数控加工工序卡完整版
- 格式:doc
- 大小:280.50 KB
- 文档页数:6

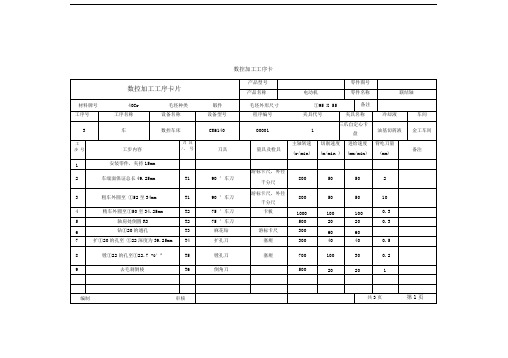
武汉软件工程职业学院数控机械加工工序卡产品型号零(部)件图号文件编号产品名称铣床支承套零件零(部)件名称共页第页车间工序号工序名材料牌号102 1 外形铣削45#钢毛坯种类毛坯外形尺寸毛坯件数每台件数160x120x40mm1 1设备名称设备型号设备编号同时加工件数华中数控夹具编号夹具名称切削液水乳溶液工位器具编号工位器具名称工序工时单件准终工步号工步内容刀具进给行程主轴转速n切削速度Vc进给量f切削深度ap进给次数工步工时T码种类规格刀辅具长度半径长度补偿半径补偿加工切入切出单件准终01 铣平面面铣刀120 20 25 0 25 600 54 100 102 铣24x135.5槽平面铣刀120 5 2 31 33 600 70 100 103 铣Φ 100半圆面铣刀120 50 16 33 49 600 75 100 104 铣12x17槽平面铣刀120 5 20 49 69 600 60 100 105 钻孔Φ30麻花钻120 15 16 69 85 600 60 100 106 钻孔Φ16麻花钻120 8 4 85 89 600 65 100 108 铣R103半球体平面铣刀120 5 5 89 94 600 65 100 1编制(日期)审核(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期。


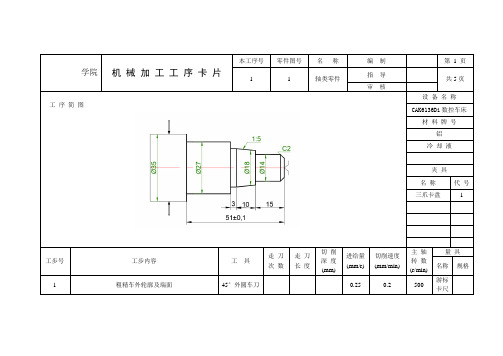
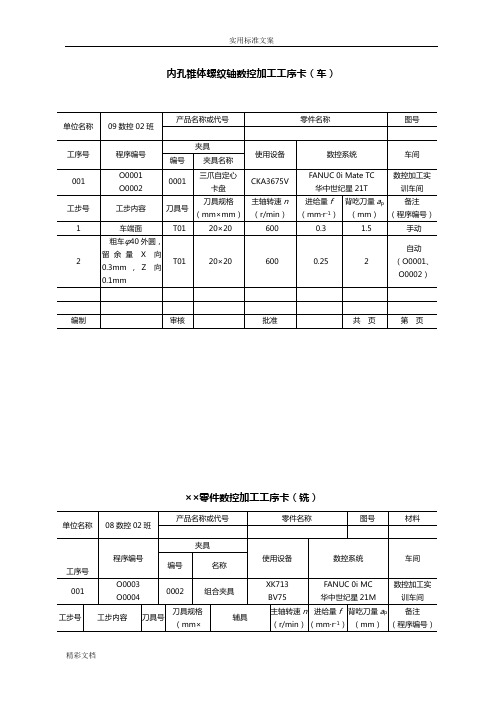
学院机械加工工序卡片11 1 轴类零件指导共5页审核工序简图设备名称CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘 1工步号工步内容工具走刀次数走刀长度切削深度(mm)进给量(mm/r)切削速度(mm/min)主轴转数(r/min)量具名称规格1 粗精车外轮廓及端面45°外圆车刀0.25 0.2 500 游标卡尺学院机械加工工序卡片22 2 轴类零件指导共5页审核工序简图设备名称CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘 1工步号工步内容工具走刀次数走刀长度切削深度(mm)进给量(mm/r)切削速度(mm/min)主轴转数(r/min)量具名称规格2 切退刀槽3mm切槽刀 2 0.2 0.2 500 游标卡尺学院机械加工工序卡片33 3 轴类零件指导共5页审核工序简图设备名称CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘 1工步号工步内容工具走刀次数走刀长度切削深度(mm)进给量(mm/r)切削速度(mm/min)主轴转数(r/min)量具名称规格3 车M14×1.5的螺纹60°螺纹车刀0.2 0.2 500 游标卡尺学院机械加工工序卡片44 4 轴类零件指导共5页审核工序简图设备名称CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘 1工步号工步内容工具走刀次数走刀长度切削深度(mm)进给量(mm/r)切削速度(mm/min)主轴转数(r/min量具名称规格4 车R8的圆弧面60°螺纹车刀0.2 0.2 500 游标卡尺学院机械加工工序卡片55 5 轴类零件指导共5页审核工序简图设备名称CAK6136Di数控车床材料牌号铝冷却液夹具名称代号三爪卡盘 1工步号工步内容工具走刀次数走刀长度切削深度(mm)进给量(mm/r)切削速度(mm/min)主轴转数(r/min量具名称规格5 切断3mm切槽刀0.2 0.2 500 游标卡尺。


