5钢筋焊接接头检验报告
- 格式:wps
- 大小:262.00 KB
- 文档页数:2
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点 (1)1.1 工程概况 (1)1.2 编制依据 (1)1.3本工程钢筋焊接情况特点 (2)第2章钢筋电弧焊工艺性能试验要求 (4)2.1 试验目的 (4)2.2 施工准备 (4)2.3 操作工艺: (5)2.4 电弧焊焊接工艺性试验结论 (8)第3章钢筋电渣压力焊工艺性能试验要求 (9)3.1 试验目的 (9)3.2 施工准备 (9)3.3 操作工艺: (10)3.4 电渣压力焊焊接工艺性试验结论 (12)第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求 (13)4.1 试验目的 (13)4.2 施工准备 (13)4.3 操作工艺: (14)4.4 电弧焊焊接工艺性试验结论 (17)第1章工程概况及专业工程特点1.1 工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-20111.3本工程钢筋焊接情况特点1.3.1 本工程设计采用的钢筋牌号与规格序号钢筋牌号钢筋直径(mm)使用部位/用途1 □ HPB3002 □ HRB335 □ HRB335E3 □ HRB400 □ HRB400E4 □ HRB500 □ HRB500E1.3.2 本工程计划采用的钢筋焊接方式序号焊接方法接头形式规范允许的适用范围钢筋牌号钢筋直径(mm)1 闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E8-228-408-408-402 箍筋闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E6-186-186-186-183电弧搭接焊(双面焊、单面焊)HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E10-2210-4010-4010-324 电渣压力焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E12-2212-3212-3212-32备注:1.电弧焊含焊条电弧焊和二氧化碳砌体保护电弧焊。

钢筋焊接接头检测报告
共页第页委托单位报告编号
样品名称样品编号
施工单位样品状态
工程名称样品数量
工程部位接头形式
焊接方法焊工证号
焊工姓名代表数量
代表批次委托日期
检测类别委托人
检测依据检测日期
检测地址检测环境
检测内容
样品编号
牌号
接头数量
钢筋生产厂家
钢筋批号
工程部位焊缝长度
(mm)
抗拉强度
(MPa)
断裂位置
(mm)
断裂特征
冷弯试验
90°
检测结论
检测结论
检测结论
检测说明
见证单位:见证人:
批准:审核:主检:检测单位检测专用章(盖章)
签发日期:年月日
钢筋焊接接头检测原始记录
共
页第页
样品名称样品编号样品状态规格型号检测环境检测日期
检测依据设备名称设备编号设备状态
检
测
内
容
样品编号
公称直径(mm)
公称横截面积(mm 2
)
最大力
m
F (kN)
抗拉强度(MPa)焊缝长度(mm)断裂位置(mm)断裂特征
弯曲试验90
弯曲压头
直径(mm)
冷弯结果
检测说明抗拉强度
校核:
主检:。
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》《钢筋混凝土用钢第1部分热轧光圆钢筋》《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-2011本工程钢筋焊接情况特点本工程设计采用的钢筋牌号与规格本工程计划采用的钢筋焊接方式各钢筋牌号,规范允许采用的电弧焊焊条情况第2章钢筋电弧焊工艺性能试验要求钢筋焊条电弧焊是以焊条为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
试验目的(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量。
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
施工准备机械设备电弧焊的主要设备是交流电焊机。
其各种参数见下表:人员配置:电弧焊主要人员:焊工名、安全员1名、电工1名、钢筋加工6名。
见证取样人员:监理人员1名。
焊接试验送检测机构检测,由项目监理机构现场见证取样检测材料(1)钢筋:采用公司生产的 mm、牌号为的钢筋,钢筋质保资料抄件、质量证明书、原材料见证取样检测报告齐全。

钢筋施工中的焊接质量检测和验收标准钢筋焊接是建筑施工中常用的一种连接方式,能够有效地增加结构的刚度和强度。
然而,焊接质量的好坏直接影响着整个建筑的安全性和耐久性。
因此,对于钢筋焊接的质量检测和验收标准具有至关重要的意义。
1. 钢筋焊接的重要性钢筋焊接是将钢筋经过预先处理后进行加热、熔化并在焊缝处冷却形成焊接接头的过程。
焊接接头的质量直接影响着整个结构的强度和稳定性。
良好的焊接质量能够确保结构在使用过程中不会出现开裂、变形等问题。
