国内渣油加氢装置情况
- 格式:xlsx
- 大小:12.54 KB
- 文档页数:2
文/李立权中石化洛阳工程渣油加氢技术包含固定床渣油加氢处理、切换床渣油加氢处理、移动床渣油加氢处理、沸腾床渣油加氢处理、沸腾床渣油加氢裂化、悬浮床渣油加氢裂化、渣油加氢一体化技术及相应的组合工艺技术。
随着原油的重质化及劣质化、分子炼油技术的开展、环境保护要求的日益严格、市场对轻质油品需求、石油产品清洁化和石化企业面临的剧烈竞争,各种渣油加氢技术将快速开展。
1国内外渣油加氢工程化技术应用现状我国渣油加氢工程化技术起步较晚,1999年12月我国开发的首套2.0Mt/a固定床渣油加氢技术实现了工程化;2000年1月世界首套上流式渣油加氢反响器在我国某企业1.5Mt/a渣油加氢装置改造工程中实现工程化;2004年8月我国开发的50kt/a悬浮床渣油加氢技术进行了工业示范;2014年2月我国开发的50kt/a沸腾床渣油加氢工业示范装置建成中交;2014年45kt/a油煤共炼的重油加氢装置建成;目前引进的一套2.5Mt/a沸腾床渣油加氢装置正在建设中。
截止到2011年底我国投产的渣油加氢装置处理能力仅13.35Mt/a,而2012—2014年10月投产的渣油加氢装置处理能力就到达了19.3Mt/a;正在规划、设计和建设的渣油加氢装置处理能力超过30Mt/a。
中国石油化工股份石油化工科学研究院〔RIPP〕开发的固定床渣油加氢处理重油催化裂化双向组合RICP技术2006年工程化应用,将RFCC装置自身回炼的重循环油〔HCO〕改为输送到渣油加氢装置作为渣油加氢进料稀释油,和渣油一起加氢处理后再一同回到RFCC装置进行转化,同时有利于渣油加氢和催化裂化装置,工艺流程示意见图1。
国外渣油加氢工程化技术起步较早,1963年首套沸腾床渣油加氢技术工程化;1967年首套固定床渣油加氢技术工程化;1977年首套可自动切换积垢催化剂床层的固定床渣油加氢技术工程化;1989年可更换催化剂的料斗式移动床+固定床渣油加氢技术工程化;1992年催化剂在线参加和排出的移动床+固定床渣油加氢技术工程化;1993年切换反响器的移动床+固定床渣油加氢技术工程化;2000年上流式反响器+固定床渣油加氢技术工程化。

渣油加氢装置高苛刻度运行分析章海春【摘要】对中国石化扬子石油化工有限公司2.0 Mt/a渣油加氢装置第一周期的运行情况及存在的问题进行了分析,并提出处理措施.运行结果表明:在处理量为设计负荷的104%的情况下,渣油加氢装置的各项技术指标均满足设计要求;FZC系列催化剂具有较高的脱杂质活性和加氢活性,加氢渣油的密度、硫含量、氮含量、残炭和金属含量均达到或优于设计值,是优质的催化裂化原料.针对装置原料劣质化、热高压分离器气体夹带重烃、循环氢脱硫塔发泡及高压换热器结垢等情况,采取相应的对策,取得了较好的效果,初步解决了装置高苛刻度运行过程中存在的问题.%The first cycle operation of 2.0 Mt/a residual oil hydrotreating unit in SINOPEC Yangzi Petrochemical Co.Ltd.was analyzed.The operation results for 15 months show that in the case of capacity 104% of the design load,FZC series catalysts showed good activities in hydrogenation and metal removal.The density,contents of S and N,residual carbon,asphaltene and metals (Ni+V) of the product can meet or even be better than the design values