工序号:总重:
总重:
工序号:总重:
总重:
× 表示不良Δ判断观察项
序号分类
动
重要
OP05OP10OP40OP50
1D ★
2D 3D 4D 5D
6 ★7D
891011 ★
1213
14 ★
15161718D 19D 20D
★
21
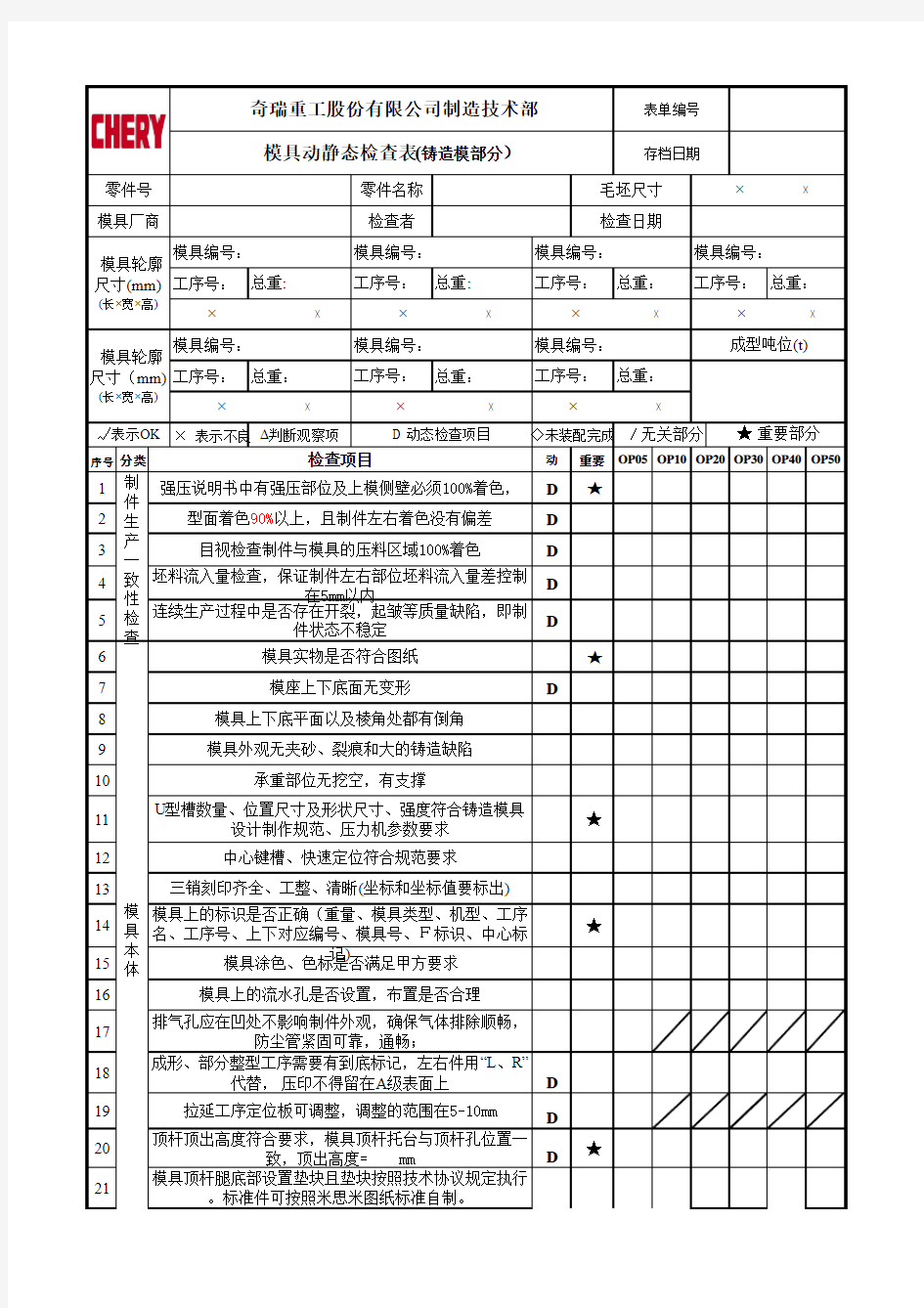
奇瑞重工股份有限公司制造技术部表单编号模具动静态检查表(铸造模部分)
存档日期
模具厂商
检查者检查日期
零件号零件名称毛坯尺寸× ×
× ×× ×
× ×
× ×
模具轮廓
尺寸(mm)(长×宽×高)
模具编号:模具编号:模具编号:成型吨位(t)
工序号:
模具轮廓
尺寸(mm)(长×宽×高)
模具编号:
模具编号:模具编号:模具编号:工序号:
工序号:
总重:
工序号:总重:
√表示OK D 动态检查项目
◇未装配完成 ∕无关部分
★ 重要部分
检查项目
OP20OP30工序号:
总重:
× ×
× ×
× ×
坯料流入量检查,保证制件左右部位坯料流入量差控制
在5mm以内连续生产过程中是否存在开裂,起皱等质量缺陷,即制
件状态不稳定制件
生
产
一
致性
检查
强压说明书中有强压部位及上模侧壁必须100%着色,
型面着色90%以上,且制件左右着色没有偏差目视检查制件与模具的压料区域100%着色
模具外观无夹砂、裂痕和大的铸造缺陷
承重部位无挖空,有支撑
模具
本体模具实物是否符合图纸
模座上下底面无变形
模具上下底平面以及棱角处都有倒角三销刻印齐全、工整、清晰(坐标和坐标值要标出)
模具上的标识是否正确(重量、模具类型、机型、工序名、工序号、上下对应编号、模具号、F标识、中心标记)U 型槽数量、位置尺寸及形状尺寸、强度符合铸造模具
设计制作规范、压力机参数要求
中心键槽、快速定位符合规范要求
排气孔应在凹处不影响制件外观,确保气体排除顺畅,
防尘管紧固可靠,通畅;
成形、部分整型工序需要有到底标记,左右件用“L 、R”
代替, 压印不得留在A 级表面上
模具涂色、色标是否满足甲方要求模具上的流水孔是否设置,布置是否合理
模具顶杆腿底部设置垫块且垫块按照技术协议规定执行
。标准件可按照米思米图纸标准自制。
拉延工序定位板可调整,调整的范围在5-10mm 顶杆顶出高度符合要求,模具顶杆托台与顶杆孔位置一
致,顶出高度= mm
作性检