matlab大作业(控制系统仿真)
- 格式:wps
- 大小:603.09 KB
- 文档页数:16
《控制系统仿真与CAD》大作业一、提交内容和评分标准1、大作业word文档(.doc格式),包括:每道题目的程序(有必要的注释)、程序运行结果、结果分析。
此项占大作业成绩的50%。
2、5分钟的汇报视频文件(.mp4格式),汇报视频需用EV录屏软件(EVCapture,学习通“资料”栏目里可下载)录制,用这个软件对着程序讲解,录成一个mp4视频文件(打开录屏软件,点击开始录制,打开程序,对着麦克风说话,可以随时停止,结束后自动生成视频文件)。
此项占大作业成绩的50%。
二、提交协议(非常重要!)1、截至时间:2020年6月17日(周三)晚上20点。
2、提交方式:学习通“作业”栏目里,文件夹命名为学号_姓名(比如201710230001_张三),文件夹中需包括大作业word文档(.doc格式),汇报视频文件(.mp4格式),word文档和汇报视频文件命名与文件夹一样。
三、注意事项1、两人雷同分数/2,三人雷同/3,以此类推。
2、没有做任何修改将例题、平时作业或阶段练习程序交上来,分数为0。
四、题目:以下四道题,任选一题完成,尽可能使用本课程学习的各种函数和分析方法。
选题一:二阶弹簧—阻尼系统的PID控制器设计及参数整定考虑弹簧-阻尼系统如图1所示,其被控对象为二阶环节,传递函数()G s如下,参数为M=1kg,b=2N.s/m,k=25N/m,()1F s 。
设计要求:用.m文件和simulink模型完成(1)控制器为P控制器时,改变比例系数大小,分析其对系统性能的影响并绘制相应曲线。
(2)控制器为PI控制器时,改变积分系数大小,分析其对系统性能的影响并绘制相应曲线。
(例如当Kp=50时,改变积分系数大小)(3)设计PID控制器,选定合适的控制器参数,使闭环系统阶跃响应曲线的超调量σ%<20%,过渡过程时间Ts<2s, 并绘制相应曲线。
图1 弹簧-阻尼系统示意图弹簧-阻尼系统的微分方程和传递函数为: F kx x b x M =++&&& 25211)()()(22++=++==s s k bs Ms s F s X s G图2 闭环控制系统结构图选题二:Bode 图法设计串联校正装置考虑一个单位负反馈控制系统,其前向通道传递函数为:()(1)(4)o K G s s s s =++ 设计要求:1、分析校正前系统的性能及指标2、应用Bode 图法设计一个串联校正装置()c G s ,使得校正后系统的静态速度误差系数110v K s -=,相角裕量50r =o ,幅值裕量10g K dB ≥。

MATLAB 实验报告3 控制系统仿真1、一个传递函数模型: )6()13()5(6)(22++++=s s s s s G 将该传递函数模型输入到MATLAB 工作空间。
num=6*[1,5];den=conv(conv([1,3,1],[1,3,1]),[1,6]);tf(num,den)2、 若反馈系统为更复杂的结构如图所示。
其中2450351024247)(234231+++++++=s s s s s s s s G ,s s s G 510)(2+=,101.01)(+=s s H 则闭环系统的传递函数可以由下面的MATLAB 命令得出:>> G1=tf([1,7,24,24],[1,10,35,50,24]);G2=tf([10,5],[1,0]);H=tf([1],[0.01,1]);G_a=feedback(G1*G2,H)得到结果:Transfer function:0.1 s^5 + 10.75 s^4 + 77.75 s^3 + 278.6 s^2 + 361.2 s + 120 -------------------------------------------------------------------- 0.01 s^6 + 1.1 s^5 + 20.35 s^4 + 110.5 s^3 + 325.2 s^2 + 384 s + 1203、设传递函数为:61166352)(2323++++++=s s s s s s s G 试求该传递函数的部分分式展开num=[2,5,3,6];den=[1,6,11,6];[r,p,k]=residue(num,den)图 复杂反馈系统4、给定单位负反馈系统的开环传递函数为:)7()1(10)(++=s s s s G 试画出伯德图。
利用以下MATLAB 程序,可以直接在屏幕上绘出伯德图如图20。
>> num=10*[1,1];den=[1,7,0];bode(num,den)5、已知三阶系统开环传递函数为:)232(27)(23+++=s s s s G画出系统的奈氏图,求出相应的幅值裕量和相位裕量,并求出闭环单位阶跃响应曲线。
《MATLAB与控制系统仿真》实验报告一、实验目的本实验旨在通过MATLAB软件进行控制系统的仿真,并通过仿真结果分析控制系统的性能。
二、实验器材1.计算机2.MATLAB软件三、实验内容1.搭建控制系统模型在MATLAB软件中,通过使用控制系统工具箱,我们可以搭建不同类型的控制系统模型。
本实验中我们选择了一个简单的比例控制系统模型。
2.设定输入信号我们需要为控制系统提供输入信号进行仿真。
在MATLAB中,我们可以使用信号工具箱来产生不同类型的信号。
本实验中,我们选择了一个阶跃信号作为输入信号。
3.运行仿真通过设置模型参数、输入信号以及仿真时间等相关参数后,我们可以运行仿真。
MATLAB会根据系统模型和输入信号产生输出信号,并显示在仿真界面上。
