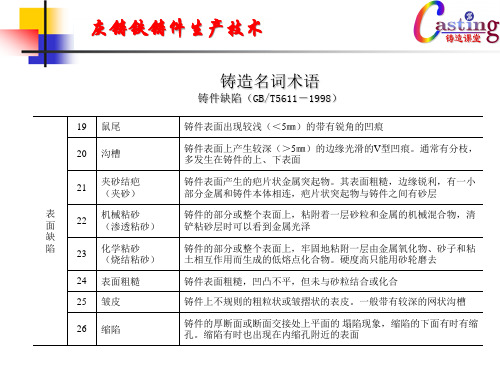
铸造名词术语--形状及重量类缺陷
- 格式:ppt
- 大小:154.50 KB
- 文档页数:1

铸造一,铸造材料名词1,金属原材料:metallic raw material 转为铸件的所有金属材料。
(1)生铁pig iron 高炉铁液及铸成铁锭。
(2)铁合金ferroalloy 以铁为基体金属和一种或几种元素组成繁荣添加合金。
(3)回炉料foundry coke 本车间废铸件,浇冒口,包底残留等,送回熔炉重熔的金属材料。
(4)中间合金master alloy 为便于向铸造合金中加入一种或几种元素而特别配制的合金。
(5)铸造燃料foundry coke 专用与冲天炉熔炼铸铁的焦碳。
要求反应能力小,孔隙度小,强度大,固定碳高,块度大。
其他质量标准如挥发物,硫分等,铸造焦碳与冶金焦碳基本相同。
(6)冶金焦碳metallurgical coke 高炉用焦碳。
(7)固定碳fixing carbon 干煤或焦碳去除挥发物和灰分后的碳分。
以百分比表示,即:固定碳%=100%-(挥发物%+灰分%)。
2,溶剂:flux 在冶金过程中,用以降低熔渣熔点,使熔渣流动增加或便于扒渣的物质。
(1)除气溶剂[除气剂] degassing flux 用以从溶融金属和合金中除去气体的物质。
(2)覆盖溶剂[覆盖剂] covering flux 用来覆盖在金属熔池表面形成液态隔离层的物质。
不仅有隔离大气对金属的作用,有的还能促进冶金过程反应。
(3)精炼溶剂[精炼剂] refining flux 用以清除金属中非金属夹杂物和有害气体的物质。
(4)耐火度[耐火性] refractoriness 耐火材料能经受高温的能力。
3,耐火材料(1)耐火砖firebrick 用耐火材料制成的砖,能耐高温。
(2)耐火黏土fireclay 用三角测温锥试验时,耐火度高于19号(1520℃)的高岭土。
由19至26号的称为低耐火值耐火黏土;由27至30号的称为中耐火值耐火黏土;由31至32号的称为高耐火值耐火黏土。
(3)硅砖silica brick 用含而氧化硅较高材料和适合的黏结剂,经高温烧结而成的砖。
铸造缺陷种类
1、气孔缺陷。
铸铁件在凝固过程中未能逸出的气体留在铸件内部形成的小孔洞,内壁光滑,有气体。
表面一般情况下呈球状或椭球状,对于超声波具有较高的反射率,因此可以通过超声波进行检测。
2、缩松、缩孔缺陷。
铸铁件在冷却凝固时,体积收缩,在最后凝固的时候得不到充足的铁液的补充便会形成空洞状的缺陷,内壁粗糙,周围多伴有许多杂质和细小的气孔。
缩松呈现细小而分散的空隙,缩孔呈现大而集中的空洞。
3、偏析缺陷。
指铁合金在冶炼过程中或铁金属在熔化的过程中因为成分分布不均而形成的成分偏析,有偏析存在的区域其力学性能和整个金属的力学性能有较大的差别。
4、裂纹缺陷。
铸铁件中的裂纹主要时由于金属材料的强度难以支撑金属在冷却凝固时的收缩应力,这与金属中的合金含量、铸铁件的形状设计和铸造工艺有很大的关系。
5、冷隔缺陷。
这是指在浇注铁液时,由于飞溅、浇注中断或来自不同方向的两股金属流相遇,液态金属表面冷却形成的半固态薄膜留在铸铁件内而形成的一种隔膜状的面积型缺陷。

铸造缺陷分类标准铸造是一种广泛用于工业生产的工艺,它涉及到将熔融的金属倒入模具中,待其冷却凝固后形成所需形状的金属零件。
然而,铸造过程中可能会产生各种缺陷,这些缺陷会影响到产品的质量和性能。
为了更好地理解和控制铸造过程,制定一个铸造缺陷分类标准是非常必要的。
以下是一个基于常见铸造缺陷的分类标准:一、孔洞类缺陷孔洞类缺陷是指在铸造过程中,由于气泡或挥发物未能及时逸出,导致在铸件内部或表面形成的孔洞。
这类缺陷包括以下几种:1. 气孔:由于气体在金属液中形成气泡,未能及时逸出而形成的孔洞。
2. 夹渣孔:由于金属液中夹杂物未及时排除而形成的孔洞。
二、裂纹和冷隔类缺陷裂纹和冷隔类缺陷是指在铸造过程中,由于冷却速度过快、金属液收缩等因素导致的铸件开裂或冷隔现象。
这类缺陷包括以下几种:1. 热裂纹:由于金属液冷却速度过快,导致铸件内部应力过大而产生的裂纹。
2. 冷裂纹:由于铸件冷却过程中受到外力作用,导致铸件开裂。
3. 冷隔:由于金属液在冷却过程中未能完全融合,形成的分隔区域。
三、缩松和缩孔类缺陷缩松和缩孔类缺陷是指在铸造过程中,由于金属液冷却过程中体积收缩,导致在铸件内部或表面形成的缩松或缩孔。
这类缺陷包括以下几种:1. 缩松:由于金属液冷却过程中体积收缩不均匀,导致铸件内部形成的细小孔洞。
2. 缩孔:由于金属液冷却过程中体积收缩过大,导致铸件内部形成的较大孔洞。
四、气孔、夹杂和夹渣类缺陷气孔、夹杂和夹渣类缺陷是指在铸造过程中,由于金属液中混入气体、杂质或夹渣物而导致的缺陷。
这类缺陷包括以下几种:1. 气孔:由于金属液中混入气体而形成的气泡。
2. 夹渣:由于金属液中夹杂的固体颗粒物而形成的夹渣。
五、形状和表面类缺陷形状和表面类缺陷是指在铸造过程中,由于模具设计、制造或操作不当导致的铸件形状或表面质量的缺陷。
这类缺陷包括以下几种:1. 模具痕迹:由于模具设计或制造不当,导致铸件表面留下的痕迹。
2. 表面粗糙:由于金属液冷却过程中表面收缩不均匀,导致铸件表面粗糙。

铸造名词术语(GB5611-85)------铸件缺陷铸件缺陷是导致铸件性能低下,使用寿命短、报废和失效的重要原因。
消除或减少铸件缺陷是铸件质量控制的重要组成部分。
铸件缺陷种类繁多,形貌各异。
各国对铸件缺陷的分类、名称和定义的规定不尽相同。
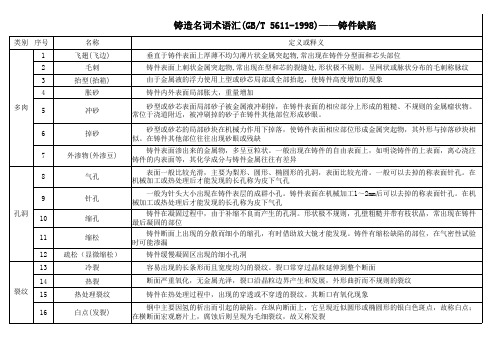
缺陷分为八类:一、多肉:1、飞翅(飞边):又称为飞边或披缝,垂直于铸件表面上厚薄不均匀薄片状金属突起物,常出现在铸件分型面、分芯面、活块、型与芯结合面和芯头部位;2、毛刺:铸件表面上刺状金属突起物,常出现在型和芯的裂缝处,形状极不规则,呈网状或脉状分布的毛刺称脉纹;3、抬型(抬箱):由于金属液的浮力使上型或砂芯局部或全部抬起,使铸件高度增加的现象;4、胀砂:铸件内外表面局部胀大,重量增加;5、冲砂:砂型或砂芯表面局部砂子被金属液冲刷掉,在铸件表面相应部位上形成的粗糙、不规则的金属瘤状物。
常位于浇口附近,被冲刷掉的砂子在铸件其他部位形成砂眼;6、掉砂:砂型或砂芯的局部砂块在机械力作用下掉落,使铸件表面相应部位形成金属突起物,其外形与掉落砂块很相似。
在铸件其他部位往往出现砂眼或残缺;7、外渗物(外渗豆):铸件表面渗出来的金属物。
多呈豆粒状。
一般出现在铸件的自由表面上,如明浇铸件的上表面,离心浇注铸件的内表面等,其化学成分与铸件金属往往有差异;二、孔洞:8、气孔:在铸件内部、表面或近于表面处有大小不等的光滑孔眼。
形状有圆的、长的及不规则的、有单个的、也有聚集成片的。
颜色为白色或带一层暗色,有时覆有一层氧化皮;9、针孔:一般为针头大小出现在铸件表层的成群小孔。
铸件表面在机械加工1---2mm后可以去掉的称表面针孔。
在机械加工或热处理后才能发现的长孔称皮下针孔;10、缩孔:在铸件厚断面内部,两交界面的内部及厚断面和厚断面交接处的内部或表面,形状不规则,孔内粗糙不平,晶粒粗大;11缩松:在铸件内部微小而不连贯的缩孔,聚集在一处或多处,晶粒粗大,各晶粒间存在很小的孔眼,水压实验时渗水;12、疏松(显微缩松):铸件缓慢凝固区出现的细小孔洞;三、裂纹、冷隔:13、冷裂:容易发现的长条形而且宽度均匀的裂纹。


铸件质量基本术语1、合格铸件:经检验,质量完全符合验收标准和规定的铸件,包括修补(在允许修补范围内)后并检验合格的铸件。
2、缺陷铸件:不符合验收条件的铸件。
3、废品:不能修补使用的缺陷铸件。
4、铸件缺陷:铸造生产过程中,由于种种原因,在铸件表面和内部产生的各种缺陷的总称。
通常分为以下八类:多肉类缺陷、孔洞类缺陷、裂纹类缺陷、表面缺陷、残缺类缺陷、夹杂类缺陷、尺寸、形状和重量差错类缺陷及成分、组织和性能不合格类缺陷。
5、铸件检验:根据用户要求和图样技术条件等有关的规定,用目测、量具、仪表或其他手段检验铸件是否合格的操作过程。
6、多肉类缺陷:铸件表面各种多肉缺陷的总称。
包括飞翅、毛刺、抬型、胀砂、冲砂、掉砂、外渗物等。
7、飞翅【飞边】:垂直于铸件表面上厚薄不均匀的薄片状金属突出物。
常出现在铸件分型面和芯头部位。
8、毛刺:铸件表面上刺状金属突出物。
常出现在型和芯的裂缝处,形状极不规则。
呈网状或脉状分布的毛刺称脉纹。
9、冲砂:砂型或砂芯的局部型砂被金属液冲刷掉,在铸件表面的相应部位上形成的粗糙、不规则的金属瘤状物。
常位于浇口附近,被冲刷的型砂,往往在铸件的其他部位形成砂眼。
10、掉砂:砂型或砂芯的局部砂块在机械力作用下掉落,使铸件表面相应部位形成的块状金属突出物。
其外形与掉落的砂块很相似。
在铸件其他部位则往往出现砂眼或残缺。
11、胀砂:铸件内外表面局部胀大,重量增加的现象。
由型壁退移引起。
12、抬型【抬箱】:由于金属液的浮力使上型或砂芯局部或全部抬起、使铸件高度增加的现象。
13、孔洞类缺陷:在铸件表面和内部产生的不同大小、形状的空洞缺陷的总称。
包括气孔、缩孔、缩松等。
14、气孔:铸件没有气体形成的空洞类缺陷。
其表面一般比较光滑,主要呈梨形、圆形、椭圆形。
一般不再铸件表面露出,大孔常孤立存在,小孔则成群出现。
15、气缩孔:分散性气孔与缩松合并而成的空洞类铸造缺陷。
16、呛火:浇注过程中产生的大量气体不能顺利排出,在金属液内发生沸腾,导致在铸件内产生大量气孔,甚至出现铸件不完整的缺陷。
![铸造缺陷名称分类(中英文)[1]1](https://img.taocdn.com/s1/m/ed885e4514791711cc7917eb.png)
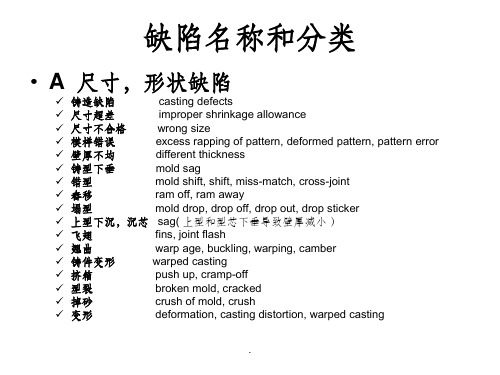
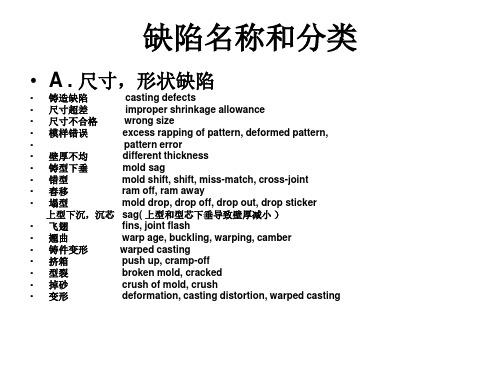
