胶囊剂生产过程 的质量监督控制规程
- 格式:doc
- 大小:42.00 KB
- 文档页数:6

目录1 产品概述2 处方和批准文号3 工艺流程图4 原药材的整理炮制5制剂操作过程及过程控制要求6 原辅料质量标准和检验方法7 中间产品质量要求和检验方法8 成品质量标准和检验方法9 包装材料和包装规格、质量标准10说明书、产品包装文字说明和标志11设备一览表及主要设备生产能力12 物料平衡、收率的指标及计算公式1 产品概述1.1 产品特点1.1.1 性状本品为胶囊剂,内容物为黄棕色粉末,气微香,味苦。
1.1.2 功能与主治:具有改善睡眠功能。
1.1.3 用法与用量:每日1次,每次3粒,口服。
1.1.4 规格:每粒胶囊装0.35克。
1.1.5 有效期:二年1.2 处方来源:2 处方和批准文号2.1 处方11254 7.0 g 192kg11211 3.5g 96kg11097 3.5g 96kg11172 2.1g 58kg11044 2.1g 58kg合计 18.2g 500kg 制成胶囊5粒13.7万粒2.2 批准文号:3 工艺流程图4.原药材整理炮制4.1 炮制依据:《中国药典》2005年版一部。
4.2 整理炮制方法4.2.1 酸枣仁:除去杂质,粉碎成最粗粉。
4.2.2 桑椹:除去杂质。
4.2.3 合欢花:除去杂质。
4.2.4 五味子: 除去杂质,用时捣碎。
4.2.5 柏子仁:除去杂质。
5 制剂操作过程及过程控制要求5.1 称量配料工序:按照每批处方量称量各种药材备用。
5.2 提取、浓缩5.2.1 提取:将已备好的五味药材称量复核,复核后的药材投入提取罐内,加6倍量的饮用水,浸泡2-3小时后,升温第一次煎煮,煎煮2小时后,放液,药液用300目滤布过滤;第二次加4倍量的水,煎煮1.5小时,放液,过滤,合并滤液,将滤液放入贮罐静置2-6小时,备用。
5.2.2一次浓缩:将静置后的上清液减压浓缩,真空度为-0.060~-0.085Mpa,温度为60℃±5℃,浓缩至相对密度为1.10~1.15时(60℃±5℃测),收取浓缩液(1),备用。
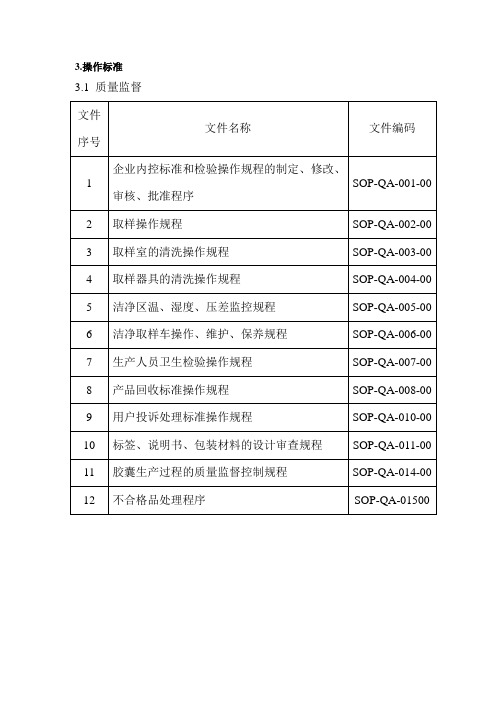
3.操作标准3.1 质量监督目的:为了确保药品质量,使公司生产的药品在法定标准的基础上进一步提高,特制定企业内控标准和检验操作规程的制定、修改、审核、批准规程。
范围:成品、中间产品、物料的内控标准和检验操作规程。
责任人:质管部、生产部、供销部。
内容:1、内控标准和检验操作规程由质管部门负责制定,制定的依据是法定标准及近两年来产品的质量情况统计分析表,并在此基础上有一定提高。
2、质管部门将制定的内控标准和检验操作规程草案会同生产部的技术人员进行讨论,提出修改意见,形成共同认可的公司内控标准和检验操作规程初步方案。
3、将已经过质管、技术、生产部门讨论修改过的内控标准方案交质管部部长审核,总经理批准, 检验操作规程初步方案由QA填写《检验方法变更情况表》(REC-QA-029-00)经质管部部长批准。
4、由质管部负责将批准生效的内控标准和检验操作规程以文件的形式发到公司有关部门,并规定新文件执行日期即旧文件作废日期。
目的:建立原料、辅料、包装材料、中间产品及成品的取样程序。
范围:适用于公司的所有原料、辅料、包装材料、中间产品及成品的取样。
责任人:QA检查员、仓库管理员、生产部相关人员内容:1、取样人员:QA(水质采样由QC除外)2、取样地点:直接入药的原辅料及直接接触药品的包装材料和聚乙烯袋的取样在仓库洁净取样车中进行;非直接接触药品的包装材料的取样在仓库待验区中进行;中间产品的取样在车间洁净区中进行;成品取样在车间外包工序包装封箱前进行。