and can be used as a catalytic cracking feed.The negative effects of the inferior raw material,the heat high pressure separator gas entrainment with heavy hydrocarbon,and the circulating hydrogen desulfurization tower foaming,and the high pressure heat exchanger fouling are all overcome by taking corresponding optimization measures.【期刊名称】《石油炼制与化工》【年(卷),期】2017(048)003【总页数】5页(P17-21)【关键词】渣油;加氢处理;运行分析;优化措施【作者】章海春【作者单位】中国石化扬子石油化工有限公司炼油厂, 南京 210048【正文语种】中文中国石化扬子石油化工有限公司(扬子石化)渣油加氢装置是该公司原油劣质化及油品质量升级项目的核心装置。

VRDS渣油加氢装置概况1.1 装置简介为适应原油逐年重质化、劣质化的趋势,提高轻油收率和减少环境污染,胜利炼油厂于1989年10月份从美国雪弗隆(Chevron)公司引进了设计能力为84×104t/a的固定床减压渣油加氢脱硫装置(简称VRDS)。
该装置由华鲁工程公司设计,中石化十化建承建,1992年5月21日建成投产。
1998年,根据中石化公司整体原油加工方案的安排,胜利炼油厂需要掺炼75%(6.0 Mt/a)的进口中东高硫原油,胜利炼油厂原有以加工胜利原油为主的加工流程难以适应劣质高硫原油的加工,为此,1999年10月份装置进行了扩能改造,增加了Chevron公司的最新专利—上流式反应器(Up Flow Reactor,简称UFR),因此,装置又简称为UFR/VRDS。
2000年1月7日完成并投产。
装置改造后的设计处理能力150×104t/a(其中包括120×104t/a减压渣油及30×104t/a减压蜡油),主要对中东减压渣油进行脱硫、脱氮、脱金属并部分裂解为石脑油、柴油和蜡油。
设计运转初期,349℃产品馏份的MCR为<8.5%,S<0.5%,末期MCR<9.2%、S<0.8%,生产的石脑油可作为乙烯原料,柴油是优质的低硫轻柴油产品,常压渣油是优质的催化裂化原料。
2005年,随着VRDS—FCC组合工艺的投用,常压和减压渣油混合做为催化原料,催化回炼油改进本装置处理,优化了FCC装置原料性质,提高了FCC装置轻油收率。
2006年10月份,利用第五周期停工检修时机,进行了装置节能改造,主要改造内容是停开减压塔,对原料/产品换热网络进行优化和流程动改,及对加热炉烟气余热回收系统进行改造。
2006年11月14日装置开工正常。
目前随着催化剂级配及操作的不断优化,装置运行周期已延长到480天。
图3-1 渣油加氢装置方块流程图1.2 工艺原理1.2.1 工艺过程渣油加氢作为重油加工的重要手段,在整个炼厂的加工工艺中有着十分重要的地位。

渣油加氢装置运行中存在问题及解决措施摘要:经济发展和时代的发展趋势进一步促进了炼油厂工业生产的发展趋势,而渣油加氢加工工艺以及机器设备做为当中的关键环节,对所有领域的进步有着至关重要的危害。
与此同时,在渣油的生产加工中,渣油加氢装置可以提升油品质量。
殊不知,因为多种缘故,渣油加氢装置在运转环节中常常出现异常,不能合理提升油品质量。
对渣油加氢装置运作中存在问题开展了剖析,并指出了相对的解决方案。
关键词:渣油加氢工艺;装置运行引言:伴随着社会经济的飞速发展,现阶段大家已经离不了石油。
在炼油厂工业生产的发展趋势中,必须借助渣油加氢加工工艺以及机器设备,对渣油开展生产加工和过滤,提升油品质量,为大家的日常生活给予协助。
