服装流水线生产完整版.-流水线生产共35页
- 格式:ppt
- 大小:3.22 MB
- 文档页数:35
服装生产工艺流程图┌——┐┌——┐┌———┐┌——┐┌——┐┌——┐┌——┐│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│└——┘└——┘└———┘└——┘└——┘└——┘└——┘服装生产的工艺流程大全(一)面辅料进厂检验面料进厂后要进行数量清点以及外观和内在质量的检验,符合生产要求的才能投产使用。
在批量生产前首先要进行技术准备,包括工艺单、样板的制定和样衣制作,样衣经客户确认后方能进入下一道生产流程。
面料经过裁剪、缝制制成半成品,有些梭织物制成半成品后,根据特殊工艺要求,须进行后整理加工,例如成衣水洗、成衣砂洗、扭皱效果加工等等,最后通过锁眼钉扣辅助工序以及整烫工序,再经检验合格后包装入库。
(二)面料检验的目的和要求把好面料质量关是控制成品质量重要的一环。
通过对进厂面料的检验和测定可有效地提高服装的正品率。
面料检验包括外观质量和内在质量两大方面。
外观上主要检验面料是否存在破损、污迹、织造疵点、色差等等问题。
经砂洗的面料还应注意是否存在砂道、死褶印、披裂等砂洗疵点。
影响外观的疵点在检验中均需用标记注出,在剪裁时避开使用。
面料的内在质量主要包括缩水率、色牢度和克重(姆米、盎司)三项内容。
在进行检验取样时,应剪取不同生产厂家生产的、不同品种、不同颜色具有代表性的样品进行测试,以确保数据的准确度。
同时对进厂的辅料也要进行检验,例如松紧带缩水率,粘合衬粘合牢度,拉链顺滑程度等等,对不能符合要求的辅料不予投产使用。
(三)技术准备的主要内容在批量生产前,首先要由技术人员做好大生产前的技术准备工作。
技术准备包括工艺单、样板的制定和样衣的制作三个内容。
技术准备是确保批量生产顺利进行以及最终成品符合客户要求的重要手段。
工艺单是服装加工中的指导性文件,它对服装的规格、缝制、整烫、包装等都提出了详细的要求,对服装辅料搭配、缝迹密度等细节问题也加以明确。
服装加工中的各道工序都应严格参照工艺单的要求进行。
服装单件流水线课件服装单件流水线课件服装单件流生产又叫单元同步流生产,是把人员、工序与设备有机组合,每个生产单元以最小的数量(最理想是一件)为单位进行生产和传递,前后工序间无停滞的生产方式。
以下是小编整理的服装单件流水线课件,欢迎阅读。
服装单件流水线特点:一、产品再线周期短,从投入制作到产出,生产过程中无半成品成批积压。
成品产出数量均匀,日产量能明确地把握,有利于作计划安排,也便于控制生产进度。
能很容易地使顾客的分批及时交货的要求得到满足。
二、生产过程中半成品(含因材料所致)的质量问题容易及时被发现,发现一件可及时纠正一件,不会造成大批量的不良品出现。
而“捆包式”作业在生产过程中的不良品往往会延迟发现,造成大批量不合格的情况时有发生。
因此采用“单件流”的方式生产,因不合格而造成的损失少得多。
三、生产效率相对较高。
同样的人数,技能水平相当,设备、场地条件一样的情况下,采用的“单件流”时生产效率较高。
在已成功推行的案例中,经过试运行阶段后,系统步入稳定状态,生产效率同比约可提高 20~30%。
四、用“单件流”作业的方式,新款式的“顺线”的时间短。
也即通过整条生产线做出产品的周期短。
同时,制作过程中各类问题容易暴露。
易早发现问题,也就便于尽早解决问题。
五、作业过程经细化了的“单件流”生产,对各岗位的操作员工技能要求比较单一,容易培训新员工上线。
上线后由于进行比较单纯的作业,动作易熟练化。