2. 焊接质量检测的重要性对于钢筋焊接而言,及时发现和纠正焊接质量问题,可以避免事故的发生,保障施工安全。
因此,焊接质量检测成为了建筑施工中必不可少的一环。
3. 检查焊缝的外观质量外观质量是检验焊接接头的一个重要指标。
通过检查焊缝的光洁度、均匀性等方面来判断焊缝的质量。
良好的焊缝应该没有气孔、裂纹和烧孔等缺陷。
4. 检查焊接强度焊接接头的强度是评判焊接质量的一个重要标准。
通过拉伸试验、弯曲试验等手段检验焊缝的强度,以确保焊接点的牢固性。
5. 使用无损检测技术无损检测技术能够有效地检测焊接材料的内部缺陷。
诸如超声波检测、磁粉检测等技术可以帮助工程师及时发现潜在的焊接质量问题。
6. 考虑环境因素在进行焊接质量检测时,还要充分考虑环境因素对焊接质量的影响。
例如,焊接环境的温度、湿度等因素都可能会对焊接质量产生影响。
7. 合格焊工的选择选择合格的焊工是确保焊接质量的重要步骤。
合格的焊工应具备一定的工作经验和技能,并熟悉焊接工艺和相关安全规范。
8. 焊接质量验收标准为了确保焊接质量能够达到要求,建筑施工中需要依据相关标准进行验收。
根据焊接接头的类型和用途,可以参考国家标准、行业标准和相关技术规范进行验收。
9. 焊接质量检测的重要性再强调焊接质量的好坏直接关系到建筑结构的安全性和耐久性。
因此,在施工过程中,焊接质量检测应该被高度重视,确保焊接接头的质量满足设计要求。
10. 培养焊接质量意识为了提高焊接质量,施工人员应加强对焊接工艺和质量的培训,增强焊接质量意识。

钢筋施工中的焊接质量要求与检验标准钢筋焊接是建筑施工中常见的连接工艺,其质量直接关系到整个结构的稳定性和安全性。
因此,钢筋焊接质量要求与检验标准成为了建筑工程中不可忽视的重要环节。
本文将探讨钢筋施工中的焊接质量要求与检验标准,以提高焊接工艺的可靠性和合格率。
一、焊接质量要求1. 焊接接头的牢固性焊接接头的牢固性是钢筋焊接的首要要求。
在进行焊接时,焊工应确保焊接材料与钢筋之间的牢固连接,避免出现脱焊、开裂等情况。
一般来说,焊接接头的牢固性应达到设计要求的强度,以确保整个结构的稳定性。
2. 焊缝的密实性焊缝的密实性是钢筋焊接质量的关键指标之一。
焊缝的密实性直接影响着焊接接头的强度和耐久性。
良好的焊缝应具备均匀的渗透深度,无气孔、夹杂物等缺陷,并能够顺利满足载荷要求。
同时,焊缝与母材之间应实现完全结合,确保整体的力学性能。
3. 焊接尺寸和形状焊接尺寸和形状对焊接接头的强度和稳定性有着重要影响。
焊接尺寸应符合设计要求,焊缝的大小和形状应与结构上的承载力进行匹配。
此外,在焊接过程中,焊接接头的钢筋应保持良好的垂直度和水平度,以确保整个焊接结构的准确性和稳定性。
二、焊接质量的检验标准1. 尺寸检验尺寸检验是焊接质量检验的基础环节之一。
通过对焊接接头的尺寸进行严格检测,可以评估焊接工艺的准确性和可靠性。
尺寸检验主要包括焊接接头的长度、宽度、高度等尺寸参数的测定,以确保焊接接头在几何形状上符合设计要求,并满足结构的力学性能。
2. 无损检测无损检测是一种通过对焊接接头进行材料内部缺陷探测的方法。
常见的无损检测方法包括超声波检测、射线检测和磁粉检测等。
这些方法通过探测焊接接头中的缺陷、夹杂物等不可见缺陷,对焊接质量进行全面评估。
无损检测对于发现潜在缺陷和隐患,提前预防焊接接头的失效具有重要意义。
3. 力学性能测试力学性能测试是评估焊接接头质量的关键环节。
通过对焊接接头进行拉力测试、硬度测试等,可以评估焊接接头的强度和韧性。
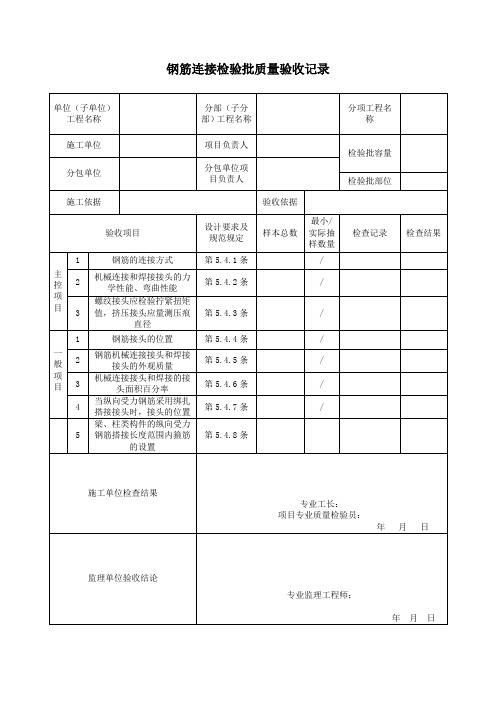
钢筋焊接质量检验与验收1.1 一般规定1.1.1 钢筋焊接接头或焊接制品(焊接骨架、焊接网)应按检验批进行质量检验与验收。
检验批的划分应符合本章第1.2节~第1.8节的有关规定。
质量检验与检收应包括外观质量检查和力学性能检验,并划分为主控项目和一般项目两类。
1.1.2 纵向受力钢筋焊接接头验收中,闪光对焊接头、箍筋闪光对焊接头、电弧焊接头、电渣压力焊接头、气压焊接头、预埋件钢筋T形接头的连接方式检查和接头力学性能检验应为主控项目,焊接接头的外观质量检查应为一般项目。
主控项目的质量应符合本规程的有关规定。
1.1.3 非纵向受力钢筋焊接接头的质量检验与验收,包括焊接骨架、焊接网交叉钢筋电阻点焊焊点、钢筋与钢板电弧搭接焊接头为一般项目。
1.1.4 纵向受力钢筋焊接接头的连接方式应符合设计要求,并应全数检查,检验方法为目视观察。
1.1.5 纵向受力钢筋焊接接头的外观质量检查应符合下列规定:1每一检验批中应随机抽取10%的焊接接头;箍筋闪光对焊接头应随机抽取5%。
检查结果,当外观质量各小项不合格数均小于或等于抽检数的10%,则该批焊接接头外观质量评为合格。
2 当某一小项不合格数超过抽检数的10%时,应对该批焊接接头该小项逐个进行复检,并剔出不合格接头:对外观检查不合格接头采取修整或焊补措施后,可提交二次验收。
1.1.6 焊接接头外观检查时,首先应由焊工对所焊接头或制品进行自检;然后由施工单位专业质量检查员检验;监理(建设)单位进行验收记录。
1.1.7 施工单位专业检查员应检查焊接材料产品合格证和焊接工艺试验时的接头力学性能试验报告。
1.1.8 钢筋焊接接头力学性能检验时,应在接头外观检查合格后随机抽取试件进行试验。
试验方法应按现行行业标准《钢筋焊接接头试验方法标准》JGJ/T27有关规定执行。