但机器设备存在的不足会限定油品质量和加氢裂化机器设备的功效。
仅有不断完善和提升,才可以更好地发挥功效。
一、渣油加氢装置工艺重要性固定床渣油加氢加工工艺做为现阶段最成熟稳定的工艺,在渣油加氢加工工艺中占主导性。
因为原料油的复杂和劣质性及其固定床反应釜的特性,固定床渣油加氢装置的运行周期时间较短,通常仅有一年,有的装置运行2年,而做为冶炼厂关键生产制造装置的催化裂化装置的运行周期时间大多数在三年以上,造成渣油加氢装置和催化裂化装置的运行周期时间不配对。
渣油加氢停产期内,必须对催化裂化原料开展更新以确保正常的运行,这对公司的石油选购和配制明确提出了很高的规定,对公司的经济收益造成了危害。
因而,消除影响渣油加氢装置平稳运行的多种要素,适度增加渣油加氢装置的运行时长具备关键实际意义。
在其中,渣油加氢装置应用的原料主要是常减压装置的常压渣油和减压渣油的混合物质。
最后产品是脱硫、脱氮、脱金属材料、脱残炭的加氢渣油,所占比例大,也会形成小量的石脑油和柴油。
生产制造的渣油可以为催化裂化装置的原料,降低焦炭的生成,大大提高催化裂化装置的产量,并对催化裂化装置生产制造的柴油和汽油的提质增效。
因而,渣油加氢装置的运转效果和质量对全部炼油厂工业生产至关重要。
190近年来随着原油重质化、劣质化趋势的加剧,以及市场对轻质油品需求逐年加大,在市场需求和企业追求效益最大化的推动下,重油尤其是渣油的深加工越来越引起企业的重视[1]。
传统的固定床渣油加氢处理工艺渣油转化率较低,近年来国内在渣油加氢工艺上陆续引进沸腾床渣油加氢、浆态床渣油加氢工艺,两种工艺在渣油的转化率方面较传统固定床渣油加氢得到大大提高。
但是两种工艺工业化较晚,技术成熟度还有待继续完善,反应出问题主要是在高转化率下的结焦问题。
文章重点阐述浆态床渣油加氢装置运行问题及相关研究。
1 制约浆态床渣油加氢装置长周期运行问题浆态床渣油加氢工艺具有原料适用性强、转化率高、轻油收率高、工艺简单、操作灵活以及反应器结构简单(空筒反应器)等特点[2],逐渐获得学界及企业界的认可,但浆态床新工艺在国内乃至国外没有成熟运行经验。
渣油一般分成四个组分:饱和分、芳香分、胶质和沥青质。
在渣油体系中,沥青质和胶质重组分构成混合胶团,胶质轻组分、芳香分和饱和分组分构成分散介质,混合胶团与分散介质之间具有复杂的物理化学联系并处于动态平衡。
浆态床渣油加氢裂化对减压渣油稳定系统造成破坏,使溶解沥青质的重质溶剂组分比例减少及加氢饱和使油品的芳香性降低,进而沥青质过饱和析出,成为结焦的前驱物,在反应器后的分馏系统出现结焦、堵塞等情况,影响装置的长周期运行[3-4]。
经统计发现结焦部位大多出现在:反应器、换热器、热高分、热低分、浆液汽提塔、减压塔及相连接的管线、管道过滤器等部位,结焦区域分布见图1。
2 装置长周期运转技术措施装置长周期运转的常规手段一般有控制原料性质稳定、控制反应各操作参数稳定、控制动静设备及仪表阀门不出现故障或出现故障及时处理等,其中原料性质稳定包括原料中沥青质、金属、残碳等含量稳定,操作参数稳定包括温度、压力、处理量等参数稳定。
接下来重点阐述几项技改,以防止在事故状态下造成装置大面积结焦堵塞缩短运行周期甚至中断生产运行。
茂名石化渣油加氢装置能耗刷新国内最低记录
茂名石化积极开展从严管理年活动,实施精细管理,持续优化操作,开展技术革新,投用一系列节能降耗的新措施。
4月份,渣油加氢装置的综合能耗降低至10千克标油/吨,同比去年降低了3.30千克标油/吨,再次刷新渣油加氢装置国内历史最低记录,获得集团公司同类装置达标竞赛第一名。
今年以来,茂名石化联合二车间为降低装置能耗,对装置深度挖潜,通过实施循环氢压缩机平衡盘改造,将装置处理量提升至300 t/h。
同时,通过优化操作,装置4月份保持121.06%的高负荷生产,摊薄了能耗总量。
在这场节能降耗的攻坚战中,联合二车间的班组职工是当之无愧的主角。