4.分析控制系统性能根据仿真结果,我们可以对控制系统的性能进行分析。
常见的性能指标包括系统的稳态误差、超调量、响应时间等。
四、实验步骤1. 打开MATLAB软件,并在命令窗口中输入“controlSystemDesigner”命令,打开控制系统工具箱。
2.在控制系统工具箱中选择比例控制器模型,并设置相应的增益参数。
3.在信号工具箱中选择阶跃信号,并设置相应的幅值和起始时间。
4.在仿真界面中设置仿真时间,并点击运行按钮,开始仿真。
5.根据仿真结果,分析控制系统的性能指标,并记录下相应的数值,并根据数值进行分析和讨论。
五、实验结果与分析根据运行仿真获得的结果,我们可以得到控制系统的输出信号曲线。
通过观察输出信号的稳态值、超调量、响应时间等性能指标,我们可以对控制系统的性能进行分析和评价。
六、实验总结通过本次实验,我们学习了如何使用MATLAB软件进行控制系统仿真,并提取控制系统的性能指标。
通过实验,我们可以更加直观地理解控制系统的工作原理,为控制系统设计和分析提供了重要的工具和思路。
七、实验心得通过本次实验,我深刻理解了控制系统仿真的重要性和必要性。
MATLAB软件提供了强大的仿真工具和功能,能够帮助我们更好地理解和分析控制系统的性能。
matlab控制系统仿真设计Matlab控制系统仿真设计控制系统是现代工业领域中的关键技术之一,用于实现对系统行为的预测和调节。
在控制系统设计中,仿真是一个重要的工具,可以帮助工程师和研究人员理解和评估系统的性能。
在本文中,我们将以Matlab的控制系统仿真设计为主题,介绍控制系统仿真的基本概念、方法和工具。
一、控制系统仿真基础1.1 什么是控制系统仿真?控制系统仿真是指通过计算机模拟系统的动态行为来评估和验证控制策略的一种方法。
仿真可以帮助工程师在构建实际系统之前,通过计算机模型对系统的运行过程进行预测和分析。
1.2 为什么要进行控制系统仿真?控制系统仿真可以帮助工程师在实际系统建造之前对系统进行评估和优化。
它可以提供系统的动态响应、稳定性、鲁棒性等信息,帮助工程师优化控制策略和设计参数。
此外,仿真还可以帮助工程师调试和验证控制算法,减少实际系统建造和测试的成本和风险。
1.3 Matlab在控制系统仿真中的作用Matlab是一款功能强大的科学计算软件,也是控制系统仿真的重要工具之一。
Matlab提供了丰富的控制系统设计和分析工具箱,使得控制系统仿真变得更加简单和高效。
二、Matlab控制系统仿真设计的步骤2.1 确定系统模型在进行控制系统仿真设计之前,首先需要确定系统的数学模型。
系统模型可以通过物理原理、实验数据或系统辨识方法得到。
在Matlab中,可以使用符号计算工具箱或数值计算工具箱来建立系统的数学模型。
2.2 设计控制器根据系统模型和性能要求,设计合适的控制器。
常用的控制器设计方法包括PID控制、根轨迹设计、频率响应设计等。
在Matlab中,可以使用Control System Toolbox来设计控制器,并进行性能分析和优化。
2.3 仿真系统响应利用Matlab的仿真工具,对系统进行动态仿真,观察系统的响应。
仿真可以根据预先设定的输入信号和初始条件,计算系统的状态和输出变量随时间的变化。
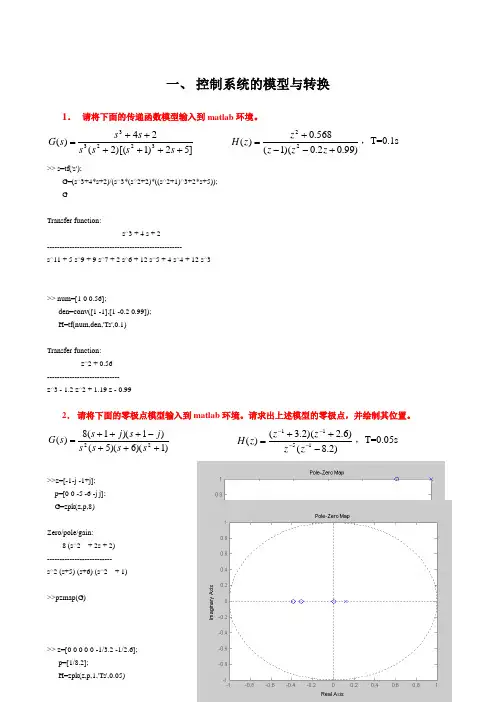
一、 控制系统的模型与转换1. 请将下面的传递函数模型输入到matlab 环境。
]52)1)[(2(24)(32233++++++=s s s s s s s G )99.02.0)(1(568.0)(22+--+=z z z z z H ,T=0.1s >> s=tf('s');G=(s^3+4*s+2)/(s^3*(s^2+2)*((s^2+1)^3+2*s+5)); GTransfer function:s^3 + 4 s + 2 ------------------------------------------------------ s^11 + 5 s^9 + 9 s^7 + 2 s^6 + 12 s^5 + 4 s^4 + 12 s^3>> num=[1 0 0.56];den=conv([1 -1],[1 -0.2 0.99]); H=tf(num,den,'Ts',0.1)Transfer function: z^2 + 0.56 ----------------------------- z^3 - 1.2 z^2 + 1.19 z - 0.992. 请将下面的零极点模型输入到matlab 环境。
请求出上述模型的零极点,并绘制其位置。
)1)(6)(5()1)(1(8)(22+++-+++=s s s s j s j s s G )2.8()6.2)(2.3()(1511-++=----z z z z z H ,T=0.05s>>z=[-1-j -1+j]; p=[0 0 -5 -6 -j j];G=zpk(z,p,8)Zero/pole/gain: 8 (s^2 + 2s + 2) -------------------------- s^2 (s+5) (s+6) (s^2 + 1)>>pzmap(G)>> z=[0 0 0 0 0 -1/3.2 -1/2.6]; p=[1/8.2];H=zpk(z,p,1,'Ts',0.05)Zero/pole/gain:z^5 (z+0.3125) (z+0.3846) ------------------------- (z-0.122)Sampling time: 0.05>>pzmap (H )二、 线性系统分析1. 请分析下面传递函数模型的稳定性。
