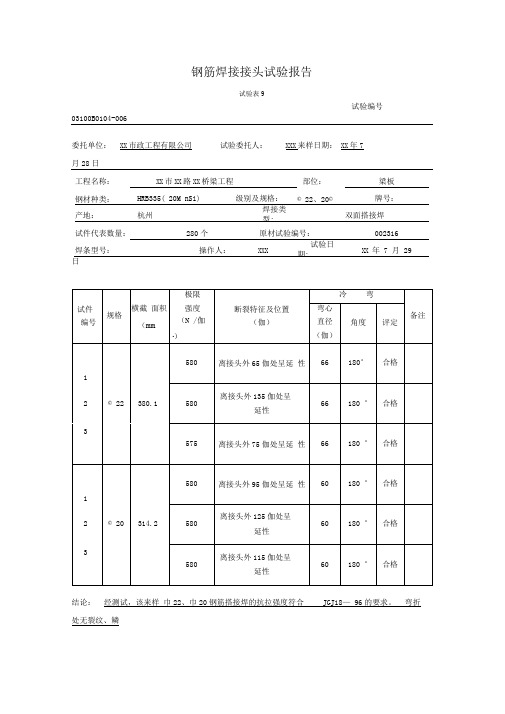
钢筋焊接接头检验报告
- 格式:xls
- 大小:29.00 KB
- 文档页数:4

河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段钢筋焊接工艺性试验总结报告批准:审核:编制:中国水利水电第八工程局有限公司河南省南水北调配套工程许昌境17号分水口门输水管道工程第三施工标段项目部二零一二年十二月目录一、工程概况 (3)二、试验目的、适用范围 (3)三、试验依据 (3)四、施工准备 (3)五、试验操作工艺 (4)六、抽样检查 (4)七、钢筋电弧焊质量标准 (6)八、施工注意事项 (7)钢筋电弧焊工艺试验总结报告一、工程概况本标段为河南省南水北调配套工程许昌市境17号分水口门输水管道工程第三标段,位于许昌县境内,自许昌县石寨村南京广铁路西至许昌县胡寨村东石武高铁路西,桩号25+400-31+500,长6.1km,北邓庄支线0+000-0+100,长0.1km。
PCCP管道,管径2.0m,管线长6.1km;钢管,管径1.0m,管线长0.1km。
共有各类主要建筑物9座,其中穿河倒虹吸3座,分别穿石梁河、饮马河支、饮马河;穿公路顶管3座(滨河路、107国道、魏武大道)、管理房1座,控制阀室2座。
主要包括PCCP管道(含土方开挖、回填及管道安装等)、钢管及金属结构设备、电气设备、阀件及附属设备安装和调试,临时工程、施工期水保环保等全部建安工程。
二、试验目的、适用范围通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。
本次试验确定的连接施工工艺及参数适用于本标段内所有混凝土的钢筋焊接连接制作安装施工。
三、试验依据(1)《钢筋焊接及验收规程》JGJ 18-2019;(2)《水工混凝土施工规范》SDJ207-82。
四、试验准备1、材料(1)钢筋钢筋采用热轧带肋HRB335Φ18、Φ22进行工艺试验,出厂合格证明及检测报告齐全。
(2)焊条焊条采用J422焊条,产品合格证齐全。
2、设备机具砂轮切割机、钢筋弯曲机、交流弧电焊机等。
3、人员配备焊工1名、试验人员2名、电工1名、钢筋工2名。
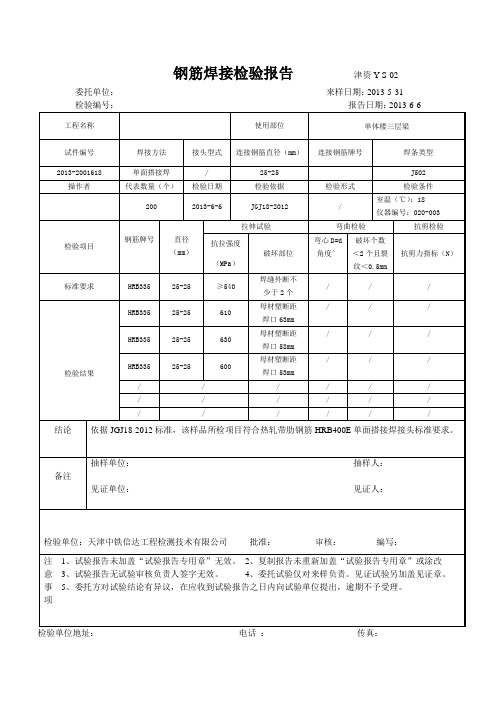
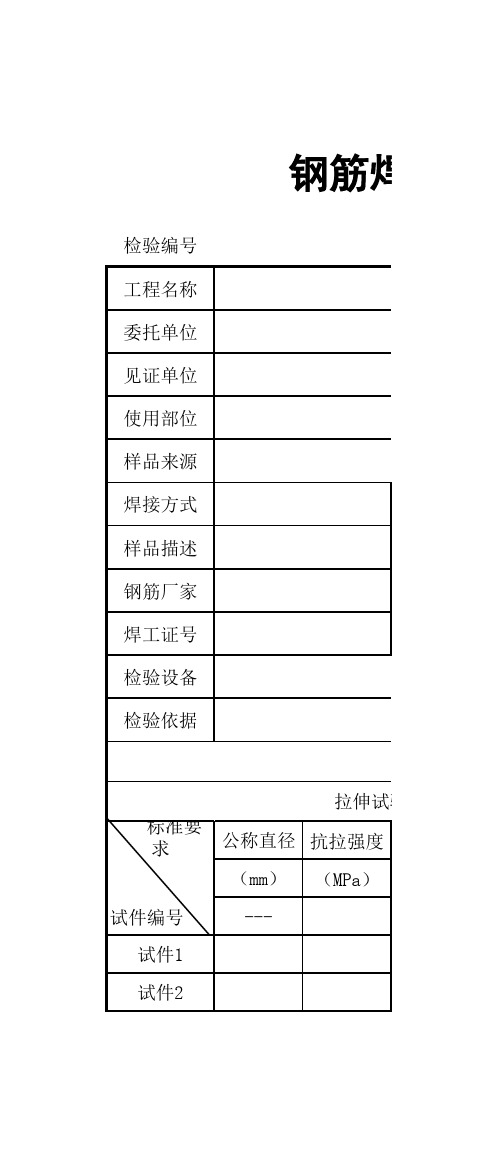
钢筋焊接检验报告津资Y-S-02委托单位:来样日期:2013-5-31检验编号:报告日期:2013-6-6工程名称使用部位单体楼三层梁试件编号焊接方法接头型式连接钢筋直径(mm)连接钢筋牌号焊条类型2013-2001618 单面搭接焊/ 25-25 J502 操作者代表数量(个)检验日期检验依据检验形式检验条件200 2013-6-6 JGJ18-2012 / 室温(℃):18仪器编号:020-003检验项目钢筋牌号直径(mm)拉伸试验弯曲检验抗剪检验抗拉强度(MPa)破坏部位弯心D=d角度°破坏个数<2个且裂纹<0.5mm抗剪力指标(N)标准要求HRB335 25-25 ≥540 焊缝外断不少于2个/ / /检验结果HRB335 25-25 610母材塑断距焊口63mm/ / / HRB335 25-25 630母材塑断距焊口58mm/ / / HRB335 25-25 600母材塑断距焊口53mm/ / / / / / / / / / / / / / / / / / / / /结论依据JGJ18-2012标准,该样品所检项目符合热轧带肋钢筋HRB400E单面搭接焊接头标准要求。
备注抽样单位:抽样人:见证单位:见证人:检验单位:天津中铁信达工程检测技术有限公司批准:审核:编写:注1、试验报告未加盖“试验报告专用章”无效。
2、复制报告未重新加盖“试验报告专用章”或涂改意3、试验报告无试验审核负责人签字无效。
4、委托试验仅对来样负责。
见证试验另加盖见证章。
事5、委托方对试验结论有异议,在应收到试验报告之日内向试验单位提出,逾期不予受理。
项检验单位地址:电话:传真:。
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点 (1)1.1 工程概况 (1)1.2 编制依据 (1)1.3本工程钢筋焊接情况特点 (2)第2章钢筋电弧焊工艺性能试验要求 (4)2.1 试验目的 (4)2.2 施工准备 (4)2.3 操作工艺: (5)2.4 电弧焊焊接工艺性试验结论 (8)第3章钢筋电渣压力焊工艺性能试验要求 (9)3.1 试验目的 (9)3.2 施工准备 (9)3.3 操作工艺: (10)3.4 电渣压力焊焊接工艺性试验结论 (12)第4章钢筋闪光对焊(箍筋闪光对焊)工艺性能试验要求 (13)4.1 试验目的 (13)4.2 施工准备 (13)4.3 操作工艺: (14)4.4 电弧焊焊接工艺性试验结论 (17)第1章工程概况及专业工程特点1.1 工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)1.2 编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》 GB1499.2-2007《钢筋混凝土用钢第1部分热轧光圆钢筋》 