他们通过精细化管理,积极开展班组小指标创先争优竞赛,职工们抢着节水节电、争着维护设备,使装置全月处于最佳状态下平稳运行。

69一、装置概况中石油云南石化有限公司400×104t/a渣油加氢脱硫装置采用CLG公司的固定床渣油加氢脱硫工艺技术,以常压渣油(AR)、减压渣油(VR)、减压重蜡油(HVGO)和焦化蜡油(CGO)为原料,经过催化加氢反应,进行脱除硫、氮、金属等杂质,降低残碳含量,为催化裂化装置提供原料,同时生产部分柴油,并副产少量石脑油、粗石脑油和含硫干气。
本装置的特点反应部分设置两个系列,每个系列可以单开单停(单开单停是指装置内二个系列分别进行正常生产和停工更换催化剂)。
随着渣油加氢装置超负荷运行,胺液系统带有油和杂质,直接表现为贫胺液颜色变暗,呈浓酱油色。
由于胺液系统带油和杂质,胺液发泡导致循环气气相带液,使得循环氢压缩入口分液罐液位高高连锁,循环氢压缩机停,导致装置停工。
二、胺液发泡的机理和现象1.胺液系统流程。
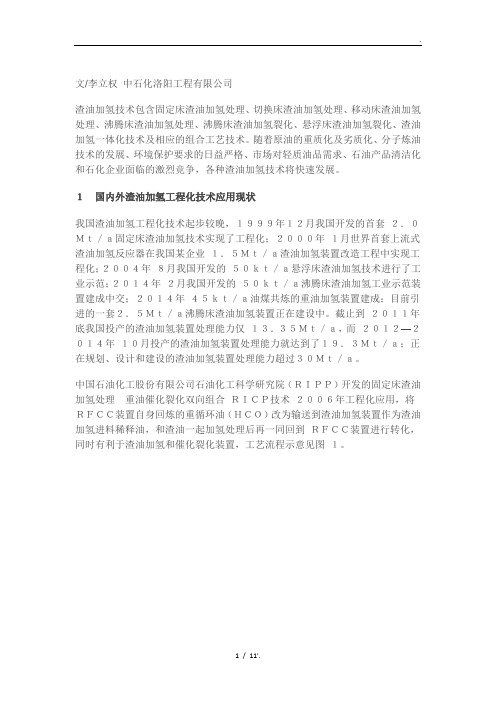
胺液脱硫系统分为胺液存储系统和高压脱硫系统,流程见图1。
从图1可以看出循环氢脱硫塔(C-0201)脱硫溶剂采用甲基二乙醇胺(MDEA)溶液,贫胺液从贫胺液缓冲罐(D-0205)经高压贫胺液泵(P-0202A/B)抽出后进入循环氢脱硫塔(C-0201)上部,胺液与原料逆向接触脱除H 2S,富胺液从C-0201底部出装置再生。
自冷高压分离器(D-0202)顶部出来的冷高分气进入高压离心分离器(D-0203)除去携带的液体烃类(这些液态烃会使胺液发泡,导致循环氢压缩机停机)。
图1循环氢脱硫塔流程2.胺液发泡机理。
气泡是由溶液中的气体分子与液体分子相互碰撞,进行能量交换,使相邻气体分子发生聚合,并克服液体的表面张力而形成的。
由于气泡密度远低于液体的密度,气泡快速上浮到液面,并受液面液膜的作用而聚集于液面处,形成由液膜隔开的气泡聚集体,即泡沫。
当泡沫达到一定高度后,就会在塔盘上形成泡沫层,这样溶液就会被泡沫阻拦不能向下流动,愈积愈多,造成塔盘积液。
当塔盘上液层达到一定高度后气液两相由逆向流动转为同向流动,最终导致溶液从塔顶溢出,造成液泛。
浅析国内外渣油加氢处理技术发展现状及分析作者:徐健来源:《科学与技术》 2019年第4期■徐健摘要:随着时代的发展人们对石油的需求越来越大,传统的石油提取技术很大程度上造成了石油使用上的浪费,近年来出现了一种节能的方式——渣油加氢技术,是将原油进行完成后剩下的难以开发利用的渣油使用加氢的方式,使其发生裂解等反应进而产生更多的可利用原油。
当前主流出现了四大类渣油加氢处理方式,使我国渣油在二次利用上取得了很大的成功,也有效地提高了能源的利用效率。
本文就对当前四类渣油加氢处理技术、近年来进行的优化成果以及未来的展望进行论述。
关键词:渣油加氢处理技术;渣油加氢技术改进方案;未来展望方向引言:在最近几年世界上的油气资源逐渐匮乏,在非洲更是因石油等不可再生资源使当地爆发了很多的战争,其中很多都是世界一些大国为了争夺更多的油气资源而支持的恐怖主义。
面对日益匮乏的油气资源,中国作为一个热爱和平的国家自然不会采取这种方式来夺取更多油气资源同时面临油气资源紧缺的局面,我国采取了研究如何提高油气资源利用率的方式,提升油气资源的使用率。
一、现今主要的渣油加氢处理技术当前随着社会的发展,世界各国逐渐认识到了增加油气资源利用率的重要性。
渣油中含有很多的硫等有害元素,将这些氢气加入进行催化反应使其可以被转化来或是以化合物的形式被沉淀出来,这将直接提高减少渣油的毒害,进而获得更多的可利用资源。
传统处理方式是采用加氢的方式在不同的环境下进行反应进而得到更多的可利用资源。
[1]其中主要可以分为以下几类:(一)固定床渣油加氢处理技术固定床加氢技术是最早研发出的处理技术,也是当前技术最为成熟的一种方式,它具有整体投资少、操作简单、运行方式简单的特点,是当今使用最为广泛的一种渣油加氢技术,占当前我国市场中使用该技术的70%以上。