铸造名词术语(GB5611-85)1 基本术语1.1 铸造 foundry, founding, casting1.2铸造工艺 foundry technology1.3铸件 casting1.4砂型铸造 sand casting process1.5特种铸造 special casting process2合金性能2.1 流动性 fluidity2.2 充型能力 mold-filling capacity2.3 吸气 gas absorption2.4 过冷 undercooling, supercooling2.5 过冷度 degree of undercooling2.6 成核 nucleation2.7 自发成核(均质成核) homogeneous nucleation2.8非自发成核(非均质成核) heterogeneousnucleation2.9凝固温度范围 solidification range2.10定向凝固(顺序凝固) directionalsolidification2.11液态收缩(液体收缩) liquid contraction 2.12凝固收缩 solidification contraction2.13固态收缩(固体收缩) solid contraction 2.14凝固时间 solidification time2.15自由收缩 free contraction2.16受阻收缩 hindered contraction2.17铸件线收缩率 shrinkage2.18收缩应力 contraction stress2.19热应力 thermal stress2.20相变应力 transformation stress, phasechange stress2.21铸造应力 casting stress2.22残留应力(残余应力) residual stress3铸造用材料3.1金属原材料3.1.1 金属原材料 metallic raw material3.1.2生铁 pig iron3.1.3铁合金 ferro-alloy3.1.4回炉料 foundry returns3.1.5中间合金 master alloy3.2燃料3.2.1铸造焦炭 foundry coke3.2.2冶金焦炭 metallurgical coke3.2.3固定碳 fixed carbon3.3熔剂3.3.1 熔剂 flux3.3.2 除气熔剂(除气剂) degassing flux 3.3.3 覆盖熔剂(覆盖剂) covering flux 3.3.4 精炼熔剂(精炼剂) refining flux 3.4耐火材料3.4.1耐火度(耐火性) refractoriness3.4.2耐火砖 firebrick3.4.3耐火粘土 fireclay3.4.4硅砖 silica brick3.4.5镁砂 grain magnesite3.5 造型材料3.5.1 造型材料 molding material3.5.2 砂 sand3.5.3 水洗砂 washed-out sand3.5.4 硅砂 silica sand3.5.5天然砂 natural sand3.5.6人工砂 artificial sand3.5.7天然粘土砂 naturally clay-bonded sand 3.5.8橄榄石砂 olivine sand3.5.9铬铁矿砂 chromite sand3.5.10锆砂 zircon sand3.5.11炭粒砂 carbon sand3.5.12精硅砂 sharp sand3.5.13红砂 red sand3.5.14熟料砂 chamotte sand3.5.15粘结剂 binder3.5.16粘土 clay3.5.17无机粘结剂 inorganic binder3.5.18有机粘结剂 organic binder3.5.19高岭土 kaolin3.5.20膨润土 bentonite3.5.21钠基膨润土 sodium bentonite3.5.22钙基膨润土 calcium bentonite3.5.23活化膨润土 activated bentonite3.5.24干性油 drying oil3.5.25自硬粘结剂(冷硬粘结剂) no bakebinder3.5.26热固树脂粘结剂 thermosetting resinbinder3.5.27油类粘结剂 oil based binder3.5.28水玻璃粘结剂 water glass binder,sodium silicate binder3.5.29纸浆废液 lignin liquor3.5.30合脂粘结剂 synthetic fat binder3.5.31水玻璃模数 sodium silicate modulus 3.6辅助材料3.6.1附加物 additives3.6.2发热剂 exothermic mixture3.6.3分型剂(脱模剂) parting agent,stripping agent3.6.4固化剂(硬化剂)hardener3.6.5悬浮剂suspending agent3.6.6涂料 coating3.7砂处理3.7.1型砂制备(砂处理) sand preparation 3.7.2混砂 sand mulling, sand mixing3.7.3型砂(造型混合料) molding sand 3.7.4芯砂(造芯混合料) core sand3.7.5合成砂 synthetic sand3.7.6自硬砂 self-hardening sand3.7.7水玻璃砂 sodium silicate-bonded sand 3.7.8覆膜砂 precoated sand3.7.9烂砂泥(麻泥) loam3.7.10调匀砂 temper sand3.7.11面砂 facing sand3.7.12背砂(填充砂) backing sand3.7.13单一砂 unit sand3.7.14含泥量 clay content3.7.15含水量 moisture content3.7.16旧砂 floor sand3.7.17枯砂(焦砂) burnt sand3.7.18废砂 waste sand3.7.19热砂 hot sand3.7.20松砂 aeration , sand-cutting3.7.21筛分(筛析) screen analysis3.7.22旧砂处理 sand reconditioning3.7.23旧砂再生 sand reclamation3.7.24沉降分选 elutriation, decantation3.8型砂性能及试验3.8.1 型砂试验 sand testing3.8.2 透气性 permeability3.8.3 流动性 flowability3.8.4型砂强度 sand strength3.8.5湿强度 green strength3.8.6干强度 dry strength3.8.7耐用性(复用性) durability3.8.8砂型(芯)硬度 mold hardness3.8.9热变形 hot deformation3.8.10残留强度 retained strength3.8.11热强度 hot strength3.8.12韧性 toughness3.8.13发气率(发气速度) gas evolution rate 3.8.14发气性(发气量) gas evolution3.8.15吸湿性 moisture absorption3.8.16落砂性 knock-out capability3.8.17潰散性 collapsibility3.8.18胶质价 colloid index3.8.19破碎指数 shatter index3.9砂处理设备3.9.1热气流烘砂装置 hot pneumatic tubedrier3.9.2混砂机 sand muller, sand mixer 3.9.3松砂机 aerator, sand cutter3.9.4冷却提升机 cooling elevator,coolevator3.9.5筛砂机 riddle3.9.6磁力滚筒 magnetic separator3.9.7旧砂再生设备 sand reclamation3.9.8气力输送装置 pneumatic tube conveyor 4铸造合金4.1铸铁4.1.1 铸铁 cast iron4.1.2 铸铁石墨形态 morphology of graphite in cast iron4.1.3 灰铸铁(灰口铸铁) gray cast iron 4.1.4 白口铸铁 white cast iron4.1.5 麻口铸铁 mottled cast iron4.1.6共晶度 degree of saturation4.1.7碳当量 carbon equivalent4.1.8片状石墨 flake graphite4.1.9初生石墨 primary graphite4.1.10孕育铸铁 inoculated cast iron4.1.11球墨铸铁 spheroidal graphite cast iron,nodular graphite iron, ductile iron4.1.12球状石墨 spheroidal graphite, nodulargraphite4.1.13可锻铸铁 malleable cast iron4.1.14黑心可锻铸铁 black heart malleablecast iron4.1.15珠光体可锻铸铁 pearlitic malleablecast iron4.1.16铁素体可锻铸铁 ferritic malleable castiron4.1.17白心可锻铸铁 white heart malleablecast iron4.1.18团絮石墨 tempered graphite4.1.19冷硬铸铁(激冷铸铁) chilled iron 4.1.20耐磨铸铁 wear resisting cast iron4.1.21耐热铸铁 heat resisting cast iron4.1.22耐酸铸铁 acid resisting cast iron4.1.23高硅铸铁 high silicon cast iron4.1.24蠕墨铸铁 vermicular cast iron,compacted graphite cast iron4.1.25蠕虫状石墨 vermicular graphite4.1.26合金铸铁 alloy cast iron4.2铸钢4.2.1 铸钢 cast steel4.2.2 炭素铸钢 carbon cast iron4.2.3 低合金铸钢 low alloy cast steel4.2.4 高锰钢 high manganese steel4.2.5铁素体钢 ferritic steel4.3铸造非铁合金4.3.1 青铜 bronze4.3.2 铅青铜 lead bronze4.3.3 铝青铜 aluminum bronze4.3.4 黄铜 brass4.3.5铝铜合金 aluminum-copper alloy4.3.6铝镁合金 aluminum-magnesium alloy 4.3.7铝硅合金 aluminum-silicon alloy4.3.8镁合金 magnesium alloy4.3.9轴承合金(减摩合金) bearing metal,antifrictional metal4.3.10巴氏合金 babbitt alloy4.3.11钛合金 titanium alloy5熔炼工艺及设备5.1熔炼基本术语5.1.1 熔化(熔炼) melting5.1.2 重熔 remelting5.1.3 炉料 charge5.1.4 熔化率 melting rate5.1.5 炉料计算 charge calculation5.1.6 双联熔炼 duplexing5.1.7 元素烧损(元素烧损率) melting losses of various chemical elements5.1.8 熔炼损耗(烧损) total melting loss 5.1.9还原气氛 reducing atmosphere5.1.10氧化气氛 oxidizing atmosphere5.1.11惰性气体 inert