3、取样工具和盛样器具。
3.1在洁净取样车和车间洁净区内的取样工具和盛样器具的卫生要求:直接接触药品的取样工具和盛样器具均不得与药品发生化学作用, 微生物限度检查用样品的取样工具和盛样器具须经灭菌处理,使用前必须严格按《取样器具的清洗操作规程》(SOP-QA-004-00)洗净消毒,并且在有效期内。
直接接触药品的取样工具在使用后,及时洗净,并按《取样器具的清洗操作规程》(SOP-QA-004-00)洗净消毒,放入无毒塑料袋包好,并贮存于仓库洁净取样车内备用。
胶囊剂的生产操作规程胶囊剂是一种常见的药物剂型,其生产操作规程具体包括以下内容:一、准备工作:1. 开具生产操作单:根据生产计划,制定生产操作单,明确生产操作流程和工艺要求。
2. 准备原辅料:准备所需的药品原料、辅料和包装材料,并进行验收。
3. 准备设备:检查生产设备的运行状态、清洁程度和验收合格证明。
二、药品原料的准备:1. 原辅料称量:按照配方要求,精确称量所需的药品原料和辅料,并进行标识。
2. 药品原料的检验:对所采购的药品原料进行质量检验,包括外观、纯度、含水量等指标。
3. 药品原料的分容:如果需要进行溶解或稀释,按照工艺要求进行分容。
三、胶囊剂的制备:1. 胶囊的制备:按照配方要求,将称量好的原辅料通过合适的工艺操作进行混合、搅拌、溶解等处理。
2. 胶囊的成型:将制备好的药物混合物填充进胶囊中,通过专用设备进行胶囊的封闭和成型。
3. 胶囊的干燥:如果需要对胶囊进行干燥处理,按照工艺要求进行相关的干燥操作。
四、胶囊剂的包装:1. 包装材料的准备:准备好胶囊剂的包装材料,包括胶囊、瓶子、标签等。
2. 胶囊的装瓶:将制备好的胶囊按照一定的数量和规格装入瓶子中,并进行称重和密封。
3. 标签的贴附:为每个瓶子贴上相应的标签,标注药品的名称、规格、批号等信息。
4. 包装的称重和封装:将装瓶好的胶囊剂进行称重和封装,以确保每个包装的准确。
五、生产记录和清洁:1. 生产记录的填写:对每个生产批次进行详细的记录,包括生产时间、生产员工、原辅料使用情况、操作步骤等。
2. 工艺设备的清洁:每次生产结束后,对生产设备进行彻底的清洁和消毒处理,确保下一次生产不受污染。
六、质量控制:1. 质量检验:对生产的胶囊剂进行质量检验,包括外观检查、重量测定、含量测定、溶解度等指标的测试。
2. 质量控制记录:记录和跟踪每个生产批次的质量控制情况,确保产品符合规定的质量标准。
3. 异常处理和纠正措施:如果发现产品质量不符合规定,及时采取相应的纠正措施,避免同样问题再次发生。
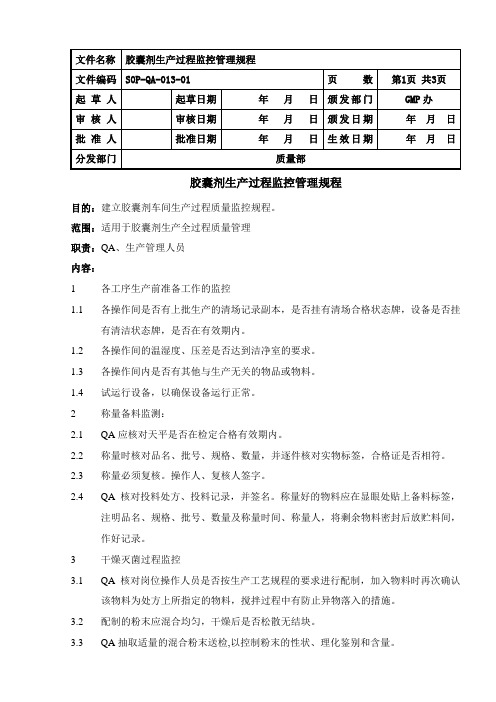
胶囊剂生产过程监控管理规程目的:建立胶囊剂车间生产过程质量监控规程。
范围:适用于胶囊剂生产全过程质量管理职责:QA、生产管理人员内容:1各工序生产前准备工作的监控1.1各操作间是否有上批生产的清场记录副本,是否挂有清场合格状态牌,设备是否挂有清洁状态牌,是否在有效期内。
1.2各操作间的温湿度、压差是否达到洁净室的要求。
1.3各操作间内是否有其他与生产无关的物品或物料。
1.4试运行设备,以确保设备运行正常。
2称量备料监测:2.1QA应核对天平是否在检定合格有效期内。
2.2称量时核对品名、批号、规格、数量,并逐件核对实物标签,合格证是否相符。
2.3称量必须复核。
操作人、复核人签字。
2.4QA核对投料处方、投料记录,并签名。