(二)移动床渣油加氢处理技术移动床处理方式是一种由固定式发展而来的方式,在很多方面与固定式使用着同样的器材。
移动床技术是将一定量的催化颗粒用一定的力推动使其在一定方向上发生匀速的运动,使渣油与这些催化颗粒进行反应,催化颗粒在反应中逐渐失去作用,在在末端排出。
摘 要:介绍了某公司200万t/a 渣油加氢装置第一周期使用石科院第三代RHT 系列催化剂,大比例掺炼催化柴油生产运行情况。
结合运行期间的主要操作参数、原料油及产品性质、物料平衡及装置能耗等情况,对装置运行情况进行分析和总结。
运行结果表明,渣油加氢装置大比例掺炼催化柴油改善了进料性质,催化剂杂质脱除率性能优异,反应器径向温差和压降控制良好,装置实现了超长周期运行的目标。
渣油加氢装置高比例掺炼催化柴油,虽存在装置能耗、氢耗高,但为解决催化柴油提供了一条有效的途径。
此外,对第一周期运行期间出现的原料油自动反冲洗过滤器冲洗频繁、循环氢脱硫塔带液等问题进行了讨论和解决。
关键词:渣油加氢 催化柴油 长周期渣油加氢大比例掺炼催化柴油运行分析何继龙(中国石化荆门分公司,湖北荆门 448002)收稿日期:2020-10-20作者简介:何继龙,学士,工程师。
2008年毕业于兰州交通大学应用化学专业,目前主要从事加氢工艺技术管理工作。
随着社会的发展和环保要求的日益严格,柴油的消费量在不断下降,质量要求却在不断提高。
催化柴油由于密度大,硫、氮、烯烃、芳烃、胶质等含量高,十六烷值低,储存氧化稳定性差等特点,通过普通的加氢精制技术不能达到柴油调和组分的质量要求。
目前很多炼厂采用RLG 、FD2G 等加氢裂化技术生产高辛烷值汽油,装置投资高、氢耗高,而对于氢气资源较欠缺、催化裂化装置有富余加工能力 的炼厂通过L TAG 技术是解决该问题的有效方法[1]。
某公司采用LTAG 技术转化催化柴油,加氢部分由200万t/a 渣油加氢装置承担,裂化转化部分由120万t/a 催化裂解装置承担。
其中,渣油加氢装置由中国石化建设公司(SEI )采用中国石化石油化工科学研究院RHT 固定床渣油加氢工艺技术设计,设计原料为1#常减压装置的减压蜡油和减压渣油、2#常减压装置的减压蜡油、焦化蜡油、丙烷脱沥青油、酮苯蜡下油和糠醛抽余油混合原料,经过催化加氢反应,脱除硫、氮、金属等杂质,降低残炭含量,为催化裂化装置提供优质原料,同时生产部分柴油,并副产少量石脑油和干气。
沸腾床渣油加氢技术及设备介绍(作者单位:中国第一重型机械股份公司)尤佳丽◎一、引言近年来,由于世界范围内原油资源正在逐步趋于重质化,且环保要求日益严格,重质原油的深度加工和清洁工艺已经成为当今炼油工业面临的重大挑战和机遇。
对于炼油企业而言,渣油转化率是重油深加工的关键,也是其炼化利润空间大小的关键。
将渣油转化为轻质油品又能避免产生焦炭的唯一途径就是加氢过程。
目前,世界上渣油加氢工艺类型有四大类,即固定床、沸腾床、移动床和浆态床加氢,主要根据原料油性能和所需产品情况进行确定。
与固定床和移动床相比,沸腾床渣油加氢技术具有更广的原料加工范围,这是因为它的催化剂能够在线置换,非常适合处理金属含量更高的原料,可以加氢处理各种重质原油的渣油、最劣质的原油、油沙沥青油、页岩油甚至溶剂精制煤浆。
我公司承担采用H-Oil 工艺的沸腾床加氢反应器的制造任务,为进一步了解这类设备,本文从工艺特性、结构特点两方面进行介绍,以期为同类产品的制造提供支持。
二、工艺特性在渣油加氢体系中,沸腾床是由气、液、固构成的三相反应系统,其中气相主要为氢气和部分烃蒸汽,液相为烃原料未蒸发‐的重组分,固相为催化剂。
沸腾床渣油加氢工艺主要有氢油法(H-Oil )加氢工艺、LC-Fining 加氢工艺以、T-STAR 技术及抚顺石油化工研究院的FRET 技术。
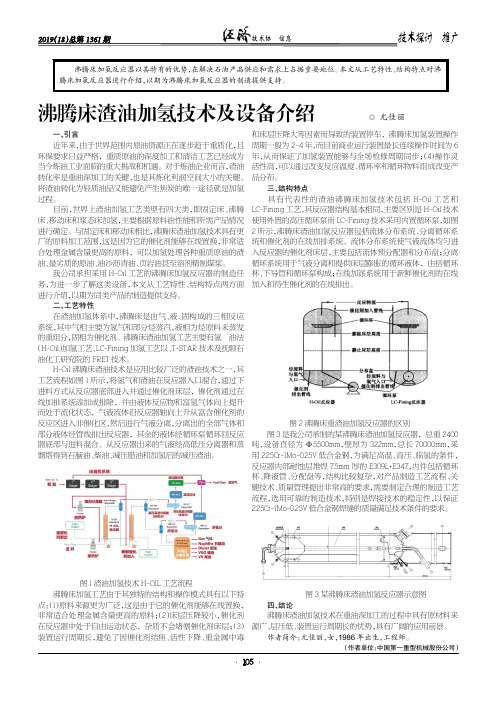