如何使用Matlab进行控制系统仿真概述控制系统在工程领域中扮演着重要角色,它用于控制和管理各种工程过程和设备。
而控制系统仿真则是设计、开发和测试控制系统的关键环节之一。
Matlab作为一种功能强大的工程计算软件,提供了丰富的工具和功能,可以帮助工程师进行控制系统仿真。
本文将简要介绍如何使用Matlab进行控制系统仿真,以及一些实用的技巧和建议。
1. Matlab的基础知识在开始控制系统仿真之前,有一些Matlab的基础知识是必要的。
首先,了解Matlab的基本语法和命令,熟悉Matlab的工作环境和编辑器。
其次,学会使用Matlab的集成开发环境(IDE)进行编程和数学建模。
熟悉Matlab的常用函数和工具箱,并了解如何在Matlab中导入和导出数据。
2. 定义系统模型在进行控制系统仿真之前,需要定义系统的数学模型。
根据具体情况选择合适的建模方法,如传递函数、状态空间或差分方程等。
在Matlab中,可以使用tf、ss 或zpk等函数来创建系统模型,并指定系统的参数和输入信号。
此外,Matlab还提供了Simulink这一强大的图形化建模环境,方便用户以图形化界面设计系统模型。
3. 设计控制器控制系统仿真的关键是设计合适的控制器,以实现所需的控制目标。
Matlab提供了各种控制器设计方法和工具,如PID控制器、根轨迹法、频域方法等。
用户可以使用Matlab的Control System Toolbox来设计和分析控制器,并在仿真中进行验证。
此外,Matlab还支持自适应控制和模糊控制等高级控制方法,可根据具体需求选择合适的方法。
4. 进行仿真实验在完成系统模型和控制器设计后,可以开始进行控制系统仿真实验。
首先,确定仿真实验的输入信号,如阶跃信号、正弦信号或随机信号等。
然后,使用Matlab中的sim函数将输入信号应用到系统模型中,并观察系统的输出响应。
通过调整控制器参数或设计不同的控制器,分析系统的性能和稳定性,并优化控制器的设计。
《MATLAB与控制系统仿真》实验报告实验报告:MATLAB与控制系统仿真引言在现代控制工程领域中,仿真是一种重要的评估和调试工具。
通过仿真技术,可以更加准确地分析和预测控制系统的行为和性能,从而优化系统设计和改进控制策略。
MATLAB是一种强大的数值计算软件,广泛应用于控制系统仿真。
实验目的本实验旨在掌握MATLAB在控制系统仿真中的应用,通过实践了解控制系统的建模与仿真方法,并分析系统的稳定性和性能指标。
实验内容1.建立系统模型首先,根据控制系统的实际情况,建立系统的数学模型。
通常,控制系统可以利用线性方程或差分方程进行建模。
本次实验以一个二阶控制系统为例,其传递函数为:G(s) = K / [s^2 + 2ζω_ns + ω_n^2],其中,K表示放大比例,ζ表示阻尼比,ω_n表示自然频率。
2.进行系统仿真利用MATLAB软件,通过编写代码实现控制系统的仿真。
可以利用MATLAB提供的函数来定义传递函数,并通过调整参数来模拟不同的系统行为。
例如,可以利用step函数绘制控制系统的阶跃响应图像,或利用impulse函数绘制脉冲响应图像。
3.分析系统的稳定性与性能在仿真过程中,可以通过调整控制系统的参数来分析系统的稳定性和性能。
例如,可以改变放大比例K来观察系统的超调量和调整时间的变化。
通过观察控制系统的响应曲线,可以判断系统的稳定性,并计算出性能指标,如超调量、调整时间和稳态误差等。
实验结果与分析通过MATLAB的仿真,我们得到了控制系统的阶跃响应图像和脉冲响应图像。
通过观察阶跃响应曲线,我们可以得到控制系统的超调量和调整时间。
通过改变放大比例K的值,我们可以观察到超调量的变化趋势。
同时,通过观察脉冲响应曲线,我们还可以得到控制系统的稳态误差,并判断系统的稳定性。
根据实验结果分析,我们可以得出以下结论:1.控制系统的超调量随着放大比例K的增大而增大,但当K超过一定值后,超调量开始减小。
2.控制系统的调整时间随着放大比例K的增大而减小,即系统的响应速度加快。
MATLAB控制系统仿真实验模板新
建立一个MATLAB控制系统仿真实验模板,可以按照以下步骤进行:
1. 定义系统模型:定义系统的数学模型,包括传递函数、状态空间方程或差分方程等。
2. 设计控制器:根据系统模型和控制要求,设计控制器,可以是PID控制器、模糊控制器、最优控制器等。
3. 选择仿真工具:选择MATLAB的Simulink仿真工具,可以通过拖拽元件和连接线的方式构建仿真模型。
4. 进行仿真实验:设置仿真参数,运行仿真实验,观察系统的动态响应和稳态性能。
5. 分析仿真结果:根据仿真结果,评价系统的控制效果,优化控制器设计或系统参数调整。
6. 输出实验报告:根据实验结果,输出实验报告,包括系统模型、控制器设计、仿真结果分析和结论等。
在创建模板时,可以使用MATLAB的模板功能,在文件-新建-模板选项中选择Simulink模板,然后选择控制系统仿真实验模板。
输入模板名称后保存即可。
使用模板时,可以根据具体实验要求修改系统模型、控制器、仿真参数等,以完成具体实验内容。
河南工业大学控制系统仿真姓名:宋伯伦班级:自动化1501学号:201523020128成绩:2017年6月16 日设计题目基于MATLAB的皮带配料控制系统的仿真设计内容和要求阐述皮带配料控制系统的工作原理、物料流量特点,建立系统模型,通过Matlab进行控制系统仿真,达到适应系统工作过程各参数变化的目的。
报告主要章节第一章概述与引言随着科学技术的不断发展,电子皮带秤配料系统已在煤炭、化工、烟草、冶金、建材等行业中广泛应用。
