线在通过多晶材料介质时,会出现反射、吸收、散射、折射等现象[3];尤其以散射和折射会对光强造成很大耗损;如果陶瓷中存在着色氧化物等杂质,这些杂质会对光选择性吸收,因此,大部分的陶瓷是不透明的。
陶瓷砖中除晶体和气孔外,还有玻璃相;玻璃相有可能促进陶瓷的透光性能,比如Adam J.Stevenson [4]在Nd :YAG 激光陶瓷中掺入SiO 2,掺入0.035wt%的SiO 2提高了陶瓷的相对密度(>99.9%),改善了陶瓷的透光性能(透过率>82%)。
因此,可以通过玻璃相填充气孔,提高陶瓷的致密度,最终增加陶瓷的透光性。
马超(佛山欧神诺陶瓷有限公司,佛山528138)陶瓷砖的功能性成为新的关注点。
而陶瓷砖的通透性也成为其发展的一个方向。
结合透明陶瓷的透光原理,分析陶瓷砖的原料及制备工艺,探讨提高陶瓷砖通透性的方法。
透光介质;添加剂;致密化佛山市科技创新专项(2014GQ100065),广东省应用型科技研发专项(2015B090927002)研究与探讨Research &Discussion.cn. All Rights Reserved.3陶瓷砖的透光介质陶瓷砖由晶体、玻璃相和气孔组成,其中也存在氧化铁、氧化钛等着色氧化物。
以下将对陶瓷砖的不同组成分析其透光性。
1引言随陶瓷砖技术的不断成熟,大规格、超厚、超薄的应用范围已经不仅仅局限于作为建筑材料进行室内装饰,其作为跨界产品已经进入家具领域,兼具防火耐高温、耐用不变形、防污抗腐蚀、环保无甲醛的优良性能,可广泛应用于定制家具的柜体、门板、台面等。
瓷质砖的生产工艺成熟,通常以黏土、长石、砂等为主要原料经过高温烧结制成,作为一种大批量的工业化产品,其生产工艺包括球磨造粒、冲压成形、烧成、抛磨切割等工序,烧成工序通常选用烧成速度快产能高的辊道窑烧成,烧成温度为1000℃~1250℃,烧成周期为40~180min 。
按照国家标准,瓷质砖的吸水率≤0.5%,烧结程度高。
而目前工艺生产的建筑陶瓷材料热膨胀系数较大,以100℃~400℃的线膨胀系数(热膨胀系数)计算,常规瓷质砖为170~210×10-7∕℃,这对于作为墙地砖应用是可以的,但随着建筑陶瓷材料应用的拓展,除了作为墙面或地面装饰材料外,灶台面板、柜体面板、门板等家装领域均开始尝试应用陶瓷材料,但常规的建筑陶瓷材料的膨胀系数较大,而且受到外力冲击容易折断破碎。
当然,烧结温度高于1300℃的特种陶瓷可以很好的解决此问题,但特种陶瓷造价高,难以在建筑陶瓷中广泛应用。
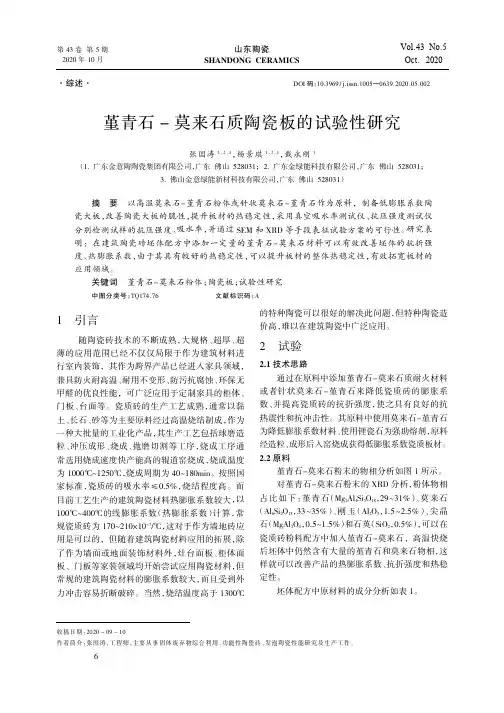
2试验2.1技术思路通过在原料中添加堇青石-莫来石质耐火材料或者针状莫来石-堇青石来降低瓷质砖的膨胀系数、并提高瓷质砖的抗折强度,使之具有良好的抗热震性和抗冲击性。
其原料中使用莫来石-堇青石为降低膨胀系数材料、使用锂瓷石为强助熔剂,原料经造粒、成形后入窑烧成获得低膨胀系数瓷质板材。
2.2原料堇青石-莫来石粉末的物相分析如图1所示。
对堇青石-莫来石粉末的XRD 分析,粉体物相占比如下:堇青石(Mg 2Al 4Si 5O 18,29~31%)、莫来石(Al 6Si 2O 13,33~35%)、刚玉(Al 2O 3,1.5~2.5%)、尖晶石(MgAl 2O 4,0.5~1.5%)和石英(SiO 2,0.5%),可以在瓷质砖粉料配方中加入堇青石-莫来石,高温快烧后坯体中仍然含有大量的堇青石和莫来石物相,这样就可以改善产品的热膨胀系数、抗折强度和热稳定性。