因此操作工易培训,易上线,培训成本较低。
六、实行“单件流”作业方式,对生产管理的要求进一步提高。
它必将促进生产计划和技术管理作适应性的改善,使管理水平得以提高。
服装单件流水线的完善方法:在推行“单件流”的过程中,将培养提高管理和技术骨干的能力水平,使他们能适应新的作业方式和更高的工艺技术管理要求。
同时也能为企业从基层培养一批新的工程技术管理人员(I E 人员),在生产第一线发挥作用,使企业的生产效率和产品质量获得提升。



一、什么是单件流水?单件流水又叫单元同步流水,单件流水是把人员、设备、物流进行综合有效利用,有组织、有计划、有目标的进度每个单元平衡生产!在生产活动中,生产批量以一个为批量,前后工序间无停滞,每完成一道工序自检一道工序,传递一个的生产方式称之为一个流的生产方式,简称单件流。
二、单件流水的特点:1、目标管理:产能目标化,由工业工程人员把产品的每个单元(工序)进行目标产能设定;2、时间管理:时间定量化,由工业工程人员把产品的每个单元(工序)进行目标操作时间的设定;3、成品出产快,质量问题反应迅速,零批量品质事故;4、前推后拉式:它与传统生产方式不同,传统生产方式,生产线处于被动,只能等待前部门的物料、开裁、绣花、印花来决定生产的正常运作,而单件流水生产它是处于主动,前工序必须满足生产线,一切为了生产而谋定。
前推,不只是流水上的前推,它包括订单、物料供应、产品再加工。
后拉,是为了满足客户需求,拉动整过生产与供应链的拉动。
三、为什么要推行单件流?1、缩短生产周期,由于单件流是所有生产人员分制程的同步作业,最大程度的减少了人力资源的浪费,生产效率的提高大大的缩短了生产周期。
2、降低在制品库存:由于单件流生产形式是后拉式的生产模式,既最后一道工序需要多少,前工序才生产多少,所以它的制造过程中就是每工序同步运作一次即一个成品出车间,如无特殊情况,几乎可达到无库存。
3、节省生产空间:由于单件流是快速出成品的制程,在生产过程中无需库存任何材料,大大节省了生产空间。
4、减少不良品数量:单件流的生产模式是以一件为批量,整条流水线同步作业一次即出一件成品,所以能及时发现问题,最大程度的减少了不良品发生的机率。
5、提高生产力:单件流的精髓是单元同步,每个岗位即为一个单元。
习惯性的同步协调,培养了团队合作的精神、高度团结、高度集中精力的结果大大提高了生产力。
四、产前准备:1、传统的生产方式,仓库只是用来临时周转货物,或者用来堆放库存,而单件流水生产方式,仓库已不再是以上两种功能,单件流水特别强调,产前准备要充分做好,做足,所以对仓库的功能进行改变,在台资或日资企业里,仓库不叫仓库而是叫备料课,或叫备料科,所谓备料,就是充分准备物料,(例如:水洗唛、丈巾、织带都是事先由备料部门按照制单要求先缩水剪好,这样可以避免生产时因用量不足临时补料,或时间上来不及,导致停产或减少成品因而引起客户索赔),2、业务部物料供应信息、到料情况必须公开、及时,对生产统筹要求更高更紧密;3、对设备、辅助性工具的要求更高,必须配合工业工程人员进行有效设备改造;4、对员工的技能必须根据不同的工种进行及时、有效培训;5、对生产办的工艺要求和标准要求更高,传统的生产办一般不考虑大货的方便与实际操作性,而工业工程的理念,要求工艺结构的改造必须从生产办开始,有效的工艺结构改善,有助于提高生产效率!注:单件流必备的条件:一、整款所有物料要齐全。