称量好的物料应在显眼处贴上备料标签,注明品名、规格、批号、数量及称量时间、称量人,将剩余物料密封后放贮料间,作好记录。
3干燥灭菌过程监控3.1QA核对岗位操作人员是否按生产工艺规程的要求进行配制,加入物料时再次确认该物料为处方上所指定的物料,搅拌过程中有防止异物落入的措施。
3.2配制的粉末应混合均匀,干燥后是否松散无结块。
3.3QA抽取适量的混合粉末送检,以控制粉末的性状、理化鉴别和含量。
4填充监控4.1装囊:硬胶囊应套合紧密,操作人员随时检查是否有粘连、破裂,QA随机检查。
4.2硬胶囊的平均重量:操作人员每30分钟检查一次,QA随机检查。
4.3QA负责对硬胶囊进行抽样送检,以检查硬胶囊的装量差异、崩解时限。
5内包装监控5.1操作人员应每30分钟取10小袋检查装量差异,QA应随机或在出现异常情况时抽取10小袋进行装量检查,单个包装允许短缺量为5%,平均装量应不少于标示量。
5.2操作人员应每30分钟抽取10小袋检查膜密合性及外观质量,车间质监人员随机或在出现异常情况时抽取10小袋检查膜密合性及外观质量,外观质量应符合要求。
6外包装监控6.1 数量准确,纸盒打包紧且端正,标签、批号印字清晰,标签外观平整、文字、图案正确。
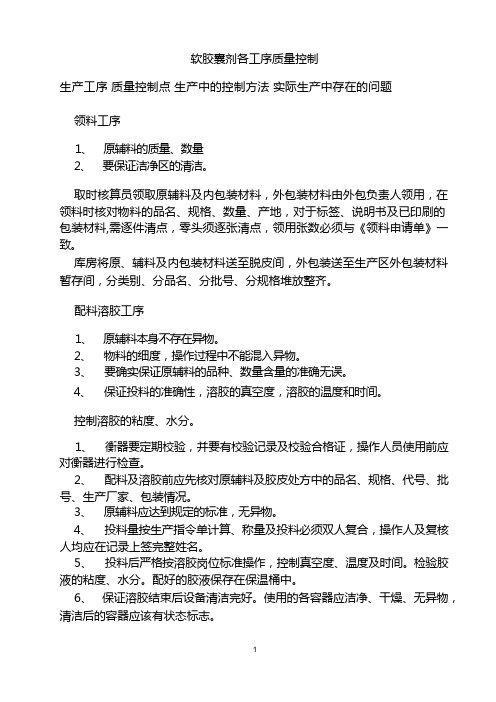
软胶囊剂各工序质量控制生产工序质量控制点生产中的控制方法实际生产中存在的问题领料工序1、原辅料的质量、数量2、要保证洁净区的清洁。
取时核算员领取原辅料及内包装材料,外包装材料由外包负责人领用,在领料时核对物料的品名、规格、数量、产地,对于标签、说明书及已印刷的包装材料,需逐件清点,零头须逐张清点,领用张数必须与《领料申请单》一致。
库房将原、辅料及内包装材料送至脱皮间,外包装送至生产区外包装材料暂存间,分类别、分品名、分批号、分规格堆放整齐。
配料溶胶工序1、原辅料本身不存在异物。
2、物料的细度,操作过程中不能混入异物。
3、要确实保证原辅料的品种、数量含量的准确无误。
4、保证投料的准确性,溶胶的真空度,溶胶的温度和时间。
控制溶胶的粘度、水分。
1、衡器要定期校验,并要有校验记录及校验合格证,操作人员使用前应对衡器进行检查。
2、配料及溶胶前应先核对原辅料及胶皮处方中的品名、规格、代号、批号、生产厂家、包装情况。
3、原辅料应达到规定的标准,无异物。
4、投料量按生产指令单计算、称量及投料必须双人复合,操作人及复核人均应在记录上签完整姓名。
5、投料后严格按溶胶岗位标准操作,控制真空度、温度及时间。
检验胶液的粘度、水分。
配好的胶液保存在保温桶中。
6、保证溶胶结束后设备清洁完好。
使用的各容器应洁净、干燥、无异物,清洁后的容器应该有状态标志。
7、配好的药液装在清洁的容器内,,标明药料的品名、规格、批号、数量,检验合格后才可交付下工序。
压丸定形工序1、保证胶丸的形状,装量合格。
2、保证胶囊无药液渗漏。
1、生产的过程中,密切注意设备运转情况及时检查胶皮的厚度与均匀度、及时补充润滑液。
2、严格控制车间的温度和湿度,如果有异常必须即使调整。
3、注意调节随时调节胶液温度、扇形体温度,20min 检查丸重差异一次,并记录,随时检查丸形是否正常、有无渗漏。
4、定期清洗设备并记录,严格按相关的清洁文件操作。
洗丸工序1、确保胶丸表面无油腻。
目的:规定胶囊剂中间控制项目,做到全程质量控制。
范围:胶囊剂生产的全过程。
责任:QA、车间质监员对本通则的实施负责。
规定:
1胶囊剂中间质量控制方式
1.1车间质监员根据生产核料单复核车间领料、投料品名、数量、批号是否正确无误,根据生产工艺要求对各工序颗粒干燥、整粒、装囊逐步进行核实,将监控记录纳入批生产记录中。