gas5.1.12碱度(碱性指数) index of basicity 5.1.13碱性渣 basic slag5.1.14酸性渣 acid slag5.1.15精炼 refining5.1.16遗传性 heredity5.2铸铁熔炼5.2.1 风口比 tuyere ratio5.2.2 有效高度 effective height5.2.3 送风强度 blast intensity5.2.4预热送风 hot blast5.2.5底焦 coke bed5.2.6层焦 coke split5.2.7隔焦(结力焦) buffer coke charge 5.2.8炉衬 furnace lining5.2.9碱性炉衬 basic lining5.2.10酸性炉衬 acid lining5.2.11棚料 bridging5.2.12熔池 bath5.2.13吸碳 carbon pick-up5.2.14铁焦比(焦比) iron-coke ratio5.2.15出渣 deslagging5.2.16打炉 cupola drop5.3铸钢5.3.1 氧化熔炼法 oxidizing melting 5.3.2 不氧化熔炼法 dead melting5.3.3 真空熔炼 vacuum refining5.3.4 电渣熔炼 electro-slag melting5.3.5 熔渣 slag5.3.6 沉渣 sludge5.3.7 浮渣 dross, cinder5.3.8 氧化期(沸腾期) oxidizing stage, boil5.3.9还原期 deoxidizing stage, blockingstage5.3.10还原渣 reducing slag5.3.11氧化渣 oxidizing slag5.3.12白渣 white slag5.3.13脱氧 deoxidation5.3.14扒渣 slagging- off5.3.15脱碳 decarburization5.3.16脱硫 desulphurization5.3.17脱磷 dephosphorization5.3.18增碳 recarburizing5.3.19脱氧剂 deoxidizer5.4非铁金属熔炼5.4.1 挥发损耗volatilizing losses5.4.2 静置 stewing, holding5.4.3 吹氮 nitrogen flushing5.5熔炼设备5.5.1 冲天炉 cupola5.5.2 水冷冲天炉 water-cooled cupola5.5.3热风冲天炉 hot-blast cupola5.5.4湿法除尘器 wet cap5.5.5炉缸 cupola well5.5.6前炉 forehearth5.5.7冲天炉加料机 cupola charging machine 5.5.8爬式加料机 skip hoist5.5.9电磁配铁称 electro-magnetic weighingbalancer5.5.10电磁盘 electromagnetic chuck5.5.11电弧炉(直接电弧炉) arc furnace,direct arc furnace5.5.12感应电炉 electric induction furnace 5.5.13电渣炉 electroslag furnace5.5.14电磁搅拌electromagnetic agitation5.5.15浇包 ladle5.5.16摇包 shaking ladle5.5.17底注包 bottom pouring ladle5.5.18保温炉holding furnace5.5.19坩埚炉crucible furnace5.6熔融金属处理5.6.1孕育 inoculation5.6.2多孔塞法 porous plug process5.6.3变质 modification5.6.4墨化剂 graphitizer5.6.5过热 superheating5.6.6石墨球化处理 nodularizing treatment ofgraphite5.6.7碳当量仪eutectometer5.6.8三角试块 wedge test-piece5.6.9真空除气vacuum degassing5.7浇注5.7.1浇注 pouring5.7.2保护气氛浇注 pouring under controlledatmosphere5.7.3浇注速度 pouring rate5.7.4浇注温度 pouring temperature5.7.5浇注时间 pouring time5.7.6浇注位置 pouring position5.7.7型内孕育 inmold inoculation5.7.8压铁 weight5.7.9捣冒口 churning, pumping5.7.10点冒口(补注) teeming5.7.11浸入式高温计 immersion pyremeter5.7.12补炉 patching5.7.13炉龄(炉衬寿命) campaign6工艺设计及工艺装备6.1工艺设计6.1.1 铸造工艺设计 mold design6.1.2 铸造工艺装备设计 foundry tools design 6.1.3 铸造工艺图 foundry molding drawing 6.1.4 铸件图(毛坯图) drawing of rough casting6.1.5起模斜度(拔模斜度) pattern draft6.1.6收缩余量shrinkage allowance6.1.7工艺补正量 molding allowance6.1.8加工余量 machining allowance6.1.9吃砂量 mold thickness6.1.10补贴 pad6.1.11分型负数 joint allowance6.1.12铸件尺寸公差 dimensional tolerance ofcasting6.1.13铸件重量公差 weight allowance ofcasting6.1.14铸件加工基准面 reference face formachining of casting6.1.15铸件表面粗糙度 surface roughness ofcasting6.2浇冒口系统6.2.1 浇注系统(浇口) gating system, running system6.2.2封闭式浇注系统 choked running system,pressurized gating system6.2.3半封闭式浇注系统 enlarged runnersystem 6.2.4开放式浇注系统 unchoked runningsystem, non-pressurized gating system 6.2.5浇口盆(外浇口) pouring basin6.2.6浇口杯 pouring cup6.2.7浇口塞 blanking-off plug6.2.8直浇道 sprue6.2.9直浇道窝 sprue base6.2.10横浇道 runner6.2.11筛网芯(滤网芯) strainer core6.2.12内浇道 ingate6.2.13离心集渣浇注系统 whirl gate, dirttrap system6.2.14顶注式浇注系统 top gating system6.2.15底注式浇注系统 bottom gating system 6.2.16阶梯式浇注系统 step gating system6.2.17雨淋浇口 shower gate6.2.18缝隙浇口 slot gate6.2.19压边浇口 lip runner, kiss runner6.2.20牛角式浇口 horn gate6.2.21热节 hot spot6.2.22冒口 riser, feeder heed6.2.23冒口效率 riser efficiency6.2.24明冒口 open riser6.2.25暗冒口 blind riser6.2.26侧冒口(边冒口) side riser6.2.27压力冒口 pressure riser6.2.28大气压力冒口 atmospheric riser6.2.29发气压力冒口(气弹冒口)gas-deliveredpressure riser6.2.30透气砂芯 pencil core6.2.31冒口颈 riser neck6.2.32冒口根 riser pad6.2.33保温冒口套 heat insulating feedersleeve6.2.34发热冒口套 exothermic feeder sleeve 6.2.35补缩距离 feeding distance, feedingzone6.2.36易割冒口 knock-off head6.2.37易割片(易割芯片) washburn core6.3模样6.3.1铸造工艺装备 foundry tools andequipment6.3.2模样(铸模,模) pattern6.3.3母模 master pattern6.3.4金属模 metal pattern6.3.5骨架模 skeleton pattern6.3.6石膏模 plaster pattern6.3.7塑料模 plastic pattern6.3.8整体模 one-piece pattern6.3.9分开模 parted pattern, split pattern6.3.10活块 loose piece6.3.11模板 pattern plate6.3.12模底板 pattern mounting plate6.3.13单面模板 single face pattern plate6.3.14双面模板 match plate6.3.15放样(伸图) hot dimensional drawing 6.3.16缩尺(模样工缩尺) shrinkage rule,pattern-maker’s rule6.4芯盒6.4.1 芯盒 core box6.4.2 脱落式芯盒 troughed core box6.4.3下芯量具 core setting scale6.4.4下芯夹具 core jig6.4.5烘芯板 core drying plate6.5砂箱6.5.1 砂箱 flask, molding box6.5.2 箱带(箱挡) flask bar, cross bar6.5.3 脱箱 snap flask6.5.4 套箱 mold jacket6.5.5套销 hollow pin, stub pin7造型及造芯7.1造型7.1.1造型 molding7.1.2型腔 mold cavity7.1.3铸型(型) mold7.1.4砂型 sand mold7.1.5上型(上箱) cope, top part7.1.6下型(下箱) drag, bottom part7.1.7手工造型 hand molding7.1.8机器造型 machine molding7.1.9自动化造型automatic molding7.1.10分型面 mold joint7.1.11有箱造型 flask molding7.1.12两箱造型 two-part molding7.1.13三箱造型 three-part