防治措施:改进工件的入槽条件,入槽后停留一段时间再通电电泳,使附着在工件上的气体尽量排除;检查循环系统和阴极掩蔽情况,对不合要求的地方进行调整;加大循环量,使槽内流速均匀,防止气泡在槽内滞留;适当调整电泳电压及槽液参数,使之符合工艺要求。
(12)氧化膜破裂。透过电泳漆膜,可以看到型材表面有无规则的裂纹。
(4)雾斑。与正常部位相比,局部出现无光亮斑点,侧光观察更为明显。容易出现在型材的大面和水平面上。
产生原因:酸雾、碱雾或有机溶剂气雾飞入电泳涂装工序的气氛中,附着在烘烤前的漆膜表面引起局部凝固、交联反应而产生的;漆液的中和度偏离控制范围;热水洗槽的温度、pH 值控制不好;电泳后水洗槽的pH 值太低。
(16)水平表面粗糙。亦称L效果差。被涂物电泳后水平表面粗糙,无光泽而垂直表面正常。
产生原因:槽液固体分低,有细小的凝聚物、不溶颗粒;槽液溶剂含量过低;槽液电导率太高,杂质离子含量太高;pH值太低,溶解性差;槽衬里破损,腐蚀。
防治措施:提高槽液固体分,加强过滤;适当补加电泳漆配套溶剂;加强槽液精制或排掉部分RO透过液,补加去离子水;倒槽检修槽衬里。
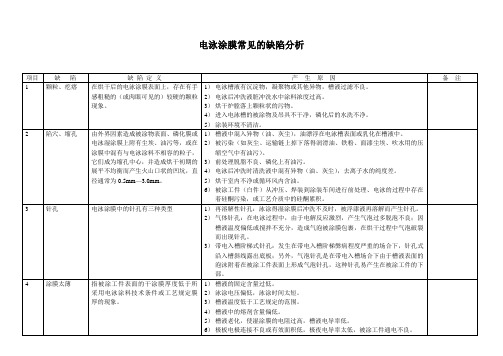
(2)麻点。亦称颗粒状异物,灰尘附着等。尘埃等附着在漆膜表面或漆膜下形成有手感的凹凸物。
产生原因:电泳槽前的水洗水太脏;电泳槽液中存在较粗大的机械杂质;车间空气中含有尘埃等漂浮物飘落到放在沥干区的工件上;烘烤炉内存在尘灰等杂物。
防治措施:更换电泳前水洗水;检查电泳槽过滤装置并过滤电泳槽液;搞好车间环境卫生,控制沥干区风向,防止灰尘飘浮;清理烘烤炉内卫生,清洁或更换热风循环过滤网。
(6)涂料滴痕。亦称漆斑或漆流痕。漆膜表面有略为凸起的漆斑或朝下的漆流痕迹,有手感。
产生原因:电泳出槽后停留时间过长;涂料的浓度不适当;电泳后水洗不足;RO2水洗槽固体分过高;未滴干的导电梁从正在沥干的料挂上方跨过。
防治措施:电泳出槽后停留时间控制在1min以内;降低电泳槽漆液浓度,调整溶剂浓度,提高pH 值;电泳后进行充分的水洗,并适当降低RO2水洗槽的固体分含量,提高水洗槽的pH 值;未滴干的挂料不能从正在沥干的料挂上方跨过。
(9)凝胶涂料粘附。亦称胶着。漆膜表面粘附涂料的凝胶物,烘烤后往往会起泡破裂呈蜂窝状,有时颜色呈黄色。
产生原因:电泳槽或电泳后RO水洗槽中混入酸,发生涂料树脂的部分凝聚而粘附在工件上。
防治措施:防止电泳槽或电泳后水洗槽中混入酸;检查过滤系统,必要时更换过滤器;除去涂料中的凝聚物,查清涂料树脂产生凝聚的原因。
电泳产品常见缺陷及防治措施
以下是电泳涂装常见缺陷、产生原因与相应的防治措施。矫正缺陷首先要能准确鉴别缺陷。当然,任何一种缺陷其产生原因都是多方面的,必须根据实际情况,结合工厂的工艺、设备、环境和操作条件等,具体问题具体分析,才能从根本上消除缺陷产生的根源。
(1)针孔பைடு நூலகம்漆膜表面有类似针孔状的凹陷,呈无规则排列,侧光观察更为明显。
(10)泛黄。亦称黄变、发黄。漆膜或氧化膜带黄色。
产生原因:氧化后在水洗槽中浸泡时间太长,造成氧化膜泛黄,由于漆膜的透明性而呈现产品泛黄;涂层太厚;烘烤温度太高或烘烤时间过长。
防治措施:控制氧化后水洗水的水质和水洗时间;改进涂漆条件,降低涂层厚度;改进烘烤条件,选择适当的烘烤温度和时间。
产生原因:烘烤时炉温升温太快;电泳槽液中混入了油脂等异物并附着在漆膜表面;电泳槽液的pH值过低,以及溶剂过剩等情况下,对异物的抵抗力降低。
防治措施:降低升温速度;查明油脂等异物的来源,用硅藻土过滤等方法去除油脂、异物;进行通液处理,调整pH值。
(15)低光泽。亦称漆膜失光。与正常光泽相比,漆膜光泽不够高。