目前大多数皮带秤配料系统仍然是采用传统的PID控制算法,灵敏度较高,可以说在理论上调节是能做到无误差的,或者说在误差较小的范围内的确很有优势,但是出现较大误差时,其动态特性并不是很理想,超调量一般较大。
所以,本课题设计了一套更为合理高效的电子皮带秤配料系统,本设计主要针对皮带秤配料系统中配料这一环节,采用模糊PID和传统PID控制相结合的方法。
本课题主要内容包括皮带秤的原理与组成,系统的总体设计,模糊控制算法结合本系统的分析以及采用MATILAB进行模糊PID控制仿真。
第二章各部分设计方案及工作原理皮带秤配料系统中配料皮带秤作为在线测量的动态称量衡器,有着重要的作用,目前已广泛用于冶金、煤炭、烟草、化工、建材等行业中,是集输送、称量、配料于一体的设备。
皮带秤仪表除了显示瞬时流量和累积流量外,还能根据由接线盒传过来的数据与给定值的偏差来控制给料机的给料,从而保证瞬时流量的恒定。
这样就构成了一个闭环控制系统。
2.1皮带秤配料系统组成及工作原理2.1.1皮带秤配料系统组成配料皮带秤系统结构如图2.1所示,由三大部分组成,分别是料斗、给料设备和皮带秤。
图2.1中:A-称重传感器;B-测速传感器;C-称重托辊;D-接线盒;E-称重仪表。
2.1.2皮带秤工作原理皮带秤的计量对象是连续流动的物料,可以显示物料的瞬时流量和在某一段时间内的累计流量。
皮带秤是在皮带运行中进行测量,所以测量的稳定性很重要。
《控制系统CAD 》上机考核大作业姓名: 何振华 学号: 3110201209 班级: 自动化112 (注:答完题后,请将WORD 文档的文件名更改为学号+姓名)1 创建下面系统的传递函数模型:1)1(5)()(10)(7)s G s s s +=++; 2)220.51() 1.50.5z G s z z -=-+2 已知系统的方框图如图所示,计算系统的状态空间方程x Ax Bu y Cx Du =+⎧⎨=+⎩、传递函数()()()C s G s R s =,并利用Hurwitz判据分析其稳定性。
3 已知单位负反馈系统的开环传递函数为:(18)()(1)(2)(3)s G s s s s +=+++1)绘制50T s =方波、0.1T s =采样、100t s =的单位方波响应曲线; 2)绘制系统的Bode 图和Nyquist 图。
4 考虑一个单位负反馈系统,其前向通道传递函数为:10()(2)(8)G s s s s =++试应用根轨迹法设计一个滞后校正装置()c G s ,使得主导闭环极点位于1,22s j =-±,并且静态速度误差系数180v K s -=。
5 在Simulink 下搭建如下系统结构:系统输入信号为单位方波信号,周期为10s,饱和非线性环节的上下限为1c=±,取步长0.1h=,仿真时间为20s,试绘制系统的响应曲线。
第一题:1程序: clear allclcnum=[1,5];den=[1,17,70];sys=tf(num,den)结果:Transfer function:s + 5---------------s^2 + 17 s + 702程序num=[0.5,-1];den=[1,-1.5,0.5];t=0.01;sys=tf(num,den,t)结果:Transfer function:0.5 z - 1-----------------z^2 - 1.5 z + 0.5Sampling time: 0.01第二题:仿真:程序clear allclc[A,B,C,D]=linmod('adsl')sys=ss(A,B,C,D)sys1=tf(sys)den=[1,2,31,30,10];[rtab,msg]=routh(den)结果:A =-1 -30 0 11 0 0 00 -10 -1 00 0 1 0B =11C =0 10 0 0D =a =x1 x2 x3 x4x1 -1 -30 0 1x2 1 0 0 0x3 0 -10 -1 0x4 0 0 1 0b =u1x1 1x2 0x3 1x4 0c =x1 x2 x3 x4y1 0 10 0 0d =u1y1 0Continuous-time model.Transfer function:10 s^2 + 10 s + 10--------------------------------s^4 + 2 s^3 + 31 s^2 + 30 s + 10rtab =1 31 102 30 016 10 0115/4 0 010 0 0msg =[]第三题:1程序:clear allclcnum=[1,18];den=conv([1,1],conv([1,2],[1,3]));sys=tf(num,den)[u,t]=gensig('squre',50,100,0.1)lsim(sys,u,t),title('何振华');grid on图形:01020304050607080901000.511.522.53何振华Time (sec)A m p l i t u d e2程序:clear all clcnum=[1,18];den=conv([1,1],conv([1,2],[1,3]));sys=tf(num,den) subplot(211)nyquist(sys);title('何振华') subplot(212)bode(sys);title('何振华')图形:-1-0.500.51 1.52 2.53何振华Real AxisI m a g i n a r y A x is-2000200M a g n i t u d e (d B )101010101010P h a s e (d e g )何振华Frequency (rad/sec)第四题:程序:clear all clcKK=128;s1=-2+i*2*sqrt(3);a=2;ng0=[10];dg0=conv([1,0],conv([1,2],[1,8])); g0=tf(ng0,dg0);[ngc,dgc,k]=rg_lag(ng0,dg0,KK,s1,a); gc=tf(ngc,dgc) g0c=tf(KK*g0*gc); rlocus(g0,g0c); b1=feedback(k*g0,1);b2=feedback(g0c,1);title('何振华');figure,step(b1,'r--',b2,'b');title('何振华');grid on图形-25-20-15-10-50510-20-15-10-55101520何振华Real AxisI m a g i n a r y A x i s:05101520250.20.40.60.811.21.41.61.8何振华Time (sec)A m p l i t u d e运行结果:Transfer function: 0.075 s + 0.01186 -----------------s + 0.01186第五题:仿真程序:clear allclct=[0:0.1:10]';hold onfor i=1:6ut=[t,i*ones(size(t))];[tt,x,y]=sim('sy123',20,[],ut);plot(tt,y),title('何振华'),endgrid,hold off图形:02468101214161820123456789何振华。
实验名称:自动控制系统的MATLAB仿真分析一、实验目的1.熟悉MATLAB在自动控制系统仿真中的应用;2.对自动控制系统进行仿真研究;3.掌握用MATLAB绘制自动控制系统根轨迹及对数频率特性的方法,掌握根据系统根轨迹及对数频率特性分析自动控制系统性能的方法。
二、实验设备1.计算机2.MATLAB软件三、实验内容1.用MATLAB提供的Simulink仿真软件工具对实验一中的各个典型环节及二阶系统进行阶跃响应仿真研究,将仿真获得的阶跃响应结果与模拟电路获得的阶跃响应结果进行比较。
(1)比例环节传递函数为200 ()51 G s=建立仿真模型,得到的输出结果如图所示:(2)积分环节传递函数为9.8 ()G ss=建立仿真模型,得到的输出结果如图所示:(3)一阶惯性环节传递函数为3.9 ()0.21G ss=+建立仿真模型,得到的输出结果如图所示:(4)比例积分环节传递函数为0.39781 ()0.102sG ss+=建立仿真模型,得到的输出结果如图所示:(5)比例微分环节传递函数为10 ()220s G ss=++建立仿真模型,得到的输出结果如图所示:(6)比例微分积分环节传递函数为51050 ()220sG ss s+=+++建立仿真模型,得到的输出结果如图所示:(7) 二阶系统的阶跃响应 ①0.325K ξ==传递函数为2()250()10250C s R s s s =++ 建立的仿真模型与阶跃响应仿真波形如下图所示:②0.510K ξ==传递函数为2()100()10100C s R s s s =++ 建立的仿真模型与阶跃响应仿真波形如下图所示:③0.75K ξ==传递函数为2()50()1050C s R s s s =++ 建立的仿真模型与阶跃响应仿真波形如下图所示:2. 单位负反馈系统的开环传递函数为:(1)()()(21)k s G s H s s s +=+仿真绘制K 从0~∞变化时的根轨迹,分析系统的稳定性。
可编辑修改精选全文完整版控制系统仿真与工具实验指导书目录实验一熟悉MATLAB语言工作环境和特点 (1)实验二图形绘制与修饰 (4)实验三系统的时间响应分析 (8)实验四系统的时间响应分析 (12)实验五SIMULINK仿真基础 (14)实验一熟悉MATLAB语言工作环境和特点一、实验目的通过实验使学生熟悉MA TLAB语言的工作环境,并了解MATLAB语言的特点,掌握其基本语法。
二、实验设备PC机MATLAB应用软件三、实验内容本实验从入门开始,使学生熟悉MA TLAB的工作环境,包括命令窗、图形窗和文字编辑器、工作空间的使用等。
1、命令窗(1)数据的输入打开MATLAB后进入的是MA TLAB的命令窗,命令窗是用户与MATLAB做人机对话的主要环境。
其操作提示符为“》”。
在此提示下可输入各种命令并显示出相应的结果,如键入:x1=sqrt(5),x2=1.35,y=3/x2显示结果为:x1=2.2361x2=1.3500y=2.2222上命令行中两式之间用逗号表示显示结果,若用分号,则只运行而不用显示运行结果。
如键入A=[1,2,3;4,5,6;7,8,9],则显示为说明:●直接输入矩阵时,矩阵元素用空格或逗号分隔,矩阵行用分号相隔,整个矩阵放在方括号中。
注意:标点符号一定要在英文状态下输入。
●在MA TLAB中,不必事先对矩阵维数做任何说明,存储时自动配置。
●指令执行后,A被保存在工作空间中,以备后用。
除非用户用clear指令清除它,或对它重新赋值。
●MATLAB对大小写敏感。
(2)数据的显示在MA TLAB工作空间中显示数值结果时,遵循一定的规则,在缺省的情况下,当结果是整数,MATLAB将它作为整数显示;当结果是实数,MATLAB以小数点后4位的精度近似显示。
如果结果中的有效数字超出了这一范围,MATLAB以类似于计算器的计算方法来显示结果。
也可通过键入适当的MA TLAB命令来选择数值格式来取代缺省格式。