1.2车间质监员根据生产工艺中该品种的各项参数,检测颗粒性状,筛网、均匀度、胶囊剂的重量差异,崩解时限,含量是否符合工艺要求,检验单纳入记录中。
1.3每一道工序前后应检查清洁、清场,由车间质监员检查合格后发给合格证,进入下一道工序,合格证纳入批生产记录中。
1.4核查中间产品是否在指定区域放置,料签是否准确、完整,车间是否及时填写中间产品请验单请检。
1.5所有质量监控记录应有质监员签名。
1.6车间质监员经常向质量部汇报质量监控情况,有权阻止不合格产品进入下一道工序;情节严重的应立即向生产负责人、质量管理部经理报告,及时处理。
2胶囊剂生产中质量控制项目的制订原则
2.1根据胶囊的生产工艺,制订各工序的质量监控点。
(见附表)
2.2根据质量标准的要求制订检测项目的内控指标。
2.3根据产品工艺特征结果及产品稳定性,制订胶囊留样观察项目和频率。
4记录
4.1所有质量控制项目的资料归入批生产记录。
4.2 QA审核批生产记录时要检查生产中各项操作的记录是否填写完整,数量是否在规定范围内,中间产品计算产品收率和物料平衡是否合理,监控记录是否完整。
4.3记录由QA归档保存。
附表:胶囊剂质量监控要点。


胶囊剂生产管理要点1.原辅料的预处理2.(1)原辅料使用前,应核对品名、规格、数量、件数及化验合格单,并检斤验质、过筛,谨防异物混入。
3.(2)处理后的原辅料装入洁净、干燥的容器中,内外附有标签,做好记录,转入下工序。
2.配料与制粒4.(1)核对前工序下转的药粉、稠膏(浸膏)的标签,无误后验收。
5.(2)配料计算及投料时,要求操作者与复核者在生产记录上签名。
6.(3)需制粒后装囊的品种,制粒时要先将粉粒混合均匀,逐渐加入一定比例的稠膏或粘合剂。
一个批号分几次制粒时,应颗粒大小一致,松紧一致。
7.(4)对粒合剂的温度、浓度、数量等技术条件,必须按品种特点制定必要的技术参数,并严格控制操作。
用水制粒时应采用纯水。
8.(5)称量用的衡器,使用前应校正,并定期校验。
9.3.干燥10.(1)按品种规定控制干燥盘中湿颗粒的厚度、数量,干燥过程中应经常翻料,并定时通风,定时记录干燥温度,以防止焦化,控制颗粒水分在规定范围之内。
11.(2)应定期检查烘箱温度的均匀性。
12.(3)采用沸腾床干燥时,所用的空气要净化除尘,操作中应不断检查有无结料现象,使其干燥均匀。
13.4.整粒14.(1)整粒机落料斗中应装有永久性磁铁,吸除意外进入颗粒中的铁屑。
15.(2)芳香性物料按规定含量经计算后在整粒过程中逐渐加入,以便混合均匀。
加入芳香性物料的颗粒混合后,应在容器中密闭存放四小时以上,便于渗透均匀。
16.(3)混好的颗粒装在洁净的容器内。
容器内外均应附有标签,标明品名、批号、批量、件数、日期、工号,及时送中间站。
17.(4)特殊有毒品种,应在密闭室中生产,操作人员应隔离操作。
室内应装有吸尘装置,排除的粉尘应集中处理。
18.5.装囊19.(1)分装前先核对空心胶囊半成品的品名、规格、批号、数量,应与化验合格单相符。
20.(2)空心胶囊、半成品及其成品应放置在恒温恒湿室内,应控制室温为18~28℃;相对湿度为45%~65%。

1.品名通用名称:诺氟沙星胶囊汉语拼音:Nuofushaxing Jiaonang英文名称:Norfloxacin Capsules2.剂型硬胶囊剂。
3.产品概述本品为抗菌药;规格为0.1g,于1988&卫药准字(1996)第&&&&&本品为抗菌药原料类白色至淡黄色结晶性粉末;无臭,味微苦;在空气中能吸收水分,遇光色渐变深;生产过程注意防潮及避光。