GB1499.1-2008《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-20111.3本工程钢筋焊接情况特点1.3.1 本工程设计采用的钢筋牌号与规格序号钢筋牌号钢筋直径(mm)使用部位/用途1 □ HPB3002 □ HRB335 □ HRB335E3 □ HRB400 □ HRB400E4 □ HRB500 □ HRB500E1.3.2 本工程计划采用的钢筋焊接方式序号焊接方法接头形式规范允许的适用范围钢筋牌号钢筋直径(mm)1 闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E8-228-408-408-402 箍筋闪光对焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E6-186-186-186-183电弧搭接焊(双面焊、单面焊)HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E10-2210-4010-4010-324 电渣压力焊HPB300HRB335 HRB335EHRB400 HRB400EHRB500 HRB500E12-2212-3212-3212-32备注:1.电弧焊含焊条电弧焊和二氧化碳砌体保护电弧焊。
项目钢筋焊接工艺性能试验报告施工单位:监理单位:杭州信达投资咨询估价监理有限公司项目监理部年月日目录第1章工程概况及专业工程特点工程概况工程名称:项目位置:建设单位(代建单位):设计单位:施工单位:勘察单位:监理单位:杭州信达投资咨询估价监理有限公司工程规模:(含建筑面积(市政工程为造价)、结构形式、抗震等级等情况)编制依据本工程设计图纸本工程合同文件:监理合同、施工合同本工程施工组织设计/施工方案本工程《材料见证取样计划》《钢筋焊接及验收规程》 JGJ18-2012《钢筋混凝土用钢第2部分热轧带肋钢筋》《钢筋混凝土用钢第1部分热轧光圆钢筋》《钢筋焊接接头试验方法标准》 JGJ/T 27-2014《混凝土结构工程施工质量验收规范》 GB50204-2015《混凝土结构工程施工规范》 GB50666-2011《钢结构工程施工规范》 GB50755-2012《钢结构焊接规范》 GB50661-2011本工程钢筋焊接情况特点本工程设计采用的钢筋牌号与规格本工程计划采用的钢筋焊接方式各钢筋牌号,规范允许采用的电弧焊焊条情况第2章钢筋电弧焊工艺性能试验要求钢筋焊条电弧焊是以焊条为一极,钢筋为另一极,利用焊接电流通过产生的电弧热进行焊接的一种熔焊方法。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
试验目的(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量。
(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
施工准备机械设备电弧焊的主要设备是交流电焊机。
其各种参数见下表:人员配置:电弧焊主要人员:焊工名、安全员1名、电工1名、钢筋加工6名。
见证取样人员:监理人员1名。
焊接试验送检测机构检测,由项目监理机构现场见证取样检测材料(1)钢筋:采用公司生产的 mm、牌号为的钢筋,钢筋质保资料抄件、质量证明书、原材料见证取样检测报告齐全。

钢筋焊接接头试验方法标准钢筋焊接接头试验方法标准是对钢筋焊接接头进行检测和评定的规范,其目的是为了确保钢筋焊接接头的质量和可靠性,保证其在工程施工中的安全可靠性。
本文将针对钢筋焊接接头试验方法标准进行详细介绍,以便于工程技术人员和相关人员能够准确理解和执行。
一、试验前准备。
在进行钢筋焊接接头试验之前,首先需要对试验设备进行检查和校准,确保设备的准确性和稳定性。
同时,需要对试验样品进行准备,包括钢筋焊接接头的制作和标识,以及试验样品的数量和位置布置等。
二、试验项目及方法。
1. 视觉检查,通过裸眼或辅助工具对钢筋焊接接头进行外观检查,包括焊缝形状、焊接质量、气孔、夹渣、裂纹等情况的检查。
2. 强度试验,采用拉伸试验或弯曲试验对钢筋焊接接头进行强度检测,评定其承载能力和稳定性。
3. 延性试验,通过冲击试验或冷弯试验对钢筋焊接接头的延性进行检测,评定其在外力作用下的变形和破坏情况。
4. 金相组织分析,对钢筋焊接接头进行金相组织分析,观察焊缝和母材的组织结构和相变情况,评定其组织性能和热影响区情况。
5. 耐蚀性试验,通过盐雾试验或化学腐蚀试验对钢筋焊接接头进行耐蚀性检测,评定其在腐蚀介质中的抗蚀性能。
三、试验结果评定。
根据试验项目和方法对钢筋焊接接头进行检测后,需要对试验结果进行评定和分析。
对于合格的接头,应当进行标识和记录,并可以进行进一步的工程应用;对于不合格的接头,应当进行原因分析和处理措施,并可以进行重新试验或修复处理。
四、试验报告。
完成钢筋焊接接头试验后,需要编制试验报告,对试验过程、试验结果、评定意见等进行详细记录和总结,以便于后续工程施工和验收使用。
结语。
钢筋焊接接头试验方法标准对于保障工程质量和安全具有重要意义,因此在进行试验时需严格按照标准要求进行操作,确保试验结果的准确性和可靠性。