H-Oil 沸腾床渣油技术是应用比较广泛的渣油技术之一,其工艺流程如图1所示,将氢气和渣油在反应器入口混合,通过下进料方式从反应器底部进入并通过催化剂床层,催化剂通过在线加排系统添加或排除,并由液体反应物和富氢气体向上提升而处于流化状态,气液流体沿反应器轴向上升从富含催化剂的反应区进入非催化区,然后进行气液分离,分离出的全部气体和部分液体经管线排出反应器,其余的液体经循环泵循环回反应器底部与进料混合。
从反应器出来的气液经高低压分离器和蒸馏塔得到石脑油、柴油、减压腊油和加氢后的减压渣油。
图1渣油加氢技术H-OIL 工艺流程沸腾床加氢工艺由于其独特的结构和操作模式具有以下特点:(1)原料来源更为广泛,这是由于它的催化剂能够在线置换,非常适合处理金属含量更高的原料;(2)床层压降较小,催化剂在反应器中处于自由运动状态,杂质不会堵塞催化剂床层;(3)装置运行周期长,避免了因催化剂结焦、活性下降、重金属中毒和床层压降大等因素而导致的装置停车,沸腾床加氢装置操作周期一般为2~4年,而目前商业运行装置最长连续操作时间为6年,从而保证了加氢装置能够与全场检修周期同步;(4)操作灵活性高,可以通过改变反应温度、循环率和循环物料组成改变产品分布。

吨沸腾床渣油加氢装置项目可行性研究报告目录一、前言 (2)1.1 研究背景 (2)1.2 研究目的与意义 (3)1.3 研究范围与内容 (5)二、市场分析 (6)2.1 市场需求 (7)2.2 市场竞争格局 (8)2.3 市场发展趋势 (9)三、技术可行性分析 (11)3.1 技术原理 (12)3.2 技术成熟度 (13)3.3 技术应用案例 (14)四、经济可行性分析 (15)4.1 投资估算 (17)4.2 收益预测 (17)4.3 财务评价指标 (18)五、环境与社会影响分析 (19)5.1 环境影响评估 (21)5.2 社会影响评估 (22)5.3 可持续发展策略 (24)六、风险评估与对策 (25)6.1 风险识别 (27)6.2 风险评估 (28)6.3 风险应对措施 (29)七、结论与建议 (30)7.1 结论总结 (31)7.2 建议与展望 (32)一、前言随着全球能源需求的不断增长和环境保护意识的提高,绿色低碳能源的开发利用已成为各国政府和企业关注的焦点。
作为石油化工行业的重要组成部分,渣油加氢装置在提高燃料品质、降低排放、促进能源结构优化等方面具有重要意义。
本项目旨在建设一座吨沸腾床渣油加氢装置,以满足国内外市场对高品质燃料的需求,推动我国石化产业的发展。
本报告从项目的背景、目的、范围、方法、技术路线等方面进行了详细的可行性研究。
我们分析了国内外渣油加氢技术的发展趋势和市场需求,为项目的实施提供了理论依据。
我们对项目的选址、建设条件、投资估算、经济效益等方面进行了综合评估,以确保项目的可行性和合理性。
我们还对项目的环境影响、社会效益等方面进行了深入探讨,以期为项目的顺利实施提供科学依据。
1.1 研究背景随着全球能源需求的持续增长以及环境保护要求的日益严格,石油化工行业的发展面临着新的挑战和机遇。
特别是在原油加工领域,对于高效、环保的炼油技术和装置的需求愈加迫切。
在此背景下,吨沸腾床渣油加氢技术作为一种先进的炼油技术,其在提升油品质量、提高经济效益和减少环境污染方面具备显著优势,受到了广泛关注。
文/李立权中石化洛阳工程有限公司渣油加氢技术包含固定床渣油加氢处理、切换床渣油加氢处理、移动床渣油加氢处理、沸腾床渣油加氢处理、沸腾床渣油加氢裂化、悬浮床渣油加氢裂化、渣油加氢一体化技术及相应的组合工艺技术。
随着原油的重质化及劣质化、分子炼油技术的发展、环境保护要求的日益严格、市场对轻质油品需求、石油产品清洁化和石化企业面临的激烈竞争,各种渣油加氢技术将快速发展。