数控加工工序卡
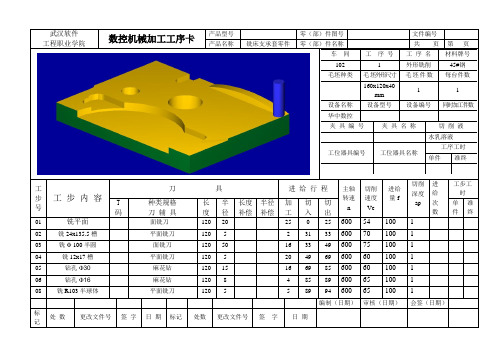
零件名称键型凸模零件图号JXTM01-001夹具名称精密虎钳设备名称及型号数控铣床HNC-22M
材料名称及
牌号45硬度HRC18-22工序名称
数控综合加
工
工序号80
工
步号工步内容
切削用量刀具量具
n V f f编号名称名称
1粗加工上表面4503000.1331.5T1φ80端
面铣刀
(5个刀
片)
25-50外径千分
尺
2精加工上表面8001600.040.1T1φ80端
面铣刀
(5个刀
片)
25-50外径千分尺
3粗加工两个外形轮廓面
5001200.082T7
φ16
粗齿3
刃立铣
刀
0-200游标卡尺
4铣削边角料
5点孔加工12001200.11.5T5φ3中心钻
编程
表一:典型模具零件(键型凸模)加工工艺卡
键型凸模机械加工工艺过程卡。
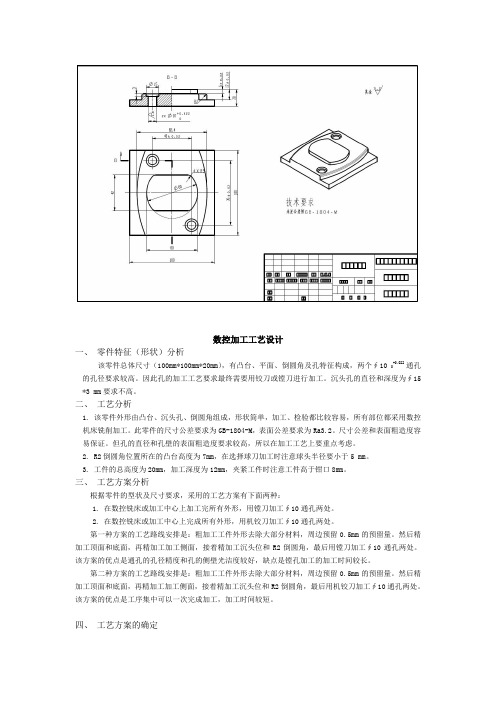
数控加工工艺设计一、零件特征(形状)分析该零件总体尺寸(100mm*100mm*20mm),有凸台、平面、倒圆角及孔特征构成,两个∮10 0+0.022通孔的孔径要求较高。
因此孔的加工工艺要求最终需要用铰刀或镗刀进行加工。
沉头孔的直径和深度为∮15 *3 mm要求不高。
二、工艺分析1. 该零件外形由凸台、沉头孔、倒圆角组成,形状简单,加工、检验都比较容易,所有部位都采用数控机床铣削加工。
此零件的尺寸公差要求为GB-1804-M,表面公差要求为Ra3.2。
尺寸公差和表面粗造度容易保证。
但孔的直径和孔壁的表面粗造度要求较高,所以在加工工艺上要重点考虑。
2. R2倒圆角位置所在的凸台高度为7mm,在选择球刀加工时注意球头半径要小于5 mm。
3. 工件的总高度为20mm,加工深度为12mm,夹紧工件时注意工件高于钳口8mm。
三、工艺方案分析根据零件的型状及尺寸要求,采用的工艺方案有下面两种:1. 在数控铣床或加工中心上加工完所有外形,用镗刀加工∮10通孔两处。
2. 在数控铣床或加工中心上完成所有外形,用机铰刀加工∮10通孔两处。
第一种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用镗刀加工∮10通孔两处。
该方案的优点是通孔的孔径精度和孔的侧壁光洁度较好,缺点是镗孔加工的加工时间较长。
第二种方案的工艺路线安排是:粗加工工件外形去除大部分材料,周边预留0.5mm的预留量。
然后精加工顶面和底面,再精加工加工侧面,接着精加工沉头位和R2倒圆角,最后用机铰刀加工∮10通孔两处。
该方案的优点是工序集中可以一次完成加工,加工时间较短。
四、工艺方案的确定此零件的外形各个部分的尺寸精度及表面光洁度要求不高,采用数控铣床加工比较容易达到要求,但通孔的尺寸精度及孔壁的表面精度要求比较高,需要采用镗刀或者机铰刀加工才能达到加工要求。
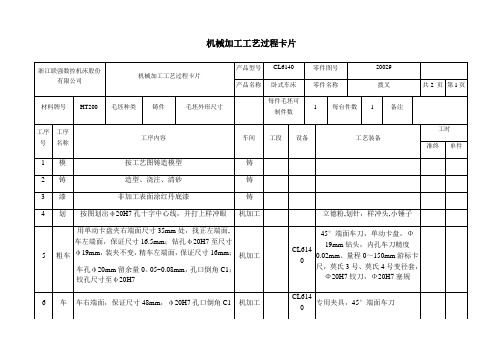