刚玉莫来石陶瓷高温性能研究朱志超梁章发方仁德杨华亮摘要:以粘土、氧化铝粉、刚玉为主要原料制备刚玉莫来石质陶瓷,研究刚玉莫来石陶瓷的高温性能,包括不同温度下的抗折强度、高温弹性模量、高温蠕变率等性能。
试验结果显示,烧成温度在1550℃时,陶瓷试样莫来石晶相生长较好,大部分呈现长柱状及针状,高温强度随温度的升高先上升后下降,在1100℃左右达到最大值;高温弹性模量也呈现相同的趋势,其高温强度与高温弹性模量性能呈正相关关系。
关键词:刚玉莫来石;高温强度;高温弹性模量1 前言刚玉莫来石复相陶瓷材料具有莫来石相熔点高、热膨胀系数低、强度高、抗蠕变性及抗热震性能好的特点,同时具有刚玉相弹性高、耐磨、抗侵蚀抗氧化的特点,且刚玉莫来石原料来源丰富,因此被认为是最有发展前途的高温抗热震陶瓷材料[1],特别是在高温陶瓷窑具行业,例如用于辊道窑高温烧成区的陶瓷辊棒、推板窑的窑具等都大多采用刚玉莫来石质陶瓷。
为了提高生产效率、降低能耗,辊道窑越来越宽,陶瓷产品规格越来越大,这就对陶瓷窑具的要求越来越高,尤其是陶瓷的高温强度及抗热震性能。
2 实验过程2.1 刚玉莫来石陶瓷的制备采用高纯氧化铝、茂名高岭土、刚玉作为原料,设计配方:高岭土15 ~ 20%、氧化铝30 ~ 40%、刚玉40 ~ 50%。
对配方料球磨2 h,料球水比为1:1.5:0.8,干燥后过100目筛。
加水、粘结剂进行二次混料并陈腐24 h,挤压成Ф50 mm×600 mm圆筒状并烘干。
在高温井式电炉中烧成,烧成温度1500℃和1550℃,保温4 h。
2.2 性能表征采用高温抗折仪对试样进行高温强度测试(测试温度由900 ~1350℃,每50℃段测试一次),高温弹性模量蠕变仪测试试样的高温弹性模量(测试温度由900 ~1350℃,每50℃段测试一次)及蠕变率(测试温度1300℃)。
用日本理学X射线衍射仪对试样进行物相测试,SEM对试样微观结构进行测试。
添加铁粉制备低密度中强度陶粒支撑剂及性能研究刘挺;王菊侠;曹义平;庞锐;赵爽;王超【摘要】低密度中强度陶粒支撑剂的开发,既可以提高低渗透油气藏的开发效率又能显著降低油气开采成本.以Al2O3含量为63%的二级铝矾土为主要原料,以铁粉取代部分锰矿粉制备了低密度中强度陶粒支撑剂.结果表明:添加铁粉2%,锰矿粉3%、白云石1%时,在1 350℃下煅烧1h,有利于陶粒支撑剂中生成均匀分布的直径为0.3~1.0 μm棒状莫来石晶相,棒状莫来石起到纤维增韧作用,提高支撑剂的强度,使其在52 MPa的闭合压力下破碎率为5.29%,体积密度为1.63 g/cm3.随着铁粉添加量的增加,基体中液相大量增加,晶粒生长速度过快未能有效排除气孔,导致大量气孔包在晶粒之间,容易构成应力集中点而形成裂纹源,降低了支撑剂的密度和强度.%Light-weight middle-strength ceramisite proppant is beneficial to the improvement of productivity of low-permeability oil and gas reservoir,and is able to reduce the cost of oil and gas production significantly.The light-weight middle-strength ceramisite proppant was prepared from bauxite(63 wt% Al2O3) by adding manganese mineral,part of that was replace