试验报告应包括下列内容:1 工程名称、取样部位;2 批号、批量;3 钢筋生产厂家和钢筋批号,钢筋牌号、规格;4 焊接方法;5 焊工姓名及考试合格证编号;6 施工单位;7 力学性能试验结果。
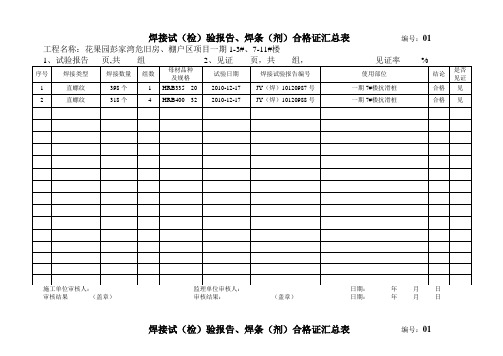
焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期1-3#、7-11#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 直螺纹 398个 1 HRB335 20 2010-12-17 JY (焊)10120987号 一期7#楼抗滑桩 合格 见 2 直螺纹 318个 4 HRB400 32 2010-12-17JY (焊)10120988号一期7#楼抗滑桩合格 见焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期8#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 100 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 气压焊 508个 1 HRB400 25 2010-12-06 ZX (焊)10120008号 一期8#楼地下室地梁 合格 见 2 气压焊 168个 1 HRB400 22 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 3 气压焊 190个 1 HRB400 20 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 4 直螺纹 1800个 4 HRB400 28 2010-11-07 ZX (焊)10110023号 一期9#楼地下室负一层柱 合格 见 5 直螺纹 48个 1 HRB400 32 2010-11-07 ZX (焊)10110024号 一期9#楼地下室负一层柱 合格 见 6 气压焊 128个 1 HRB400 25 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 7 气压焊 260个 1 HRB400 20 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 8 气压焊 40个 1 HRB400 182010-12-06ZX (焊)10120025号一期8#楼负一层墙柱合格 见焊接试(检)验报告、焊条(剂)合格证汇总表编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共142 组,见证率100 %序号焊接类型焊接数量母材品种及规格试验日期焊接试验报告编号结论使用部位是否见证备注1气压焊288个HRB335 20 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否2气压焊273个HRB335 22 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否3气压焊220个HRB335 20 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否4气压焊250个HRB335 22 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否5气压焊250个HRB335 20 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否6气压焊294个HRB335 22 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否7气压焊300个HRB400 25 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否8气压焊250个HRB400 20 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否9气压焊294个HRB400 22 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否10气压焊300个HRB400 25 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否11气压焊300个HRB400 20 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是12气压焊300个HRB400 22 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是13气压焊300个HRB400 25 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是14气压焊286个HRB400 20 