版本:1日期:2012.06.271.线内裁片缝合处理,按匹进行流水加工制作成品裤;2.线内做好的成品经中查合格后分匹放置于中查台车上;1.根据计划提前4天松布,松布24H;2.根据计划提前3天开裁;3.自检裁片布次,进行配片;4.送绣花;1.检查当前匹数量是否OK,数量OK则移交洗水厂;3.裁片分匹6.转移洗水5.线内单匹流4.线外单车流说明特 区 2 组 单 匹 流 流 程1. 生产计划任务下达;2.采购任务;3.原料齐备;4.仓库需将布匹批号与规格通知生产部、技术部和质管部;1.线外裁片处理,对需要进行线外处理的裁片进行半制品加工;2.线外做好的半制品裁片放回裁片车原位;3.绣花裁片回厂做好后按匹放置于拉头线架上;4.线外单车流排位遵循:a.按工艺先后;b.先大片后小片;1.裁床收发对已配好片的裁片进行分匹,按1裁片车3匹前后幅、腰头区别分开装到裁片车上;2.做好裁片匹号标示卡;3.将裁片车推放于特2组裁片放置区内;1.生产计划/制单齐料2.松布及裁片PMC/仓库裁床特2组线外特2组线内部门制程部门生产计划采购布匹入库&试洗水百家衣报告提前4天领布匹松布提前3天开裁&配片送绣裁床收发裁片分匹裁片分匹装载裁片车上做好裁片匹号标示,将台车放置于特2组裁片制单资料移交,收发从裁床区域取裁片做线外加组长核实纸样信息线外单车流按匹加工做完一匹放回台车原位外发绣花绣花裁片做好后放置于线架上,不能放置在裁片台收发从线外组中通道拖入已完线外加工裁片车放置在收发区域外,等待投入裁片绣花后裁片及线内裁片匹号数量配对流水线框投入裁片,线内裁片成裤处理中查合格后放置按匹放置在查衫台车上,数量OK 移交洗水开始结束。
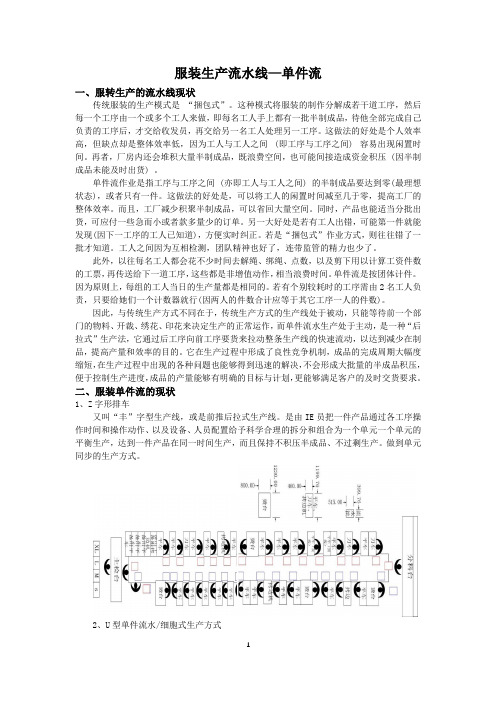
服装生产流水线—单件流一、服转生产的流水线现状传统服装的生产模式是“捆包式”。
这种模式将服装的制作分解成若干道工序,然后每一个工序由一个或多个工人来做,即每名工人手上都有一批半制成品,待他全部完成自己负责的工序后,才交给收发员,再交给另一名工人处理另一工序。
这做法的好处是个人效率高,但缺点却是整体效率低,因为工人与工人之间 (即工序与工序之间) 容易出现闲置时间。
再者,厂房内还会堆积大量半制成品,既浪费空间,也可能间接造成资金积压 (因半制成品未能及时出货) 。
单件流作业是指工序与工序之间 (亦即工人与工人之间) 的半制成品要达到零(最理想状态),或者只有一件。
这做法的好处是,可以将工人的闲置时间减至几于零,提高工厂的整体效率。
而且,工厂减少积聚半制成品,可以省回大量空间。
同时,产品也能适当分批出货,可应付一些急而小或者款多量少的订单。
另一大好处是若有工人出错,可能第一件就能发现(因下一工序的工人已知道),方便实时纠正。
若是“捆包式”作业方式,则往往错了一批才知道。
工人之间因为互相检测,团队精神也好了,连带监管的精力也少了。
此外,以往每名工人都会花不少时间去解绳、绑绳、点数,以及剪下用以计算工资件数的工票,再传送给下一道工序,这些都是非增值动作,相当浪费时间。
单件流是按团体计件。
因为原则上,每组的工人当日的生产量都是相同的。
若有个别较耗时的工序需由2名工人负责,只要给她们一个计数器就行(因两人的件数合计应等于其它工序一人的件数)。
因此,与传统生产方式不同在于,传统生产方式的生产线处于被动,只能等待前一个部门的物料、开裁、绣花、印花来决定生产的正常运作,而单件流水生产处于主动,是一种“后拉式”生产法,它通过后工序向前工序要货来拉动整条生产线的快速流动,以达到减少在制品,提高产量和效率的目的。