4.处方以原料含量为99.5%计算,生产19.9万粒的生产处方是(单位:kg):原料:诺氟沙星20.0内加辅料:淀粉22.4微晶纤维素10.0粘合剂:15%预胶化淀粉浆24.8外加辅料:羧甲淀粉钠 1.68硬脂酸镁0.325.生产工艺流程用示意图描述如下:注:背景图框内的流程,必须在洁净区(30万级)内操作。
6.生产工艺要求及工艺技术参数6.1原辅料过筛6.1.1原料粉碎过140目筛,过筛后外观检查无异物。
6.1.2内加辅料淀粉、微晶纤维素过100目筛,外加辅料羧甲淀粉钠过100目筛,硬脂酸镁过60目筛,外观检查无异物。
6.2内加辅料与原料的混合:用高速混合制粒机混合,混合时间为180秒。
6.3参加粘合剂的混合要求:参加粘合剂后,混合制粒60秒。
6.4制粒:粒度应细小均匀,外观检查无异物。
6.5枯燥6.5.1采用GFG-500高效沸腾枯燥机枯燥。
6.5.2枯燥过程最高温度不能超过55℃。
6.5.3颗粒水分须低于9.0%。
6.6整粒6.6.1用快速整粒机整粒,20目筛。
6.6.2整粒过程,操作间相对湿度必须低于60%。
6.7总混6.7.1采用三维混合机混合,总混时间为20分钟。
6.7.2总混过程,操作间相对湿度不能低于60%。
6.8填充6.8.1采用全自动胶囊填充机填充。
6.8.2填充过程,必须控制操作间相对湿度保持在60%以下。
6.8.3用2#蓝白胶囊填充。
6.9铝塑包装6.9.1操作间相对湿度必须低于60%。
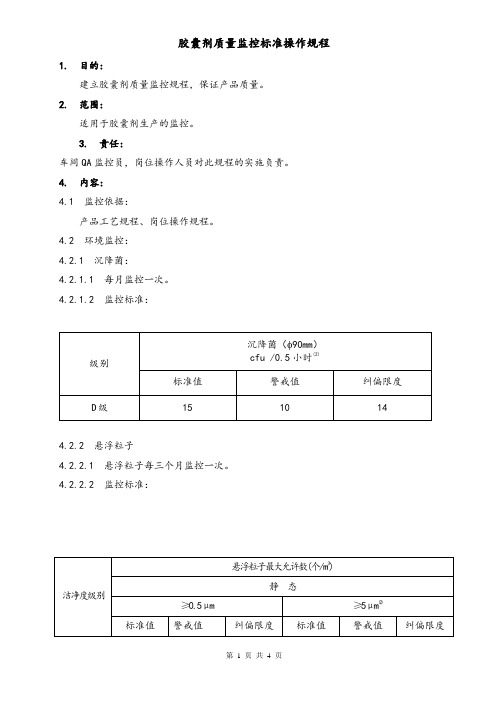
胶囊剂质量监控标准操作规程1.目的:建立胶囊剂质量监控规程,保证产品质量。
2.范围:适用于胶囊剂生产的监控。
3. 责任:车间QA监控员,岗位操作人员对此规程的实施负责。
4. 内容:4.1 监控依据:产品工艺规程、岗位操作规程。
4.2环境监控:4.2.1 沉降菌:4.2.1.1 每月监控一次。
4.2.1.2 监控标准:4.2.2悬浮粒子4.2.2.1悬浮粒子每三个月监控一次。
4.2.2.2监控标准:D级10 500 000 7 350 000 9 450 000 60 000 42 000 54 0004.2.3温湿度:4.2.3.1 QA监控员每天随机监控二次。
4.2.3.2 监控标准:洁净室(区)的温度和湿度应与其生产及工艺要求相适应(温度控制在 18℃~26℃,相对湿度控制在45%~65%)。
4.2.4压差:4.2.4.1QA监控员每天随机监控二次。
4.2.4.2监控标准:空气洁净度不同的洁净室(区)之间的压差应≥10Pa,空气洁净度要求高的洁净室(区)对相邻的空气洁净度级别低的洁净室(区)一般要求呈相对正压,产尘间保持相对负压。
4.2.5纯化水:4.2.5.1QA监控员随时对纯化水进水口、出水口、总回水口进行酸碱度、电导率、氨、氯化物项目的检查,应符合标准要求。
4.2.5.2监控标准4.2.5.2.1 酸碱度:取本品10ml,加甲基红指示液2滴,不得显红色;另取10ml,加溴麝香草酚蓝指示液5滴,不得显蓝色。
4.2.5.2.2 氯化物:取本品50ml,加硝酸5滴与硝酸银试液1ml,不得发生混浊。
4.2.5.2.3 氨:取本品50ml,加碱性碘化汞钾试液2ml,放置15分钟;如显色,与氯化铵溶液1.5ml,加无氨水48ml与碱性碘化汞钾试液2ml制成的对照液比较,不得更深(含量≤0.00003%)。
4.2.5.2.4 电导率:取本品适量,照“电导率检查标准操作规程”测定,应≤2.0m/s。