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是15气压焊300个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是16气压焊290个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 20 2009-11-12 JY(焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日 焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %18气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 360个 HRB400 22 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 24 直螺纹Ⅰ级 498个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 25 直螺纹Ⅰ级 300个 HRB400 28 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 26 直螺纹Ⅰ级 400个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 27 直螺纹Ⅰ级 421个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 28 直螺纹Ⅰ级 500个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 29 直螺纹Ⅰ级 498个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 30 直螺纹Ⅰ级 200个 HRB400 28 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 31 直螺纹Ⅰ级 400个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 32 直螺纹Ⅰ级 421个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 33滚扎直螺纹420个HRB400 322009-11-03JY (焊)09110165号合格A1、A2展厅三层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %34 滚扎直螺纹 198个 HRB400 28 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 35 滚扎直螺纹 450个 HRB400 25 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 36 滚扎直螺纹490个 HRB400 222009-11-03JY (焊)09110165号合格 A1、A2展厅三层柱是 37序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6 气压焊 294个 HRB335 22 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12气压焊300个HRB400 222009-09-26JY (焊)09090068号合格A1、A2、B1、B2展厅基础及B1是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %展厅负一层剪力墙、首层梁板13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 370个 HRB400 22 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 24 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 25 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 26 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 27直螺纹Ⅰ级180个HRB400 282009-10-13JY (焊)09100038号合格B1、B2展厅首层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %28 滚扎直螺纹 500个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 29 滚扎直螺纹 498个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 30 滚扎直螺纹 200个 HRB400 28 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 31 滚扎直螺纹 400个 HRB400 32 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 