它在生产过程中形成了良性竞争机制,成品的完成周期大幅度缩短,在生产过程中出现的各种问题也能够得到迅速的解决,不会形成大批量的半成品积压,便于控制生产进度,成品的产量能够有明确的目标与计划,更能够满足客户的及时交货要求。
流水及服装生产流程买纱,织造,漂染│验布│→│裁剪│→│印绣花│→│缝制│→│整烫│→│检验│→│包装│一、总体要求1、面料、辅料品质优良,符合客户要求,大货得到客户确认或得到权威认证机构的检验报告;2、款式配色准确无误;3、尺寸在允许的误差范围内;4、做工精良;5、产品干净、整洁、卖相好;6、包装美观、配比正确、纸箱大小适合、适于长途运输。
二、面料1、若客户没有特殊要求,一般要求货品至少达到的色牢度为:(1)水洗色牢度:A、单洗牢度(Colour change)3-4级B、粘色牢度(Colour stain)3-4级(2)磨擦色牢度:A、干擦(Dry)3-4级B、湿擦(Wet)2.5-4级(3)光照色牢度:4级2、对色准确,大货布的颜色和确认色的色差至少应在3.5级之内,并需经客户确认。
3、面布与里布同色的、色差不低于3.5级。
4、面料要求成份配比准确,纱支密度均匀,梭织面料要达到客人要求的密度,针织面料要求克重误差范围在±5% 以内。
5、尺寸变化,若无具体规定,要求所有面料应控制在:5次普洗后,每一方向最大误差在3%以内;3次干洗后,每一方向最大误差在2%以内。
6、阻燃性,对于纯人造纤维面料可以免测,动植物纤维面料必须进行测试;用16微米火焰接触2*6英寸的面料1秒,计算燃烧时间,超过7秒不延燃可以接受,少于7秒则不合格。
7、出口定单的材料均要求不含偶氮染料,应对工厂根据定单要求进行逐笔或阶段性测试。
三、辅料1、金属扣及鸡眼不得用铁质,所有金属配件不含镍,塑料类配件不含镉。
2、织唛、提花织带类,要求图案清晰、切边整齐、不抽纱。
3、印刷品要求清晰、不透底、不脱胶。
4、喷漆制品喷漆牢固、无破损。
5、松紧带、弹力绳弹性良好。
四、款式严格根据客户的样衣或款式图查看所有细节(此工作由业务员在产前样检验时完成),各业务员应要求技术部或工厂在大货生产之前把所有色组的产前样交给工厂批办后方可生产。

服装生产线流程
《服装生产线流程》
嘿,你知道一件衣服是怎么被生产出来的吗?今天我就来给你讲讲这有趣的服装生产线流程。
就拿我上次参观的那个服装厂来说吧。
一走进那车间,哇,那场面可真是热闹非凡呀!工人们都在各自的岗位上忙碌着。
首先呢,是设计环节。
那些设计师们可真是厉害,他们脑袋里就好像有无数的灵感小精灵在蹦跶,一会儿就画出了漂亮的设计图。
然后呢,就到了选布料的时候啦。
那布料堆得像小山一样,五颜六色的,可好看啦。
工作人员会在那堆布料里精挑细选,就像在给衣服找最合身的“伙伴”一样。
接下来,裁剪的师傅上场咯!他们拿着大剪刀,“咔嚓咔嚓”,就把布料剪成了各种形状,那手法熟练得很呐。
我看着都觉得好神奇,那么一大块布,一下子就变成了衣服的各个部分。
然后就是缝纫啦。
那些缝纫机“哒哒哒”地响着,就像一群小马蹄在欢快地奔跑。
工人们的手在布料上飞快地穿梭着,不一会儿,那些零散的布片就被缝成了一件完整的衣服。
再之后呢,还有熨烫的环节。
那熨斗在衣服上滑来滑去,就像在给衣服做按摩一样,把衣服熨得平平整整的。
最后就是包装啦。
工人们把衣服叠得整整齐齐,放进漂亮的袋子里,然后这些衣服就准备好去和它们的主人见面啦。
哎呀呀,参观完这个服装生产线,我可算是知道了我们穿的衣服是多么来之不易呀。
每一道工序都饱含着工人们的汗水和心血呢。
以后我再穿衣服的时候,肯定会更加珍惜,也会想起这有趣的服装生产线流程哟!
这就是服装生产线的故事啦,是不是很有意思呀!。