同时,工程技术人员和相关人员应当不断学习和掌握最新的试验方法和技术,以便更好地应用于工程实践中。
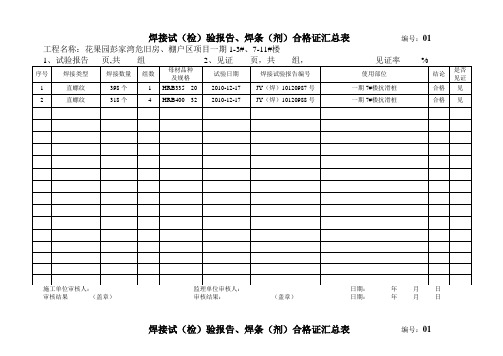
焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期1-3#、7-11#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 直螺纹 398个 1 HRB335 20 2010-12-17 JY (焊)10120987号 一期7#楼抗滑桩 合格 见 2 直螺纹 318个 4 HRB400 32 2010-12-17JY (焊)10120988号一期7#楼抗滑桩合格 见焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:花果园彭家湾危旧房、棚户区项目一期8#楼1、试验报告 页,共 组2、见证 页,共 组, 见证率 100 %施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日序号 焊接类型 焊接数量 组数 母材品种 及规格 试验日期 焊接试验报告编号 使用部位 结论 是否 见证 1 气压焊 508个 1 HRB400 25 2010-12-06 ZX (焊)10120008号 一期8#楼地下室地梁 合格 见 2 气压焊 168个 1 HRB400 22 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 3 气压焊 190个 1 HRB400 20 2010-12-06 ZX (焊)10120019号 一期8#楼地下室地梁 合格 4 直螺纹 1800个 4 HRB400 28 2010-11-07 ZX (焊)10110023号 一期9#楼地下室负一层柱 合格 见 5 直螺纹 48个 1 HRB400 32 2010-11-07 ZX (焊)10110024号 一期9#楼地下室负一层柱 合格 见 6 气压焊 128个 1 HRB400 25 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 7 气压焊 260个 1 HRB400 20 2010-12-06 ZX (焊)10120025号 一期8#楼负一层墙柱 合格 见 8 气压焊 40个 1 HRB400 182010-12-06ZX (焊)10120025号一期8#楼负一层墙柱合格 见焊接试(检)验报告、焊条(剂)合格证汇总表编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共142 组,见证率100 %序号焊接类型焊接数量母材品种及规格试验日期焊接试验报告编号结论使用部位是否见证备注1气压焊288个HRB335 20 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否2气压焊273个HRB335 22 2009-09-04 JY(焊)09090004号合格A1、A2、B1、B2孔桩钢筋笼否3气压焊220个HRB335 20 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否4气压焊250个HRB335 22 2009-09-04 JY(焊)09090401号合格A1、A2、B1、B2孔桩钢筋笼否5气压焊250个HRB335 20 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否6气压焊294个HRB335 22 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否7气压焊300个HRB400 25 2009-09-25 JY(焊)09092501号合格A1、A2、B1、B2展厅地梁否8气压焊250个HRB400 20 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否9气压焊294个HRB400 22 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否10气压焊300个HRB400 25 2009-09-25 JY(焊)09092502号合格A1、A2、B1、B2展厅地梁否11气压焊300个HRB400 20 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是12气压焊300个HRB400 22 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是13气压焊300个HRB400 25 2009-09-26 JY(焊)09090068号合格A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板是14气压焊286个HRB400 20 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是15气压焊300个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是16气压焊290个HRB400 