32 滚扎直螺纹 421个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 33 直螺纹Ⅰ级 289个 HRB400 22 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 34 直螺纹Ⅰ级 500个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 35 直螺纹Ⅰ级 492个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 36 直螺纹Ⅰ级 195个 HRB400 28 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 37 直螺纹Ⅰ级 500个 HRB400 32 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 38直螺纹Ⅰ级480个HRB400 322009-11-04JY (焊)09110024号合格B1、B2展厅三层柱是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6气压焊294个HRB335 222009-09-25JY (焊)09092501号合格A1、A2、B1、B2展厅地梁否施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12 气压焊 300个 HRB400 22 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21气压焊295个HRB400 252009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是22直螺纹Ⅰ级370个HRB400 22 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是23直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是24直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是25直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是26直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是27直螺纹Ⅰ级180个HRB400 28 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是28滚扎直螺纹500个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是29滚扎直螺纹498个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是30滚扎直螺纹200个HRB400 28 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是31滚扎直螺纹400个HRB400 32 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是32滚扎直螺纹421个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是33直螺纹Ⅰ级289个HRB400 22 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是34直螺纹Ⅰ级500个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是35直螺纹Ⅰ级492个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是36直螺纹Ⅰ级195个HRB400 28 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是37直螺纹Ⅰ级500个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是38直螺纹Ⅰ级480个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是施工单位审核人:监理单位审核人:日期:年月日审核结果(盖章)审核结果:(盖章)日期:年月日。

焊接检测综合实验报告1. 实验目的本实验旨在通过焊接检测综合实验,掌握焊接质量检测的原理、方法和技术。
2. 实验原理焊接是一种常见的连接金属构件的方法,但焊接质量对于连接件的强度和稳定性至关重要。
因此,焊接质量检测具有重要的意义。
本实验采用了以下常见的焊接检测方法:2.1 可视检测可视检测是一种直观的检测方法,通过人眼观察焊接接头表面情况,判断焊接缺陷的存在与程度。
常见的焊接缺陷有焊缝不齐、气孔、夹渣等。
实验中,我们使用放大镜观察焊缝,并结合焊缝图像判断焊缝的质量情况。