by iron powder.The results show that strength of ceramisite proppant was improved by rod-like mullite with the diameter of 0.3 ~1.0μm,which playa remarkable role in the increment of fracture toughness,when iron powder content is 3 wt%,and manganese mineral content is 2 wt%,and dolomite content is 1 wt%and sintering at 1 350 ℃ for 1 h.The breakage ratio is 5.29% and bulk density was 1.63 g/cm3 under 52 MPa closure pressure.In addition,as the iron powder increase,he liquid phase increase in the matrix,many intergranular closed pores were formed as a result of thegrain growth which was too speedy to eliminate pores.It is easy to form the crack source and reduce the density and strength of ceramisite proppant.【期刊名称】《陶瓷》【年(卷),期】2017(000)001【总页数】5页(P30-34)【关键词】陶粒支撑剂;低密度;中强度;铁粉;锰矿【作者】刘挺;王菊侠;曹义平;庞锐;赵爽;王超【作者单位】陕西省石油化工研究设计院西安 710048;陕西省石油化工研究设计院西安 710048;陕西省石油化工研究设计院西安 710048;陕西省石油化工研究设计院西安 710048;陕西省石油化工研究设计院西安 710048;陕西省石油化工研究设计院西安 710048【正文语种】中文【中图分类】TB383陶粒支撑剂以其优异的强度及导流性能在国内油气田开采中得到广泛的应用,尤其在低渗透油气田的开发中发挥着关键作用,不仅可提高油气田的产量,还可延长油气田的使用寿命。
详析陶瓷原料的质量控制及对应分析方法1 前言对陶瓷制造来讲,原料是基础,成形是条件,烧成是关键。
各种陶瓷原料由于成因不同、地质条件不同,导致其化学成分、矿物组成、工艺性容易出现波动,从而影响产品的质量。
因此,原料的合理选择和科学分析对企业的生产来说至关重要。
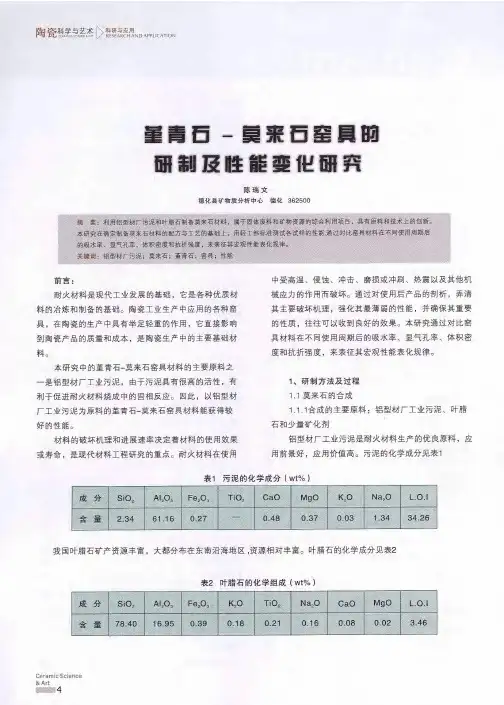
一般建筑卫生陶瓷生产企业及陶瓷原料供应企业对原料使用和验收指标的要求,包括:①外观质量分析,包括硬度、脆性、光泽、触摸手感等;②化学性能分析,包括化学成分(SiO2、Al2O3、Fe2O3、TiO2、K2O、Na2O、CaO、MgO、烧失量)、矿物组成、pH值等;③物理性能分析,包括白度、粒度、热学性能、可塑性、结合性、干燥抗折强度、粘度、线收缩率等。
2 外观质量分析通过人工目测观察陶瓷原料外观质量的方式,分析陶瓷原料的产状、硬度、脆性、颜色、光泽度、触摸手感等,可初步判断原料的化学成分、矿物类型、工艺性能等信息,如表1所示[2-9]。