25 2009-10-10 JY(焊)09100027号合格A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 20 2009-11-12 JY(焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日 焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(A2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %18气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 360个 HRB400 22 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 24 直螺纹Ⅰ级 498个 HRB400 25 2009-10-09 JY (焊)09100009号 合格 A1、A2展厅首层柱 是 25 直螺纹Ⅰ级 300个 HRB400 28 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 26 直螺纹Ⅰ级 400个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 27 直螺纹Ⅰ级 421个 HRB400 32 2009-10-09 JY (焊)09100010号 合格 A1、A2展厅首层柱 是 28 直螺纹Ⅰ级 500个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 29 直螺纹Ⅰ级 498个 HRB400 25 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 30 直螺纹Ⅰ级 200个 HRB400 28 2009-10-21 JY (焊)09100060号 合格 A1、A2展厅二层柱 是 31 直螺纹Ⅰ级 400个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 32 直螺纹Ⅰ级 421个 HRB400 32 2009-10-21 JY (焊)09100061号 合格 A1、A2展厅二层柱 是 33滚扎直螺纹420个HRB400 322009-11-03JY (焊)09110165号合格A1、A2展厅三层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %34 滚扎直螺纹 198个 HRB400 28 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 35 滚扎直螺纹 450个 HRB400 25 2009-11-03 JY (焊)09110165号 合格 A1、A2展厅三层柱 是 36 滚扎直螺纹490个 HRB400 222009-11-03JY (焊)09110165号合格 A1、A2展厅三层柱是 37序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6 气压焊 294个 HRB335 22 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12气压焊300个HRB400 222009-09-26JY (焊)09090068号合格A1、A2、B1、B2展厅基础及B1是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B1展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %展厅负一层剪力墙、首层梁板13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21 气压焊 295个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 22 直螺纹Ⅰ级 370个 HRB400 22 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 23 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 24 直螺纹Ⅰ级 500个 HRB400 25 2009-10-13 JY (焊)09100037号 合格 B1、B2展厅首层柱 是 25 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 26 直螺纹Ⅰ级 450个 HRB400 32 2009-10-13 JY (焊)09100038号 合格 B1、B2展厅首层柱 是 27直螺纹Ⅰ级180个HRB400 282009-10-13JY (焊)09100038号合格B1、B2展厅首层柱是施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:01工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %28 滚扎直螺纹 500个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 29 滚扎直螺纹 498个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 30 滚扎直螺纹 200个 HRB400 28 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 31 滚扎直螺纹 400个 HRB400 32 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 32 滚扎直螺纹 421个 HRB400 25 2009-10-21 JY (焊)09102101号 合格 B1、B2展厅二层柱 是 33 直螺纹Ⅰ级 289个 HRB400 22 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 34 直螺纹Ⅰ级 500个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 35 直螺纹Ⅰ级 492个 HRB400 25 2009-11-04 JY (焊)09110023号 合格 B1、B2展厅三层柱 是 36 直螺纹Ⅰ级 195个 HRB400 28 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 37 直螺纹Ⅰ级 500个 HRB400 32 2009-11-04 JY (焊)09110024号 合格 B1、B2展厅三层柱 是 38直螺纹Ⅰ级480个HRB400 322009-11-04JY (焊)09110024号合格B1、B2展厅三层柱是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 1 气压焊 288个 HRB335 20 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 2 气压焊 273个 HRB335 22 2009-09-04 JY (焊)09090004号 合格 A1、A2、B1、B2孔桩钢筋笼 否 3 气压焊 220个 HRB335 20 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 4 气压焊 250个 HRB335 22 2009-09-04 JY (焊)09090401号 合格 A1、A2、B1、B2孔桩钢筋笼 否 5 气压焊 250个 HRB335 20 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 6气压焊294个HRB335 222009-09-25JY (焊)09092501号合格A1、A2、B1、B2展厅地梁否施工单位审核人: 监理单位审核人: 日期: 年 月 日 审核结果 (盖章) 审核结果: (盖章) 日期: 年 月 日焊接试(检)验报告、焊条(剂)合格证汇总表 编号:02工程名称:贵阳国际会议展览中心-a2-1会展中心(B2展厅)1、试验报告38页,共142组2、见证12页,共 142 组,见证率 100 %7 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092501号 合格 A1、A2、B1、B2展厅地梁 否 8 气压焊 250个 HRB400 20 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 9气压焊 294个 HRB400 22 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 10 气压焊 300个 HRB400 25 2009-09-25 JY (焊)09092502号 合格 A1、A2、B1、B2展厅地梁 否 11 气压焊 300个 HRB400 20 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 12 气压焊 300个 HRB400 22 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 13 气压焊 300个 HRB400 25 2009-09-26 JY (焊)09090068号 合格 A1、A2、B1、B2展厅基础及B1展厅负一层剪力墙、首层梁板 是 14 气压焊 286个 HRB400 20 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 15 气压焊 300个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板 是 16 气压焊 290个 HRB400 25 2009-10-10 JY (焊)09100027号 合格 A1、A2、B1、B2展厅二层梁板是17气压焊300个HRB400 