molding7.1.14不平分型面 stepped joint7.1.15无箱造型 flaskless molding7.1.16脱箱造型 removable flask molding 7.1.17地坑造型 pit molding7.1.18刮板造型 sweep molding7.1.19抛砂造型 impeller ramming, sandslinging molding7.1.20组芯造型 core assembly molding7.1.21假箱造型 oddside molding7.1.22微震压实造型 vibratory squeezingmolding7.1.23高压造型 high pressure molding7.1.24湿砂型(湿型,潮型) green sand mold 7.1.25砂型烘干 mold drying7.1.26干砂型(干型)dry sand mold 7.1.27表面烘干型 skin dried mold7.1.28烂砂泥型 loam mold7.1.29砂床 bed7.1.30过渡角 transition angle7.1.31吊砂 cod7.1.32砂钩 lifter7.1.33负压造型(真空密封造型) vacuummolding7.1.34流态砂造型 fluid sand molding7.1.35漏模 pattern stripping7.1.36填砂 mold-filling7.1.37紧实(紧砂,舂砂) ramming7.1.38震实 jolt ramming7.1.39压实 squeezing ramming7.1.40紧实度 degree of ramming7.1.41二氧化碳法造型 CO2 process7.1.42自硬砂造型 self-hardening sandmolding7.1.43塞砂 tucking7.1.44刮砂 strike-off7.1.45造型生产线 molding line7.1.46刷水 swabbing7.1.47敲模 rapping7.1.48起模(拔模) stripping7.1.49扎出气孔 venting7.1.50排气道 venting channel7.1.51修型 patching7.1.52冷铁 densener, chill7.1.53外冷铁 surface densener7.1.54内冷铁 internal densener7.1.55验型(验箱) trial closing7.1.56合型(合箱,组型) mold assembling,closing7.2造芯7.2.1造芯(制芯) core making7.2.2芯(芯子) core7.2.3 芯骨 core rod, core scab7.2.4 油砂芯 oil sand core7.2.5 预制芯 embeded core, ram up core7.2.6 芯头 core print7.2.7芯座 core print7.2.8芯头斜度 core print taper7.2.9芯头间隙 core print clearance7.2.10壳芯 shell core7.2.11烘芯 core baking7.2.12通气蜡线 vent wax7.2.13冷芯盒法 cold box process7.2.14热芯盒法 hot box process7.2.15芯撑 chaplet7.3造型工具7.3.1 造型工具 hand tools of molding7.3.2 压勺 heart and spoon7.3.3 提沟 cleaner7.3.4 双头铜勺(秋叶) double ended radius sleeker7.3.5镘刀 trowel7.4造型及造芯设备7.4.1 造型机 molding machine7.4.2 压实造型机 squeezing molding machine7.4.3 震击台 bumper7.4.4 振动台 vibrating table7.4.5微震压实造型机 vibratory squeezer7.4.6震实造型机 jolt molding machine7.4.7高压造型机 high pressure moldingmachine7.4.8射压造型机 shooting and squeezingmolding machine7.4.9多触头造型机 equalizing pistonsqueezer7.4.10抛砂机 sand slinger7.4.11起模机 drawing machine7.4.12射砂机 core shooter7.4.13挤芯机 core extruder7.4.14铸型输送机 mold conveyor8铸件落砂及清理8.1落砂及清理8.1.1 落砂 shake-out, knock-out8.1.2 除芯 decoring8.1.3 噴砂清理 sand blasting8.1.4 抛丸清理 shot blasting8.1.5 水力清砂 hydraulic cleaning8.1.6 水砂清砂 hydraulic blast8.1.7清理 cleaning, fettling8.1.8清砂 cleaning8.1.9火焰表面清理 scarfing8.1.10清铲 chipping8.1.11化学清砂 chemical cleaning8.1.12精整 dressing and finishing8.1.13落砂机 knock-out machine8.1.14抛丸清理机 shot blast machine8.1.15清理滚筒 tumbling barrel8.1.16抛丸落砂清理设备 shot blast reclaimingequipment8.1.17悬挂式磨轮 swing frame grinder8.2修补及矫正8.2.1 矫正 coining, straightening8.2.2 焊补 repair welding8.2.3 渗补 impregnation9特种铸造9.1金属型铸造9.1.1 金属型铸造 permanent mold casting, gravity die casting9.1.2 金属型 metal mold9.1.3 金属芯 metal core9.1.4 覆砂金属型 sand-lined metal mold 9.1.5 排气塞 venting plug9.1.6 排气槽 air vent9.1.7 龟裂 heat checking9.1.8 金属型铸造机 gravity die casting machine9.2压力铸造9.2.1压力铸造(压铸) die casting, pressuredie casting9.2.2压铸型 die-casting die, die9.2.3动型 moving die, ejector die half9.2.4定型 fixed die, cover die half9.2.5合型力 clamping force , die lockingforce9.2.6压室 pressure chamber9.2.7鹅颈管 gooseneck9.2.8分流器 spreader, sprue spreader9.2.9顶杆 ejector pin9.2.10溢流槽 overflow well9.2.11压射冲头(压室) injection piston,plunger9.2.12压射比压 injection pressure9.2.13压射速度 injection speed9.2.14保压时间 dwell time9.2.15真空压铸 evacuated die casting,vacuum die casting9.2.16充氧压铸 pore-free die casting9.2.17双冲头压铸(精速密压铸)acurad(accurate?) die casting9.2.18压铸机 die casting machine9.2.19冷室压铸机 cold chamber die castingmachine9.2.20热室压铸机 hot chamber die castingmachine9.2.21镶铸法 insert process9.3离心铸造9.3.1离心铸造 true centrifugal casting9.3.2半离心铸造 semi-centrifugal casting9.3.3离心浇注 centrifugal pressure casting,centrifuge casting9.3.4双金属离心铸造 bimetal centrifugalcasting9.3.5离心铸造机 centrifugal casting machine 9.4熔模铸造9.4.1 失模铸造 lost pattern casting9.4.2熔模铸造(失蜡铸造) fusible patternmolding, lost-wax molding9.4.3压制熔模 fusible pattern injection9.4.4压型 pattern die9.4.5熔模 fusible pattern9.4.6盐模salt pattern9.4.7蜡模 wax-pattern9.4.8模组 pattern assembly9.4.9熔模涂料(浆料) slurry9.4.10面层涂料 investment precoat9.4.11撒砂 stuccoing9.4.12脱蜡 dewaxing9.4.13熔烧 sintering9.5壳型铸造9.5.1壳型铸造 shell molding9.5.2结壳时间 investing time9.5.3结壳温度 investing temperature9.5.4硬化温度 curing temperature9.5.5硬化时间 curing time9.6其它铸造方法9.6.1 陶瓷型铸造 ceramic molding9.6.2 陶瓷型浆料 ceramic slurry9.6.3灌浆 paste pouring9.6.4喷烧 torch firing9.6.5低压铸造 low-pressure die casting9.6.6充型压力 mold filling pressure9.6.7保压压力 dwell pressure9.6.8升液管 stalk9.6.9真空吸铸 suction casting9.6.10差压铸造(反压铸造) counter-pressurecasting9.6.11实型铸造 full mold process, cavitylesscasting9.6.12泡沫塑料模 styrofoam pattern9.6.13磁型铸造(磁丸铸造) magnetic shotmolding process9.6.14凝壳铸造 slush casting9.6.15石膏型铸造 plaster molding9.6.16连续铸造 continuous casting10 铸件质量及铸件缺陷10.1 铸件质量基本术语10.1.1铸件检验 inspection of casting10.1.2铸件质量分析 quality analysis