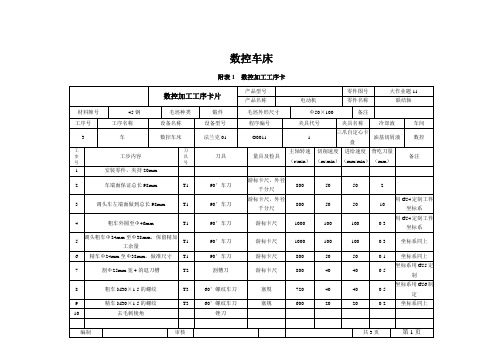
数控加工工序卡完整版-CAL-FENGHAI-(2020YEAR-YICAI)_JINGBIAN新乡学院数控加工工序卡片产品型号零件图号01共 5 页产品名称轴类零件的加工零件名称轴类零件第 1页工序号 1工序名称钻孔毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时工步号工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额刀量量、辅具1 2 3 4 5 机动辅助1 中心钻3mm26mm 1200 12 钻孔30 26mm 5002设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 2 页工序号 2工序名称粗、精车左端内轮廓毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时工步号工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额刀号量、辅具1 2 3 4 5 机动辅助31 粗车零件左端内轮廓126 T0101游卡0.2600 22 精车零件左端内轮廓0.5 26 T0101游卡0.11000 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 3 页工序号 2工序名称粗、精车零件左端外轮廓毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时工步工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额号刀号量、辅具1 2 3 4 5 机动辅助1 粗车零件左端外轮廓235 T0202游卡0.2500 22 精车零件左端外轮廓0.5 35 T0202游卡0.11000 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 3 页工序号 3工序名称粗、精车零件右端外轮廓毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘冷却液工序工时5工步号工步内容单边余量(毫米)走刀长度(毫米)工艺装备切削速度(米/分)主轴转速(转/分)走刀量(毫米/分)走刀次数吃刀深度工时定额刀量量、辅具1 2 3 4 5 机动辅助1 粗车零件右端外轮廓2 80 T0202游卡0.1 500 22 精车零件右端外轮廓0.5 80 T0202游卡0.2 1000 1设计(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期2013、12 2013、12 2013、12 杨卫兵新乡学院数控加工工序卡片产品型号零件图号01 共 5 页产品名称轴类零件的加工零件名称轴类零件第 4 页工序号 4工序名称退刀槽、车外螺纹毛坯材料棒料毛坯种类锻件毛坯尺寸Φ50x130mm每坯件数 1每台太数 1设备编号设备名称数控车床夹具编号夹具名称三爪卡盘67。

礼县东城小学假期阅读记录卡五年级的怎么写
内容摘要:
三国讲述了东汉末年黄巾之乱开始,:刘备、关羽、张飞,他们三个人桃园三结义,三顾茅庐请诸葛亮,又齐心协力共建蜀汉,并和东吴一起打魏国。