202009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是18 气压焊 300个 HRB400 20 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是19 气压焊 280个 HRB400 22 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是序号 焊接类型 焊接数量 母材品种 及规格 试验日期 焊接试验报告编号 结论 使用部位是否 见证 备注 20 气压焊 300个 HRB400 25 2009-11-12 JY (焊)09110028号 合格 A2、B1、B2展厅三层柱、屋面结构是 21气压焊295个HRB400 252009-11-12JY (焊)09110028号合格A2、B1、B2展厅三层柱、屋面结构是22直螺纹Ⅰ级370个HRB400 22 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是23直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是24直螺纹Ⅰ级500个HRB400 25 2009-10-13 JY(焊)09100037号合格B1、B2展厅首层柱是25直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是26直螺纹Ⅰ级450个HRB400 32 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是27直螺纹Ⅰ级180个HRB400 28 2009-10-13 JY(焊)09100038号合格B1、B2展厅首层柱是28滚扎直螺纹500个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是29滚扎直螺纹498个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是30滚扎直螺纹200个HRB400 28 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是31滚扎直螺纹400个HRB400 32 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是32滚扎直螺纹421个HRB400 25 2009-10-21 JY(焊)09102101号合格B1、B2展厅二层柱是33直螺纹Ⅰ级289个HRB400 22 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是34直螺纹Ⅰ级500个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是35直螺纹Ⅰ级492个HRB400 25 2009-11-04 JY(焊)09110023号合格B1、B2展厅三层柱是36直螺纹Ⅰ级195个HRB400 28 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是37直螺纹Ⅰ级500个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是38直螺纹Ⅰ级480个HRB400 32 2009-11-04 JY(焊)09110024号合格B1、B2展厅三层柱是施工单位审核人:监理单位审核人:日期:年月日审核结果(盖章)审核结果:(盖章)日期:年月日。


XXX工程钢筋焊接工艺性试验总结报告批准:审核:编制:XXX项目部二零一三年十二月目录一、工程概况 (3)二、试验目的、适用范围 (3)三、试验依据 (3)四、施工准备 (3)五、试验操作工艺 (4)六、抽样检查 (4)七、钢筋电弧焊质量标准 (6)八、施工注意事项 (7)钢筋电弧焊工艺试验总结报告一、工程概况二、试验目的、适用范围通过本次钢筋焊接工艺性试验,确定钢筋电弧焊的各项参数,确保钢筋焊接质量。
本次试验确定的连接施工工艺及参数适用于本标段内所有混凝土的钢筋焊接连接制作安装施工。
三、试验依据(1)《钢筋焊接及验收规程》JGJ 18-2003;(2)《混凝土工程施工质量验收规范》GB50204-2010。
四、试验准备1、材料(1)钢筋钢筋采用热轧带肋HRB335Φ18、Φ22进行工艺试验,出厂合格证明及检测报告齐全。
(2)焊条焊条采用J422焊条,产品合格证齐全。
2、设备机具砂轮切割机、钢筋弯曲机、交流弧电焊机等。
3、人员配备焊工1名、试验人员2名、电工1名、钢筋工2名。
五、试验操作工艺1、工艺流程:准备工作→选择焊接参数→施焊操作→质量检验 搭接焊接头形式见下图:搭接焊工艺(1) 钢筋搭接长度应符合见下表:HRB335单面焊≥10d双面焊≥5d注:d 为主筋直径(mm)(3)根据《钢筋焊接及验收规程》JGJ18-2003的有关规定,搭接焊只适用于Ⅰ、Ⅱ、Ⅲ级钢筋的焊接,其制作要点除注意对钢筋搭接部位的预弯和安装,应确保两钢筋轴线相重合。