ofcasting10.1.3铸件外观质量 visual quality of casting 10.1.4铸件内在质量 internal quality ofcasting10.1.5铸件使用性能 service ability of casting 10.1.6单铸试块 separated test bar of casting 10.1.7附铸试块 test lug 10.1.8缺陷铸件 defective casting10.1.9废品 reject10.1.10无损检验(无损探伤) nondestructiveinspection10.1.11破坏性试验 destructive testing10.2多肉类缺陷10.2.1飞翅(飞边) joint flash10.2.2毛刺 veining10.2.3抬型(抬箱) cope raise , raised mold 10.2.4胀箱 swell10.2.5冲砂 erosion, cut, wash10.2.6掉砂 drop, crush10.2.7外渗物(外渗豆) sweat10.3孔洞类缺陷10.3.1 气孔 blow hole10.3.2 针孔 pinhole10.3.3 缩孔 shrinkage10.3.4缩松 dispersed shrinkage10.3.5疏松(显微缩松) porositymicroshrinkage10.4裂纹、冷隔类缺陷10.4.1冷裂 cold cracking10.4.2热裂 hot tearing10.4.3热处理裂纹 heat treatment crack10.4.4白点(发裂) flake10.4.5冷隔 cold shut, cold lap10.4.6浇注断流 interrupted pour10.5表面缺陷10.5.1 鼠尾 rat-tail10.5.2 沟漕 buckle10.5.3 夹砂结疤(夹砂) scab10.5.4机械粘砂(渗透粘砂) metal penetration 10.5.5化学粘砂(烧结粘砂)burn-on10.5.6表面粗糙 rough surface10.5.7皱皮 elephant skin10.5.8缩陷 depression10.6残缺类缺陷10.6.1 浇不到 misrun10.6.2 未浇满 poured short10.6.3 跑火 run-out, bleeding10.6.4 型漏(漏箱)run-out, bleeding10.6.5损伤(机械损伤)damage10.7形状及重量差错类缺陷10.7.1 拉长 exaggeration of dimension10.7.2 超重 over-weight10.7.3 变形 distortion, warping10.7.4 错型(错箱) shift10.7.5 错芯 core shift10.7.6 偏芯(漂芯) core raised, corelift 10.8夹杂类缺陷10.8.1 夹杂物 inclusion10.8.2 冷豆 cold shot10.8.3 内渗物(内渗豆) internal sweat 10.8.4 渣气孔 scum, slag-blow hole10.8.5 砂眼 sand inclusion10.9性能、成分、组织不合格10.9.1 亮皮 pearlite layer10.9.2 菜花头 cauli-flowering10.9.3 石墨飘浮 carbon floatation10.9.4 石墨集结 kish graphite spot10.9.5 组织粗大 open grain structure10.9.6 偏析 segregation10.9.7 硬点 hard spot10.9.8 反白口 inverse chill10.9.9 球化不良 under-nodularizing10.9.10 球化衰退 degradated spheroidisation 10.9.11 脱碳 decarburization。
铸造名词术语(GB5611-85)1 基本术语铸造 foundry, founding, casting1.2铸造工艺 foundry technology1.3铸件 casting1.4砂型铸造 sand casting process1.5特种铸造 special casting process2合金性能流动性 fluidity充型能力 mold-filling capacity吸气 gas absorption过冷 undercooling, supercooling过冷度 degree of undercooling成核 nucleation自发成核(均质成核) homogeneous nucleation2.8非自发成核(非均质成核) heterogeneousnucleation2.9凝固温度范围 solidification range2.10定向凝固(顺序凝固) directionalsolidification2.11液态收缩(液体收缩) liquid contraction 2.12凝固收缩 solidification contraction2.13固态收缩(固体收缩) solid contraction 2.14凝固时间 solidification time2.15自由收缩 free contraction2.16受阻收缩 hindered contraction2.17铸件线收缩率 shrinkage2.18收缩应力 contraction stress2.19热应力 thermal stress2.20相变应力 transformation stress, phasechange stress2.21铸造应力 casting stress2.22残留应力(残余应力) residual stress3铸造用材料3.1金属原材料金属原材料 metallic raw material3.1.2生铁 pig iron3.1.3铁合金 ferro-alloy3.1.4回炉料 foundry returns3.1.5中间合金 master alloy3.2燃料3.2.1铸造焦炭 foundry coke3.2.2冶金焦炭 metallurgical coke3.2.3固定碳 fixed carbon3.3熔剂熔剂 flux除气熔剂(除气剂) degassing flux覆盖熔剂(覆盖剂) covering flux精炼熔剂(精炼剂) refining flux3.4耐火材料3.4.1耐火度(耐火性) refractoriness3.4.2耐火砖 firebrick3.4.3耐火粘土 fireclay3.4.4硅砖 silica brick3.4.5镁砂 grain magnesite造型材料造型材料 molding material砂 sand水洗砂 washed-out sand硅砂 silica sand3.5.5天然砂 natural sand3.5.6人工砂 artificial sand3.5.7天然粘土砂 naturally clay-bonded sand 3.5.8橄榄石砂 olivine sand3.5.9铬铁矿砂 chromite sand3.5.10锆砂 zircon sand3.5.11炭粒砂 carbon sand3.5.12精硅砂 sharp sand3.5.13红砂 red sand3.5.14熟料砂 chamotte sand3.5.15粘结剂 binder3.5.16粘土 clay3.5.17无机粘结剂 inorganic binder3.5.18有机粘结剂 organic binder3.5.19高岭土 kaolin3.5.20膨润土 bentonite3.5.21钠基膨润土 sodium bentonite3.5.22钙基膨润土 calcium bentonite3.5.23活化膨润土 activated bentonite3.5.24干性油 drying oil3.5.25自硬粘结剂(冷硬粘结剂) no bakebinder3.5.26热固树脂粘结剂 thermosetting resinbinder3.5.27油类粘结剂 oil based binder3.5.28水玻璃粘结剂 water glass binder,sodium silicate binder3.5.29纸浆废液 lignin liquor3.5.30合脂粘结剂 synthetic fat binder3.5.31水玻璃模数 sodium silicate modulus 3.6辅助材料3.6.1附加物 additives3.6.2发热剂 exothermic mixture3.6.3分型剂(脱模剂) parting agent,stripping agent3.6.4固化剂(硬化剂)hardener3.6.5悬浮剂suspending agent3.6.6涂料 coating3.7砂处理3.7.1型砂制备(砂处理) sand preparation 3.7.2混砂 sand mulling, sand mixing3.7.3型砂(造型混合料) molding sand 3.7.4芯砂(造芯混合料) core sand3.7.5合成砂 synthetic sand3.7.6自硬砂 self-hardening sand3.7.7水玻璃砂 sodium silicate-bonded sand 3.7.8覆膜砂 precoated sand3.7.9烂砂泥(麻泥) loam3.7.10调匀砂 temper sand3.7.11面砂 facing sand3.7.12背砂(填充砂) backing sand3.7.13单一砂 unit sand3.7.14含泥量 clay content3.7.15含水量 moisture content3.7.16旧砂 floor sand3.7.17枯砂(焦砂) burnt sand3.7.18废砂 waste sand3.7.19热砂 hot sand3.7.20松砂 aeration , sand-cutting3.7.21筛分(筛析) screen analysis3.7.22旧砂处理 sand reconditioning3.7.23旧砂再生 sand reclamation3.7.24沉降分选 elutriation, decantation3.8型砂性能及试验型砂试验 sand testing透气性 permeability流动性 flowability3.8.4型砂强度 sand strength3.8.5湿强度 green strength3.8.6干强度 dry strength3.8.7耐用性(复用性) durability3.8.8砂型(芯)硬度 mold hardness3.8.9热变形 hot deformation3.8.10残留强度 retained strength3.8.11热强度 hot strength3.8.12韧性 toughness3.8.13发气率(发气速度) gas evolution rate 3.8.14发气性(发气量) gas