3 化学性能分析3.1化学成分分析化学成分分析通常需要测定矿物原料中SiO2、Al2O3、Fe2O3、TiO2、K2O、Na2O、CaO、MgO的质量百分比和烧失量,必要时需测定ZrO2、B2O3、PbO、ZnO、BaO、P2O5、Li2O、SO3、F等。
通过化学成分分析,可大致判断原料煅烧后的颜色、耐火度、烧成温度范围、矿物类型、原料纯度、收缩率、缺陷等信息,如表2所示[2~9]。
评价手段主要有化学分析法(滴定法、EDTA络合法、比色法、重量法等)、分光光度计法、X射线荧光光谱分析法等,如表3所示[10~13]。
化学分析法是以物质的化学反应为基础的分析方法,通常用于测定相对含量在1%以上的常量组分,准确度高(相对误差在0.1%~0.2%之间)。
分光光度计法是通过溶液的吸光度值(不同溶液、不同浓度的溶液吸光度值基本不同)来测量溶液浓度的一种方法。
X 射线荧光光谱分析法主要由入射X射线激发被测样品,样品中的元素会放射出二次X射线,并且不同的元素所放出的二次射线具有特定的能量特征。
滑石类原料在陶瓷坯体中的作用滑石类原料在陶瓷坯体中的作用1、在滑石类原料加入量较低的情况下,一般在日用瓷中加入1%~2%,在陶瓷墙地砖中,加入3%~8%,可降低烧成温度,液相在低温下形成,加速了莫来石晶体的生成,同时提高了制品的白度、机械性能和热稳定性。
2、当加入较多的滑石34%~40%时,在高温阶段滑石中的硅酸镁与粘土中的硅酸铝反应生成堇青石2MgO2•2Al2O3•5SiO2,其热膨胀系数仅为2×10-6/℃~3×10-6/℃,从而大大提高了产品的热稳定性。
3、当滑石用量的比例达到50%或更多时,烧成在1200℃左右形成的斜顽辉石MgO•SiO2与堇青石可占30%~50%。
这种产品具有较高的机械强度与热稳定性,由于介电耗较大,故可作为高频绝缘材料及需要高机械强度、高绝缘性的材料。
当坯料中的滑石占70%~90%时,所得到的制品称为块滑石制品,主要由斜顽辉石晶体组成,可作为无线电仪器中的高频、高压绝缘材料。
4、滑石用于陶瓷坯体时,在坯体中形成顽火辉石,使整个坯体具有较高的膨胀系数,导致釉层受压应力作用,可防止釉裂、坯体的吸湿膨胀及产品釉面的后期龟裂。
5、在外墙砖坯体配方中使用5%左右的滑石类原料做矿化剂,能明显降低烧成温度大约20~30℃,在控制坯温1180±10℃的情况下,成品的吸水率可达到GB/T4100•2-1999炻瓷质砖标准的要求0.5%<E≤3%,且产品的急冷急热性稳定、抗折强度高达45MPa以上,大大超过国际30MPa的要求。
6、滑石类原料的细度对降低坯体烧成温度和成品吸水率影响十分明显。
一般来说,有滑石粘土的地方,采用滑石粘土技术经济效果较好;而在没有滑石粘土的地方,要把片状滑石磨细,可采用先在1350℃左右预烧,破坯其片状结构再磨。
或者采用干燥后原矿进雷蒙磨细磨并经选粉,细度最好达到320目。
7、滑石粘土具有强可塑性,加上细度较细,不需细磨就可以使用,在坯体中既有塑性原料的作用,又起矿化剂作用。
矿化剂对莫来石陶瓷影响的研究
作者:方仁德杨华亮廖有为林飞
来源:《佛山陶瓷》2016年第02期
摘要:本文以粘土、氧化铝粉及硅酸锆等原料为基础配方,外加一定量的矿化剂设计四组配方,并将其分别在1546 ℃、1558 ℃、1575 ℃、1597 ℃、1611 ℃、1633 ℃下烧制,检测其烧成情况。
在1575 ℃下烧结,试样的吸水率及孔隙率较高,体积密度不低,因而选用1575 ℃为参考烧成温度。