2.2 穿透检测穿透检测是一种高频率超声波检测方法,通过超声波穿透焊接接头,检测焊缝中的缺陷。
缺陷会导致超声波的干扰波形,从而通过接收机得到检测结果。
在实验中,我们使用超声波探头对焊接接头进行扫描,然后通过示波器观测超声波的波形,分析焊缝的质量情况。
2.3 磁粉检测磁粉检测是一种使用磁粉材料和磁场检测缺陷的方法。
焊接接头中的缺陷会导致磁场的扭曲,进而吸引住磁粉颗粒。
在实验中,我们在焊接接头表面撒布磁粉,然后观察磁粉分布情况来判断焊缝的质量。
3. 实验步骤1. 准备焊接接头样品,并确保表面清洁、光滑。
2. 进行可视检测,使用放大镜观察焊缝形状,判断焊缝的质量。
3. 进行穿透检测,将超声波探头放置在焊缝位置,并观察示波器上的波形,分析焊缝的质量。
4. 进行磁粉检测,将磁粉撒布在焊接接头表面,并观察磁粉的分布情况,判断焊缝的质量。
5. 根据实验步骤的结果,进行焊缝质量评估。
4. 实验结果与分析根据可视检测,焊缝表面平整,没有明显的焊缝不齐、气孔或夹渣等缺陷。
穿透检测结果显示焊缝中没有明显的干扰波形,表明焊缝没有严重的缺陷。
磁粉检测结果显示焊缝周围磁粉分布均匀,没有明显的聚集点,表明焊缝没有明显的缺陷。
综上所述,本次焊接检测实验的结果显示焊缝质量良好,没有明显的焊接缺陷。
通过可视检测、穿透检测和磁粉检测相结合的方法,我们可以全面地评估焊缝的质量,保证焊接连接的可靠性。

建筑工程钢筋电弧焊电渣压力焊检验报告一、引言建筑工程中,钢筋电弧焊和电渣压力焊是常用的钢筋连接方法。
为了确保钢筋焊接质量符合规范要求,进行了相应的检验。
本报告将对钢筋电弧焊和电渣压力焊进行检验,并分析结果。
二、钢筋电弧焊检验钢筋电弧焊是将两根钢筋通过电弧焊接在一起的方法。
检验采用非破坏检验方法,主要包括外观检查、尺寸检查和焊缝质量评定。
1.外观检查通过对焊接部位的外观进行检查,判断焊缝的焊接质量。
焊缝应呈现均匀、连续、无明显裂纹、夹渣、气孔等缺陷。
2.尺寸检查对焊接部位的尺寸进行检查,包括焊缝宽度、高度以及间距等。
3.焊缝质量评定根据焊缝的外观和尺寸检查结果,评定焊缝的质量等级。
常见的质量等级有合格、不合格和待定。
三、电渣压力焊检验电渣压力焊是利用电流加热钢筋两端,同时施加压力使其熔化,然后冷却凝固的方法。
检验采用破坏性检验方法,主要包括抽样、拉伸试验和弯曲试验。
1.抽样根据规定的抽样数量和位置,在焊接接头处进行抽样,保证样品的代表性。
2.拉伸试验将样品放入拉伸试验机中,施加拉应力使其断裂,通过测量断裂前后的载荷和变形,确定钢筋焊接强度。
3.弯曲试验将样品放入弯曲试验机中,施加弯矩使其弯曲,通过观察样品的断裂形态,判断焊接质量。
四、检验结果分析通过钢筋电弧焊和电渣压力焊的检验,得到以下结果:1.钢筋电弧焊:外观检查结果显示焊缝表面均匀、无裂纹、夹渣和气孔,符合质量要求;尺寸检查结果显示焊缝尺寸满足规范要求,无偏大或偏小现象。
因此,钢筋电弧焊合格。
2.电渣压力焊:拉伸试验结果显示焊接强度满足规范要求,弯曲试验结果显示样品断裂形态符合要求。
因此,电渣压力焊合格。
综上所述,钢筋电弧焊和电渣压力焊的检验结果均符合规范要求,具备良好的焊接质量。
五、结论通过钢筋电弧焊和电渣压力焊的检验,确认其焊接质量符合规范要求,可以满足建筑工程对钢筋连接强度和稳定性的要求。
在日常施工中,应严格按照规范进行焊接操作,并进行必要的检验,确保焊接质量。
钢筋电阻点焊一、概念钢筋电阻点焊——将两钢筋安放成交叉叠接形式,压紧于两电极之间,利用电阻热熔化母材金属,加压形成焊点的一种压焊方法。
二、施工操作工艺1、混凝土结构中钢筋焊接骨架和钢筋焊接网,宜采用电阻点焊制作。
2、钢筋焊接骨架和钢筋焊接网可由HPB300、HRB335、HRBF335、HRB400、HRBF400、HRB500、CRB550钢筋制成。
3、当两根钢筋直径不同时,焊接骨架较小钢筋直径小于或等于10mm时,大、小钢筋直径之比不宜大于3;当较小钢筋直径为12~16mm时,大、小钢筋直径之比不宜大于2。
4、焊接网较小钢筋直径不得小于较大钢筋直径的0.6倍。
5、电阻点焊的工艺过程中,应包括预压,通电、锻压三个阶段。
6、焊点的压入深度应为较小钢筋直径的18%~25%。
7、在点焊生产中,应经常保持电极与钢筋之间接触面的清洁平整;当电极使用变形时,应及时修整。
三、质量标准1、每件制品的焊点脱落、漏焊数量不得超过焊点总数的4%,且相邻两焊点不得有漏焊及脱落;2、应量测焊接骨架的长度和宽度,并应抽查纵、横方向3~5个网格的尺寸,焊接骨架长度、宽度和高度允许偏差值分别为±10㎜、±5㎜、±5㎜。
骨架受力主筋间距和排距允许偏差值分别为±15㎜、±5㎜。
3、焊接网外形尺寸检查和外观质量检查结果,应符合下列要求:(1)接网间距的允许偏差取±10mm和规定间距的±5%的较大值。
网片长度和宽度的允许偏差取±25mm和规定长度的±0.5%的较大值。
网片两对角线之差不得大于10mm;网格数量应符合设计规定;(2)接网焊点开焊数量不应超过整张网片交叉点总数的1%,并且任一根钢筋上开焊点不得超过该支钢筋上交叉点总数的一半。
焊接网最外边钢筋上的交叉点不得开焊;(3)接网表面不应有影响使用的缺陷。
当性能符合要求时,允许钢筋表面存在浮锈和因矫直造成的钢筋表面轻微损伤。
钢筋接头的型式检验、⼯艺检验和现场检验有何区别?