可编辑修改精选全文完整版MATLAB语言、控制系统分析与设计大作业平衡杆小球位置控制系统设计与仿真专业:电气工程及其自动化班级:设计者:学号:华中科技大学电气与电子工程学院2008年1月平衡杆小球位置控制系统设计与仿真一、问题描述与实验要求A ball is placed on a beam, see figure below, where it is allowed to roll with 1 degree of freedom along the length of the beam. A lever arm is attached to the beam at one end and a servo gear at the other. As the servo gear turns by an angle theta, the lever changes the angle of the beam by alpha. When the angle is changed from the vertical position, gravity causes the ball to roll along the beam. A controller will be designed for this system so that the ball's position can be manipulated.For this problem, we will assume that the ball rolls without slipping and friction between the beam and ball is negligible. The constants and variables for this example are defined as follows:M mass of the ball 0.11 kgR radius of the ball 0.015 mD lever arm offset 0.03 mG gravitational acceleration 9.8 m/s^2L length of the beam 1.0 mJ ball's moment of inertia 9.99e-6 kgm^2R ball position coordinate Alpha beam angle coordinate Theta servo gear angleSystem EquationsThe Lagrangian equation of motion for the ball is given by the following:Linearization of this equation about the beam angle, alpha = 0, gives us the following linear approximation of the system:The equation which relates the beam angle to the angle of the gear can be approximated as linear by the equation below:Substituting this into the previous equation, we get:Design requirementsThe design criteria for this problem are: •Settling time less than 3 seconds • Overshoot less than 5%1.数学模型的建立将上面推导的简化式做拉普拉斯变换,得到: 22()()()J d m R s s mg s R Lθ+=- 变化后得到:22()()()dmgR s lJ s m s Rθ=-+ 化简为:222()()()R s mgdR s J mR ls θ=-+2.设计目标希望能精确小球的位置,即要求小球的稳态误差为零,同时希望因扰动引起的稳态误差也能为零。
控制系统仿真大作业例题:中央空调控制系统的MA TLAB仿真运用PID算法,利用MATLAB仿真技术对经验法建立的中央空调控制系统模型进行仿真,通过Matlab仿真分析。
1、基于Matlab的变压器差动保护闭环仿真研究(潘高锋)应用Matlab建立微机保护仿真系统,并对不同原理的变压器差动保护进行仿真和比较。
仿真系统采用积木式结构,根据微机保护的实现原理构建模块,实现保护的闭环仿真,对保护的动作过程进行分析。
2、基于MATLAB/SIMULINK的交流电机调速系统建模与仿真(郝士杰)根据直接转矩控制原理,利用MATLAB/SIMULINK软件构造一个交流电机调速系统,,实现高效的调速系统设计。
利用MATLAB/SIMULINK仿真验证该方法的有效性。
3、基于Bode图的电液比例速度控制的设计(张坤玉)对电液比例速度控制系统进行建模分析,并利用Bode图对铣耳机组纵向进给装置电液比例速度控制系统的动态分析和计算机仿真。
设计校正装置使得系统满足① 频域指标:系统的幅角裕量r=72。
;开环穿越频率186rad/s;闭环频率-3dB处的频率是100rad/s;幅值裕量Kg>8dB。
② 时域指标:超调量<3%;上升时间tr=0.05s;调节时间t=0.25s.③ 静态指标:系统静态误差为零。
4、Matlab在动态电路分析中的应用(杨继陈)用Matlab计算动态电路,可得到解析解和波形图。