产生原因:氧化膜厚度太厚;热纯水洗槽温度过高或时间过长;烘烤炉温度过高或局部温度过高。
防治措施:控制好氧化膜厚度;调整好热纯水洗槽温度、水质和水洗时间等工艺参数;控制烘烤炉温度,若为局部温度过高,则应调整烘烤炉热风循环状态。
(13)酸痕。绑料处的间隙、夹具等处带有凝胶物流痕花纹,通常呈淡黄色。
(3)桔皮。具有象桔皮那样小瘪坑的漆膜外观。一般在整个涂漆表面都产生,但漆膜厚度不均相差很大时,多半在厚膜部分产生。
产生原因:助溶剂含量低;补给原漆时没充分乳化;电泳电压过高;涂层过厚;槽液pH 值低;槽液中杂质离子含量高。
防治措施:补充助溶剂;原漆补给时进行充分搅拌;降低电泳电压;降低涂层厚度;提高槽液pH 值;用离子交换法去除杂质离子。
产生原因:阴极屏蔽不良或消泡袋破损,在漆液中存在细微的气泡;电泳电压过高,电解反应过剧,产生气泡过多;槽液温度过高;槽液的pH 值过低及溶剂过剩使漆膜极化能力变低的条件下,抵抗杂质的能力变弱。
防治措施:根据针孔部位查找破损的消泡袋并给予更换;适当降低电泳电压;控制好槽液温度;提高电泳槽液的pH 值并将漆膜厚度控制在必要范围。
产生原因:从阳极梁、夹具等上面掉落下来的水滴附着在半干燥的漆膜表面,在烘烤时,由于附着水滴部分的光泽发生变化,或者粘附水滴中的杂质成分而使光泽或颜色发生变化而产生。与漆斑不同的是,该缺陷产生的原因仅是水滴附着造成的。
防治措施:延长脱水时间,抹拭阳极梁上的水滴;改进夹具结构。
(7)接触痕。因两根型材相互接触而产生的漆膜外观异常,湿膜在接触状态烘烤的型材产生粘着。此缺陷在氧化、电泳、沥干或烘烤等环节均有可能产生。
产生原因:较软的型材挂点少(卧式生产线)、工件间吊挂间距小,烘烤炉内风压太强而使未完全固化的工件相互接触产生的痕迹。
防治措施:增加挂点;调整吊挂间距离;降低烘烤炉内的风压。
产生原因:阳极氧化处理工序中夹具等上面残留酸,而水洗时未清洗干净,在电泳涂漆后流到型材表面,使漆膜表面变成凝胶化的流痕花纹。
防治措施:确保水洗充分;改变夹具结构或更改绑料方式。
(14)凹坑。亦称陷穴、火山口。漆膜表面有直径约1~2mm的小坑,形状类似于火山口。
防治措施:注意生产线风向,加强对产生酸雾、碱雾的工序或设备进行排气;控制好漆液的中和度,夏天控制在75%左右,冬天控制在80%左右;控制好热水洗槽温度和pH 值;控制好电泳后水洗槽的pH 值。
(5)水斑。斑点状或水滴状花纹,在水平部位或倾斜部位的上面容易发生。光泽与正常部位比略低。若是酸性水滴造成的水斑则通常呈黄色。
(8)漆膜乳白。与正常产品相比透明度不同,无透明感,看起来象白色浑浊状。
产生原因:热纯水洗和纯水洗不充分,阳极氧化膜膜孔中有残留的硫酸根,在电泳涂漆时与漆膜成分发生反应,局部地异常促进漆膜的交联反应而产生;槽内涂料被污染,特别是硫酸根离子污染。
防治措施:缩短阳极氧化后的第一道水洗的时间,在pH<2的水洗槽中放置时间不超过1min;对电泳涂装前的水洗工序进行检查,使其水质及清洗时间合乎要求;调整热水洗槽温度时间;根据电泳槽电导率的测定结果是否偏高,进行离子交换处理。
(11)气泡附着。漆膜表面残留气泡痕迹的异常外观。
产生原因:工件浸入电泳槽时,卷入漆液表面的气泡或空气;卷入循环系统的空气或阴极掩蔽不良等原因使漆液中含有微小气泡;工件电极产生气泡如漆液流动性差则无法带出。实际生产中,细小的漆泡往往被误以为是针孔,这其实是误解,只要认真观察,完全能够分辨出来。
产生原因:漆膜厚度不够;漆膜有再溶解的情况;电泳后RO水洗不良;ED或RO的pH值偏高;槽内涂料被污染;烘烤固化不足。
防治措施:检查电泳涂装电压是否在工艺控制范围内;电泳涂装后是否长时间地停留在电泳槽液中或RO水洗槽中;测量电泳槽及RO水洗槽的溶剂含量,并进行调整;检查烘烤时间和温度是否适当。