evolution3.8.15吸湿性 moisture absorption3.8.16落砂性 knock-out capability3.8.17溃散性 collapsibility3.8.18胶质价 colloid index3.8.19破碎指数 shatter index3.9砂处理设备3.9.1热气流烘砂装置 hot pneumatic tubedrier3.9.2混砂机 sand muller, sand mixer 3.9.3松砂机 aerator, sand cutter3.9.4冷却提升机 cooling elevator,coolevator3.9.5筛砂机 riddle3.9.6磁力滚筒 magnetic separator3.9.7旧砂再生设备 sand reclamation3.9.8气力输送装置 pneumatic tube conveyor 4铸造合金4.1铸铁铸铁 cast iron铸铁石墨形态 morphology of graphite in cast iron灰铸铁(灰口铸铁) gray cast iron白口铸铁 white cast iron麻口铸铁 mottled cast iron4.1.6共晶度 degree of saturation4.1.7碳当量 carbon equivalent4.1.8片状石墨 flake graphite4.1.9初生石墨 primary graphite4.1.10孕育铸铁 inoculated cast iron4.1.11球墨铸铁 spheroidal graphite cast iron,nodular graphite iron, ductile iron4.1.12球状石墨 spheroidal graphite, nodulargraphite4.1.13可锻铸铁 malleable cast iron4.1.14黑心可锻铸铁 black heart malleablecast iron4.1.15珠光体可锻铸铁 pearlitic malleablecast iron4.1.16铁素体可锻铸铁 ferritic malleable castiron4.1.17白心可锻铸铁 white heart malleablecast iron4.1.18团絮石墨 tempered graphite4.1.19冷硬铸铁(激冷铸铁) chilled iron 4.1.20耐磨铸铁 wear resisting cast iron4.1.21耐热铸铁 heat resisting cast iron4.1.22耐酸铸铁 acid resisting cast iron4.1.23高硅铸铁 high silicon cast iron4.1.24蠕墨铸铁 vermicular cast iron,compacted graphite cast iron4.1.25蠕虫状石墨 vermicular graphite4.1.26合金铸铁 alloy cast iron4.2铸钢铸钢 cast steel炭素铸钢 carbon cast iron低合金铸钢 low alloy cast steel高锰钢 high manganese steel4.2.5铁素体钢 ferritic steel4.3铸造非铁合金青铜 bronze铅青铜 lead bronze铝青铜 aluminum bronze黄铜 brass4.3.5铝铜合金 aluminum-copper alloy4.3.6铝镁合金 aluminum-magnesium alloy 4.3.7铝硅合金 aluminum-silicon alloy4.3.8镁合金 magnesium alloy4.3.9轴承合金(减摩合金) bearing metal,antifrictional metal4.3.10巴氏合金 babbitt alloy4.3.11钛合金 titanium alloy5熔炼工艺及设备5.1熔炼基本术语熔化(熔炼) melting重熔 remelting炉料 charge熔化率 melting rate炉料计算 charge calculation双联熔炼 duplexing元素烧损(元素烧损率) melting losses of various chemical elements熔炼损耗(烧损) total melting loss5.1.9还原气氛 reducing atmosphere5.1.10氧化气氛 oxidizing atmosphere5.1.11惰性气体 inert gas5.1.12碱度(碱性指数) index of basicity 5.1.13碱性渣 basic slag5.1.14酸性渣 acid slag5.1.15精炼 refining5.1.16遗传性 heredity5.2铸铁熔炼风口比 tuyere ratio有效高度 effective height送风强度 blast intensity5.2.4预热送风 hot blast5.2.5底焦 coke bed5.2.6层焦 coke split5.2.7隔焦(结力焦) buffer coke charge 5.2.8炉衬 furnace lining5.2.9碱性炉衬 basic lining5.2.10酸性炉衬 acid lining5.2.11棚料 bridging5.2.12熔池 bath5.2.13吸碳 carbon pick-up5.2.14铁焦比(焦比) iron-coke ratio5.2.15出渣 deslagging5.2.16打炉 cupola drop5.3铸钢氧化熔炼法 oxidizing melting不氧化熔炼法 dead melting真空熔炼 vacuum refining电渣熔炼 electro-slag melting熔渣 slag沉渣 sludge浮渣 dross, cinder氧化期(沸腾期) oxidizing stage, boil 5.3.9还原期 deoxidizing stage, blockingstage5.3.10还原渣 reducing slag5.3.11氧化渣 oxidizing slag5.3.12白渣 white slag5.3.13脱氧 deoxidation5.3.14扒渣 slagging- off5.3.15脱碳 decarburization5.3.16脱硫 desulphurization5.3.17脱磷 dephosphorization5.3.18增碳 recarburizing5.3.19脱氧剂 deoxidizer5.4非铁金属熔炼挥发损耗volatilizing losses静置 stewing, holding吹氮 nitrogen flushing5.5熔炼设备冲天炉 cupola水冷冲天炉 water-cooled cupola5.5.3热风冲天炉 hot-blast cupola5.5.4湿法除尘器 wet cap5.5.5炉缸 cupola well5.5.6前炉 forehearth5.5.7冲天炉加料机 cupola charging machine 5.5.8爬式加料机 skip hoist5.5.9电磁配铁称 electro-magnetic weighingbalancer5.5.10电磁盘 electromagnetic chuck5.5.11电弧炉(直接电弧炉) arc furnace,direct arc furnace5.5.12感应电炉 electric induction furnace 5.5.13电渣炉 electroslag furnace5.5.14电磁搅拌electromagnetic agitation5.5.15浇包 ladle5.5.16摇包 shaking ladle5.5.17底注包 bottom pouring ladle5.5.18保温炉holding furnace5.5.19坩埚炉crucible furnace5.6熔融金属处理5.6.1孕育 inoculation5.6.2多孔塞法 porous plug process5.6.3变质 modification5.6.4墨化剂 graphitizer5.6.5过热 superheating5.6.6石墨球化处理 nodularizing treatment ofgraphite5.6.7碳当量仪eutectometer5.6.8三角试块 wedge test-piece5.6.9真空除气vacuum degassing5.7浇注5.7.1浇注 pouring5.7.2保护气氛浇注 pouring under controlledatmosphere5.7.3浇注速度 pouring rate5.7.4浇注温度 pouring temperature5.7.5浇注时间 pouring time5.7.6浇注位置 pouring position5.7.7型内孕育 inmold inoculation5.7.8压铁 weight5.7.9捣冒口 churning, pumping5.7.10点冒口(补注) teeming5.7.11浸入式高温计 immersion pyremeter5.7.12补炉 patching5.7.13炉龄(炉衬寿命) campaign6工艺设计及工艺装备6.1工艺设计铸造工艺设计 mold design铸造工艺装备设计 foundry tools design铸造工艺图 foundry molding drawing铸件图(毛坯图) drawing of rough casting6.1.5起模斜度(拔模斜度) pattern draft6.1.6收缩余量shrinkage allowance6.1.7工艺补正量 molding allowance6.1.8加工余量 machining allowance6.1.9吃砂量 mold thickness6.1.10补贴 pad6.1.11分型负数 joint allowance6.1.12铸件尺寸公差 dimensional tolerance ofcasting6.1.13铸件重量公差 weight allowance ofcasting6.1.14铸件加工基准面 reference face formachining of casting6.1.15铸件表面粗糙度 surface roughness ofcasting6.2浇冒口系统浇注系统(浇口) gating system, running system6.2.2封闭式浇注系统 choked running system,pressurized gating system6.2.3半封闭式浇注系统 enlarged runnersystem 6.2.4开放式浇注系统 unchoked runningsystem, non-pressurized gating system 6.2.5浇口盆(外浇口) pouring basin6.2.6浇口杯 pouring cup6.2.7浇口塞 blanking-off plug6.2.8直浇道 