一阶电路先计算3要素,后合成解析结果;RLC串联和并联的二阶电路采用自编的通用函数计算,自编函数采用了Matlab求解微分方程的符号运算方法;一般的二阶电路和高阶电路采用拉氏变换列写电路方程,再用拉氏反变换得到解析结果.通过实例分析,分析Matlab在动态电路分析方面的优越性.5、大型天线指向控制系统的MA TLAB分析与仿真(杜涵潇)建立大型天线指向控制系统结构图,若要求系统斜披响应的稳态误差小于1%,阶跃响应的超调量小于5%,调节时间小于2s(△=2%),要求:设计合适的校正网络,并绘制校正后系统的单位阶跃响应曲线;当输入为0时,分析扰动对系统输出的影响。
河南工业大学控制系统仿真姓名:宋伯伦班级:自动化1501学号:201523020128成绩:2017年6月16 日设计题目基于MATLAB的皮带配料控制系统的仿真设计内容和要求阐述皮带配料控制系统的工作原理、物料流量特点,建立系统模型,通过Matlab进行控制系统仿真,达到适应系统工作过程各参数变化的目的。
报告主要章节第一章概述与引言随着科学技术的不断发展,电子皮带秤配料系统已在煤炭、化工、烟草、冶金、建材等行业中广泛应用。
目前大多数皮带秤配料系统仍然是采用传统的PID控制算法,灵敏度较高,可以说在理论上调节是能做到无误差的,或者说在误差较小的范围内的确很有优势,但是出现较大误差时,其动态特性并不是很理想,超调量一般较大。
所以,本课题设计了一套更为合理高效的电子皮带秤配料系统,本设计主要针对皮带秤配料系统中配料这一环节,采用模糊PID和传统PID控制相结合的方法。
本课题主要内容包括皮带秤的原理与组成,系统的总体设计,模糊控制算法结合本系统的分析以及采用MATILAB进行模糊PID控制仿真。
第二章各部分设计方案及工作原理皮带秤配料系统中配料皮带秤作为在线测量的动态称量衡器,有着重要的作用,目前已广泛用于冶金、煤炭、烟草、化工、建材等行业中,是集输送、称量、配料于一体的设备。
皮带秤仪表除了显示瞬时流量和累积流量外,还能根据由接线盒传过来的数据与给定值的偏差来控制给料机的给料,从而保证瞬时流量的恒定。
这样就构成了一个闭环控制系统。
2.1皮带秤配料系统组成及工作原理2.1.1皮带秤配料系统组成配料皮带秤系统结构如图2.1所示,由三大部分组成,分别是料斗、给料设备和皮带秤。
图2.1中:A-称重传感器;B-测速传感器;C-称重托辊;D-接线盒;E-称重仪表。
2.1.2皮带秤工作原理皮带秤的计量对象是连续流动的物料,可以显示物料的瞬时流量和在某一段时间内的累计流量。
皮带秤是在皮带运行中进行测量,所以测量的稳定性很重要。
当物料多少不等、皮带轻重不均匀和上下跳动以及皮带速度发生变化时,皮带秤应有较好的适应能力。
所以皮带秤的主要特点是连续、自动地称重。
如果测单位长度的瞬时流量,一段距离的物料重量,或在一段时间和一段距离的累积重量。
这些量的计算可采用积分法和累加法两种方法进行计算。
在本设计中采用积分法表示一段时间的累积流量。
电子皮带秤输送物料时,物料的瞬时流量为:qxv(kg/s),其中q(kg/m)为皮带上单位长度的载重,v(m/s)为同一时刻皮带运行的速度。
但是实际中,单位长度的载重与物料本身特性有关,可能出现不均匀的情况。
所以在T时间间隔的累积流量可用以下积分式(2.1)表示:W-T时间间隔的物料累积量kg或t;T-物料通过秤的时间S或h;q(t)-皮带单位长度上的物料重量kg/m;V(t)-物料在皮带上的运行速度m/s。
皮带秤是按照力学中的悬索原理工作的,皮带的力平衡关系介于弹性静不定和柔性悬索之间,因为皮带的横向能力小,更接近于悬索状态,所以皮带秤的计量是以线分布密度代替体分布,按流量进行测量的。
2.2配料皮带秤工作方式配料皮带秤是装有皮带秤整个称量装置的皮带输送机,其中给料设备是调节物料多少的,按照给料设备调速方式的不同,配料皮带秤有以下几种工作方式:2.2.1拖料式配料方式拖料式配料的皮带秤指的是无专用的给料机,仅用皮带机调速方式的配料皮带秤。
所以也称作调速配料方式。
配料皮带秤直接安装在进料斗的下方,以拖料的方式从进料斗中拖出物料。
这样可调速的皮带机既完成物料的称量任务,又完成物料量多少的调节任务,所以在拖料皮带秤这种工作方式中,严格地讲,不能称为无给料机,只是无专用的给料机,给料机的功能由配料皮带秤的皮带机顺带完成。
拖料式配料方式优点:1)无专有给料机,系统结构简单,设备投资省;2)节省电能消耗;3)皮带上的物料负荷不随物料量的多少而变,对物料称量精确度和控制精确度的提高有好处;的系统无滞后,电机速度一变化,给料量也随之改变,控制精确度高。
拖料式配料方式缺点:1)是进料仓直接在皮带秤的皮带机上,入料时对皮带的张力大;2)没有专用的给料机,所以调零、更换皮带较难操作;3)对于干粉状和粘性较大的物料不适用;所以对于湿度适中、流动性能较好的物料系统可以采用这种工作方式。
2.2.2恒速配料方式恒速式配料指的是给料机调速、皮带机恒速方式的配料皮带科。
给料机调速可以完成物料量多少的调节任务,而皮带机不可调速则皮带上的物料负荷随物料量的多少而变。
早期的配料皮带秤采用这种方式的较多。
恒速式配料的优点是:1)进料斗与配料皮带秤之间有专用给料机,便于皮带秤的调零、更换皮带等操作。
2)计量准确度高,可靠性好,应用范围较广。
缺点是:1)有专用给料机,投资较大;2)皮带上的物料负荷随物料量的多少而变对物料称量精确度有影响。
所以对于配料控制精度要求不高,流量设定值变化范围小的物料系统适用恒速式配料方式。
总之,在实际当中采用哪种配料方式,要视具体情况确定,要根据控制准确度、系统可靠性、投资大小等方面的因素综合考虑。
由于本设计中配料系统是用于煤焦配比,要求系统可靠性好,计量准确度高,综合多方面考虑所以选择拖料式配料方式。