1国内外渣油加氢工程化技术应用现状我国渣油加氢工程化技术起步较晚,1999年12月我国开发的首套2.0Mt/a固定床渣油加氢技术实现了工程化;2000年1月世界首套上流式渣油加氢反应器在我国某企业1.5Mt/a渣油加氢装置改造工程中实现工程化;2004年8月我国开发的50kt/a悬浮床渣油加氢技术进行了工业示范;2014年2月我国开发的50kt/a沸腾床渣油加氢工业示范装置建成中交;2014年45kt/a油煤共炼的重油加氢装置建成;目前引进的一套2.5Mt/a沸腾床渣油加氢装置正在建设中。
截止到2011年底我国投产的渣油加氢装置处理能力仅13.35Mt/a,而2012—2014年10月投产的渣油加氢装置处理能力就达到了19.3Mt/a;正在规划、设计和建设的渣油加氢装置处理能力超过30Mt/a。
中国石油化工股份有限公司石油化工科学研究院(RIPP)开发的固定床渣油加氢处理重油催化裂化双向组合RICP技术2006年工程化应用,将RFCC装置自身回炼的重循环油(HCO)改为输送到渣油加氢装置作为渣油加氢进料稀释油,和渣油一起加氢处理后再一同回到RFCC装置进行转化,同时有利于渣油加氢和催化裂化装置,工艺流程示意见图1。
国外渣油加氢工程化技术起步较早,1963年首套沸腾床渣油加氢技术工程化;1967年首套固定床渣油加氢技术工程化;1977年首套可自动切换积垢催化剂床层的固定床渣油加氢技术工程化;1989年可更换催化剂的料斗式移动床+固定床渣油加氢技术工程化;1992年催化剂在线加入和排出的移动床+固定床渣油加氢技术工程化;1993年切换反应器的移动床+固定床渣油加氢技术工程化;2000年上流式反应器+固定床渣油加氢技术工程化。
渣油加氢装置运行中存在问题及措施摘要:本文主要针对渣油加氢装置技术特性,对在运行周期内产生的床层径向温差大、脱硫化氢汽提塔腐蚀严重、物料反冲洗频率高等问题进行了分析。
结果表明:进料口“容垢”能力不够是导致床层径向温差较大的主要原因;碳氢化Cl沉淀和结晶是造成脱硫化氢汽提塔腐蚀的重要因合物中Cl-、NH4+所产生的NH4素,而反冲洗过滤器冲洗频繁主要是由加工的原料油性质所导致的。
通过对上述问题进行研究分析为渣油加氢装置的平稳长周期运行提供方向。
关键词:渣油加氢床层径向铵盐结晶反冲洗引言:渣油加氢技术是实现对重质渣油进行深处理的一项重要技术。
通过对重质渣油进行加氢处理去除大量的镍和钒等金属杂质,降低残碳的含量从而提高油品质量,达到更高的环保指标。
天津石化渣油加氢装置是炼油产品结构调整及油品质量升级项目的新建装置。
利用渣油加氢装置能够更好地提升油品的收率且对于整个炼油产业来说能够提升整个行业的运行效率,为石油类产品提供质量保障。
一、渣油加氢装置工艺特点渣油加氢采用的原料主要是常减压蒸馏装置常压渣油、减压渣油、过气化汽油以及焦化蜡油的混合原料,最终的产物占比最多的是经过加氢脱硫、脱氮、脱金属、脱残碳处理之后的加氢渣油,为催化裂化装置装置提供原料。
渣油加氢装置主要包括原料系统、反应系统、分馏系统、循环氢脱硫系统以及膜分离系统等。
渣油加氢装置体积空速度较高,床厚较低,氢分压较低,属高苛刻度操作的渣油加氢设备。
在运行周期内能够满足洁净环保的要求,但同时也存在着较大的床层径向温差大、脱硫化氢汽提塔顶腐蚀以及反冲洗清洗频率高等问题。
针对这些问题提出对应的解决措施从而为延长渣油加氢的高品质运行周期提供保障。
二、运行周期中存在问题及措施2.1床层径向温差大原因及措施2.1.1反应器床层物料结焦原因稠环芳香族类在重油加氢厂的原材料中存在;胶质、沥青质和金属(Ni+ V)等,稠环芳烃、残炭、胶质、沥青质会在触媒的表层被吸收而形成炭,从而导致反应活性下降,从而导致反应器的压降升高;同时,由于在去除过程中,废油中的镍、钒、铁等金属元素会在催化剂的内壁和表层上沉积,从而导致催化剂的活化和提高。

固定床渣油加氢装置的运行难点与对策分析固定床渣油加氢装置是一种常用的加氢设备,主要用于将渣油进行加氢处理,降低其中的杂质含量,提高燃料质量。