(4)搭接焊接头的焊缝厚度s 不应小于主筋直径的0.25倍;焊缝宽度 b 不应小于主筋直径的0.7倍,见下图:(a ) 双面焊;(b )单面焊:b 一焊缝宽度;s 一焊缝厚度;d 一钢筋直筋;l 一搭接长度 d 一钢筋直径2、操作方法 (1)准备工作检查电源、焊机、试焊钢筋、焊条等设备材料准备齐全,具备施焊条件。
(2)选择焊接参数根据钢筋级别、直径、接头形式和焊接位置,选择适宜的焊条、焊接层数、焊接电流,保证焊缝和钢筋融合良好。
钢筋焊接质量检验记录日期:[填写日期]检验人员:[填写检验人员姓名]1. 检验目的本次检验旨在评估钢筋焊接质量,确保其符合相关标准和要求。
2. 检验内容2.1 焊接材料检查焊接材料的规格、型号和数量是否满足要求,并进行必要的材料检验。
2.2 焊接设备检查焊接设备的型号、参数和维护情况是否符合要求,并进行必要的设备检验。
2.3 焊接工艺检查焊接工艺文件是否齐全,包括焊接方法、参数和焊接顺序等,并进行必要的焊接工艺检验。
2.4 焊接质量对焊接接头进行质量检验,包括焊缝的质量、焊接强度和焊接缺陷等。
3. 检验方法3.1 目视检验通过目视检验来评估焊接接头的焊缝质量和是否存在明显缺陷。
3.2 切割检验对一定数量的焊接接头进行切割,并对断口进行观察和评估,以确定焊接强度和质量。
3.3 破坏检验对部分焊接接头进行破坏性检验,以评估焊缝的强度和质量。
4. 检验结果4.1 焊接材料- 规格:[填写焊接材料的规格]- 型号:[填写焊接材料的型号]- 数量:[填写焊接材料的数量]- 材料检验结果:[填写材料检验的结果,例如合格或不合格]4.2 焊接设备- 型号:[填写焊接设备的型号]- 参数:[填写焊接设备的参数]- 维护情况:[填写焊接设备的维护情况,例如良好或需维修] - 设备检验结果:[填写设备检验的结果,例如合格或不合格]4.3 焊接工艺- 焊接方法:[填写使用的焊接方法]- 参数:[填写焊接工艺文件中规定的焊接参数]- 焊接顺序:[填写焊接的顺序]- 焊接工艺检验结果:[填写焊接工艺检验的结果,例如合格或不合格]4.4 焊接质量- 焊缝质量:[填写焊缝的质量评估,例如优秀、合格或不合格] - 焊接强度:[填写焊接接头的强度评估,例如符合标准要求或不合格]- 焊接缺陷:[填写焊接接头存在的缺陷,例如裂纹或气孔]5. 结论根据本次钢筋焊接质量检验的结果,结论如下:- 钢筋焊接材料,并无质量问题,符合要求。
- 焊接设备表现良好,满足要求。

钢筋焊接接头如何进行工艺检验和现场检验 HUA system office room 【HUA16H-TTMS2A-HUAS8Q8-HUAH1688】钢筋焊接接头如何进行工艺检验和现场检验?一、焊接接头(包括电阻点焊、闪光对焊、电弧焊、电渣压力焊、气压焊、预埋件埋弧压力焊)1. 班前焊(可焊性能试验)在工程开工或每批钢筋正式焊接前,应进行现场条件下的焊接性能试验。
合格后,方可正式生产。
试件数量与要求,应与质量检查与预验收时相同。
2. 焊接接头质量检验:(1)电阻点焊制品钢筋焊接骨架a、凡钢筋级别、直径及尺寸相同的焊接骨架应视为同一类型制品,且每200件作为一批。
一周内不足200件的按一批计算。
b、试件应从成品中切取,当所切取试件的尺寸小于规定的试件尺寸时或受力钢筋大于8mm时,可在生产过程中焊接试验用钢片从中切取试件。
(2)闪光对焊接头:同一台班内有同一焊工完成的300个同级别、同直径钢筋焊接接头,300个为一验收批(或一周内累计<300个接头的亦可按一批计算)。
每批3个拉力试件,3个弯曲试件。
注:①试件应随机切取②焊接等长预应力钢筋(包括螺丝端杆与钢筋)。
可按生产条件作模拟试件。
③若当初试验结果不符合要求时,可随机再取双倍数量的试件进行复试。
④模拟试件检验结果不符合要求时复试应从成品中切取试件其数量和要求与初试时相同。
(3)电弧焊接头工厂焊接条件下:同接头形式、同钢筋级别300个接头为一验收批。
在现场安装条件下:每一至二楼层中间接头形式、同钢筋级别的接头≤300个接头为一验收批,每一验收批取3个拉力试件。
注:①试件应随机切取②装配式结构节点的焊接接头可按生产条件制作模拟试件。
③当初试结果不符合要求时应再取6个试件进行复试。
(4)电渣压力焊接头:一般构筑物中以300个同级别钢筋接头作为一验收批。
现浇钢筋混凝土框架结构中以每一楼层或施工区的同级别钢筋接头≤300个接头作为一验收批。
每一验收批取3个拉力试件注:①试件应从成品中随机切取。

钢筋Ф22搭接焊工艺试验报告编号:编制:技术人员:批准:单位:日期:表B-1 焊接工艺试验报告目录焊接工艺试验报告焊接工艺卡共1页第1页工程名称钢筋试件指导书编号HJZD008母材钢号HRB335 规格Ф22 供货状态甲供生产厂家西林焊接材料生产厂家材料类型烘干制度(℃×h)备注焊条天津金桥\ J422 150×2烘干2小时焊丝\ \ \ \ \焊剂或气体\ \ \\ \ 焊接方法单面焊接焊接位置搭接焊焊接设备型号BX-630 电源及极性交流预热温度(℃) \ 层间温度后热温度(℃)及时间(min)\焊后处理手工清理接头尺寸图图表:搭接≥10d焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(1/min)电流(AC)电压(V)焊接速度(m/h)热输入(kl/cm)备注牌号Φ(㎜)1 单面焊J422 3.2 \ \ 110 380 25 m/h 300-350 \焊前清理角向磨光机层间清理接头处理人工清理技术措施其他:1、焊接经150℃烘培2小时。