再结了五虎上将:关羽、张飞、黄忠、赵云、马超,与魏国五良大将:张辽、张郃、徐晃、于禁、乐进大战直至三国鼎立,最后蜀汉降,东吴灭,曹魏亡,三国皆归于司马家族的故事……
阅读心得:
三国时期战事连绵,哀鸿遍野的战争场面及人才辈出、各领风骚的英雄时代。
向后人展示了:雄才伟略,足智多谋,尽在三国。
看完这本书,我觉得打仗和学习一样,都是用脑子才获得战果。
关羽是五虎大将之首,不幸战死、常胜将军赵云(赵子龙)是长寿将军,不幸战死、聪明的诸葛亮,也是死,可为什么人家是战死?诸葛亮是病死,如果每次打仗都考虑周全,或许关羽、赵云他们活的时间更长,或许能帮助刘备恢复汉室。
所以打仗要多动脑子。
学习也要多动脑子,才会学的更好。

工序号1
工序名称钻孔
毛坯材料棒料
毛坯种类锻件
毛坯尺寸Φ50x130mm
每坯件数1
每台太数1
设备编号
设备名称数控车床
夹具编号
夹具名称三爪卡盘
冷却液
工序工时
工
步号工步内容单边余
量
走刀长度)
工艺装备
切削速
度
主轴转
速
走刀量
走刀次
数
吃刀深度工时定额
刀量量、辅具12345机动辅助
1中心钻3mm26mm12001
2钻孔3026mm500
设计(日期)审核(日期)标准化(日期)会签(日期)
工序号2
工序名称粗、精车左端内轮廓
毛坯材料棒料
毛坯种类锻件
毛坯尺寸Φ50x130mm
每坯件数1
每台太数1
设备编号
设备名称数控车床
夹具编号
夹具名称三爪卡盘
冷却液
工序工时
工
步号工步内容单边余
量
走刀长度)
工艺装备
切削速
度
主轴转
速
走刀量
走刀次
数
吃刀深度工时定额
刀号量、辅具12345机动辅助
1粗车零件左端内轮廓126T0101游卡6002
2精车零件左端内轮廓26T0101游卡10001
设计(日期)审核(日期)标准化(日期)会签(日期)
工序号2
工序名称粗、精车零件左端外轮廓
毛坯材料棒料
毛坯种类锻件
毛坯尺寸Φ50x130mm
每坯件数1
每台太数1
设备编号
设备名称数控车床
夹具编号
夹具名称三爪卡盘
冷却液
工序工时
工
步号工步内容单边余
量
走刀长度)
工艺装备
切削速
度
主轴转
速
走刀量
走刀次
数
吃刀深度工时定额
刀号量、辅具12345机动辅助
1粗车零件左端外轮廓235T0202游卡5002
2精车零件左端外轮廓35T0202游卡10001
设计(日期)审核(日期)标准化(日期)会签(日期)
工序号3
工序名称粗、精车零件右端外轮廓
毛坯材料棒料
毛坯种类锻件
毛坯尺寸Φ50x130mm
每坯件数1
每台太数1
设备编号
设备名称数控车床
夹具编号
夹具名称三爪卡盘
冷却液
工序工时
工
步号工步内容单边余
量
走刀长度)
工艺装备
切削速
度
主轴转
速
走刀量
走刀次
数
吃刀深度工时定额
刀量量、辅具12345机动辅助
1粗车零件右端外轮廓280T0202游卡5002
2精车零件右端外轮廓80T0202游卡10001
设计(日期)审核(日期)标准化(日期)会签(日期)
工序号4
工序名称退刀槽、车外螺纹
毛坯材料棒料
毛坯种类锻件
毛坯尺寸Φ50x130mm
每坯件数1
每台太数1
设备编号
设备名称数控车床
夹具编号
夹具名称三爪卡盘
冷却液
工序工时
工
步号工步内容单边余
量
走刀长度)
工艺装备
切削速
度
主轴转
速
走刀量
走刀次
数
吃刀深度工时定额
刀量量、辅具12345机动辅助
1切4mm×2mm退刀槽218T0303游卡3501
2车削M20mm×2mm外螺纹16T0404游卡4001
设计(日期)审核(日期)标准化(日期)会签(日期)。