然而,在实际运行中,该设备也存在着一些难点,包括渣油的不稳定性、催化剂选择和管理、反应器和管道阻垢等问题。
下面就具体细分这些难点,并提出相应的解决对策。
难点一:渣油的不稳定性渣油的组成复杂,其中含有的杂质种类较多,并且其含量也难以控制,这样容易导致渣油的不稳定,使得加氢反应过程难以稳定进行。
处理这一难点的关键在于提高渣油的稳定性。
这需要在渣油的深度加工过程中,采用一系列的技术手段,例如热稳定剂的添加、预处理系统的优化与改进、对不同渣油的处理技术差异化、分离技术的应用等,从而使得渣油的组成和性质变得更加稳定,方便加氢反应的进行和管理。
难点二:催化剂选择和管理在固定床渣油加氢装置中,催化剂是加氢反应过程中的中心点,其性能及稳定性的优劣直接影响整个加氢反应的效果和经济效益,同时也关系到装置的维护成本。
因此,催化剂的选择和管理变得至关重要。
现在,随着催化剂制备技术的不断创新和发展,合适的催化剂种类也越来越多,包括贵金属催化剂、非贵金属催化剂、双金属催化剂等。
针对不同种类的催化剂,应制定不同的管理方案,以保证催化剂的长期稳定性和有效性。
难点三:反应器和管道阻垢问题该设备在生产过程中,由于油品中会存在各种各样的杂质,特别是重金属等物质,这些物质在加氢反应中可能会沉积在反应器和管道等设备内部,沉积物的积累会形成阻垢,阻碍反应器的正常工作,同时在阻垢处更加容易发生热量积聚,甚至引起安全隐患。
针对这一问题,应采取定期清洗、高温水冲洗等方式,以减轻阻垢对反应器和管道设备的影响,这样可以有效的保证设备的生产安全和稳定性。
综上所述,对于固定床渣油加氢装置的运行难点,可以通过技术和管理两方面的措施加以解决。
在操作和维护中,要加强对设备各项运行参数的监控和管理,确保设备的正常运行,并及时解决可能出现的故障和问题,以提高加氢反应的效果和经济性。
集团名称企业名称规模(万吨/年)投产时间台湾中油中油公司高雄炼油厂1501986台湾中油中油公司高雄炼油厂1501986台湾中油中油公司高雄炼油厂751989台湾中油中油公司高雄炼油厂1501991中国石化齐鲁石化1501992台湾中油中油公司高雄炼油厂1501993中国石油大连西太平洋2001997台湾台塑台塑公司麦寮4301998中国石化茂名石化2001999台湾台塑台塑公司麦寮4301999中国石化海南炼化3102006中国石油大连石化3002008中国石化长岭炼化1702011中国石化金陵石化1802012中国石化上海石化3902012中国石油四川石化3002013中国石化安庆石化2002013中化集团中化泉州石化3302014中国石油广西石化4002014中国石化石家庄炼化1502014中国石化扬子石化2002014中国石化荆门石化2002015中国石化九江石化1802015中国海油惠州炼化3702015地炼山东利华益2602015中国石油华北石化3002016中国石化海南炼化4002016中国石化金陵石化2#2002016地炼珠海宝塔石化2002016中国石油兰州石化2002017中国石油辽阳石化2402017地炼江苏盛虹集团4002017中国石油中俄天津东方石化4002018中国石油锦西石化300筹建中国石油云南石化400筹建中国石化福建炼化260筹建中国石化洛阳石化400筹建中国石化茂名石化2#400筹建中国石化齐鲁石化2#460筹建中国石化上海漕烃石化540筹建中国石化石家庄炼化2#150筹建中国石化天津石化公司440筹建中国石化燕山石化380筹建中国石化扬子石化2#200筹建中国石化镇海炼化660筹建中国石化中科湛江炼化400筹建地炼大连福佳大化190筹建地炼大连铭源控股集团100筹建地炼东海(泰州)340筹建地炼广西玉柴200筹建地炼京博石化150筹建地炼利津石化260筹建地炼宁波科元60筹建
地炼山东龙港化工160筹建地炼山东神驰石化200筹建地炼山东省盛昌化工100筹建地炼盛星石化200筹建地炼中化蓝星200筹建。