在该温度下,随着配方中的矿化剂含量的增大,试样中的第三相也逐渐升高,第三相的含量为矿化剂含量的两倍;试样的SEM照片显示,随着矿化剂含量的升高,莫来石及第三相晶体发育的愈大,试样的强度也逐步提高,3#配方的强度最高,而4#配方的强度保持率最高。
关键词:莫来石;第三相;合成温度;矿化剂
1 引言
莫来石-刚玉质复相陶瓷因同时具有莫来石相熔点高、热膨胀系数低、抗蠕变、抗热震和刚玉相弹性高、耐磨、耐腐蚀、抗氧化等特点,使得其性能优越于纯刚玉陶瓷和纯莫来石陶瓷,再者由于莫来石与刚玉相热膨胀系数不同,复相陶瓷内部存在热膨胀失配,可形成裂纹。
在热应力的作用下,这些裂纹可吸收弹性应变能,使驱动主裂纹扩展的能量降低,提高复相陶瓷的断裂表面能,从而提高抗热震性。
为了拓宽刚玉莫来石陶瓷的应用范围,加入一定量的矿化剂以降低材料的膨胀系数是一种常用的方法。
本文旨在通过外加矿化剂调节复相陶瓷的合成温度和配方,制备出结构和性能均最佳的陶瓷。
2 试验内容
2.1 刚玉莫来石陶瓷的制备
根据原料及组成点的化学组成进行配方计算,按照下列工艺过程制备试样。
原料→配料→湿法球磨→干燥、造粒→成型→干燥→烧成
其中,细磨料全部过200目筛,加入一定量的PVA作粘结剂,采用半干压法压制成型,成型压力为30 MPa,试样尺寸为: 50 mm×10 mm。
坯体干燥后,将各试样在硅钼棒炉中分别于1546 ℃、1558 ℃、1575 ℃、1597 ℃、1611 ℃、1633 ℃保温3 h 烧成,停止加热后随炉温自然冷却。
2.2 复相陶瓷的性能表征
采用阿基米德法测试烧结体的吸水率、孔隙率和体积密度,利用Y-4型的X射线衍射仪分析试样的晶相;采用JM-6460LV型扫描电子显微镜观察试样的断面微观形貌;利用三点弯曲法测量烧结体的抗折强度,并通过试样经过1150 ℃抗热震性后的抗折强度保持率表征其热稳定性。
3 结果与讨论
3.1 合成温度对陶瓷的影响
图1所示为不同配方在1546℃、1558℃、1575℃、1597℃、1611℃、1633℃烧结体的烧成收缩图。
其中,加入1#、2#、3#、4#试样中的矿化剂量逐渐增多。
从图1可知,所有试样随着烧成温度的升高,烧成收缩均呈先降低后升高的趋势,其中1#配方的试样在1597 ℃时的烧成收缩最低,其余三个配方的试样在1575 ℃时的烧成收缩最低,说明矿化剂的引入,活化了晶格,促进了陶瓷的烧结,因此2#、3#和4#试样在1575 ℃时收缩率达到最低。
将2#、3#和4#试验结果对比可知,2#试样的收缩较大,3#和4#试样的收缩较小,这说明矿化剂含量较低时起促进烧结作用,随着矿化剂含量的增加,收缩较小,说明在配方中已形成第三相,而该相的热膨胀系数较低,故收缩较小。
图2所示为不同配方试样在1546℃、1558℃、1575℃、1597℃、1611℃、1633℃烧结体的吸水率曲线。
从图2可知,1#和2#样品的吸水率随着烧结温度的升高,呈现先增大后降低的趋势,而3#和4#样品的吸水率却是逐渐降低。
一般而言,随着温度的升高,陶瓷的气相逐渐降低,吸水率会降低。
在1558 ℃之前,1#和2#样品中的小气孔在温度的作用下,逐渐熔合成大气孔,而外表面的小气孔未达到闭合状态,因此吸水率有一个上升的阶段。
吸水率的高低并不能完全看出陶瓷的烧结情况,因为结构陶瓷的吸水率除了与其内部的气孔量相关外,还与气孔大小的分布及均匀性相关,因此应该综合陶瓷的孔隙率和体积密度进行综合分析。
图3所示为不同配方试样在1546 ℃、1558 ℃、1575 ℃、1597 ℃、1611 ℃、1633 ℃的孔隙率、体积密度曲线。