(1)钢筋接头的型式检验
1)只有钢筋机械连接时,才应由技术提供⽅或产品供应⽅提供型式检验报告。
型式检验报告应由国家、省部级主管部门认可的检测机构出具。
钢筋焊接接头不需要提供型式检验报告。
2)需要作型式检验的三种情况:
接头产品需要鉴定,确定其性能等级时;
材料、⼯艺、规格进⾏改动时;
质量监督部门提出专门要求时。
(2)钢筋接头的⼯艺检验
1)钢筋开始焊接或机械连接前,应进⾏⼯艺检验。
其⽬的是确定焊接和机械连接施⼯中的⼯艺参数。
2)⼯艺检验应符合下列要求:
⼯艺检验的条件应与正式施⼯的条件相同。
每种规格钢筋的接头试件不应少于3根;
钢筋母材的实际抗拉强应均应⼤于或等于钢筋抗拉强度标准值。
对于Ⅰ级接头,试件的抗拉强度应⼤于等于钢筋母材抗拉强度实测值的0.95倍;对于Ⅱ级接头,应⼤于0.90倍。
3)当⼯艺检验不合格时,应调整⼯艺参数再次进⾏检验,直⾄合格。
(3)钢筋接头的现场检验
焊接与机械接头的现场检验应按验收批进⾏。
其要求见本书第58、59条。


建筑工程项目钢筋焊接工艺试验报告承包单位: xx监理单位: xx2015年 6 月 20日DXSJZGL目录1、钢筋电弧焊工艺性试验报告2、钢筋强度和最大力下总伸长率试验报告3、产品质量证明书4、钢筋焊接接头试验报告5、电焊工操作证书6、钢筋电弧焊接作业指导书钢筋电弧焊工艺性试验报告电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属,凝固后形成焊接接头。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
一、指导依据:1、混凝土施工质量验收规范GB50204-2002 (2010 版)2、钢筋焊接及验收规程JGJ 18-20123、钢筋混凝土用钢第 2 部分热轧带肋钢筋GB1499.2-20074、钢筋焊接接头试验方法标准JGJ/T 27-20015、金属材料拉伸试验第 1 部分 : 室温试验方法GB/T 228.1-20106、金属材料弯曲试验方法GB/T 232-2010二、试验目的:(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量;(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
本次试验确定的连接施工工艺及参数适用于本项目工程内所有混凝土的钢筋焊接连接制作安装施工。
三、试验准备:1、机械设备电弧焊的主要设备是ZX6-500 直流弧焊机。
其各种参数见下表:额定额定电额定焊产品型电源电空载电电流调负载流接电流号压( V)压( V)节范围持续(KVA)(A)率ZX6-500 3~380 28 78 500 60-500 602、人员配置:电弧焊主要人员:焊工 1 名、试验人员 1 名、安全员 1 名、电工 1 名、钢筋加工 2 名。
3、材料( 1)钢筋:采用酒钢集团钢铁股份有限公司生产的热轧带肋HRB400,钢筋出厂质量证明书、钢筋牌号齐全。
(2)焊条:牌号应符合设计要求,并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250 ~300℃烘箱内烘干),如设计无规定时,可按下表选用。
钢筋焊接检查与验收标准
钢筋焊接接头应分批进行质量检查与验收,核查内容包括外观检查与力学性能试验。
外观检查:首先应由焊工对所焊接头进行自检,然后由质检人员进行检验。
外观检查合格后随机抽取试件进行力学性能试验。
试件取样要求
钢筋电渣压力焊接头取样规定
(1)在现浇混凝土结构中,应以300个同牌号钢筋接头作为一批;在房屋结构中,应在不超过二楼层中300个同牌号钢筋接头作为一批;当不足300个接头时,仍应作为一批。
每批接头中随机切取3个试件做拉伸试验。
注:在同一批中若有几种不同直径的钢筋焊接接头,应在最大直径接头中切取3个试件。