4.3生产前监控:4.3.1.1 上批次或品种结束,是否进行清洁、清场。
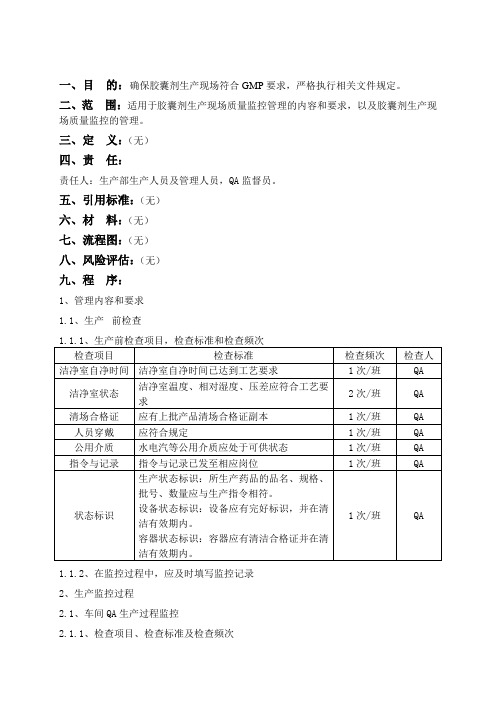
一、目的:确保胶囊剂生产现场符合GMP要求,严格执行相关文件规定。
二、范围:适用于胶囊剂生产现场质量监控管理的内容和要求,以及胶囊剂生产现场质量监控的管理。
三、定义:(无)四、责任:责任人:生产部生产人员及管理人员,QA监督员。
五、引用标准:(无)六、材料:(无)七、流程图:(无)八、风险评估:(无)九、程序:1、管理内容和要求1.1、生产前检查1.1.2、在监控过程中,应及时填写监控记录2、生产监控过程2.1、车间QA生产过程监控2.1.1、检查项目、检查标准及检查频次2.1.2、检查方法2.1.2.1、原辅料使用前应目检其物理外观,核对净重并过筛。
液体原辅料应过滤,除去异物。
过筛后的原辅料应粉碎至规定细度。
2.1.2.2、粉碎将称量好的物料,不得在称量过程中进行物料混合。
无误后,更换剩余物料标签,按物料的包装要求封口。
粉碎操作时,每隔15分钟进行粉碎物细度和外观的检查,确保粉碎质量。
2.1.2.3、称量配料现场检查或检查操作记录,每种物料的投料量应与配制指令相符。
称量时严格执行独立双人复合制。
配料前应仔细核对原辅料品名、规格、批号、生产厂家及编号,应与检验单,合格证相符。
处方计算、称量及投料必须复核,操作者及复核者均应在记录上签名。
2.1.2.4、制粒现场检查或检查操作记录,粘合剂的浓度及温度要符合工艺规程要求。
注意粘合剂的浓度及筛网的大小,并要控制好湿颗粒的干湿程度。
2.1.2.5、总混现场检查或检查操作记录,混合时间和速度要符合工艺规程要求。
十、EHS要求:(无)十一、派生记录:(无)十二、相关记录:(无)十三、相关文件:(无)十四、注意事项:(无)十五、变更记录:(无)。

中药行业工作的中药胶囊制剂生产质量控制范本中药胶囊制剂生产质量控制范本一、胶囊药材采购与贮存质量控制1. 药材采购1.1 选择符合规范和标准的供应商,与其签订合同,并保留相关文件备查。
1.2 对每批药材进行检验,包括外观、异味、湿度等指标,确保符合药典要求。
1.3 对采购的药材进行分类、编号和标识,确保溯源可查。
2. 药材贮存2.1 对药材进行合理的包装和封存,防止潮湿、过期等质量问题。
2.2 药材仓库应保持干燥、通风良好,并定期清理和消毒。
2.3 药材仓库内应设有温湿度监测设备,记录并及时处理异常情况。
二、胶囊制剂生产过程质量控制1. 胶囊制剂生产准备1.1 根据生产计划,准备所需的原辅材料和设备,并进行必要的清洁、消毒处理。
1.2 检查设备完好性和操作准备情况,确保生产过程的顺利进行。
2. 胶囊制剂生产工艺控制2.1 制定详细的生产工艺流程和操作规范,确保每个环节的可追溯性。
2.2 对原辅材料进行严格的检验和记录,包括重量、颜色、纯度等指标。
2.3 控制制剂的混合比例、加工温度、时间等关键工艺参数,确保产品的一致性和稳定性。
3. 胶囊制剂生产环境控制3.1 生产车间应保持洁净,避免灰尘、异味等对产品质量的污染。
3.2 对生产车间进行环境监测,例如温湿度、空气质量等指标,记录并及时处理异常情况。
3.3 保持生产车间的通风良好,防止湿度过高或过低对制剂生产造成影响。
4. 胶囊制剂生产过程质量控制4.1 生产过程中要进行实时监测并记录关键参数,例如颗粒大小、硬度、含量均匀性等。
4.2 对成品胶囊进行抽样检验,并进行质量评估,确保符合国家药典和企业要求。