从图3所示的孔隙率和体积密度情况可以看出,随着温度的升高,试样的孔隙率先增加后降低,这与试样的吸水率随温度变化的情况相当,在1558 ℃时吸水率最高,1#配方的体积密度最小,这是比重较小的莫来石以及非晶质相含量高所致;烧结温度为1575 ℃时的吸水率和显气孔率较高,但是试样的体积密度并非最低,说明此温度的烧结体较为致密,并且从节能的角度来说,选用1575 ℃为烧结温度,考察不同配方对陶瓷的结构和性能影响,较为适宜。
3.2 不同配方对烧结体结构的影响
表1所示为不同配方试样在1757 ℃烧成后的物相情况。
从表1可以看出,1#配方的非晶质相的含量较高,主要是由于在1575 ℃下,试样未完全烧结,而在1597 ℃时烧结最为致密,这可以通过烧成收缩以及吸水率和体积密度进行体现。
低温时,粘土中的钾钠离子较易形成玻璃相,导致了强度偏低,随着矿化剂含量的增加,第三相的含量增加,与此同时,非晶质相含量大幅度降低,这是由于矿化剂争夺了体系中的
Al2O3,形成第三相,导致了形成二次莫来石的SiO2量较低,因而非晶质相的含量较低。
其中,刚玉的热膨胀系数是8.2×10-6/℃,莫来石的热膨胀系数是5.3×10-6/℃,而第三相的热膨胀系数更低,从表1可以看出,4#样的热膨胀系数匹配程度较好,因此其热稳定性也最好。
如图4所示为不同配方试样在1575 ℃时烧结后的断面扫描照片。
从图4的断面扫描照片可以看出,1#、2#试样的空隙均较大较深,其中1#和2#试样的孔洞最大约10~15 μm,1#照片中的孔洞甚至有15~20 μm。
1#试样中的大量晶粒被玻璃相所包裹,且部分晶粒被熔融;3#试样主要为柱状晶体,晶体最大,大小为10 μm左右,晶体大小均匀,并且整个区域内的晶体也分布非常均匀,玻璃相将晶体包裹,部分熔融,结构非常紧凑,几乎没有空隙,因而3#试样的强度最大;4#试样的晶体较大,未出现大的空隙,细小的空隙均匀分布在整个区域,结构相当紧凑,从照片可以看出,里层可以看到明显的柱状晶体,晶体互相交错着排列。
3.4 合成温度对陶瓷性能的影响
图5所示为不同配方在1575 ℃时烧结后的试样抗弯强度。
表2为不同配方的抗热震性。
从图5可以看出,不同配方的试样抗弯强度呈现先增加后下降的趋势,其中3#试样的抗弯强度最高。
从表2可以看出,3#配方的常温强度最高,这是由于第三相互交错的分布在莫来石晶体中,起着“钉扎效应” [1],支架结构加强了对外来应力的抵抗力,强度得到提高,3#配方中第三相含量最高,但是强度保持率不是最高,这有可能是第三相的热膨胀系数太低,含量过高,导致基质和骨料的热膨胀系数差较大,产生的裂纹较大,在热冲击作用下,裂纹发生了扩展,致使1150 ℃的热震后强度较低;从4#配方的断面扫描照片可以看出,条状莫来石晶体发育良好,并形成交错的网络结构,玻璃相和第三相填充在网络结构的间隙中,并且可以看到明显的相接触,适当的玻璃相将晶相隔开,形成细小的裂纹,在经过1150 ℃的热震后,这些微裂纹对热冲击起到缓冲作用,因而4#配方的强度保持率最高,为63.19%。
4 结论
本试验中四个配方在不同温度下的吸水率和空隙率呈现类似的变化趋势,且在1575 ℃下烧结性能最好。
随着配方中的矿化剂含量的提高,烧结体中的第三相的含量也提高,其含量基本为矿化剂加入量的两倍;三点弯曲法检测结果显示,随着配方中的矿化剂含量的提高,试样的强度也逐步提高,3#配方的强度最高,而4#的常温强度保持率最高。
参考文献
[1] 李立本,郭惠芬,等. 缺陷钉扎导致的铁电陶瓷介电弛豫效应[J].河南大学科技学报,2012, 33(5): 93~95.。