sprue6.2.9直浇道窝 sprue base6.2.10横浇道 runner6.2.11筛网芯(滤网芯) strainer core6.2.12内浇道 ingate6.2.13离心集渣浇注系统 whirl gate, dirttrap system6.2.14顶注式浇注系统 top gating system6.2.15底注式浇注系统 bottom gating system 6.2.16阶梯式浇注系统 step gating system6.2.17雨淋浇口 shower gate6.2.18缝隙浇口 slot gate6.2.19压边浇口 lip runner, kiss runner6.2.20牛角式浇口 horn gate6.2.21热节 hot spot6.2.22冒口 riser, feeder heed6.2.23冒口效率 riser efficiency6.2.24明冒口 open riser6.2.25暗冒口 blind riser6.2.26侧冒口(边冒口) side riser6.2.27压力冒口 pressure riser6.2.28大气压力冒口 atmospheric riser6.2.29发气压力冒口(气弹冒口)gas-deliveredpressure riser6.2.30透气砂芯 pencil core6.2.31冒口颈 riser neck6.2.32冒口根 riser pad6.2.33保温冒口套 heat insulating feedersleeve6.2.34发热冒口套 exothermic feeder sleeve 6.2.35补缩距离 feeding distance, feedingzone6.2.36易割冒口 knock-off head6.2.37易割片(易割芯片) washburn core6.3模样6.3.1铸造工艺装备 foundry tools andequipment6.3.2模样(铸模,模) pattern6.3.3母模 master pattern6.3.4金属模 metal pattern6.3.5骨架模 skeleton pattern6.3.6石膏模 plaster pattern6.3.7塑料模 plastic pattern6.3.8整体模 one-piece pattern6.3.9分开模 parted pattern, split pattern6.3.10活块 loose piece6.3.11模板 pattern plate6.3.12模底板 pattern mounting plate6.3.13单面模板 single face pattern plate6.3.14双面模板 match plate6.3.15放样(伸图) hot dimensional drawing 6.3.16缩尺(模样工缩尺) shrinkage rule,pattern-maker’s rule6.4芯盒芯盒 core box脱落式芯盒 troughed core box6.4.3下芯量具 core setting scale6.4.4下芯夹具 core jig6.4.5烘芯板 core drying plate6.5砂箱砂箱 flask, molding box箱带(箱挡) flask bar, cross bar脱箱 snap flask套箱 mold jacket6.5.5套销 hollow pin, stub pin7造型及造芯7.1造型7.1.1造型 molding7.1.2型腔 mold cavity7.1.3铸型(型) mold7.1.4砂型 sand mold7.1.5上型(上箱) cope, top part7.1.6下型(下箱) drag, bottom part7.1.7手工造型 hand molding7.1.8机器造型 machine molding7.1.9自动化造型automatic molding7.1.10分型面 mold joint7.1.11有箱造型 flask molding7.1.12两箱造型 two-part molding7.1.13三箱造型 three-part molding7.1.14不平分型面 stepped joint7.1.15无箱造型 flaskless molding7.1.16脱箱造型 removable flask molding 7.1.17地坑造型 pit molding7.1.18刮板造型 sweep molding7.1.19抛砂造型 impeller ramming, sandslinging molding7.1.20组芯造型 core assembly molding7.1.21假箱造型 oddside molding7.1.22微震压实造型 vibratory squeezingmolding7.1.23高压造型 high pressure molding7.1.24湿砂型(湿型,潮型) green sand mold 7.1.25砂型烘干 mold drying7.1.26干砂型(干型)dry sand mold 7.1.27表面烘干型 skin dried mold7.1.28烂砂泥型 loam mold7.1.29砂床 bed7.1.30过渡角 transition angle7.1.31吊砂 cod7.1.32砂钩 lifter7.1.33负压造型(真空密封造型) vacuummolding7.1.34流态砂造型 fluid sand molding7.1.35漏模 pattern stripping7.1.36填砂 mold-filling7.1.37紧实(紧砂,舂砂) ramming7.1.38震实 jolt ramming7.1.39压实 squeezing ramming7.1.40紧实度 degree of ramming7.1.41二氧化碳法造型 CO2 process7.1.42自硬砂造型 self-hardening sandmolding7.1.43塞砂 tucking7.1.44刮砂 strike-off7.1.45造型生产线 molding line7.1.46刷水 swabbing7.1.47敲模 rapping7.1.48起模(拔模) stripping7.1.49扎出气孔 venting7.1.50排气道 venting channel7.1.51修型 patching7.1.52冷铁 densener, chill7.1.53外冷铁 surface densener7.1.54内冷铁 internal densener7.1.55验型(验箱) trial closing7.1.56合型(合箱,组型) mold assembling,closing7.2造芯7.2.1造芯(制芯) core making7.2.2芯(芯子) core芯骨 core rod, core scab油砂芯 oil sand core预制芯 embeded core, ram up core芯头 core print7.2.7芯座 core print7.2.8芯头斜度 core print taper7.2.9芯头间隙 core print clearance7.2.10壳芯 shell core7.2.11烘芯 core baking7.2.12通气蜡线 vent wax7.2.13冷芯盒法 cold box process7.2.14热芯盒法 hot box process7.2.15芯撑 chaplet7.3造型工具造型工具 hand tools of molding压勺 heart and spoon提沟 cleaner双头铜勺(秋叶) double ended radius sleeker7.3.5镘刀 trowel7.4造型及造芯设备造型机 molding machine压实造型机 squeezing molding machine震击台 bumper振动台 vibrating table7.4.5微震压实造型机 vibratory squeezer7.4.6震实造型机 jolt molding machine7.4.7高压造型机 high pressure moldingmachine7.4.8射压造型机 shooting and squeezingmolding machine7.4.9多触头造型机 equalizing pistonsqueezer7.4.10抛砂机 sand slinger7.4.11起模机 drawing machine7.4.12射砂机 core shooter7.4.13挤芯机 core extruder7.4.14铸型输送机 mold conveyor8铸件落砂及清理8.1落砂及清理落砂 shake-out, knock-out除芯 decoring喷砂清理 sand blasting抛丸清理 shot blasting水力清砂 hydraulic cleaning水砂清砂 hydraulic blast8.1.7清理 cleaning, fettling8.1.8清砂 cleaning8.1.9火焰表面清理 scarfing8.1.10清铲 chipping8.1.11化学清砂 chemical cleaning8.1.12精整 dressing and finishing8.1.13落砂机 knock-out machine8.1.14抛丸清理机 shot blast machine8.1.15清理滚筒 tumbling barrel8.1.16抛丸落砂清理设备 shot blast reclaimingequipment8.1.17悬挂式磨轮 swing frame grinder8.2修补及矫正矫正 coining, straightening焊补 repair welding渗补 impregnation9特种铸造9.1金属型铸造金属型铸造 permanent mold casting, gravity die casting金属型 metal mold金属芯 metal core覆砂金属型 sand-lined metal mold排气塞 venting plug排气槽 air vent龟裂 heat checking金属型铸造机 gravity die casting machine 9.2压力铸造9.2.1压力铸造(压铸) die casting, pressuredie casting9.2.2压铸型 die-casting die, die9.2.3动型 moving die, ejector die half9.2.4定型 fixed die, cover die half9.2.5合型力 clamping force , die lockingforce9.2.6压室 pressure chamber9.2.7鹅颈管 gooseneck9.2.8分流器 spreader, sprue spreader9.2.9顶杆 ejector pin9.2.10溢流槽 overflow well9.2.11压射冲头(压室) injection