4.3 对不合格产品进行处理和记录,包括追溯原因,并采取控制措施防止再次发生。
三、胶囊制剂生产质量管理体系建立与监督1. 质量管理体系建立1.1 建立质量管理团队,明确各成员职责,并制定相应的标准作业流程和规范。
1.2 建立质量管理档案,包括物料清单、检验记录、生产记录等,确保质量追溯可靠。


胶囊剂质量要求与检查
1.外观胶囊外观应整洁,不得有粘结、变形或破裂现象,并应无异臭。
硬胶囊剂的内容物应干燥、松紧适度、混合均匀。
2.水分硬胶囊剂内容物的水分,除另有规定外,不得超出9.0%。
3.装量差异每粒装量与平均装量相比较,超出装量差异限度的不得多于2粒,并不得有一粒超出限度一倍(平均装量为0.3g 以下,装量差异限度为±10.0%;0.3g或0.3g以上,装量差异限度为±7.5%)。
环球网校
4.崩解度与溶出度胶囊剂作为一种固体制剂,通常应作崩解度、溶出度或释放
度检查,除另有规定外,应符合规定。
凡规定检查溶出度或释放度的胶囊不再检查崩解度。
硬胶囊剂或软胶囊剂,除另有规定外,取供试品6粒检查。
硬胶囊剂应在30分钟内、软胶囊剂应在1小时内全部崩解并通过筛网(囊壳碎片除外)。
肠溶胶囊剂,除另有规定外,取供试品6粒检查。
先在盐酸溶液(9→1000)中检查2小时,每粒的囊壳均不得有裂缝或崩解现象;再在磷酸盐缓冲液(pH6.8)中进行检查,1小时内应全部崩解并通过筛网(囊壳碎片除外)。
5.定性定量定量
6.卫生学检查
7.应密封贮存。
目的:建立一个胶囊剂生产过程的质量监督控制的标准工作程序。
范围:胶囊剂生产的整个过程。
责任人:QA检查员、操作者、生产部人员、管理人员。
内容:
1.监控依据:胶囊剂生产过程监控标准工作程序、生产指令、工艺规程。
2.监控内容:
2.1 开工前准备
2.1.1生产区设备:有完好状态标记和已清洁状态标记。
2.1.2容器、器具:有已清洁标记。
2.1.3生产区:有《清场合格证》(REC-QA-006-00)并在有效期内。
2.1.4生产用水:有定期检验合格证。
2.1.5生产区环境:洁净度有定期检验合格证。
2.1.6操作人员:工装整齐、洁净,个人卫生符合要求。
2.1.7生产指令单、配料单:正确无误。
2.1.8两工序之间有中间产品交接单。
2.1.9生产区无与本批胶囊剂无关的物料或杂物,无上次生产遗留物。
2.1.10待生产胶囊剂所用物料与生产指令单、配料单要求一致,有《合格证》(REC-QA-003-00)。
2.1.11计量器具:有检定合格证,并在使用期内。
以上各项检查均符合规定要求,经QA检查开出《生产许可证》(REC-QA-032-00)方可生产,否则不准开工生产。
2.2生产过程监控:
2.2.1一般要求:
2.2.1.1投料:一人称量,另一人核对(定期抽查)。
2.2.1.2操作控制:检查工艺规程的执行情况,确保按照批准的工艺规程进行操作。
2.2.1.3操作过程中间物料:均贴上正确的状态标记,抽查重量标记与实物相符。
2.2.1.4中间产品外观:按规定程序检查合格。
2.2.1.5中间产品检验:按《取样操作规程》(SOP-QA-002-00)取样后进行中间产品检验,并有中间品检验合格报告单。
2.2.1.6生产偏差:执行“生产过程偏差管理规程”,并有记录。
2.2.1.7原始记录:填写符合规定要求,无提前记或追记,准确、及时、真实、完整。
2.2.2称量、过滤工序。
2.2.2.1检查生产工艺、生产指令、配料单是否正确无误?2.2.2.2检查称量是否正确?检查过滤是否干净?
2.2.3冷冻干燥工序。
2.2.3.1冷冻、干燥过程工艺指标是否符合要求?