2、焊接处清除铁锈、油物、水分等杂物质。
编制日期年月日审核日期年月日焊接工艺试验指导书共1页第1页工程名称钢筋试件指导书编号HJZD008母材钢号HRB335 规格Ф22 供货状态甲供生产厂家西林焊接材料生产厂家材料类型烘干制度(℃×h)备注焊条天津金桥\ J422 150×2烘干2小时焊丝\ \ \ \ \焊剂或气体\ \ \\ \ 焊接方法单面焊接焊接位置搭接焊焊接设备型号BX-630 电源及极性交流预热温度(℃) \ 层间温度后热温度(℃)及时间(min)\焊后处理手工清理接头尺寸图图表:搭接≥10d焊接顺序图焊接工艺参数道次焊接方法焊条或焊丝焊剂或保护气保护气流量(1/min)电流(AC)电压(V)焊接工艺参数道次焊接方法牌号牌号Φ(㎜)1 单面焊J422 3.2 \ \ 110 1 单面焊J422焊前清理角向磨光机层间清理接头处理人工清理技术措施其他:1、焊接经150℃烘培2小时。

常用施工试验报告及见证检测报告一、施工试验报告施工试验是指在施工过程中对材料、构件、设备等进行检测、检验的过程,旨在保证施工质量,确保施工的安全、可靠性。
施工试验报告是对施工试验过程、试验方法、试验结果等内容进行记录和总结的文件。
常见的施工试验报告包括混凝土抗压强度试验报告、钢筋焊接接头性能试验报告、沥青路面压实度试验报告等。
以下以混凝土抗压强度试验报告为例进行说明:混凝土抗压强度试验报告一般包括以下内容:1.试验目的:阐明混凝土抗压强度试验的目的,例如评估混凝土的强度等级,判断混凝土结构的质量等。
2.试验原理和方法:介绍混凝土抗压强度试验的原理和方法,例如试验按照哪个国家或行业标准进行,试验中所采用的试验设备、试验样品的制备等。
3.试验条件:说明试验所处的环境条件,例如试验温度、湿度等。
4.试验过程:详细描述试验过程,例如试验样品的制备、试验设备的校验、试验参数的设置、试验时的观察和记录等。
5.试验结果:列出试验的结果数据,例如混凝土的抗压强度值、试验样品的破坏形态等。
6.结论:根据试验结果进行分析和总结,例如对混凝土强度的评估、对施工质量的评价等。
7.注意事项和建议:针对试验过程中的一些问题和不足,提出相关的注意事项和建议,以便今后的施工中能够改进。
见证检测是指在施工过程中,由专业机构进行检测、监督和见证的过程,以保证施工的质量和合规性。
见证检测报告是见证检测的结果和总结。
常见的见证检测报告包括钢筋焊接接头见证检测报告、土方开挖见证检测报告、建筑结构抗震见证检测报告等。
以下以钢筋焊接接头见证检测报告为例进行说明:钢筋焊接接头见证检测报告一般包括以下内容:1.见证检测项目:列出见证检测的具体项目,例如焊缝的质量评定、焊接连接的可靠性等。
2.见证检测标准:说明见证检测所依据的标准和规范,例如国家标准、行业标准等。
3.见证检测过程:详细描述见证检测的过程,包括见证检测的时间、地点、参与人员等。
4.见证检测结果:列出见证检测的结果数据,例如焊接接头的质量评定、焊接缺陷的检出情况等。


建筑工程项目钢筋焊接工艺试验报告承包单位: xx监理单位: xx2015年 6 月 20日DXSJZGL目录1、钢筋电弧焊工艺性试验报告2、钢筋强度和最大力下总伸长率试验报告3、产品质量证明书4、钢筋焊接接头试验报告5、电焊工操作证书6、钢筋电弧焊接作业指导书钢筋电弧焊工艺性试验报告电弧焊是利用弧焊机使焊条与焊件之间产生电弧,熔化焊条与焊件的金属,凝固后形成焊接接头。
本工艺具有不需特殊设备,操作工艺简单,技术易于掌握,可用于各种形状钢筋和工作场所焊接,质量可靠,施工费用较低等优点。
一、指导依据:1、混凝土施工质量验收规范GB50204-2002 (2010 版)2、钢筋焊接及验收规程JGJ 18-20123、钢筋混凝土用钢第 2 部分热轧带肋钢筋GB1499.2-20074、钢筋焊接接头试验方法标准JGJ/T 27-20015、金属材料拉伸试验第 1 部分 : 室温试验方法GB/T 228.1-20106、金属材料弯曲试验方法GB/T 232-2010二、试验目的:(1)通过焊接工艺性试验确定钢筋电弧焊的各项焊接参数,确保现场钢筋焊接质量;(2)通过焊接工艺性试验并结合现场实际施工情况,选择合适的焊接形式。
本次试验确定的连接施工工艺及参数适用于本项目工程内所有混凝土的钢筋焊接连接制作安装施工。
三、试验准备:1、机械设备电弧焊的主要设备是ZX6-500 直流弧焊机。
其各种参数见下表:额定额定电额定焊产品型电源电空载电电流调负载流接电流号压( V)压( V)节范围持续(KVA)(A)率ZX6-500 3~380 28 78 500 60-500 602、人员配置:电弧焊主要人员:焊工 1 名、试验人员 1 名、安全员 1 名、电工 1 名、钢筋加工 2 名。
3、材料( 1)钢筋:采用酒钢集团钢铁股份有限公司生产的热轧带肋HRB400,钢筋出厂质量证明书、钢筋牌号齐全。
(2)焊条:牌号应符合设计要求,并应按焊条说明书的要求进行烘焙后使用(焊接前一般在 250 ~300℃烘箱内烘干),如设计无规定时,可按下表选用。