piston,plunger9.2.12压射比压 injection pressure9.2.13压射速度 injection speed9.2.14保压时间 dwell time9.2.15真空压铸 evacuated die casting,vacuum die casting9.2.16充氧压铸 pore-free die casting9.2.17双冲头压铸(精速密压铸)acurad(accurate?) die casting9.2.18压铸机 die casting machine9.2.19冷室压铸机 cold chamber die castingmachine9.2.20热室压铸机 hot chamber die castingmachine9.2.21镶铸法 insert process9.3离心铸造9.3.1离心铸造 true centrifugal casting9.3.2半离心铸造 semi-centrifugal casting9.3.3离心浇注 centrifugal pressure casting,centrifuge casting9.3.4双金属离心铸造 bimetal centrifugalcasting9.3.5离心铸造机 centrifugal casting machine 9.4熔模铸造失模铸造 lost pattern casting9.4.2熔模铸造(失蜡铸造) fusible patternmolding, lost-wax molding9.4.3压制熔模 fusible pattern injection9.4.4压型 pattern die9.4.5熔模 fusible pattern9.4.6盐模salt pattern9.4.7蜡模 wax-pattern9.4.8模组 pattern assembly9.4.9熔模涂料(浆料) slurry9.4.10面层涂料 investment precoat9.4.11撒砂 stuccoing9.4.12脱蜡 dewaxing9.4.13熔烧 sintering9.5壳型铸造9.5.1壳型铸造 shell molding9.5.2结壳时间 investing time9.5.3结壳温度 investing temperature9.5.4硬化温度 curing temperature9.5.5硬化时间 curing time9.6其它铸造方法陶瓷型铸造 ceramic molding陶瓷型浆料 ceramic slurry9.6.3灌浆 paste pouring9.6.4喷烧 torch firing9.6.5低压铸造 low-pressure die casting9.6.6充型压力 mold filling pressure9.6.7保压压力 dwell pressure9.6.8升液管 stalk9.6.9真空吸铸 suction casting9.6.10差压铸造(反压铸造) counter-pressurecasting9.6.11实型铸造 full mold process, cavitylesscasting9.6.12泡沫塑料模 styrofoam pattern9.6.13磁型铸造(磁丸铸造) magnetic shotmolding process9.6.14凝壳铸造 slush casting9.6.15石膏型铸造 plaster molding9.6.16连续铸造 continuous casting10 铸件质量及铸件缺陷铸件质量基本术语10.1.1铸件检验 inspection of casting10.1.2铸件质量分析 quality analysis ofcasting10.1.3铸件外观质量 visual quality of casting 10.1.4铸件内在质量 internal quality ofcasting10.1.5铸件使用性能 service ability of casting 10.1.6单铸试块 separated test bar of casting 10.1.7附铸试块 test lug10.1.8缺陷铸件 defective casting10.1.9废品 reject 10.1.10无损检验(无损探伤) nondestructiveinspection10.1.11破坏性试验 destructive testing10.2多肉类缺陷10.2.1飞翅(飞边) joint flash10.2.2毛刺 veining10.2.3抬型(抬箱) cope raise , raised mold 10.2.4胀箱 swell10.2.5冲砂 erosion, cut, wash10.2.6掉砂 drop, crush10.2.7外渗物(外渗豆) sweat10.3孔洞类缺陷气孔 blow hole针孔 pinhole缩孔 shrinkage10.3.4缩松 dispersed shrinkage10.3.5疏松(显微缩松) porositymicroshrinkage10.4裂纹、冷隔类缺陷10.4.1冷裂 cold cracking10.4.2热裂 hot tearing10.4.3热处理裂纹 heat treatment crack10.4.4白点(发裂) flake10.4.5冷隔 cold shut, cold lap10.4.6浇注断流 interrupted pour10.5表面缺陷鼠尾 rat-tail沟漕 buckle夹砂结疤(夹砂) scab10.5.4机械粘砂(渗透粘砂) metal penetration 10.5.5化学粘砂(烧结粘砂)burn-on10.5.6表面粗糙 rough surface10.5.7皱皮 elephant skin10.5.8缩陷 depression10.6残缺类缺陷浇不到 misrun未浇满 poured short跑火 run-out, bleeding型漏(漏箱)run-out, bleeding10.6.5损伤(机械损伤)damage10.7形状及重量差错类缺陷拉长 exaggeration of dimension超重 over-weight变形 distortion, warping错型(错箱) shift错芯 core shift偏芯(漂芯) core raised, corelift10.8夹杂类缺陷夹杂物 inclusion冷豆 cold shot内渗物(内渗豆) internal sweat 渣气孔 scum, slag-blow hole砂眼 sand inclusion10.9性能、成分、组织不合格亮皮 pearlite layer菜花头 cauli-flowering石墨飘浮 carbon floatation石墨集结 kish graphite spot组织粗大 open grain structure偏析 segregation硬点 hard spot反白口 inverse chill球化不良 under-nodularizing球化衰退 degradated spheroidisation 脱碳 decarburization。
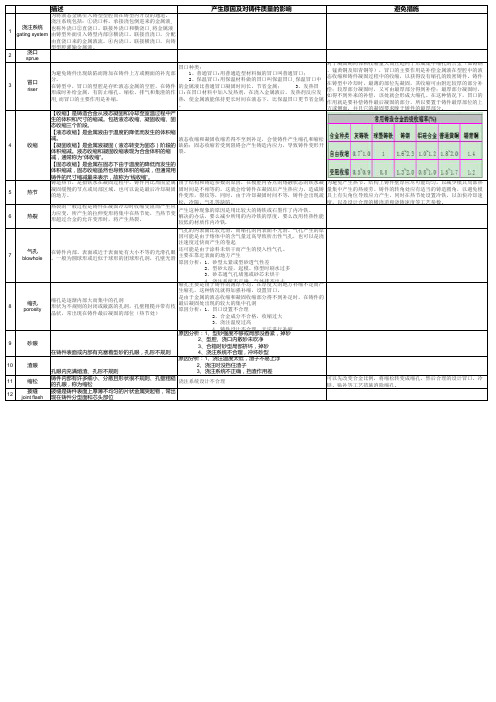
•铸件的常见缺陷:•砂型铸造铸件缺陷有:冷隔、浇不足、气孔、粘砂、夹砂、砂眼、胀砂等。
•1.冷隔和浇不到•液态金属充型能力不足,或充型条件较差,在型腔被填满之前,金属液便停止流动,将使铸件产生浇不足或冷隔缺陷。
•浇不到时,会使铸件不能获得完整的形状;•冷隔时,铸件虽可获得完整的外形,但因存有未完全融合的接缝,铸件的力学性能严重受损。
•防止浇不足和冷隔:提高浇注温度与浇注速度。
•2.气孔•气体在金属液结壳之前未及时逸出,在铸件内生成的孔洞类缺陷。
防止气孔的产生:降低金属液中的含气量,增大砂型的透气性,以及在型腔的最高处增设出气冒口等。
•3.粘砂•铸件表面上粘附有一层难以清除的砂粒防止粘砂:在型砂中加入煤粉,以及在铸型表面涂刷防粘砂涂料等。
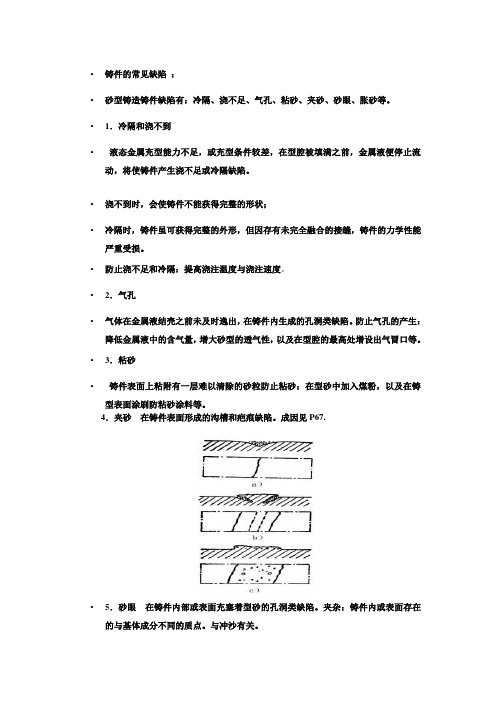
4.夹砂在铸件表面形成的沟槽和疤痕缺陷。
成因见P67.•5.砂眼在铸件内部或表面充塞着型砂的孔洞类缺陷。
夹杂:铸件内或表面存在的与基体成分不同的质点。
与冲沙有关。
• 6. 冲沙砂型表面被金属液冲刷掉,并在铸件表面流下不规则粗糙的金属瘤状物。
•7.胀砂浇注时在金属液的压力作用下,铸型型壁移动,铸件局部胀大形成的缺陷。
为了防止胀砂,应提高砂型强度、砂箱刚度、加大合箱时的压箱力或紧固力,并适当降低浇注温度,使金属液的表面提早结壳,以降低金属液对铸型的压力其他几个铸造名词:•热节:在凝固过程中,铸件内比周围金属凝固缓慢的节点或局部区域。
这个部位凝固慢,容易产生缩孔!•退让性:铸件在冷凝时,体积发生收缩,型砂应具有一定的被压缩的能力,称为退让性。
型砂的退让性不好,铸件易产生内应力或开裂。
型砂越紧实,退让性越差。
在型砂中加入木屑等物可以提高退让性。
铸造缺陷知识简介铸造缺陷就是导致铸件性能低下,使用寿命短、报废和失效的重要原因。
消除或减少铸造缺陷是铸件质量控制的重要组成部分。
铸件缺陷种类繁多,形貌各异。
各国对铸件缺陷的分类、名称和定义的规定不尽相同。
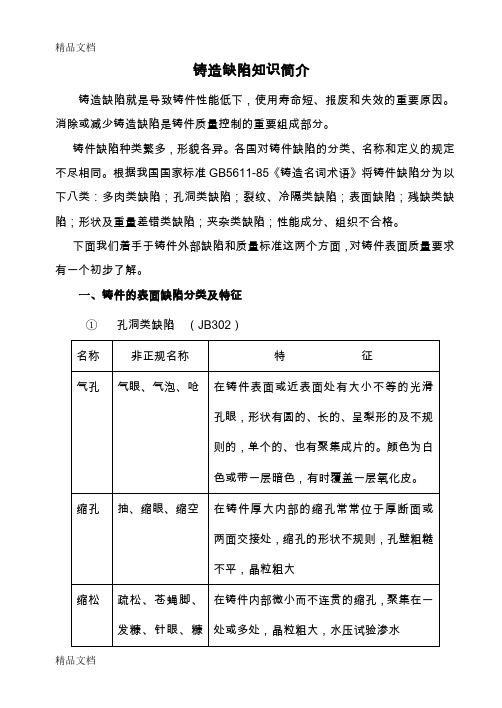
根据我国国家标准GB5611-85《铸造名词术语》将铸件缺陷分为以下八类:多肉类缺陷;孔洞类缺陷;裂纹、冷隔类缺陷;表面缺陷;残缺类缺陷;形状及重量差错类缺陷;夹杂类缺陷;性能成分、组织不合格。
下面我们着手于铸件外部缺陷和质量标准这两个方面,对铸件表面质量要求有一个初步了解。
一、铸件的表面缺陷分类及特征①孔洞类缺陷(JB302)皮下气孔缩孔砂眼(坑)缩孔缩孔皮下气孔气孔气孔A 气孔也叫气眼、气泡、针孔、气疏松、气缩孔;以大小不同可分为宏观和微观气孔;以存在部位不同可分为表面气孔、皮下气孔、内部气孔;气孔由气体而生成。
生成气孔的气体主要是CO、CO2、H2、O2、N2等。
气体主要来自三方面,即来自金属、造型材料、大气。
气孔生成的原因:型砂中的水分,粘结剂中所含的挥发物都会受热变为气体。
当气体温度升高,水变为水蒸气时,体积要膨胀,水蒸气分解为氢和氧时,体积还要膨胀。
如这种膨胀受到阻碍,则产生压力,此压力在砂型透气性不良的情况下,能冲破金属表面凝固膜,而穿入铸件内部生成气孔。
气体一面运动,一面膨胀,所以形成一个细颈而后扩大的形状,使整个气孔像个梨形,细颈方向指向气体来源方向。
细颈指向铸件表面说明气体来源于造型材料,这种气孔在表面有的是封闭的看不到,要热处理后经抛丸后才能发现;有的是可以看到,表面看起来孔较小,但离表面越距离越深孔越大,其所产生的气孔是局部的。
细颈指向铸件内部说明气体来源于金属本身,这种气孔就是我们常说的气孔钢,是金属在冶炼过程中除气不良造成的。
这种气孔分布于铸件全身,所浇整炉铸件均应报废。
气孔的特征:在铸件表面或近表面处有大小不等的光滑孔眼,形状有圆的、长的、呈梨形的及不规则的,单个的、也有聚集成片的。