2.2.4粉碎、过筛工序。
2.2.4.1粉碎、过筛过程工艺指标是否符合要求?
2.2.4.2检查直接接触物料的聚乙烯袋是否符合要求?
2.2.4.3过筛后QA取样送QC按内控标准检验。
2.2.4.4检查中间库:清洁卫生、温度、分区、货位卡、状态标志是否符合规定?
2.2.5总混工序。
2.2.5.1按工艺规程进行总混,取样送QC,按内控标准检验。
2.2.5.2检查中间库:清洁卫生、温度、分区、货位卡、状态标志是否符合规定?
2.2.6充填抛光工序。
2.2.6.1试填充过程的质量控制:
2.2.6.1.1 胶囊填充开始时,操作工首先须进行下列试验:2.2.6.1.2从所使用的囊壳中抽取10粒称总重,得胶囊囊壳的平均重量,若使用不止一批的囊壳,则应分别取样称重;
2.2.6.1.3进行胶囊剂外观检查,包括胶囊的型号、颜色,胶囊是否变质、粘结;
2.2.6.1.4平均装量和装量差异试验:取10粒胶囊先称出总内容物重量,算出平均装量,然后再称出每粒装量。
2.2.6.1.5待试验合格后,通知质量控制员重复同样试验,并进行胶囊崩解试验。
若测试结果符合要求,方正式填充;否则对胶囊填充机进行调整,并重新取样重复上述试验。
2.2.6.1.6一旦测试结果符合要求,需更换新容器盛装胶囊,调整过
程中的胶囊做报废处理。
2.2.6.2胶囊填充过程的控制:
2.2.6.2.1操作工进行检查:
在胶囊填充过程中,每半小时检查一次平均装量和装量差异。
如果称重的结果超出规定的要求,经质量控制员取样复查确实超出范围时,应立即停机调整并在收集容器上贴上“待处理”标签。
若在胶囊填充过程中对胶囊填充机做了调整,则调整后必须重复称重检查,并将结果记录在胶囊填充原始记录上。
2.2.6.2.2由质量控制员做的试验:
质量控制员在胶囊填充开始、中间、结束阶段至少取3次样品,每次至少取10粒胶囊,按2.2.6.1.5所述的控制项目对其进行检测,所有检查中发现的问题和试验的结果均记录在中间控制记录上。
2.3包装过程监控
2.3.1内包装工序。
2.3.1.1检查内包装材料品名、规格、批号、数量是否与包装指令单一致。
2.3.1.2多次检查待包装胶囊外观、内包装材料质量、数量、封口质量(密封性)。
2.3.1.3多次检查包装胶囊外观、质量、数量、封口质量(密封性)、批号等。
2.3.2外包装工序。
2.3.2.1检查待包装药品的品名、批号、规格、待包装量、检验报告
单等是否符合外包装指令要求。
2.3.2.2检查标签的领用数与实际数量是否相符,如有不符立即作好记录,进入批记录。
2.3.2.3检查包装时是否有不合格的外包材料。
2.3.2.4检查胶囊数目是否准确,检查装量差异及入盒数。
2.3.2.5检查铝泊是否严密,是否有烧坏或没封紧现象。
2.3.2.6检查小盒是否漏放说明书、中盒是否装满,大件所装数量是否正确,是否放入产品合格证(装箱单)并是否盖有批号,生产日期,有效期。
2.3.2.7检查外包装材料的使用数、残余数、剩余数三者之和是否等于领用数。
2.3.2.8检查外包操作工人是否按《外包装岗位操作法》进行操作。
2.3.2.9不合格的标签、说明书在质量监督员的监督下销毁。
2.3.2.10装箱过程中QA取样并通知成品QC检验。
2.3.2.11包装结束后,检查清场情况并发放相应的清场合格证或清场不合格证。
2.4生产、包装结束。
2.4.1物料码放整齐,外包装清洁,状态标记正确。
2.4.2中间产品符合规定的内控标准,合格后才能流入下道工序。
2.4.3设备清洁,有已清洁或待清洁标记;设备完好,有完好状态标记。
2.4.4容器清洁,码放整齐。
2.4.5原始记录完整、正确。
2.4.6清场符合“《清场检查细则》(SMP-QA-024-00)要求,清场记录完整、正确,检查合格发放清场合格证,否则限期整改。
2.5每次检查应及时记录。
以下附质量监督部分记录:
《称量、过滤工序质量监督记录》REC-QA—012-00 ,《冷冻、干燥工序质量监督记录》REC-QA—014-00,《粉碎、过筛工序质量监督记录》REC-QA—013-00,《总混工序质量监督记录》REC-QA—015-00 ,
《充填、抛光工序质量监督记录》REC-QA—016-00,《内包装工序质量监督记录》REC-QA—017-00,
《外包装工序质量监督记录》REC-QA—018-00。