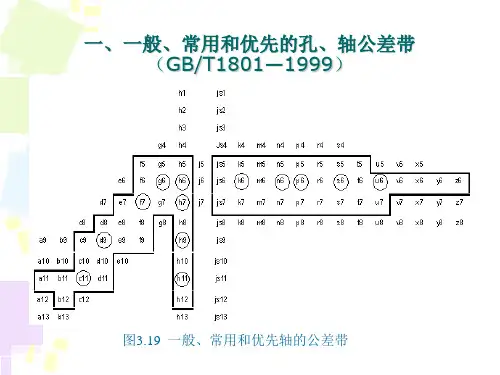
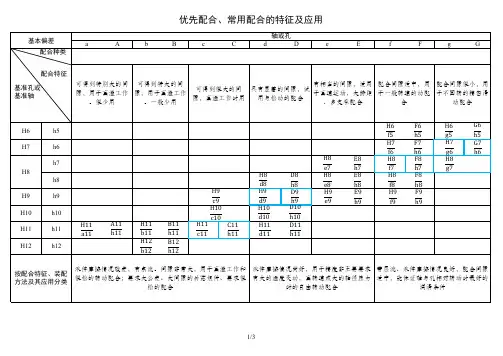
一般常用和优先的公差带与配合
- 格式:ppt
- 大小:2.27 MB
- 文档页数:35
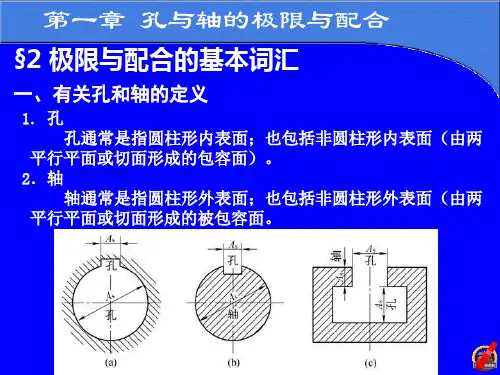
《互换性与测量技术基础》第一章要点一、极限与配合(公差与配合)的基本概念1.有关孔和轴的定义孔和轴是广义的,孔是包容面,内部无材料;轴是被包容面,外部无材料。
2.有关尺寸的术语及其定义尺寸:由设计者给定,由数字和长度单位(一般为mm)组成。
基本尺寸:孔为D,轴为d,当孔和轴配合时,D=d实际尺寸:孔D a,轴d a,通过测量得到,存在测量误差,非真值。
局部实际尺寸:不同部位的实际尺寸各不相同。
极限尺寸:孔D max,D min,轴d max,d min最大实体状态(MMC)和尺寸:孔D min,轴d max最小实体状态(MMC)和尺寸:孔D max,轴d min3.有关公差和偏差的术语及其定义偏差是某一尺寸减其基本尺寸所得的代数差。
极限偏差指上偏差(ES,es)和下偏差(EI,ei)。
孔的上下偏差:ES= D max–D, EI= D min–D;孔的实际偏差必须在上下偏差之间。
轴的上下偏差:es= d max-d, ei= d min-d; 轴的实际偏差必须在上下偏差之间。
偏差可为正值、负值或零。
偏差值除零外,应标上相应的“+”号或“-”号。
偏差影响配合松紧。
公差是允许尺寸的变动量。
公差为绝对值,不能为零。
孔公差:T D=| D max - D min |=|ES-EI|轴公差:T d=| d max - d min |=|es-ei|极限偏差和公差都是设计给定的,反映使用要求。
公差反映尺寸制造精度,公差值越小,精度越高,制造越困难。
公差带由公差带大小和公差带位置决定,公差带大小由标准公差确定,位置由基本偏差确定。
4.有关配合的术语及其定义配合是孔和轴公差带之间的关系,是设计时对一批孔、轴提出的要求,不是指某一对孔和轴结合的松紧。
配合种类:间隙配合、过渡配合和过盈配合。
间隙配合:最大间隙X max=D max-d min=ES-ei,最小间隙X min=D min-d max=EI-es,过渡配合:最大间隙X max=D max-d min=ES-ei,最大过盈Y max=D min-d max=Ei-e过盈配合:最大过盈Y max=D min-d max=Ei-es, 最小过盈Y min=D max-d min=ES-ei配合公差是组成配合的孔、轴公差之和。
公差配合的一般常识作为一名优秀的维修钳工必须要懂得公差与配合的基本知识,一个钳工的水平到底怎么样,不是看你做得快不快,而是看你做得精不精,精就体现在控制公差与配合上。
1、公差是指允许工件尺寸、几何形状和相互位置变动的范围,用以限制加工误差。
它是由设计人员给定的,不能为零,是绝对值。
它反映对制造精度的要求,体现加工的难易程度。
成批大量生产要求零、部件有互换性,而制造又必然存在误差,因此,只有将公差控制在一定的范围内才有可能实现互换性生产。
所以我们在设计中标注公差时,一定要使所标注的公差能保证零件的互换性。
规定公差值T的大小顺序应为:T尺寸>T位置>T形状>Ra(Rz)其中Ra(Rz)——表面粗糙度参数。
公差与配合在机械制造中使用得最广泛的是孔与轴的结合。
为了经济地满足使用要求,应该对尺寸公差与配合进行标准化。
公差与配合的标准化不仅可以防止产品尺寸设计中的混乱现象,有利于工艺过程的经济性及产品的使用与维护,而且还可实现刀具和量具的标准化。
公差与配合标准已成为机械工业中应用最广、涉及面最大的一个极为重要的基础标准。
孔主要指圆柱形的内表面,也包括其他内表面中由单一尺寸确定的部分。
轴主要指圆柱形的外表面,也包括其他外表面中由单一尺寸确定的部分。
从装配关系讲,孔是包容面,在它之内无材料,称为内表面;轴是被包容面,在它之外无材料,称为外表面。
尺寸:用特定单位表示长度值的数字。
在机械制造中一般用mm作为特定单位。
基本尺寸设计给定的尺寸。
孔的基本尺寸以D表示,轴的基本尺寸以d表示。
基本尺寸是在设计中通过运动、强度、刚度、结构等条件计算并经标准化了的尺寸。
它是精度设计的起始尺寸,只表示尺寸的基本大小,并不一定是在实际加工中要求得到的尺寸。
实际尺寸:通过测量得到的尺寸。
孔的实际尺寸以Da表示,轴的实际尺寸以da表示。
由于存在测量器具、方式、人员和环境等因素造成的测量误差,所以实际尺寸并非尺寸的真值。