系统工作时,工控机首先根据生产任务先进行各种值的初始化,其中包括各种物料的名称、料斗编号、标准流量、标准配比等,然后按照一定顺序控制各给料设备。
各给料设备按一定流量给料,同时工控机读取来自称重仪表的重量信号和累计量数据,然后根据各成分的累积量计算当前的实际配比,通过与标准配比的比较,来修正各给料设备的给定值,这样,系统就可以工作在最优配比状态。
当达到设定累积产量时,按一定顺序停止各给料设备。
该系统由一台上位机来控制多台给料设备,为了实现一定的配比,各给料设备之间的工作要相互联系,而且给定流量要随当前的实际配比进行修正,因此其控制结构是较为复杂的。
基于以上这些因素考虑,设计如图2.3所示的第i号给料设备的控制方框图模型。
Pgi-希望产量Pfi-当前的累积量Fgi-给定流量Ffi-实际流量Fi-瞬时流量由图2.3中可知,该系统的设计是一个双闭环控制结构。
就第i号给料仓而言,有2个闭环和一个前馈,外环根据当前的累积值和希望产量之差△P以及前馈环节的给料机当前流量来修正内环的给定值。
内环是一个模糊PID控制器,根据给定流量Fgi去控制调速给料机,使给料流量Fi控制在给定值Fgi理想的范围之内。
控制器采用模糊PID控制方式和传统PID传统方式相结合,当偏差较大时采用模糊控制,当偏差减小到较小范围时采用传统PID控制方式。
这样就可以解决系统误差较大,其动态特性不理想,超调量较大的控制难题。
2.3电子皮带秤模糊PID控制2.3.1概述PID控制器其算法简单、鲁棒性好,使用中不需建立精确的系统模型,因此成为应用最为广泛的控制器。
PID控制器是根据系统的偏差,利用偏差的比例、积分、微分运算出控制量进行控制的。
采用PID控制器来调节物料的瞬时流量往往需要在仪表中预置PID控制调节的3个参数KP,kI,kD,只有当这3个参数选取适当,PID控制的比例-积分-微分环节才能配合良好,使调节过程快速、稳定、准确。
但是这3个参数的选取一般是通过工程师和现场操作人员根据实际经验不断进行试探总结出来的,一旦确定就不能轻易改变。
而在实际运行时,皮带秤配料系统会受到各种因素的影响,比如机械振动、物料情况和参数改变等,而运行过程当中系统无法随着外界条件的变化而实时自动调整PID3个参数来调节PID输出,缺乏灵活性。
2.3.2系统的控制模型设计该系统的特点是由一台控制机来控制多台给料机,为了实现一定的配比,各给料机之间的工作又是相互联系的,而且给定量要随当前的实际配比进行修改,因此其控制结构是较为复杂的。
第i号给料机的控制方框图模型如图3.1所示。
从图3.1中可以看出,该系统的设计是一个双闭环控制结构。
就第i号给料仓而言,有2个闭环和1个前馈,外环根据当前的累积值和希望产量之差△P以及前馈环节的给料机当前流量来修正内环的给定值。
内环是一个模糊PID控制器,根据给定流量Fgi去控制调速给料机,使给料流量Fi控制在给定值Fgi理想的范围之内。
在本设计中,配料系统受许多因素的影响,比如说传感器的选择、设备的安装、物料的物理特性等等,当有较大误差,其动态特性不理想,超调量也较大时,需要结合模糊控制的原理创建系统的模糊控制结构及模型。
改进控制效果,提高配料系统的精度。
2.3.3模糊控制原理模糊控制是一种基于规则的控制,它采用语言型控制规则,通过模糊逻辑和近似推理的方法,将现场操作人员的控制经验或相关专家的知识形式化、模型化,变成计算机可以接受的控制模型,让计算机来代替人进行有效的控制。
为实现模糊控制,语言变量的概念可以作为手动控制策略的基础,并在此基础上发展为一种新型的控制器一模糊控制器。
模糊控制结构图如图3.2所示:图中:Fgi-系统的设定流量,是精确量。
Ffi-系统测量的瞬时流量,是精确量。
e,c-系统偏差与偏差变化率,是精确量,它们是模糊控制器的输入。
E,C-经模糊量化处理后偏差与偏差变化率的模糊量。
U-模糊量的偏差与偏差变化率经模糊控制规则、近似推理处理后,得到输出控制的模糊量。
u-输出控制的模糊量经模糊判决后得到的精确控制量,控制被控对象。
Fi-系统的输出。
3. 3. 4模糊控制器的设计及实现如图3.3所示,被控量为给料流量Fi,控制量为Ui,采用模糊PID控制器和传统PID相结合,当偏差较大时采用模糊控制,当偏差减小到较小范围时采用传统PID控制方式。
二种控制方式由Bang - Bang开关进行切换,控制器结构图如图3.3所示。
图3. 3模糊PID控制器结构图Bang-Bang转换开关Bang - Bang转换开关实际上是控制器中的软件开关,由它决定采用那种控制算法。
设e1表示大小偏差的分界值,其切换规律如下:当|e|≤e1时,KP=1,Kf=0,即采用PID控制规律;当|e|>e1时,KP=0,Kf=1,即采用模糊控制规律。
由图3.4可知,模糊控制系统通常由模糊控制器、输入/输出接口、被控对象给料机和测量装置称重仪表等四个部分组成。
其中,模糊控制器是模糊控制系统的核心,本设计中系统采用二维输入一维输出模型,即以系统的偏差和偏差变化率为输入量,以对被控对象的控制量作为输出量。
模糊控制系统的品质在很大程度上取决于控制规则及隶属度的确定,控制规则是其核心,一般用IF a THEN b的表达形式,条件a可以是多个条件逻辑积。
具体实现步骤如下:(l)输入输出变量的模糊化(2)输入输出变量的模糊集论域(3)根据专家知识或实际操作经验得出模糊控制器的控制规则(4)由模糊控制器的控制规则表得出由输入到输出的模糊关系R(5)模糊推理(6)模糊判决(输出量的去模糊化)(7)模糊控制查询表模糊控制器的结构设计是指确定模糊控制器的输入变量和输出变量。